
Procédés
Description
MIG
Torche/dévidoir
OM-1213/fre 137 531AM
2015−04
www.MillerWelds.com
MANUEL DE L’UTILISATEUR
Spoolmatic 15A
et 30A
R

Félicitations et merci d’avoir choisi Miller. Dès maintenant, vous pouvez fai-
re votre travail, comme il faut. Nous savons que vous n’avez pas le temps de
faire autrement.
C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à
souder à l’arc en 1929, s’efforçait de fournir des produits de qualité
supérieure destinés à offrir des performances optimales pendant de longues
années. Comme vous, ses clients exigeaient les meilleurs produits disponible
sur le marché.
Aujourd’hui, la tradition continue grâce aux gens qui fabriquent et vendent
les produits Miller. L’engagement de fournir le matériel et le service
répondant aux même exigences rigoureuses de qualité et de valeur qu’en
1929 demeure inchangé.
Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos
produits Miller. Veuillez prendre le temps de lire les précautions de sécurité.
Elles vous aident à vous protéger contre des dangers éventuels au travail.
Miller vous permet une installation rapide et l’exploitation facile.
Convenablement entretenu, le matériel Miller vous
assure des performances fiables pendant de longues
années. Si la réparation de l’appareil s’avère
nécessaire, le chapitre sur le dépannage vous aide à
faire un diagnostic rapide. En vous référant ensuite
à la liste des pièces détachées, vous pouvez trouver
exactement la (les) pièce(s) nécessaire(s) au
dépannage. Vous trouverez également les
informations concernant la garantie et l’entretien
de votre appareil.
Miller est le premier
fabricant de matériel de
soudage aux États-Unis à
être certifié conforme au
système d’assurance du
contrôle de la qualité ISO
9001.
Miller Electric fabrique une gamme complète
de machines à souder et d’équipements liés au
soudage. Pour des renseignements sur les autres produits Miller,
adressez-vous à votre distributeur local Miller pour obtenir le catalogue le
plus récent sur toute la gamme, ou les feuilles techniques de chaque produit.
Miller, votre partenaire soudage!
Chaque source de
soudage Miller bénéficie
d’une garantie “sans
soucis”

Table des matières
SECTION 1 − MESURES DE SÉCURITÉ VISANT LES PISTOLETS DE SOUDAGE GMAW −
À LIRE AVANT UTILISATION 1................................................................
1-1. Signification des symboles 1............................................................
1-2. Dangers relatifs au soudage à l’arc 1.....................................................
1-3. Proposition californienne 65 Avertissements 2..............................................
1-4. Principales normes de sécurité 2.........................................................
1-5. Informations relatives aux CEM 2........................................................
SECTION 2 − DEFINITIONS 5.................................................................
2-1. Symboles et Définitions supplémentaires relatifs à la Sécurité 5...............................
2-2. Symboles et définitions 5...............................................................
SECTION 3 − SPÉCIFICATIONS 6..............................................................
3-1. Spécifications 6.......................................................................
3-2. Spécifications environnementales 6.......................................................
SECTION 4 − INSTALLATION 6................................................................
4-1. Retrait du couvercle 6..................................................................
4-2. Mise en place de la bobine de fil et enfilage du fil de soudage 7................................
4-3. Boîte métallique pivotante 7.............................................................
4-4. Connexion à la commande de soudage 24 volts 8...........................................
4-5. Connexion à la commande de soudage 115 volts 8..........................................
4-6. Installation de l’alimentation de gaz 9.....................................................
4-7. Réglage du galet d’entraînement et de la pression du frein de la bobine 10.......................
SECTION 5 − FONCTIONNEMENT 11...........................................................
5-1. Commandes 11........................................................................
5-2. Gaz protecteur 11......................................................................
SECTION 6 − MAINTENANCE & DETECTION DES PANNES 12.....................................
6-1. Maintenance de routine 12...............................................................
6-2. Remplacement du tube-contact de la torche 12..............................................
6-3. Remplacement de la gaine du col de cygne 13..............................................
6-4. Maintenance de l’ensemble d’alimentation du fil de la torche 14.................................
6-5. Remplacement du guide d’entrée de la boîte métallique 15....................................
6-6. Réinstallation de la boîte métallique de la bobine 15..........................................
6-7. Remplacement du diffuseur 16............................................................
6-8. Dépannage 16.........................................................................
SECTION 7 − SCHÉMA ÉLECTRIQUE 17........................................................
SECTION 8 − LISTE DES PIÈCES 18............................................................
SECTION 9 − LISTE DES PIÈCES − CONSOMABLES INCLUSE 21..................................
GARANTIE


