Lincoln Electric LN-25 Pro Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

IP23
IEC 60974-5
Manuel de l’Opérateur
LN-25
TM
IRONWORKER
www.lincolnelectric.com/register
www.lincolnelectric.com/locator
IMF10084 | Date d’émission Avril 2011
© Lincoln Global, Inc. All Rights Reserved.
11752
Conserver pour référence future
Date d’achat

MERCI D'AVOIR SÉLECTIONNÉ
UN PRODUIT DE QUALITÉ PAR
LINCOLN ELECTRIC.
S'IL VOUS PLAÎT EXAMINER CARTON ET LE
MATÉRIEL POUR LES DOMMAGES IMMÉDIATEMENT
Quand ce matériel est expédié, son titre passe à
l'acheteur dès la réception par le transporteur. Par
conséquent, les réclamations pour matériel endommagé
au cours du transport doivent être faites par l'acheteur
contre la société de transport au moment où l'envoi a été
reçu.
LA SÉCURITÉ DEPEND DE VOUS
Les appareils de soudage et de coupage à l'arc Lincoln
sont conçus et fabriqués en tenant compte de la sécurité.
Cependant, la sécurité en général peut être accrue grâce
à une bonne installation... et à la plus grande prudence de
votre part.
NE PAS INSTALLER, UTILISER OU RÉPARER CE
MATÉRIEL SANS AVOIR LU CE MANUEL ET LES
MESURES DE SÉCURITÉ QU'IL CONTIENT
.
Et, par dessus tout, réfléchir avant d'agir et exercer la
plus grande prudence
.
Cette déclaration apparaît lorsque les indications doivent
être suivies avec exactitude afin d’éviter des blessures
graves ou un décès.
Cette déclaration apparaît lorsque les indications doivent
être suivies avec exactitude afin d’éviter des blessures
légères ou des dommages à l’appareil.
TENIR SA TÊTE HORS DES VAPEURS DE SOUDAGE.
NE PAS s’approcher trop près de l’arc. Utiliser des verres de correction si
besoin est pour rester à une distance raisonnable de l’arc.
LIRE et respecter la Fiche Technique Santé - Sécurité (MSDS) et
l’étiquette d’avertissement qui figure sur tous les conteneurs de matériel de
soudage.
UTILISER SUFFISAMMENT DE
VENTILATION ou d’échappement au
niveau de l’arc, ou les deux, pour
maintenir les vapeurs et les gaz hors
de la zone de respiration et de la zone
générale de travail.
IDANS UNE GRANDE PIÈCE OU EN
EXTÉRIEUR, la ventilation naturelle
peut s’avérer appropriée si on
maintient sa tête en dehors des
vapeurs (voir ci-dessous).
UTILISER DES APPELS D’AIR NATURELS ou des ventilateurs pour
éloigner les vapeurs du visage.
Si des symptômes inhabituels apparaissent, prévenir le superviseur.
L’atmosphère de soudage et le système de ventilation ont peut-être besoin
d’une révision.
PORTER DES VERRES DE CORRECTION AINSI QUE DES PROTEC-
TIONS AUDITIVES ET CORPORELLES
SE PROTÉGER les yeux et le visage avec un casque de soudage adapté
comportant une plaque filtre d’un degré approprié (Voir ANSI Z49.1).
SE PROTÉGER le corps contre les projections de
soudure et les coups d’arc au moyen de vêtements de
protection comprenant des vêtements en laine, un tablier
et des gants ignifuges, des leggings en cuir et des bottes
montantes.
PROTÉGER les autres contre les projections, les coups
d’arc et l’éblouissement à l’aide d’écrans ou de barrières
de protection.
DANS CERTAINS ENDROITS, une protection sonore
peut s’avérer appropriée.
VÉRIFIER que l’équipement de protection soit en bon
état.
Porter également EN PERMANENCE des lunettes
de sécurité dans la zone de travail.
SITUATIONS PARTICULIÈRES
NE PAS SOUDER NI COUPER des conteneurs ou des matériaux ayant
préalablement été en contact avec des substances dangereuses à moins
qu’ils n’aient été parfaitement nettoyés. Ceci est extrêmement dangereux..
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées à moins
de prendre des précautions spéciales en matière de ventilation. Elles
peuvent émettre des vapeurs ou des gaz fortement toxiques.
Mesures de sécurité supplémentaires
PROTÉGER les bouteilles de gaz comprimé de la chaleur excessive, des
chocs mécaniques et des arcs ; attacher les bouteilles afin qu’elles ne
puissent pas tomber.
VÉRIFIER que les bouteilles ne soient jamais mises à la terre et qu’elles
ne fassent pas partie d’un circuit électrique.
ÉLIMINER tous les risques d’incendie potentiels de la zone de soudage.
