Lincoln Electric LF-74 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Ce manuel convient également à

LF-74 WIRE FEEDER
Manuel de l’Opérateur
Conserver comme référence future
Date d’Achat
Code:
(ex: 10859)
Série: (ex: U1060512345)
IMF872 | Date d’Émission | Janvier, 2005
© Lincoln Global, Inc. All Rights Reserved.
Pour utilisation avec les machines ayant les Numéros de Code:
11195, 11196, 11197
Pour enregistrer la machine:
www.lincolnelectric.com/register
Recherche d’Atelier de Service et Distribu
-
teur Agréés:
www.lincolnelectric.com/locator

Mar ‘95
POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et d’entretenir à moins
qu’il ne soit nécessaire que le moteur tourne pour effectuer
l’entretien.________________________________________
____________
1.b. Ne faire fonctionner les moteurs qu’à l’ex-
térieur ou dans des endroits bien aérés ou
encore évacuer les gaz d’échappement du
moteur à l’extérieur.
__________________________________________________
1.c. Ne pas faire le plein de carburant près d’une
flamme nue, d’un arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêch-
er que du carburant renversé ne se vaporise
au contact de pièces du moteur chaudes et
ne s’enflamme. Ne pas renverser du carbu-
rant quand on fait le plein. Si du carburant
s’est renversé, l’essuyer et ne pas remettre
le moteur en marche tant que les vapeurs
n’ont pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
rité doivent être toujours en place et en bon état. Tenir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
d’autres pièces en mouvement quand on met en marche,
utilise ou répare le matériel.
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer l’entretien prescrit.
Ne déposer les protecteurs que quand c’est nécessaire et
les remettre en place quand l’entretien prescrit est terminé.
Toujours agir avec la plus grande prudence quand on tra-
vaille près de pièces en mouvement.
____________________________________________________
1.f. Ne pas mettre les mains près du ventilateur
du moteur. Ne pas appuyer sur la tige de
commande des gaz pendant que le moteur
tourne.
__________________________________________________
1.g.Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entre-
tenant le groupe électrogène de soudage, de connecter les
fils des bougies, le chapeau de distributeur ou la magnéto
i
SÉCURITÉ
i
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE
DEVRAIENT CONSULTER LEUR MÉDECIN AVANT D’UTILISER L’APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement d’acheter un exemplaire de la norme Z49.1, de l’ANSI auprès de l’American Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
S’ASSURER QUE LES ÉTAPES D’INSTALLATION, D’UTILISATION, D’ENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QU’À DES PERSONNES QUALIFIÉES.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles
et des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant d’entreprendre le soudage
2.c. L’exposition aux champs électromagnétiques lors du
soudage peut avoir d’autres effets sur la santé que l’on ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum l’exposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1.
Regrouper les câbles d’électrode et de retour. Les fixer
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles d’électrode et de
retour. Si le câble d’électrode se trouve à droite, le câble de
retour doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près
possible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant
de soudage.
1.h. Pour éviter de s’ébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz d’échappement du moteur diesel et certains de
leurs constituants sont connus par l’État de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Les gaz d’échappement de ce produit contiennent des
produits chimiques connus par l’État de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci s’applique aux moteurs diesel.
Ceci s’applique aux moteurs à essence.
AVERTISSEMENT

Mar ‘95
ii
SÉCURITÉ
ii
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se pro-
téger les yeux contre les étincelles et le rayon-
nement de l'arc quand on soude ou quand on observe l'arc de
soudage. Le masque à serre-tête et les oculaires filtrants doivent
être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de
l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de l’électrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si l’on porte des vête-
ments mouillés. Porter des gants isolants secs et ne comportant
pas de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suff-
isantes pour couvrir entièrement la zone de contact
physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides
ou si l'on porte des vêtements mouillés; sur les con-
structions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, s’il y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la
terre) utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise
de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonc-
tionnement. Remplacer l'isolation endommagée.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
LES FUMÉES ET LES
GAZ peuvent être
dangereux.
5.a WeLe soudage peut produire des fumées et
des gaz dangereux pour la santé. Éviter d'inhaler ces
fumées et ces gaz. Quand on soude, tenir la tête à l'ex-
térieur des fumées. Utiliser un système de ventilation ou
d'évacuation suffisant au niveau de l'arc pour évacuer les
fumées et les gaz de la zone de travail. Quand on soude
avec des électrodes qui nécessitent une ventilation spé-
ciale comme les électrodes en acier inoxydable ou pour
revêtement dur (voir les directives sur le contenant ou la
fiche signalétique) ou quand on soude de l'acier au
plomb ou cadmié ainsi que d'autres métaux ou revête-
ments qui produisent des fumées très toxiques, limiter
le plus possible l'exposition et au-dessous des valeurs
limites d'exposition (TLV) en utilisant une ventilation
mécanique ou par aspiration à la source. Dans les
espaces clos ou dans certains cas à l'extérieur, un
appareil respiratoire peut être nécessaire. Des précau-
tions supplémentaires sont également nécessaires
quand on soude sur l'acier galvanisé.
5.b.
Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de
dégraissage, de nettoyage ou de pulvérisation. La chaleur et
le rayonnement de l'arc peuvent réagir avec les vapeurs de
solvant pour former du phosgène, gaz très toxique, et
d'autres produits irritants.
5.c. Les gaz de protection utilisés pour le soudage à l'arc peu-
vent chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spé-
cialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.d. Prendre connaissance des directives du fabricant relative-
ment à ce matériel et aux produits d'apport utilisés, et
notamment des fiches signalétiques (FS), et suivre les con-
signes de sécurité de l'employeur. Demander les fiches sig-
nalétiques au vendeur ou au fabricant des produits de
soudage.
5.e. Voir également le point 1.b.