OM-1213 Page 1
SECTION 1 − MESURES DE SÉCURITÉ VISANT LES
PISTOLETS DE SOUDAGE GMAW − À LIRE AVANT
UTILISATION
SR7(MIG)_2013−09 fre
Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives
aux précautions de sécurité et au mode opératoire.
1-1. Signification des symboles
DANGER! − Indique une situation dangereuse qui si on
l’évite pas peut donner la mort ou des blessures graves.
Les dangers possibles sont montrés par les symboles
joints ou sont expliqués dans le texte.
Indique une situation dangereuse qui si on l’évite pas
peut donner la mort ou des blessures graves. Les dan-
gers possibles sont montrés par les symboles joints ou
sont expliqués dans le texte.
NOTE − Indique des déclarations pas en relation avec des blessures
personnelles.
. Indique des instructions spécifiques.
Ce groupe de symboles veut dire Avertissement! Attention! DANGER
DE CHOC ELECTRIQUE, PIECES EN MOUVEMENT, et PIECES
CHAUDES. Consulter les symboles et les instructions ci-dessous y
afférant pour les actions nécessaires afin d’éviter le danger.
1-2. Dangers relatifs au soudage à l’arc
Les symboles présentés ci-après sont utilisés tout au long du
présent manuel pour attirer votre attention et identifier les ris-
ques de danger. Lorsque vous voyez un symbole, soyez vigi-
lant et suivez les directives mentionnées afin d’éviter tout
danger. Les consignes de sécurité présentées ci-après ne
font que résumer l’information contenue dans les normes de
sécurité énumérées dans le manuel d’utilisation du poste de
soudage. Veuillez lire et respecter toutes ces normes de sé-
curité.
L’installation, l’utilisation, l’entretien et les réparations ne
doivent être confiés qu’à des personnes qualifiées.
Au cours de l’utilisation, tenir toute personne à l’écart et plus
particulièrement les enfants.
UN CHOC ÉLECTRIQUE peut tuer.
D Porter toujours des gants secs et isolants.
D S’isoler de la pièce et de la terre.
D Ne jamais toucher une électrode ou des pièces
électriques sous tension.
D Remplacer les pistolets ou câbles de soudage qui sont endom-
magés, usés ou craquelés.
D Mettre la soudeuse hors tension avant de remplacer un bec
contact ou des pièces de pistolet.
D S’assurer que tous les couvercles et poignées sont fermement
assujettis.
LES VAPEURS ET LES FUMÉES
peuvent être nocives.
D Éloigner sa tête des endroits renfermant des
vapeurs.
D Aérer la zone de travail ou porter un appareil
respiratoire. Pour déterminer la bonne venti-
lation, il est recommandé de procéder à un pré-
lèvement pour la composition et la quantité de
fumées et de gaz auxquels est exposé le
personnel.
D Lire et comprendre les fiches de données de sécurité et les
instructions du fabricant concernant les adhésifs, les revête-
ments, les nettoyants, les consommables, les produits de ref-
roidissement, les dégraisseurs, les flux et les métaux.
LE SOUDAGE peut causer un in-
cendie ou une explosion.
D Ne pas souder à proximité de matériaux inflam-
mables.
D Ne pas effectuer le soudage sur des conteneurs fermés tels que
des réservoirs, tambours, ou conduites, à moins qu’ils n’aient été
préparés correctement conformément à AWS F4.1 et AWS A6.0
(voir les Normes de Sécurité).
D Prendre garde aux incendies et toujours avoir un extincteur à
proximité.
D Lire et comprendre les fiches de données de sécurité et les
instructions du fabricant concernant les adhésifs, les
revêtements, les nettoyants, les consommables, les produits de
refroidissement, les dégraisseurs, les flux et les métaux.
L’ACCUMULATION DE VAPEURS
peut causer des lésions ou la mort.
D Quand on n’utilise pas le gaz comprimé de pro-
tection, fermer le robinet de la bouteille.
D Assurer toujours la ventilation des zones fer-
mées ou utiliser un appareil respiratoire avec
alimentation en air.
Les PIÈCES MOBILES peuvent
causer des blessures.
D Ne pas s’approcher des organes mobiles.
D Ne pas s’approcher des points de coincement
tels que des rouleaux de commande.
LE RAYONNEMENT DE L’ARC peut
brûler les yeux et la peau.
Le rayonnement de l’arc du procédé de soudage
génère des rayons visibles et invisibles intenses
(ultraviolets et infrarouges) susceptibles de provoquer des brûlures
dans les yeux et sur la peau. Des étincelles sont projetées pendant le
soudage.
D Porter un casque de soudage approuvé muni de verres filtrants
approprié pour protéger visage et yeux pendant le soudage
(voir ANSI Z49.1 et Z87.1 énuméré dans les normes de sécurité).
D Porter des lunettes de sécurité avec écrans latéraux même sous
votre casque.