L’ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES DOIT
TOUJOURS ÊTRE PRÊT POUR UN USAGE IMMÉDIAT ET LES
USAGERS DOIVENT SAVOIR COMMENT S’EN SERVIR.
ATTENTION
AVERTISSEMENT

ii
SÉCURITÉ
SECTION A:
AVERTISSEMENT
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Moteurs Diesel
Les gaz d’échappement du moteur diesel et certains de
leurs constituants sont connus par l’État de Californie pour
provoquer le cancer, des malformations ou autres dangers
pour la reproduction.
Moteurs à essence
Les gaz d’échappement de ce produit contiennent des pro-
duits chimiques connus par l’État de Californie pour provo-
quer le cancer, des malformations et des dangers pour la
reproduction
.
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX. SE
PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES
BLESSURES GRAVES VOIRE MORTELLES. ÉLOIGNER
LES ENFANTS. LES PERSONNES QUI PORTENT UN
STIMULATEUR CARDIAQUE DEVRAIENT CONSULTER
LEUR MÉDECIN AVANT D’UTILISER L’APPAREIL.
Prendre connaissance des caractéristiques de sécurité suiv-
antes. Pour obtenir des renseignements supplémentaires sur
la sécurité, on recommande vivement d’acheter un exem-
plaire de la norme Z49.1, de l’ANSI auprès de l’American
Welding Society, P.O. Box 350140, Miami, Floride 33135 ou
la norme CSA W117.2-1974. On peut se procurer un exem-
plaire gratuit du livret «Arc Welding Safety» E205 auprès de
la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland,
Ohio 44117-1199.
S’ASSURER QUE LES ÉTAPES D’INSTALLATION, D’UTILI-
SATION, D’ENTRETIEN ET DE RÉPARATION NE SONT
CONFIÉES QU’À DES PERSONNES QUALIFIÉES.
POUR LES
GROUPES
ÉLECTROGÈNES.
1.a. Arrêter le moteur avant de dépanner et d’entretenir à moins
qu’il ne soit nécessaire que le moteur
tourne pour effectuer l’entretien.
1.b. Ne faire fonctionner les moteurs qu’à
l’extérieur ou dans des endroits bien
aérés ou encore évacuer les gaz
d’échappement du moteur à l’extérieur.
1.c. Ne pas faire le plein de carburant près d’une flamme nue,
d’un arc de soudage ou si le moteur tourne. Arrêter le
moteur et le laisser refroidir avant de faire le plein pour
empêcher que du carburant renversé ne se vaporise au
contact de pièces du moteur chaudes et ne s’enflamme. Ne
pas renverser du carburant quand on fait le plein. Si du
carburant s’est renversé, l’essuyer et ne pas remettre le
moteur en marche tant que les vapeurs n’ont pas été
éliminées
1.d.
Les protecteurs, bouchons, panneaux et
dispositifs de sécurité doivent être toujours
en place et en bon état. Tenir les mains,
les cheveux, les vêtements et les outils
éloignés des courroies trapézoïdales, des
engrenages, des ventilateurs et d’autres
pièces en mouvement quand on met en
marche, utilise ou répare le matériel
.
1.e.
Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer l’entretien prescrit. Ne
déposer les protecteurs que quand c’est nécessaire et les
remettre en place quand l’entretien prescrit est terminé.
Toujours agir avec la plus grande prudence quand on
travaille près de pièces en mouvement
.
1.f.
Ne pas mettre les mains près du ventilateur du moteur. Ne
pas appuyer sur la tige de commande des gaz pendant que
le moteur tourne
.
1.g.
Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du
moteur ou en entretenant le groupe
électrogène de soudage, de connecter les
fils des bougies, le chapeau de distributeur
ou la magnéto
.
1.h. Pour éviter de s’ébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
LES CHAMPS ÉLECTRO-
MAGNÉTIQUES
DANGEROUS
2.a. Le courant électrique qui circule dans les
conducteurs crée des champs électro-
magnétiques locaux. Le courant de
soudage crée des champs magnétiques
autour des câbles et des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant d’entreprendre le soudage.
2.c. L’exposition aux champs électromagnétiques lors du
soudage peut avoir d’autres effets sur la santé que l’on ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum l’exposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1. Regrouper les câbles d’électrode et de retour. Les
fixer si possible avec du ruban adhésif.
2.d.2. Ne jamais entourer le câble électrode autour du
corps.
2.d.3. Ne pas se tenir entre les câbles d’électrode et de
retour. Si le câble d’électrode se trouve à droite, le
câble de retour doit également se trouver à droite.
2.d.4. Connecter le câble de retour à la pièce le plus près
possible de la zone de soudage.
2.d.5. Ne pas travailler juste à côté de la source de courant
de soudage.