Mar ‘95
Matériel ÉLECTRIQUE.
8.a. Couper l'alimentation d'entrée en utilisant
le disjoncteur à la boîte de fusibles avant de
travailler sur le matériel.
8.b. Installer le matériel conformément
au Code canadien de l'électricité, à tous les codes locaux et
aux recommandations du fabricant.
8.c. Mettre à la terre le matériel conformément au Code canadi-
en de l'électricité et aux recommandations du fabricant.
LES BOUTEILLES peu-
vent exploser si elles
sont endommagées.
7.a. N'utiliser que des bouteilles de gaz comprimé con-
tenant le gaz de protection convenant pour le procédé utilisé
ainsi que des détendeurs en bon état conçus pour les gaz et
la pression utilisés. Choisir les tuyaux souples, raccords,
etc. en fonction de l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA que l'on peut se procurer auprès de la Compressed
Gas Association, 1235 Jefferson Davis Highway, Arlington,
VA22202.
iii
SÉCURITÉ
iii
LES ÉTINCELLES DE
SOUDAGE peuvent
provoquer un incendie
ou une explosion.
6.a.
Enlever les matières inflammables de la
zone de soudage. Si ce n'est pas possible, les recouvrir
pour empêcher que les étincelles de soudage ne les
atteignent. Les étincelles et projections de soudage peuvent
facilement s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder près des con-
duites hydrauliques. On doit toujours avoir un extincteur à
portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de
travail, on doit prendre des précautions spéciales pour éviter
les dangers. Voir la norme ANSI Z49.1 et les consignes d'u-
tilisation relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du cir-
cuit de l'électrode ne touche la pièce ou la terre. Un contact
accidentel peut produire une surchauffe et créer un risque
d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts
ou des contenants sans avoir pris les mesures qui s'im-
posent pour s'assurer que ces opérations ne produiront pas
des vapeurs inflammables ou toxiques provenant des sub-
stances à l'intérieur. Elles peuvent provoquer une explosion
même si elles ont été «nettoyées». Pour plus d'informa-
tions, se procurer le document AWS F4.1 de l'American
Welding Society (voir l'adresse ci-avant).
6.e. Mettre à l'air libre les pièces moulées creuses ou les con-
tenants avant de souder, de couper ou de chauffer. Elles
peuvent exploser.
6.f.
Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts
d'huile comme des gants en cuir, une chemise épaisse, un
pantalon sans revers, des chaussures montantes et un
casque ou autre pour se protéger les cheveux. Utiliser des
bouche-oreilles quand on soude hors position ou dans des
espaces clos. Toujours porter des lunettes de sécurité avec
écrans latéraux quand on se trouve dans la zone de
soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible
de la zone de soudage. Si les câbles de retour sont con-
nectés à la charpente du bâtiment ou à d'autres endroits
éloignés de la zone de soudage cela augmente le risque
que le courant de soudage passe dans les chaînes de lev-
age, les câbles de grue ou autres circuits auxiliaires. Cela
peut créer un risque d'incendie ou surchauffer les chaînes
de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.

iv
SÉCURITÉ
iv
Mar. ‘93
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suiv-
antes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie
du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du ray-
onnement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pan-
talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible
de la zone de travail qu’il est pratique de le faire. Si on place
la masse sur la charpente de la construction ou d’autres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de lev-
age, câbles de grue, ou autres circuits. Cela peut provoquer
des risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debranch-
er à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.