OM-1213 Page 2
D Avoir recours à des écrans protecteurs ou à des rideaux pour
protéger les autres contre les rayonnements les éblouissements
et les étincelles ; prévenir toute personne sur les lieux de ne pas
regarder l’arc.
D Porter un équipement de protection pour le corps fait d’un matériau
résistant et ignifuge (cuir, coton robuste, laine). La protection du
corps comporte des vêtements sans huile comme par ex. des
gants de cuir, une chemise solide, des pantalons sans revers, des
chaussures hautes et une casquette.
LES PIÈCES CHAUDES peuvent
provoquer des brûlures.
D Laisser refroidir le pistolet avant de le toucher.
D Ne pas toucher d’objets métalliques chauds.
D Abriter les objets métalliques contre tout
contact par les personnes à proximité.
Le BRUIT peut endommager l’ouie.
Le bruit des processus et des équipements peut
affecter l’ouïe.
D Vérifier si les niveaux de bruit excèdent les lim-
ites spécifiées par l’OSHA.
D Utiliser des bouche-oreilles ou des serre-tête antibruit approuvés si
le niveau de bruit est élevé.
D Avertir les personnes à proximité au sujet du danger inhérent au
bruit.
LES FILS DE SOUDAGE peuvent
provoquer des blessures.
D Éloigner les mains et le corps de la buse du
pistolet après avoir appuyé sur la gâchette.
LIRE LES INSTRUCTIONS.
D Lire et appliquer les instructions sur les
étiquettes et le Mode d’emploi avant
l’installation, l’utilisation ou l’entretien de
l’appareil. Lire les informations de sécurité au
début du manuel et dans chaque section.
D N’utiliser que les pièces de rechange recommandées par le cons-
tructeur.
D Effectuer l’entretien en respectant les manuels d’utilisation,
les normes industrielles et les codes nationaux, d’état et locaux.
1-3. Proposition californienne 65 Avertissements
Les équipements de soudage et de coupage produisent des
fumées et des gaz qui contiennent des produits chimiques
dont l’État de Californie reconnaît qu’ils provoquent des
malformations congénitales et, dans certains cas, des
cancers. (Code de santé et de sécurité de Californie, chapitre
25249.5 et suivants)
Ce produit contient des éléments chimiques, dont le plomb,
reconnus par l’État de Californie pour leur caractère
cancérogène ainsi que provoquant des malformations
congénitales ou autres problèmes de procréation. Se laver
les mains après toute manipulation.
1-4. Principales normes de sécurité
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website: www.glo-
bal.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:
www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
1-5. Informations relatives aux CEM
Le courant électrique qui traverse tout conducteur génère des champs
électromagnétiques (CEM) à certains endroits. Le courant de soudage
crée un CEM autour du circuit et du matériel de soudage. Le courant
issu d’un soudage à l’arc (et de procédés connexes, y compris le
soudage par points, le gougeage, le découpage plasma et les
opérations de chauffage par induction) crée un champ
électromagnétique (CEM) autour du circuit de soudage. Des mesures
de protection pour les porteurs d’implants médicaux doivent être prises:
Limiter par exemple tout accès aux passants ou procéder à une
évaluation des risques individuels pour les soudeurs. Tous les
soudeurs doivent appliquer les procédures suivantes pour minimiser
l’exposition aux CEM provenant du circuit de soudage:
1 Rassembler les câbles en les torsadant ou en les attachant avec
du ruban adhésif ou avec une housse.
2 Ne pas se tenir au milieu des câbles de soudage. Disposer les
câbles d’un côté et à distance de l’opérateur.
3 Ne pas courber et ne pas entourer les câbles autour de votre
corps.