.

iii
SÉCURITÉ
LES CHOCS
ÉLECTIQUES
PEUVENT ÊTRE
MORTELS.
3.a. Les circuits de l’électrode et de retour (ou masse) sont
sous tension quand la source de courant est en
marche. Ne pas toucher ces pièces sous tension les
mains nues ou si l’on porte des vêtements mouillés.
Porter des gants isolants secs et ne comportant pas
de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen
d'isolation sec. S'assurer que l'isolation est de
dimensions suffisantes pour couvrir entièrement la
zone de contact physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si
l'on doit effectuer le soudage dans des conditions
dangereuses au point de vue électrique (dans les
endroits humides ou si l'on porte des vêtements
mouillés; sur les constructions métalliques comme
les sols, les grilles ou les échafaudages; dans une
mauvaise position par exemple assis, à genoux ou
couché, s’il y a un risque élevé de contact
inévitable ou accidentel avec la pièce ou la terre)
utiliser le matériel suivant:
• Source de courant (fil) à tension constante c.c. semi-
automatique
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil,
le dévidoir, la tête de soudage, la buse ou le pistolet
de soudage semi-automatique sont également sous
tension.
3.d. Toujours s'assurer que le câble de retour est bien
connecté au métal soudé. Le point de connexion
devrait être le plus près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne
prise de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le
câble de soudage et l'appareil de soudage dans un bon
état de fonctionnement. Remplacer l'isolation
endommagée.
3.g. Ne jamais tremper l'électrode dans l'eau pour la
refroidir.
3.h. Ne jamais toucher simultanément les pièces sous
tension des porte-électrodes connectés à deux
sources de courant de soudage parce que la tension
entre les deux peut correspondre à la tension à vide
totale des deux appareils
.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser
une ceinture de sécurité pour se protéger contre les
chutes en cas de choc.
3.j. Voir également les points 6.c. et 8.
LE RAYONNEMENT
DE L’ARC PEUT
BRÛLER.
4.a. Utiliser un masque à serre-tête avec oculaire filtrant adéquat et
protège-oculaire pour se protéger les yeux contre les étincelles
et le rayonnement de l'arc quand on soude ou quand on observe
l'arc de soudage. Le masque à serre-tête et les oculaires
filtrants doivent être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne pas
regarder l'arc ou de ne pas s'exposer au rayonnement de l'arc
ou aux projections ou au métal chaud..
LES FUMÉES ET
LES GAZ
PEUVENT ÊTRE
DANGEREUX.
5.a. Le soudage peut produire des fumées et des gaz dangereux pour la
santé. Éviter d'inhaler ces fumées et ces gaz. Quand on soude,
tenir la tête à l'extérieur des fumées. Utiliser un système de
ventilation ou d'évacuation suffisant au niveau de l'arc pour évacuer
les fumées et les gaz de la zone de travail. Quand on soude avec
des électrodes qui nécessitent une ventilation spéciale comme
les électrodes en acier inoxydable ou pour revêtement dur (voir
les directives sur le contenant ou la fiche signalétique) ou
quand on soude de l'acier au plomb ou cadmié ainsi que
d'autres métaux ou revêtements qui produisent des fumées très
toxiques, limiter le plus possible l'exposition et au-dessous des
valeurs limites d'exposition (TLV) en utilisant une ventilation
mécanique ou par aspiration à la source. Dans les espaces
clos ou dans certains cas à l'extérieur, un appareil respiratoire
peut être nécessaire. Des précautions supplémentaires sont
également nécessaires quand on soude sur l'acier galvanisé..
5. b. Le fonctionnement de l’appareil de contrôle des vapeurs de soudage
est affecté par plusieurs facteurs y compris l’utilisation et le
positionnement corrects de l’appareil, son entretien ainsi que la
procédure de soudage et l’application concernées. Le niveau
d’exposition aux limites décrites par OSHA PEL et ACGIH TLV pour
les ouvriers doit être vérifié au moment de l’installation et de façon
périodique par la suite afin d’avoir la certitude qu’il se trouve dans
l’intervalle en vigueur.
5.c. Ne pas souder dans les endroits à proximité des vapeurs d'hydro-
carbures chlorés provenant des opérations de dégraissage, de
nettoyage ou de pulvérisation. La chaleur et le rayonnement de l'arc
peuvent réagir avec les vapeurs de solvant pour former du
phosgène, gaz très toxique, et d'autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l'arc peuvent
chasser l'air et provoquer des blessures graves voire mortelles.
Toujours utiliser une ventilation suffisante, spécialement dans les
espaces clos pour s'assurer que l'air inhalé ne présente pas de
danger.