Lisez complètement ce Manuel de l’Opérateur avant d’essayer d’utiliser cet appareil. Gardez ce manuel et
maintenez-le à portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière
aux consignes de sécurité que nous vous fournissons pour votre protection. Le niveau d’importance à attacher à
chacune d’elle est expliqué ci-après :
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves
voire mortelles.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages
du matériel.
ATTENTION
Inscription en Ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax : Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
WEB SITE www.lincolnelectric.com. Choisissez l’option « Liens
Rapides » et ensuite « Inscription de Produit ». Veuillez remplir le formulaire puis
l’envoyer.
vv
Merci
d’avoir choisi un produit de QUALITÉ Lincoln Electric. Nous
tenons à ce que vous soyez fier d’utiliser ce produit Lincoln
Electric… tout comme nous sommes fiers de vous livrer ce pro-
duit.
Veuillez examiner immédiatement le carton et le matériel.
Quand ce matériel est expédié, son titre passe à l’acheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par l’acheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur l’identification du matériel pour pouvoir s’y reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Produit _________________________________________________________________________________
Numéro de Modèle ________________________________________________________________________
Numéro de code / Code d’achat ______________________________________________________________
Numéro de série ___________________________________________________________________________
Date d’achat :_____________________________________________________________________________
Lieu d’achat ______________________________________________________________________________
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours
les informations que vous avez inscrites ci-dessus.

vi
vi
TABLE DES MATIÉRES
Page
Glossaire et Information Générale ...................................................................................Section
Glossaire..................................................................................................................................1
Abréviations Courantes dans le Domaine du Soudage ....................................................1
Description du Produit ......................................................................................................2
Procédés Recommandés et Équipement Requis .............................................................2
Modèle de Base, Modèle de Band Renforcé avec Support de Fil,
Modèle de Banc Renforcé à Couple Supplémentaire avec Support de Fil.......................3
Caractéristiques du Modèle de Base et du chargeur de Fil à Résistance Normale .........4
Réglage des Appareils Courants ......................................................................................5
Production en Gros Volume..............................................................................................6
Soudage Portable .............................................................................................................7
Spécifications Techniques ................................................................................................8
––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Installation.......................................................................................................................Section A
Mesures de Sécurité ............................................................................................................A-1
Emplacement ................................................................................................................A-1
Montage ........................................................................................................................A-1
Montage sur Banc .........................................................................................................A-2
Montage sur Pivot .........................................................................................................A-2
Montage avec Flèche....................................................................................................A-2
En Suspension ..............................................................................................................A-2
Mesures de Sécurité .....................................................................................................A-3
Tailles des Câbles de Soudage ....................................................................................A-3
Câbles de Soudage Coaxiaux.......................................................................................A-4
Connexions du Cable de Soudage ...............................................................................A-4
Connexions du Câble de Contrôle Analogique ....................................................................A-5
Adaptateur de Câble de Contrôle Analogique Miller K23335-1............................................A-6
Connecteur du Pistolet de Soudage / Gâchette du Chargeur de Fil .............................A-7
Haute Fréquence ..........................................................................................................A-7
Spécifications du Fil Détecteur de Télécommande.......................................................A-7
Sistèmes de Traction du Fil..................................................................................................A-7
Pistolets de Soudage, Torches et Accessoires ....................................................................A-7
Procédure pour le Changement des Jeux de Rouleaux Entreaîne
et du Cylindre d’Appui ..........................................................................................................A-8
Configuration de L’Entraîneur du Fil .............................................................................A-9
Ensemble de Rouleaux Entraîneurs et Guide-Fils ......................................................A-10
Réglage du Bras de Pression .....................................................................................A-11
Connexion de l’Écran de Gaz Inerte ..................................................................................A-12
Chargement du Dévidoir de Fil ...................................................................................A-13
Acheminement du Fil de Soudage ..............................................................................A-14
Installations des Kits de Conduits d’Électrode ...................................................................A-15
Préparation du Fil en Aluminium ........................................................................................A-16
________________________________________________________________________________
Fonctionnement..............................................................................................................Section B
Mesures de Sécurité ............................................................................................................B-1
Symbles Graphiques ............................................................................................................B-1
Contrôles et Connexions du Panneu Frontal..............................................................B-2 à B-4
1. Bouton de Vitesse d’Alimentation du Fil....................................................................B-3
2. Kit de Télécommande (Optional) ..............................................................................B-3
3. Kit de Temporisateur de Retour de Brûlure et d’Après Ècoulement (Optional) ........B-3
4. LED Thermique, Surcharge du Moteur .....................................................................B-3
5. Interrupteur d’Alimentatoin à Froid / Échappement du Gaz ......................................B-3
6. Interrupteur à 2 Temps et de Verrouillage de la Gâchette ........................................B-4
7. Coussinet Récepteur de Pistolet (K1500-2)..............................................................B-4
8. Amphénol à 5 Goupilles du Connecteur de la Gâchette ...........................................B-4
________________________________________________________________________________
Accessoires.....................................................................................................Section C
Kits en ption/Accessoires............................................................................C-1 à C-4
________________________________________________________________________

vii
TABLE DES MATIÉRES
LF-74
vii
Page
Entretien...........................................................................................................Section D
Mesures de Sécurité..............................................................................................D-1
Entretien de Routine..............................................................................................D-1
Entretien Périodique..............................................................................................D-1
Spécifications de Calibrage ...........................................................................D-1, D-2
________________________________________________________________________
Dépannage.....................................................................................................................E
Mesures de Sécurite..............................................................................................E-1
Comment Utiliser le Guide de Dépannage ............................................................E-1
Dépannage.....................................................................................................E-2, E-3
________________________________________________________________________
Diagramme de Câblage et Impression de Dimensions................................Section F
________________________________________________________________________
Liste de Piéces ........................................................................................................P518
________________________________________________________________________