OM-1213 Page 3
4 Maintenir la tête et le torse aussi loin que possible du matériel du
circuit de soudage.
5 Connecter la pince sur la pièce aussi près que possible de la
soudure.
6 Ne pas travailler à proximité d’une source de soudage, ni
s’asseoir ou se pencher dessus.
7 Ne pas souder tout en portant la source de soudage ou le
dévidoir.
En ce qui concerne les implants médicaux :
Les porteurs d’implants doivent d’abord consulter leur médecin avant
de s’approcher des opérations de soudage à l’arc, de soudage par
points, de gougeage, du coupage plasma ou de chauffage par
induction. Si le médecin approuve, il est recommandé de suivre les pro-
cédures précédentes.

OM-1213 Page 4

OM-1213 Page 5
SECTION 2 − DEFINITIONS
2-1. Symboles et Définitions supplémentaires relatifs à la Sécurité
. Certains symboles ne se trouvent que sur les produits CE.
Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles.
Safe1 2012−05
2-2. Symboles et définitions
. Certains symboles ne se trouvent que sur les produits CE.
U
1
Tension primaire
IP
Degré de
protection
Pour cent
V
Volts
U
2
Tension de charge
normale
I
1
Courant primaire
I
2
Courant de
soudage nominal
A
Ampères
X
Facteur de marche
Notes

OM-1213 Page 6
SECTION 3 − SPÉCIFICATIONS
3-1. Spécifications
Diamètres du fil
Alimentation
de fil
approximative
Méthode
de
refroidis-
sement
Taille
maximale de
la bobine
Circuit de
soudage
nominal
Dimensions
hors tout
Poids
Fil d’aluminium de 0,6
à 1,6 mm
Fil solide ou fourré de
0,6 à 1,1 mm
1,7 à 22,2 mpm
Refroidisse-
ment par air
102 mm de
diamètre
100 volts,
200 ampères,
100% facteur
de marche en
utilisant l’argon
comme gaz de
protection
Longueur : 390 mm
Largeur : 64 mm
Hauteur : 273 mm
Torche seule :
1,3 kg
15A Model:
Torche avec câble:
4,1 kg
30A Model:
Torche avec câble:
6,4 kg
3-2. Spécifications environnementales
A. Niveau de protection IP
Niveau de protection IP
IP23
Le présent matériel est conçu pour une utilisation à l’extérieur. Il peut être entreposé mais ne doit pas être utilisé à l’extérieur pour souder lors
de précipitations, à moins d’être protégé.
IP23 2014−06
SECTION 4 − INSTALLATION
. Consulter le manuel d’utilisation Commande de soudage ou Poste de soudage lors de l’installation de la torche. Si le tube-contact, la gaine et la
rainure du galet d’entraînement ne correspondent pas à la taille et au type de fil, se reporter à la Section 6 pour changer les pièces nécessaires.
Pour les autres tubes-contact disponibles, se reporter à la Liste des pièces.
4-1. Retrait du couvercle
1 Bossage triangulaire du couvercle
supérieur
Pour ouvrir le couvercle, pousser le
bossage triangulaire vers le haut. Le
couvercle est articulé à la poignée.
Pour ouvrir complètement le couvercle,
le relever jusqu’à ce qu’il s’enclenche.
. Si on relève trop le couvercle, il se
dissocie de la poignée. Si cela se
produit, le reposer.
Pour refermer le couvercle, le pousser
vers le bas jusqu’à sa position initiale.
1
150 882-G