5.e. Lire et comprendre les instructions du fabricant pour cet appareil et
le matériel de réserve à utiliser, y compris la fiche de données de
sécurité des matériaux (MSDS) et suivre les pratiques de sécurité de
l’employeur. Les fiches MSDS sont disponibles auprès du
distributeur de matériel de soudage ou auprès du fabricant.
5.f.
Voir également le point 1.b
.

iv
SÉCURITÉ
LES ÉTINCELLES DE
SOUDAGE PEUVENT
PROVOQUER UN
INCENDIE OU UNE
EXPLOSION.
6.a. Enlever les matières inflammables de la zone de soudage. Si ce n'est
pas possible, les recouvrir pour empêcher que les étincelles de
soudage ne les atteignent. Les étincelles et projections de soudage
peuvent facilement s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder près des conduites
hydrauliques. On doit toujours avoir un extincteur à portée de la
main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de travail, on
doit prendre des précautions spéciales pour éviter les dangers. Se
référer à la “Sécurité pour le Soudage et le Coupage” (ANSI Z49.1)
et les consignes d'utilisation relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de
l'électrode ne touche la pièce ou la terre. Un contact accidentel peut
produire une surchauffe et créer un risque d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des
contenants sans avoir pris les mesures qui s'imposent pour
s'assurer que ces opérations ne produiront pas des vapeurs
inflammables ou toxiques provenant des substances à l'intérieur.
Elles peuvent provoquer une explosion même si elles ont été
«nettoyées». For information, purchase “Recommended Safe
Practices for the Preparation for Welding and Cutting of Containers
and Piping That Have Held Hazardous Substances”, AWS F4.1 from
the American Welding Society (see address above).
6.e. Mettre à l'air libre les pièces moulées creuses ou les contenants
avant de souder, de couper ou de chauffer. Elles peuvent exploser.
6.f. Les étincelles et les projections sont expulsées de l'arc de soudage.
Porter des vêtements de protection exempts d'huile comme des
gants en cuir, une chemise épaisse, un pantalon sans revers, des
chaussures montantes et un casque ou autre pour se protéger les
cheveux. Utiliser des bouche-oreilles quand on soude hors position
ou dans des espaces clos. Toujours porter des lunettes de sécurité
avec écrans latéraux quand on se trouve dans la zone de soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible de la
zone de soudage. Si les câbles de retour sont connectés à la
charpente du bâtiment ou à d'autres endroits éloignés de la zone de
soudage cela augmente le risque que le courant de soudage passe
dans les chaînes de levage, les câbles de grue ou autres circuits
auxiliaires. Cela peut créer un risque d'incendie ou surchauffer les
chaînes de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.
6.I. Lire et appliquer la Norme NFPA 51B “pour la Prévention des
Incendies Pendant le Soudage, le Coupage et d’Autres Travaux
Impliquant de la Chaleur”, disponible auprès de NFPA, 1
Batterymarch Park,PO Box 9101, Quincy, Ma 022690-9101.
6.j. Ne pas utiliser de source de puissance de soudage pour le dégel
des tuyauteries.
LES BOUTEILLES
PEUVENT EXPLOSER
SI ELLES SONT
ENDOMMAGÉES.
7.a. N'utiliser que des bouteilles de gaz comprimé contenant le gaz
de protection convenant pour le procédé utilisé ainsi que des
détendeurs en bon état conçus pour les gaz et la pression
utilisés. Choisir les tuyaux souples, raccords, etc. en fonction de
l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une chaîne à
un chariot ou à support fixe.
7.c. On doit placer les bouteilles:
• Loin des endroits où elles peuvent être frappées ou endom-
magées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute autre
pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la bouteille
quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours être
en place et serrés à la main sauf quand la bouteille est utilisée
ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz comprimé,
et le matériel associé, ainsi que la publication P-1 de la CGA
“Précautions pour le Maniement en toute Sécurité de Gaz
Comprimés dans des Cylindres », que l'on peut se procurer
auprès de la Compressed Gas Association, 1235 Jefferson
Davis Highway, Arlington, VA22202.
POUR DES APPAREILS
À PUISSANCE
ÉLECTIQUE.
8.a. Couper l'alimentation d'entrée en utilisant le
disjoncteur à la boîte de fusibles avant de travailler sur le matériel.
8.b. Installer le matériel conformément au Code Électrique National
des États Unis, à tous les codes locaux et aux recommandations
du fabricant.
8.c. Mettre à la terre le matériel conformément au Code Électrique
National des États Unis et aux recommandations du fabricant.
Visitez le site http://www.lincolnelectric.com/safety
pour plus d’informations en matière de sécurité.