1
1
GLOSSAIRE
ABBRÉVIATIOS COURANTES DANS LE
DOMAINE DU SOUDAGE
WFS
• Vitesse d’Alimentation du Fil
CV / TC
• Tension Constante
GMAW (MIG)
• Soudage à l’Arc Gaz Métal
FCAW (Innershield ou Outershield)
• Soudage à l’Arc avec Fil Électrode Creux
LF-72

Description Fonctionnelle Générale
Le LF-74 correspond au besoin d’un chargeur de fil
économique avec une traction de fil très performante.
Les caractéristiques fonctionnelles incluses sont
celles qui offrent la plus grande valeur : un bouton
WFS avec une échelle calibrée imprimée, un interrup-
teur d’alimentation à froid / échappement de gaz, un
interrupteur de verrouillage de la gâchette et un con-
trôle de moteur de tachymètre.
PROCÉDÉS RECOMMANDÉS
• GMAW
• FCAW
LIMITES DES PROCÉDÉS
• Le LF-74 n’est pas recommandé pour les modes de
soudage GMAW Synergique à Impulsions, GTAW,
GTAW à Impulsions, CAG, SMAW.
• Le LF-74 n’est pas compatible avec des appareils à
poussoir.
• Pour les modèles de banc renforcés K2426-2 et
K2426-3, la taille maximum de la bobine est de 60
lb. (27,2 kg).
ÉQUIPEMENT REQUIS
Le LF-74 de Lincoln est conçu pour être utilisé avec la
famille de sources de puissance CV et CC, ce qui
comprend :
• CV-250 • DC-400
• CV-300 • DC-600
• CV-305 • DC-655
• CV-400 • Invertec V350
• CV-655
AUTRES SOURCES DE PUISSANCE COMPATIBLES
• Ranger 250
• Ranger 305
• Commander 300
• Vantage 300
• Vantage 500
• Air Vantage 500
LIMITES DE L’ÉQUIPEMENT
• Longueur maximum du pistolet GMAW = 25’ (7,6m).
• Longueur maximum du pistolet FCAW = 15’ (4,6m).
• Longueur maximum du conduit = 30’ (9,1m).
• Longueur totale maximum du câble de contrôle =
100ft (31m).
• Le LF-74 fonctionne sur 24-42 VAC et non sur 115
VAC.
• Les tenseurs de fil K1733-1 et K1733-3 ne sont pas
compatibles avec le LF-74
• Les coussinets de pistolet sont requis pour les pisto-
lets de soudage qui ne possèdent pas de fond de
cylindre Magnum (compatible avec Tweco No.2
No.4).
• Le LF-74 ne se fixe pas sur les socles de dévidoirs
de fil K303 ou K377.
2
INFORMATION GÉNÉRALE
LF-74
2
DESCRIPTION DU PRODUIT
Description Physique Générale
Le LF-74 est optimisé pour le soudage en GMAW et
FCAW. La traction puissante à 4 rouleaux MaxTrac™,
le boîtier renforcé et le socle du dévidoir de fil se
regroupent pour donner un chargeur de fil facile à
installer et facile à utiliser pour le soudage quotidien.
Le mécanisme de traction du fil est actionné par un
motoréducteur à fort rendement. Une porte à
charnière robuste s’ouvre facilement, ce qui permet
de disposer d’un espace ample pour l’assemblage de
composants de traction de précision ainsi que le pisto-
let de soudage.
La technologie MaxTrac™ permet une excellente ali-
mentation car :
• Les rouleaux d’entraînement en attente de breve-
tage améliorent la traction.
• Le châssis en alliage d’aluminium rigide usiné avec
précision permet une pression de serrage maximum
des rouleaux d’entraînement.
• Les moyeux entraîneurs avec des mandrins
internes en acier contiennent 3 roulements à billes
dans chaque moyeu.
• Les moyeux entraîneurs sont supportés par de
grands arbres traités à la chaleur et rectifiés pour
une rigidité et un alignement exact maximum des
rouleaux d’entraînement.
• Les bras de pression à ressorts doubles en attente
de brevetage possèdent la sensibilité nécessaire
pour alimenter des fils souples sans les écraser tout
en ayant la force de compression suffisante pour ali-
menter des fils solides ou rigides.
Des pièces faciles à configurer et à entretenir donnent
à la traction MaxTrac™ une meilleure productivité.
• Des guide-fils fendus brevetés supportent pleine-
ment le fil et éliminent virtuellement les agglutina-
tions de leurres.
• Aucun outil n’est nécessaire pour changer les
rouleaux d’entraînement et les guide-fils.
• Les coussinets de pistolets changeables s’adaptent
facilement sur des pistolets de nombreux fabricants.
• Des raccordements de laiton à laiton entre la con-
nexion de l’électrode et le pistolet réduisent au mini-
mum les variations de chute de tension, ce qui a
pour résultat un rendement de l’arc uniforme à
longueur de journée, tous les jours.
Trois modèles du LF-74 sont disponibles afin de satis-
faire de nombreuses installations des clients :
• Le modèle de base est enrichi de pièces à remplac-
er périodiquement provenant de lots pour le
soudage GMAW ou bien lorsqu’un montage de
flèche est requis.
• Le modèle de banc renforcé avec socle de dévidoir
de fil cible les opérateurs qui réalisent du soudage
GMAW ou FCAW en utilisant des pièces à remplac-
er périodiquement sur bobines.
• Le modèle à couple élevé présente un rapport de
démultiplication élevé pour l’alimentation de fils
FCAW ou GMAW de diamètre supérieur.
Tous les modèles fonctionnent avec un motoréducteur
à haut rendement avec un tachymètre intégré.