OM-1213 Page 7
4-2. Mise en place de la bobine de fil et enfilage du fil de soudage
1 Couvercle
2 Boîte métallique
3 Couvercle de la boîte
métallique
4 Vis à oreilles (couvercle de la
boîte métallique)
Desserrer la vis à oreilles et retirer
le couvercle.
5 Bobine de fil
Relâcher le fil de la bobine, couper
la partie tordue et tirer 150 mm de fil
de la bobine.
6 Système de galets de
pression
Soulever le levier et ouvrir l’en-
semble de galets de pression.
7 Guide d’entrée de la boîte
métallique
8 Rainure du galet
d’entraînement
. Pour les fils de taille inférieure
ou égale à 0,9 mm, utiliser la
petite rainure, pour ceux de 1,2
et 1,6 mm, utiliser la grande rai-
nure.
9 Tube-contact
Enfiler le fil dans le guide d’entrée
de la boîte métallique, le long de la
rainure du galet d’entraînement et
faire dépasser de l’extrémité du
tube-contact.
Placer la bobine de sorte que le fil
de soudage se dévide du bas.
10 Ecrou à oreilles du frein de la
bobine
Si nécessaire, tourner légèrement
l’écrou à oreilles dans le sens
inverse des aiguilles d’une montre
pour installer la bobine.
11 Vis à oreilles (rotation de la
boîte métallique)
Desserrer la vis à oreilles pour faire
pivoter la boîte métallique (voir
Section 4-3).
Fermer et fixer l’ensemble de galet
de pression.
Replacer le couvercle et le cou-
vercle de la boîte métallique.
Outils nécessaires :
9
1
2
10
3
4
5
6
7
8
11
150 436-F
4-3. Boîte métallique pivotante
150 433-A
1 Boîte métallique
Desserrer la vis à oreilles de
rotation de la boîte métallique (voir
Section 4-2). Déplacer la boîte vers
la position souhaitée. Resserrer la
vis.
1
Vue arrière

OM-1213 Page 8
4-4. Connexion à la commande de soudage 24 volts
1 Tuyau de gaz
Brancher le raccord au ré-
gulateur/débitmètre (voir Section
4-6).
2 Commande de soudage
24 volts
3 Cordon de commande de la
gâchette
Insérer la fiche dans la prise et
serrer l’épaulement fileté.
4 Câble de soudage
Brancher à la borne plus (+) de
sortie du poste de soudage
conformément au manuel d’utili-
sation correspondant.
Outils nécessaires :
1−1/8, 5/8 pouce
1
2
3
4
150 917-G
4-5. Connexion à la commande de soudage 115 volts
1 Commande de soudage
115 volts
2 Tuyau de gaz
Brancher au régulateur/débitmètre.
3 Cordon de commande de la
gâchette
Insérer la fiche dans la prise et serrer
l’épaulement fileté.
4 Câble de soudage
5 Borne plus (+) de sortie sur
commande
Brancher le câble de soudage à la
borne plus (+) de sortie de la com-
mande de soudage.
Réinstaller le capot de la commande
de soudage.
Outils nécessaires :
1−1/8, 5/8 pouce
5
6
3
Capot du côté gauche retiré
1
2
3
4
Ref. 149 549-A / 149 966-J