Obtenir l'application mobile gratuite au:
Guide Interactif sur
Internet pour la Sûreté du
Soudage pour les
dispositifs mobiles

vv
Compatibilité Électromagnétique (EMC)
Conformité
Les produits portant la marque CE sont conformes aux Directives du Conseil de la Communauté
Européenne du 15 Décembre, 2004 sur le rapprochement des lois des États Membres concernant la com-
patibilité électromagnétique 2004/108/EC. Ce produit a été fabriqué conformément à une norme nationale
qui met en place une norme harmonisée : EN 60974-10 Norme de Compatibilité Électromagnétique (EMC)
du Produit pour Appareil de Soudage à l’Arc. Il s’utilise avec d’autres appareils de Lincoln Electric. Il est
conçu pour un usage industriel et professionnel.
Introduction
Tout appareil électrique génère de petites quantités d’émissions électromagnétiques. Les émissions élec-
triques peuvent se transmettre au travers de lignes électriques ou répandues dans l’espace, tel un radio
transmetteur. Lorsque les émissions sont reçues par un autre appareil, il peut en résulter des interférences
électriques. Les émissions électriques peuvent affecter de nombreuses sortes d’appareils électriques : une
autre soudeuse se trouvant à proximité, la réception de la télévision et de la radio, les machines à contrôle
numérique, les systèmes téléphoniques, les ordinateurs, etc. Il faut donc être conscients qu’il peut y avoir
des interférences et que des précautions supplémentaires peuvent être nécessaires lorsqu’une source de
puissance de soudure est utilisée dans un établissement domestique.
Installation et Utilisation
L’usager est responsable de l’installation et de l’utilisation de la soudeuse conformément aux instructions du
fabricant. Si des perturbations électromagnétiques sont détectées, l’usager de la soudeuse sera respons-
able de résoudre le problème avec l’assistance technique du fabricant. Dans certains cas, cette action
réparatrice peut être aussi simple qu’un branchement du circuit de soudage à une prise de terre, voir la
Note. Dans d’autres cas, elle peut impliquer la construction d’un blindage électromagnétique qui renferme la
source d’alimentation et la pièce à souder avec des filtres d’entrée. Dans tous les cas, les perturbations
électromagnétiques doivent être réduites jusqu’au point où elles ne représentent plus un problème.
Note: Le circuit de soudage peut être branché à une prise de terre ou ne pas l’être pour des raisons
de sécurité, en fonction des codes nationaux. Tout changement dans les installations de terre
ne doit être autorisé que par une personne compétente pour évaluer si les modifications aug-
menteront le risque de blessure, par exemple, en permettant des voies de retour du courant
parallèle de soudage, ce qui pourrait endommager les circuits de terre d’autres appareils.
Évaluation de la Zone
Avant d’installer un appareil à souder, l’usager devra évaluer les problèmes électromagnétiques potentiels
dans la zone environnante. Tenir compte des points suivants :
a) d’autres câbles d’alimentation, de contrôle, de signalisation et de téléphone, au-dessus, en dessous et à
côté de la soudeuse ;
b) transmetteurs et récepteurs de radio et télévision ;
c) ordinateurs et autres appareils de contrôle ;
d) équipement critique de sécurité, par exemple, surveillance d’équipement industriel;
e) la santé de l’entourage, par exemple, l’utilisation de stimulateurs cardiaques ou d’appareils auditifs ;
f) équipement utilisé pour le calibrage et les prises de mesures
g) l’immunité d’autres appareils dans les alentours. L’usager devra s’assurer que les autres appareils util-
isés dans les alentours sont compatibles. Ceci peut demander des mesures supplémentaires de protec-
tion ;
h) l’heure à laquelle la soudure ou d’autres activités seront réalisées.

vivi
Compatibilité Électromagnétique (EMC)
La taille de la zone environnante à considérer dépendra de la structure de l’immeuble et des autres activités
qui y sont réalisées. La zone environnante peut s’étendre au-delà des installations.
Méthodes de Réduction des Émissions
Alimentation Secteur
La soudeuse doit être branchée sur le secteur conformément aux recommandations du fabricant. S’il y a
des interférences, il peut s’avérer nécessaire de prendre des précautions supplémentaires telles que le fil-
trage de l’alimentation secteur. Il serait bon de considérer la possibilité de gainer dans un conduit métallique
ou équivalent le câble d’alimentation d’une soudeuse installée de façon permanente. Le gainage devra être
électriquement continu sur toute sa longueur. Le gainage devra être branché sur la source d’alimentation de
soudage afin de maintenir un bon contact électrique entre le conduit et l’enceinte de la source d’alimentation
de soudage.
Maintenance de la Soudeuse
La soudeuse doit recevoir une maintenance de routine conformément aux recommandations du fabricant.