3
INFORMATION GÉNÉRALE
LF-74
3
MODÈLE DE BANC RENFORCÉ AVEC SUPPORT DE FIL (K2426-2)
MODÈLE DE BANC RENFORCÉ À COUPLE SUPPLÉMENTAIRE AVEC
SUPPORT DE FIL (K2426-3)
MODÈLE DE BASE (K2426-1)

4
INFORMATION GÉNÉRALE
LF-74
4
CALIBRATED
WIRE FEED
SPEED KNOB
4 DRIVE ROLLS
PATENTED SPLIT
WIRE GUIDE
ADJUSTABLE
PRESSURE ARMS
STORAGE TRAY
BALL BEARING
INLET GUIDE
BUSHING ASSEMBLY
MOTOR THERMAL LED
TRIGGER CONNECTION
(5 PIN AMPHENOL)
GUN RECEIVER BUSHING
FOR GUN AND CABLE
ASSEMBLY
REMOTE KIT PANEL
TIMER KIT PANEL
2 STEP
TRIGGER INTERLOCK
TOGGLE SWITCH
COLD FEED
GAS PURGE
TOGGLE SWITCH
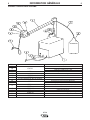
PORTE ET CHARNIÈRE RETIRÉES
VOIR LES SECTIONS INSTALLATIONS ET FONCTIONNEMENT POUR OBTENIR
DES INFORMATIONS DÉTAILLÉES
CARACTÉRISTIQUES DU MODÈLE DE BASE ET DU
CHARGEUR DE FIL À RÉSISTANCE NORMALE
BOUTON DE VITESSE
CALIBRÉE DE
L’ALIMENTATION DU FIL
PLATEAU
D’EMMAGASINAGE
BRAS DE PRESSION
RÉGLABLES
ASSEMBLAGE DES
COUSSINETS DU GUIDE
D’ENTRÉE À ROULEMENT
À BILLES
PANNEAU DU KIT
TÉLÉCOMMANDE
PANNEAU DU KIT
TEMPORISATEUR
COMMUTATEUR EN
2 TEMPS ET DE VERROUILLAGE
DE LA GÂCHETTE
COMMUTATEUR
D’ALIMENTATION À FROID
/ ÉCHAPPEMENT DE GAZ
LED THERMIQUE DU MOTEUR
CONNEXION DE LA GÂCHETTE
*AMPHÉNOL À 5 GOUPILLES)
4 ROULEAUX
ENTRAÎNEURS
GUIDE FIL FENDU BREVETÉ
COUSSINET RÉCEPTEUR DE PISTOLET
POUR ASSEMBLAGE DE PISTOLET ET
CÂBLE

5
INFORMATION GÉNÉRALE
5
LF-74
2B
4A
1C
4B
5
2A
RÉGLAGE DES APPAREILS COURANTS
Fabrication Générale
Pièce
1A
1B
1C
1D
2A
2B
3
4A
4B
5
K No.
K2426-2
Voir la documentation du
pistolet à souder
K586-1
K1557-1
K1803-1
K2400-1
Description
LF-74 Modèle de Banc Renforcé avec Socle de Dévidoir de Fil
Kit de Rouleau Entraîneur de 0,035", 0,045" (0,9mm, 1,2mm)
Câble de Contrôle de 10’ (3m)
Pistolet Magnum
Régulateur de Luxe pour Écran de Gaz Inerte Mélangé
Tuyau pour Écran de Gaz Inerte
Kit de Pivot
Agrafe pour la Masse
Câbles de Puissance de Soudage, Twist-Mate à Ergot (2 compris)
CV-305