OM-1213 Page 9
4-6. Installation de l’alimentation de gaz
ssb3.1* 5/94 − 158 697-A
Enchaîner la bouteille de gaz au
mécanisme de roulement, au mur,
ou à tout autre support stationnaire
pour empêcher la bouteille de tom-
ber et de casser le robinet.
1 Capuchon
2 Robinet de la bouteille
Enlever la capuchon, se placer sur
le côté du robinet, et ouvrir le robi-
net légèrement. Le débit du gaz
laisse échapper la poussière et la
saleté du robinet. Fermer le robinet.
3 Bouteille
4 Régulateur/débitmètre
Installer pour que la face soit
verticale.
. La pression ne devrait pas
excéder 60 psi
5 Branchement du tuyau de gaz
Le raccord a un filetage droit de
5/8-18.
6 Réglage du débit
Le débit type est de 0,56 m
3
/min
(mètres cubes par minute). Vérifier
le débit recommandé par le fa-
bricant.
Vérifier que le réglage du débit est
fermé lors de l’ouverture de la bou-
teille pour éviter d’endommager le
débitmètre.
7 Adaptateur de CO
2
8 Joint torique
Monter l’adaptateur avec un joint to-
rique entre le régulateur/débitmètre
et la bouteille de CO
2
.
Outils nécessaires :
CO
2
7 8
3
1
2
4
5
6
1
2
3
Gaz Argon
OU
1−1/8, 5/8 pouce

OM-1213 Page 10
4-7. Réglage du galet d’entraînement et de la pression du frein de la bobine
1 Couvercle
2 Couvercle de la boîte
métallique
3 Vis à oreilles
Desserrer la vis à oreilles et retirer
le couvercle.
4 Bobine
Couper le fil de soudage au niveau
du tube-contact. Rembobiner le fil
et le fixer.
5 Ecrou à oreilles du frein de la
bobine
Saisir la bobine d’une main et la
faire tourner en réglant l’écrou à
oreilles du frein de la bobine. Lors-
qu’une légère force est nécessaire
pour faire tourner la bobine, la ten-
sion est réglée. Ne pas trop serrer.
Remettre le couvercle de la boîte
métallique. Enfiler le fil de soudage
(voir Section 4-2).
6 Ecrou à oreilles de tension du
galet d’entraînement
Mettre l’unité en marche et vérifier
la pression du galet d’entraînement
en provoquant l’alimentation de fil
contre une planche de bois ou une
surface en béton ; l’alimentation du
fil doit être régulière et ne pas
glisser.
Régler l’écrou à oreilles de tension
du galet d’entraînement si
nécessaire. Ne pas trop serrer.
Éteindre l’unité. Remettre le cou-
vercle en place.
Outils nécessaires :
Réglage de la pression
BOIS
1
2
5
3
4
6
Ref. 151 112-F / 147 741-F

OM-1213 Page 11
SECTION 5 − FONCTIONNEMENT
5-1. Commandes
1 Gâchette
Appuyer sur la gâchette pour acti-
ver le contacteur de source de
soudage (si applicable), ouvrir le
débit de gaz protecteur et
commencer l’enfilage du fil.
Pour le pré-débit et le post-débit de
gaz de protection, appuyer
légèrement sur la gâchette avant et
après le soudage.
2 Réglage de la vitesse de fil
Utiliser la commande pour régler la
vitesse de fil. Les nombres qui se
trouvent au niveau de l’ouverture
ne correspondent pas à une vitesse
et servent uniquement de
référence.
1
2
3
Ref. 147 741-F
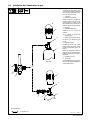
5-2. Gaz protecteur
1 Bouteille gaz protection
2 Robinet
3 Gâchette de la torche
Ouvrir le robinet sur la bouteille
juste avant le soudage.
La gâchette de la torche active et
désactive la sortie de soudage et le
débit de gaz. Pour le pré-débit et le
post-débit de gaz de protection, ap-
puyer légèrement sur la gâchette
avant et après le soudage.
Fermer le robinet sur la bouteille
après le soudage.
1
2
3
sb5.1* 6/92 − S-0621-C / Ref. 147 741-F