Tous les accès ainsi que les portes et couvercles de service doivent être fermés et correctement fixés
lorsque la soudeuse est en marche. La soudeuse ne doit être modifiée d’aucune façon, mis à part les
changements et réglages décrits dans les instructions du fabricant. En particulier, la distance disruptive des
mécanismes d’établissement et de stabilisation de l’arc doivent être ajustés et conservés conformément aux
recommandations du fabricant.
Câbles de Soudage
Les câbles de soudage doivent être aussi courts que possible et placés les uns à côtés des autres, au
niveau du sol ou tout près du sol.
Connexion Équipotentielle
La connexion de tous les composants métalliques lors de l’installation de soudage et près de celle-ci doit
être prise en compte. Cependant, les composants métalliques connectés à la pièce à souder augmentent le
risque pour l’opérateur de recevoir un choc s’il touchait en même temps ces éléments métalliques et l’élec-
trode.
Branchement à Terre de la Pièce à Souder
Lorsque la pièce à souder n’est pas en contact avec une prise de terre pour des raisons de sécurité élec-
trique, ou n’est pas raccordée à une prise de terre du fait de sa taille et de sa position, par exemple, coque
de bateau ou structure en acier d’un bâtiment, une connexion raccordant la pièce à souder à la terre peut
réduire les émissions dans certains cas, mais pas dans tous. Des précautions doivent être prises afin d’em-
pêcher que le raccordement à terre de la pièce à souder n’augmente le risque de blessures pour les
usagers ou de possibles dommages à d’autres appareils électriques. Lorsqu’il est nécessaire, le raccorde-
ment de la pièce à souder à la prise de terre doit être effectué au moyen d’une connexion directe à la pièce
à souder, mais dans certains pays où les connexions directes ne sont pas permises, la connexion équipo-
tentielle devra être réalisée par une capacitance appropriée, choisie conformément aux régulations
nationales.
Blindage et Gainage
Des blindages et des gaines sélectifs sur d’autres câbles et appareils dans la zone environnante peuvent
réduire les problèmes d’interférences. Le blindage de toute l’installation de soudage peut être pris en
compte pour des applications spéciales.
1
_________________________
1
Des extraits du texte précédent sont contenus dans la norme EN 60974-10 : « Norme de Compatibilité
Électromagnétique (EMC) du Produit pour Appareil de Soudage à l’Arc ».

viivii
Merci
d’avoir choisi un produit de QUALITÉ Lincoln Electric. Nous tenons à ce
que vous soyez fier d’utiliser ce produit Lincoln Electric ••• tout comme
nous sommes fiers de vous livrer ce produit.
Lisez complètement ce Manuel de l’Opérateur avant d’essayer d’utiliser cet appareil. Gardez ce manuel et maintenez-le à
portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière aux consignes de sécurité que
nous vous fournissons pour votre protection. Le niveau d’importance à attacher à chacune d’elle est expliqué ci-après :
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel.
ATTENTION
Veuillez examiner immédiatement le carton et le matériel
Quand ce matériel est expédié, son titre passe à l’acheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par l’acheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur l’identification du matériel pour pouvoir s’y reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Produit _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de Modèle _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro e code / Code d’achat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de série _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Date d’achat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Lieu d’achat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours
les informations que vous avez inscrites ci-dessus.
Inscription en Ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax : Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
WEB SITE www.lincolnelectric.com. Choisissez "Support", puis
"Enregistrez votre produit». S'il vous plaît remplir le formulaire et envoyer votre inscrip-
tion.
POLITIQUE D’ASSISTANCE AU CLIENT
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente d’appareils de soudage de grande qualité, les
pièces de rechange et les appareils de coupage. Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente.
Quelquefois, les acheteurs peuvent demander à Lincoln Electric de les conseiller ou de les informer sur l’utilisation de nos produits. Nous
répondons à nos clients en nous basant sur la meilleure information que nous possédons sur le moment. Lincoln Electric n’est pas en
mesure de garantir de tels conseils et n’assume aucune responsabilité à l’égard de ces informations ou conseils. Nous dénions expressé-
ment toute garantie de quelque sorte qu’elle soit, y compris toute garantie de compatibilité avec l’objectif particulier du client, quant à ces
informations ou conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la
mise à jour ou à la correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations ou
conseils ne créé, ni étend ni altère aucune garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant sensible, mais le choix et l’utilisation de produits spécifiques vendus par Lincoln Electric relève uniquement
du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de Lincoln Electric affectent
les résultats obtenus en appliquant ces types de méthodes de fabrication et d’exigences de service.