6
INFORMATION GÉNÉRALE
6
LF-74
Pièce
1A
1B
1C
-
1D
2
3
4
5A
5B
6
7
8
9
10
11
K No.
K2426-1
K1797-xx
Voir documentation du Pistolet de Soudage
K2329-1
K2330-1
Voir documentation du Bras de Soudage
K586-1
K884-xx
K2175-xx
K1346-13
K910-xx
K1842-xx
K1546-1
Description
LF-74, Modèle de Base
Kit de Rouleau Entraîneur de 0,035", 0,045" (0,9mm, 1,2mm)
Câble de Contrôle de 10’ (3m)
Rallonge du Câble de Contrôle
Pistolet de Soudage
Kit de Contrôle de Tension à Distance
Kit Temporisateur
Bras de Soudage
Régulateur de Luxe pour Gaz Mélangés
Tuyau pour Écran de Gaz Inerte
Kit Débiteur de Cylindre Accu-Trak (Rond)
Kit Débiteur de Boîtier Accu-Pak (Carré)
CV-400
Agrafe pour la Masse
Câble de Puissance de Soudage, Ergot à Ergot
Coussinet d’Entrée, 0,035-1/16 (0,9 – 1,6mm)
Conduit
PRODUCTION EN GROS VOLUME

7
INFORMATION GÉNÉRALE
7
LF-74
SOUDAGE PORTABLE
Pièce K No. Description
2 K2329-1 Kit de Contrôle de Tension à Distance
3A
K2426-3
LF-74 Modèle de Banc Renforcéà Couple Supplémentaire avec Socle de Dévidoir de Fil
3C Câble de Contrôle de 10’ (3m)
3D KPxxx Kit de Rouleau Entraîneur de 0,035", 0,045" (0,9mm, 1,2mm)
1 Voir Documentation du Pistolet de Soudage Pistolet Lincoln Innershield
4 K1797-xx Rallonge du Câble de Contrôle, Ajouter des câbles pour rallonger jusqu’à 110’ (30m) maximum
5A K2331-1 Kit de Poignée de Levage Isolée
5C K163 Chariot à 4 Roues
6 K1634-2 Enveloppe de Fil en Plastique pour Paquets de Fil de 50-60 lb.
7
K586-1
Régulateur de Luxe pour Gaz
7A Tuyau pour Écran de Gaz Inerte
8
K1803-1
Agrafe pour la Masse
9 Câbles de Puissance de Soudage, Twist-Mate à Ergot
10
Voir Documentation de la Source de
Puissance ou de la Traction du Moteur
Source de Puissance de Soudage

8
INFORMATION GÉNÉRALE
LF-74
8
SPÉCIFICATIONS TECHQNIQUES:
Chargeur de Fil F-74
SPEC. # TYPE REGISTRE DE VITESSE D’ALIMENTATION DU FIL
ARTICLES INCLUS AVEC CHAQUE PRODUIT
Δ Les dimensions ne comprennent pas le dévidoir de fil.
BOÎTIER DE CONTRÔLE, TRACTION DU FIL ET UNITÉS COMPLÈTES
SPEC.# TYPE
PUISSANCE D’ENTRÉE
DIMENSIONS PHYSIQUES• REGISTRE DE TEMPÉRATURE
Tension et Dimensions
Courant d’Entrée Hauteur Largeur Profondeur Poids Fonctionnement Emmagasinage
LF-74 11,1“ 10,2“ 12,9“ 24 Lbs.
K2426-1
(282 mm) (259 mm) (328 mm) (10,9 Kg.)
Modèle de
Base
Dimensions Δ
Hauteur Largeur Profondeur Poids
LF-74
K2426-2
24-42VAC 15,3“ 13,0“ 27,7“ 40 Lbs. 14°F to 104°F -40°F to 185°F
Banc 9 AMPS (389 mm) (330 mm) (704 mm) (18,1 Kg.) (-10°C to 40°C)
(
-40°C to 85°C)
Renforcé 50/60 Hz
Dimensions Δ
Hauteur Largeur Profondeur Poids
LF-74
K2426-3
Banc 15,3“ 13,0“ 27,7“ 40 Lbs.
Renforcéà (389 mm) (330 mm) (704 mm) (18,1 Kg.)
Couple
Supplémentaire
REGISTRE DE CAPACITÉ DE SOUDAGE
Registre Amp Facteur de Marche
600 A 60%
500 A 100%
Modèle
K2426-1
K2426-2
K2426-3
Modèle
K2426-1
K2426-2
K2426-3
Démultiplication
Vitesse Normale
Vitesse Normale
Couple
Supplémentaire
Description
Modèle de Base
Modèle de Banc
Renforcé avec
Support de Fil
Modèle Renforcé
avec Couple
Supplémentaire
et Support de Fil
Chargeur
de Fil
LF-74
Registre WFS
100 – 800 ipm
(2,5-20,3 m/min.)
100 – 800 ipm
(2,5-20,3 m/min.)
50 – 400 ipm
(1,3 – 10,4m/min)
Socle Dévidoir de Fil
-----------
Robuste, Rouleaux
jusqu’à 60 lb.
(27.k kg)
Registre WFS
100 – 800 ipm
(2,5-20,3 m/min.)
100 – 800 ipm
(2,5-20,3 m/min.)
50 – 400 ipm
(1,3 – 10,4m/min)
Kit Rouleau Entraîneur
Combo 0,035, 0,045
(0,9, 1,2mm)
Tailles Fil
0,023 – 1/16"
(0,6 – 1,6mm)
0,023 – 1/16"
(0,6 – 1,6mm)
0,023 – 1/16"
(0,6 – 1,6mm)
Taille Fil
0,030 - 5/64”
(0,8 - 2,0mm)
.030 – 5/64"
(0,8 – 2,0mm)
0,030 – 3/32"
(0,8 - 2,4mm)
Câble de
Contrôle
10Ft. (3m)
GMAW FCAW