OM-1213 Page 12
SECTION 6 − MAINTENANCE & DETECTION DES PANNES
6-1. Maintenance de routine
! Débrancher l’alimenta-
tion avant d’effectuer
des travaux d’entretien.
. Augmenter la fréquence des
travaux d’entretien dans des
conditions de service sévères.
n = Contrôler Z = Changer ~ = Nettoyer l = Remplacer
* Travail à confier à un agent d’entretien agréé.
Chaque
jour
n Contrôler que le
serrage des vis du collier
à charnière soit correct.
l Réparer ou remplacer
un câble de soudage
fissuré
Tous
les
mois
nl Faisceaux de la
torche
~ Les galets
d’entraînement
~ Nettoyer et serrer les bor-
nes de soudage
Tous
les 3
mois
l Des étiquettes
endommagées ou il-
lisibles
l Le tuyau de gaz s’il
est endommagé
nl Cordons
Tous
les 6
mois
~ Souffler ou aspirer
l’intérieur
6-2. Remplacement du tube-contact de la torche
Enlever la buse.
1 Buse
2 FasTip
Dévisser FasTip.
Monter un nouveau FasTip.
2
1
Ref. 150 437-A

OM-1213 Page 13
6-3. Remplacement de la gaine du col de cygne
La gaine standard accepte les fils
de diamètre 0,8 (0.030”) à 1,6mm
(1/16”).
1 Couvercle
2Vis
3 Bride de fixation
Desserrer la vis de la bride et la
retirer.
4 Tube-contact
Retirer le col de cygne de la torche.
5 Gaine
Extraire la gaine du col de cygne.
Insérer un nouvel gaine dans le col
de cygne et réinstaller le col de
cygne dans la torche.
. Il est possible de devoir tourner
la gaine pour pouvoir l’insérer.
5/32 po
Outils nécessaires :
4
5
1
2
3
4
Ref. 803 551-C
Notes

OM-1213 Page 14
6-4. Maintenance de l’ensemble d’alimentation du fil de la torche
Embobiner le fil sur la bobine.
1 Vis de réglage
2 Lame de reprise du courant
Cette lame permet d’éviter le
rétreint dû aux arcs de soudage
dans le tube-contact. Cette lame
peut être retirée pour isoler le galet
d’entraînement. (Si la lame est
retirée, il est recommandé d’utiliser
un diamètre de tube-contact plus
petit. Voir les options dans la liste
des pièces.) Graisser légèrement
le dessus de la lame avant de la
replacer.
3 Galet d’entraînement
Utiliser une brosse métallique pour
nettoyer le galet d’entraînement.
Installer le galet d’entraînement
avec la rainure souhaitée vers le
bas et tourner le galet
d’entraînement afin qu’une vis de
serrage soit en vis à vis avec le côté
plat de l’arbre.
4 Roulement
Utiliser une brosse métallique pour
nettoyer le roulement. Aligner la
rainure du galet d’entraînement
avec la rainure du roulement et
l’ouverture de la gaine. Serrer les
vis de serrage.
Enfiler le fil de soudage dans la
torche (voir Section 3-3). Fermer et
fixer l’ensemble de galet de
pression. Régler la pression des
galets d’entraînement si
nécessaire (voir Section 3-8).
Remettre le couvercle.
Outils nécessaires :
5/16 po
3
1
2
4
Ref. 149 967-H / Ref. 800 945-A