Susceptible d’être Modifié - Autant que nous le sachons, cette information est exacte au moment de l’impression. Prière de visiter le site
www.lincolnelectric.com pour la mise à jour de ces info

viii
viii
TABLE DES MATIÈRES
Page
––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Installation.......................................................................................................................Section A
Spécifications Techniques....................................................................................................A-1
Mesures de Sécurité ............................................................................................................A-2
Emplacement .......................................................................................................................A-2
Protection Contre la Haute Fréquence.................................................................................A-2
Tailles des Câbles de Soudage............................................................................................A-2
Connexions des Câbles, Connexion du Gaz de Protection .................................................A-3
Configuration du Galet d’Entraînement ................................................................................A-4
Changement du Coussinet Recepteur du Pistolet .............................................................A-4
Procédure Pour Installer les Rouleaux Conducteurs et les Guide-Fils ..............................A-4
Réglage du Bras de Pression...............................................................................................A-5
Chargement des Bobines de Fil ...........................................................................................A-5
Connexion du Pistolet ..........................................................................................................A-5
Diagrammes de Connexion du Câble Allant de La Source d’Alimentation Sur Le LN-25
tm
Ironworker
........A-6, A-7
________________________________________________________________________________
Fonctionnement..............................................................................................................Section B
Mesures de Sécurité ............................................................................................................B-1
Symboles Graphiques Apparaissant Sur Cette Machine ou Dans Ce Manuel ....................B-1
Définition des Termes de Soudage ......................................................................................B-2
Description Générale............................................................................................................B-2
Procédés Recommandés, Limites du Procédé et l’Appareil, Sources d’Alimentation Recommandées
..............B-2
Contrôles du Devant de la Console .............................................................................B-3, B-4
Calibrage de la WFS avec Mesureurs Numériques......................................................B-5, B-6
Contrôles Internes ........................................................................................................B-7, B-8
Contrôle de l’Arrière de la Console ......................................................................................B-9
Bouton Poussoir de Purge de Gaz.......................................................................................B-9
________________________________________________________________________________
Accessoires ....................................................................................................................Section C
Équipement Installé en Usine ..............................................................................................C-1
Kits de Rouleaux Conducteurs.............................................................................................C-1
Accessoires Utilisé .....................................................................................................C-2 à C-3
________________________________________________________________________________
Entretien ..........................................................................................................................Section D
Mesures de Sécurité ............................................................................................................D-1
Entretien de Routine ............................................................................................................D-1
Entretien Périodique.............................................................................................................D-1
________________________________________________________________________________
Dépannage ......................................................................................................................Section E
Comment Utiliser Le Guide De Dépannage .........................................................................E-1
Codes d’Erreurs ...................................................................................................................E-2
Guide de Dépannage....................................................................................................E-3, E-4
________________________________________________________________________________
Diagramme De Câblage et Schéma Dimensionnel ......................................................Section F
________________________________________________________________________________
Page des Pièces.........................................................................................................P-672 Series
_______________________________________________________________________
________

A-1
INSTALLATION
A-1
LN-25™ IRONWORKER
REGISTRE DE TEMPÉRATURES
FONCTIONNEMENT: -40
o
F à 104
o
F (-40
o
C à 40
o
C)
ENTREPOSAGE: -40
o
F à 122
o
F (-40
o
C à 50
o
C)
TENSION et COURANT D’ENTRÉE
SPÉCIFICATIONS TECHNIQUES – LN-25™ IRONWORKER (K2614-9)
HAUTEUR LARGEUR PROFONDEUR POIDS
14,8 in. 8,7 in. 23,2 in. 38 lbs
(376 mm) (221) mm (589 mm) (17,2 kg)
Poignée pliée vers le bas
DIMENSIONS PHYSIQUES
TENSION D’ENTRÉE ± 10%
15-110 VDC
AMPÈRES D’ENTRÉE
4A
SORTIE NOMINALE @ 104
o
F (40
o
C)
FACTEUR DE MARCHE
60% du régime nominal
AMPÈRES D’ENTRÉE
450
ENGRENAGE – REGISTRE DE LA VITESSE DE DÉVIDAGE – TAILLE DU FIL
REGISTRE WFS
50 – 700 ipm
(1,3 – 17,7m/min)
REGISTRE WFS
50 – 700 ipm
(1,3 – 17,7m/min)
TAILLES DE FIL
0,023 – 1/16"
(0,6 – 1,6mm)
TAILLES DE FIL
0,030 - 5/64
(0,8 - 2,0mm)
ENGRENAGE
Vitesse Normale
K2614-5
GMAW
FCAW
Les tests thermiques ont été réalisés à température ambiante. Le facteur de marche à 40°C a été déterminé par
simulation.

TAILLES DES CÂBLES DE SOUDAGE
Le Tableau A.1 ci-dessous présente les tailles de
câbles en cuivre recommandées pour différents
courants et facteurs de marche. Les longueurs stip-
ulées représentent la distance aller-retour entre la
soudeuse et le travail. Les tailles des câbles aug-
mentent pour des longueurs supérieures essentielle-
ment afin de minimiser la chute du câble.