A-1
INSTALLATION
LF-74
A-1
MESURES DE SÉCURITÉ
EMPLACEMENT
Le LF-74 peut être placé sur un banc, monté au-
dessus d’une source de puissance de soudage ou
assembléà une flèche appropriée.
Placer le LF-74 dans un endroit propre et sec.
Ne pas empiler le LF-74.
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Éteindre la puissance d’entrée au
niveau de la source de puissance
de soudage avant l’installation ou le
changement du rouleau conducteur
et/ou des tubes guides.
• Ne pas toucher les pièces sous alimentation
électrique.
• En marche par à-coups avec la gâchette du pis-
tolet, l’électrode et le mécanisme de traction
sont « chauds » pour travailler et pour la masse
et ils pourraient rester sous énergie pendant
plusieurs secondes après que la gâchette du
pistolet ait été relâchée.
• La source de puissance de soudage doit être
connectée à la terre du système conformément
au Code Électrique National ou toute loi local
en vigueur.
• Le travail d’entretien ne doit être effectué que
par le personnel qualifié.
----------------------------------------------------------------------------------------
5/8-16 THREADS
(4 PLACES)
1/4-20 THREADS
(4 PLACES)
5/16-18 THREADS
(4 PLACES)
MOUNTING FEET
SECURED WITH
#10-24 SCREWS
(4 PLACES)
FIGURE A.1
FIGURE A.2
MONTAGE
Pour l’emplacement et la taille des
Orifices Arrières
de Montage du LF-74 Modèle de Banc (Voir la Figure
A.1) et pour les
Orifices Inférieurs de Montage (Voir la
Figure A.2).
FILETAGES 5/8-16
(4 ENDROITS)
FILETAGES 1/4-20
(4 ENDROITS)
FILETAGES 5/16-18
(4 ENDROITS)
PIED DE MONTAGE
FIXÉ AVEC VIS
No. 10-24
(4 ENDROITS)

A-2
INSTALLATION
LF-74
A-2
MONTAGE SUR BANC
Le LF-74 peut être monté dans une variété de config-
urations. Tel qu’il est livré depuis l’usine, le LF-74 est
convenable pour le montage sur banc ou pour être
placé directement au-dessus de la source de puis-
sance de soudage (uniquement les familles de pro-
duits CV-xxx et DC-xxx).
MONTAGE SUR PIVOT
Le modèle de base et les modèles pour banc renfor-
cés peuvent être montés sur un pivot lorsqu’il se trou-
ve sur le dessus de la source de puissance de
soudage.
MONTAGE AVEC FLÈCHE
Pour le montage avec flèche, retirer le socle du dévi-
doir se fil (si assemblé) et fixer le chargeur de fil
directement sur la surface souhaitée.
EN SUSPENSION
Il suffit de suspendre le chargeur de fil par la poignée
de levage du kit de portabilité.
Le K2426-1 est illustré avec le Socle de Dévidoir de
Fil à Résistance Normale K2328-1 et la Poignée de
Levage K2331-1.
Aucune méthode alternative pour suspendre le
chargeur de fil ne doit être utilisée à moins qu’il
n’y ait une isolation entre la console du chargeur
de fil et le dispositif de suspension.
------------------------------------------------------------------------
Montage sur Banc
Kit de Pivot K1557-1 et Modèle pour Banc, avec
Socle Renforcé de Dévidoir de Fil.
Kit de Pivot K2332-1 et LF-74 Modèle de Base.
AVERTISSEMENT