OM-1213 Page 15
6-5. Remplacement du guide d’entrée de la boîte métallique
1 Couvercle
2 Système de galets de pression
Couper le fil de soudage à l’endroit où
il rentre dans le mécanisme des galets
de pression.
3 Buse
Faire sortir le fil de la buse.
4 Vis à oreilles
5 Couvercle de la boîte métallique
Desserrer la vis à oreilles et retirer le
couvercle.
6 Bobine de fil
7 Ecrou à oreilles du frein de la
bobine
Desserrer l’écrou à oreilles, rétracter
le fil sur la bobine, le fixer puis retirer
la bobine.
8 Guide d’entrée de la boîte
métallique
Tourner dans le sens inverse des
aiguilles d’une montre pour le retirer.
Installer le nouveau guide.
Remettre la bobine en place et enfiler
le fil de soudage (voir Section 4-2).
Fermer l’ensemble de galet de
pression. Régler la pression du frein
de la bobine et des galets d’entraî-
nement si nécessaire (voir Section
4-7).
Remettre les couvercles en place.
Outils nécessaires :
1
2
4
5
6
7
8
3
Ref. 150 436-D / Ref. 149 967-H
6-6. Réinstallation de la boîte métallique de la bobine
1 Couvercle
2 Système de galets de
pression
Couper le fil de soudage à l’endroit
où il rentre dans le mécanisme des
galets de pression.
3 Buse
Faire sortir le fil de la buse.
4 Vis à oreilles (rotation de la
boîte métallique)
Faire faire trois tours complets à la
vis à oreilles dans le sens inverse
des aiguilles d’une montre.
5 Boîte métallique de la bobine
Retirer comme le montre la figure.
Enfoncer complètement la nouvelle
boîte métallique dans le boîtier
d’entraînement du fil. Serrer la vis à
oreilles.
Remettre la bobine en place et
enfiler le fil de soudage (voir
Section 4-2).
Fermer l’ensemble de galet de
pression. Régler la pression du
frein de la bobine et des galets
d’entraînement si nécessaire (voir
Section 4-7).
Remettre les couvercles en place.
Outils nécessaires :
Ref. 149 967-H
1
3
5
2
4

OM-1213 Page 16
6-7. Remplacement du diffuseur
Ref. 800 434-C
Arrêter l’alimentation.
1 Buse
Retirer comme le montre la figure.
2 FasTip
Retirer, voir la Section 6-2.
3 Diffuseur
Retirer et remplacer le diffuseur.
3/8 po
Outils nécessaires :
1
2
3
6-8. Dépannage
Cause Remède
Pas de sortie de soudage, la torche/le
dévidoir ne fonctionnent pas.
Fixer la fiche de commande de soudage dans la prise 115 volts AC (voir Manuel d’utilisation, Commande
de soudage).
Activer l’interrupteur de mise sous tension de la source de soudage (voir Manuel d’utilisation, Source de
soudage).
Puissance de soudage irrégulière. Serrer et nettoyer tous les branchements.
En appuyant sur la gâchette de la
torche/du dévidoir, la commande de
soudage ne s’active pas. Le fil de
soudage n’est pas sous tension, le gaz
protecteur ne s’écoule pas.
Fixer la fiche du cordon de la gâchette de la torche/du dévidoir dans la prise 10 broches de la commande
de soudage (voir Sections 4-4 et 4-5).
Le fil avance, le gaz protecteur s’écoule,
mais le fil de soudage n’est pas sous
tension.
Fixer les fils conducteurs du câble de commande dans la commande de soudage (voir Manuel
d’utilisation, Commande de soudage).
Voir la section Détection des Pannes dans le manuel d’utilisation de la source de courant de soudage.
Alimentation erratique du fil. Vérifier et ajuster la pression du galet d’entraînement (voir Section 4-7).
Nettoyer ou remplacer les galets d’entraînement (voir Section 6-4).
Réduire la pression du frein de la bobine (voir Section 4-7).
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































Miller MF100270T Le manuel du propriétaire
- Taper
- Le manuel du propriétaire
- Ce manuel convient également à
Documents connexes
-
Miller MG460083T Le manuel du propriétaire
-
-
-
-
-
-