A-3
INSTALLATION
LF-74
A-3
MESURES DE SÉCURITÉ
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Le travail d’installation ne doit être réalisé
que par le personnel qualifié.
• Éteindre la puissance d’entrée vers la source de puissance
au niveau de l’interrupteur de déconnexion ou de la boîte à
fusibles avant de travailler sur cet appareil. Éteindre la puis-
sance d’entrée vers tout autre appareil branché sur le sys-
tème de soudage au niveau de l’interrupteur de déconnex-
ion ou de la boîte à fusibles avant de travailler sur cet
appareil.
• Ne pas toucher les pièces sous alimentation électrique.
---------------------------------------------------------------------------------------
** Les valeurs du tableau correspondent à un fonctionnement à températures ambiantes de 40˚C et inférieures.
L’utilisation au-dessus de 40˚C peut requérir des câbles plus grands que ceux qui sont recommandés, ou bien
des câbles de capacité supérieure à 75˚C.
Ampères
200
200
225
225
250
250
250
250
300
325
350
400
400
500
Pourcentage
Facteur de
Marche
60
100
20
40 & 30
30
40
60
100
60
100
60
60
100
60
200 à 250 Ft.
61 à 76 m
1/0
1/0
1/0
1/0
1/0
1/0
1/0
1/0
2/0
3/0
3/0
4/0
4/0
4/0
150 à 200 Ft.
48 à 61 m
1
1
1
1
1
1
1
1
1/0
2/0
2/0
3/0
3/0
3/0
100 à 150 Ft.
31 à 48 m
2
2
2
2
2
1
1
1
1
2/0
2/0
2/0
3/0
3/0
50 à 100Ft.
15 à 31 m
2
2
3
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
0 à 50 Ft.
0 à 15 m
2
2
4 or 5
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
TAILLES DE CÂBLES RECOMMANDÉES (CUIVRE RECOUVERT DE CAOUTCHOUC – CAPACITÉ DE 75oC)**
TAILLES DE CÂBLES POUR LONGUEURS COMBINÉES DE CÂBLES
D’ÉLECTRODE ET DE TRAVAIL
TAILLES DES CÂBLES DE SOUDAGE
Le Tableau A.1 présente les tailles de câbles en cuivre recom-
mandées pour différents courants et facteurs de marche. Les
longueurs stipulées correspondent à la distance de la soudeuse au
travail puis de retour jusqu’à la soudeuse. Les tailles des câbles
sont augmentées pour les plus grandes longueurs essentiellement
dans le but de minimiser la tension dans le circuit de soudage.
TABLEAU A.1

A-4
INSTALLATION
LF-74
A-4
CÂBLES DE SOUDAGE COAXIAUX
Les câbles de soudage coaxiaux sont des câbles de
soudage spécialement conçus pour le soudage à
impulsions. Les câbles de soudage coaxiaux présen-
tent une faible inductance, ce qui permet des change-
ments rapides du courant de soudage. Les câbles
normaux ont une inductance plus élevée, ce qui peut
déformer l’onde d’impulsion. Plus les câbles de
soudage sont longs, plus l’inductance devient
rigoureuse.
Les câbles de soudage coaxiaux sont recommandés
pour tout soudage à impulsions, en particulier lorsque
la longueur totale du câble de soudage (câble d’élec-
trode + câble de travail) dépasse 50 ft (7,6 m).
Un câble de soudage coaxiaux se compose de 8
petits fils enveloppés autour d’un grand fil. Le grand fil
interne se branche sur la borne de l’électrode de la
source de puissance et sur la connexion de l’électrode
sur le chargeur de fil. Les petits fils se regroupent
pour former le fil de travail, une extrémité se fixant sur
la source de puissance et l’autre sur la pièce à tra-
vailler. (Voir Câble de Soudage Coaxiaux ci-après).
CONNEXION DU CÂBLE DE SOUDAGE
Connecter un fil de travail de taille suffisamment
grande entre la borne de sortie du porteur sur la
source de puissance et le travail. S’assurer que la
connexion vers le travail établisse un contact élec-
trique métal à métal étroit. De mauvaises connexions
du fil de travail peuvent avoir pour conséquence de
mauvais résultats de soudage.
Electrode
Work
Work
Power Source
Work
Electrode
Wire Feeder
Electrode
Work
Coaxial Weld Cable
Travail
Électrode
Travail
Source de Puissance
Travail Électrode
Câble de Soudage Coaxiaux
Chargeur de Fil
Électrode
Travail
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51



















































Lincoln Electric LF-74 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
- Ce manuel convient également à
Documents connexes
-
Lincoln Electric LF-72 Mode d'emploi
-
Lincoln Electric LN-25 Pro Mode d'emploi
-
-
Lincoln Electric Power Wave C300 Mode d'emploi
-
-
-
Lincoln Electric AutoDrive 4R220 Mode d'emploi
-
-
-
Lincoln Electric Magnum Pro AL Push/Pull Mode d'emploi