** Les valeurs du tableau correspondent à un fonctionnement à des températures ambiantes de 104oF (40oC) et inférieures. Pour les appli-
cations au-dessus de 104
o
F (40
o
C), il peut être nécessaire d’utiliser des câbles plus grands que ceux recommandés ou des câbles ayant un
régime nominal supérieur à 167
o
F (75
o
C).
TAILLES DE CÂBLE RECOMMANDÉES (CUIVRE RECOUVERT DE CAOUTCHOUC – RÉGIME NOMINAL DE 167
o
F ou 75
o
C)**
TAILLES DE CÂBLES POUR LONGUEURS COMBINÉES DE CÂBLES D’ÉLECTRODE ET DE TRAVAIL
AMPÈRES
200
200
225
225
250
250
250
250
300
325
350
400
400
500
POURCENTAGE
FACTEUR DE
MARCHE
60
100
20
40 et 30
30
40
60
100
60
100
60
60
100
60
0 à 50 ft
(0 à 15 m)
2
2
4 ou 5
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
50 à 100 ft
(15 à 30 m)
2
2
3
3
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
100 à 150 ft
(30 à 46 m)
2
2
2
2
2
1
1
1
1
2/0
2/0
2/0
3/0
3/0
150 à 200 ft
(46 à 61 m)
1
1
1
1
1
1
1
1
1/0
2/0
2/0
3/0
3/0
3/0
200 à 250 ft
(61 à 76 m)
1/0
1/0
1/0
1/0
1/0
1/0
1/0
1/0
2/0
3/0
3/0
4/0
4/0
4/0
A-2
INSTALLATION
LN-25™ IRONWORKER
A-2
MESURES DE SÉCURITÉ
LES CHOCS ÉLECTRIQUES
PEUVENT ETRE MORTELS.
• Couper la puissance d’entrée au
niveau de l’interrupteur de décon-
nexion ou de la boîte à fusibles avant
d’essayer de brancher ou de
débrancher les lignes de puissance
d’entrée, les câbles de sortie ou les
câbles de contrôle.
• Seul le personnel qualifié doit réaliser cette installa-
tion.
• Ne pas toucher les parties métalliques de la pince à
souder du LN-25™ IRONWORKER lorsque la
source de puissance de soudage est allumée.
• Ne pas fixer la pince à souder sur le dévidoir.
• Brancher la pince à souder directement sur le tra-
vail, aussi près que possible de l’arc de soudage.
• Couper la puissance au niveau de la source d’ali-
mentation avant de débrancher du travail la pince à
souder.
• N’utiliser que sur les sources d’alimentation avec
des tensions de circuit ouvert inférieures à 110
VDC.
------------------------------------------------------------------------
EMPLACEMENT
Pour de meilleurs résultats de dévidage du fil, placer
le LN-25
TM
IRONWORKER sur une surface stable et
sèche. Maintenir le dévidoir en position verticale.
Ne pas faire fonctionner le dévidoir sur une surface
ayant une inclinaison supérieure à 15 degrés.
Ne pas submerger le LN-25
TM
IRONWORKER.
Le LN-25
TM
IRONWORKER a un régime nominal
IP23 et il convient à l’utilisation en extérieur.
La poignée du LN-25
TM
IRONWORKER est conçue
pour déplacer le dévidoir uniquement dans la zone
de travail.
Pour suspendre un dévidoir, isoler le dispositif de
suspension de la console du dévidoir.
PROTECTION CONTRE LA HAUTE FRÉQUENCE
Placer le LN-25
TM
IRONWORKER loin des machines
contrôlées par radio. Le fonctionnement normal du
LN-25
TM
IRONWORKER pourrait affecter de façon
défavorable le fonctionnement des appareils con-
trôlés par FR, ce qui peut avoir pour conséquences
des blessures corporelles ou des dommages à l’ap-
pareil.
------------------------------------------------------------------------
AVERTISSEMENT
ATTENTION
TABLEAU A.1

A-3
INSTALLATION
LN-25™ IRONWORKER
A-3
CONNEXION DU GAZ DE PROTECTION
LE CYLINDRE peut exploser s’il
est endommagé.
• Tenir le cylindre debout et attaché à
un support.
• Tenir le cylindre éloigné des zones où il pourrait être
endommagé.
• Ne jamais soulever la soudeuse si le cylindre y est
attaché.
• Ne jamais permettre que l’électrode de soudage
touche le cylindre.
• Tenir le cylindre éloigné des circuits de soudage et
des autres circuits électriques sous tension.
• L’ACCUMULATION DE GAZ DE PROTECTION
PEUT ETRE DANGEREUSE POUR LA SANTE
OU MEME MORTELLE.
• Fermer l’alimentation du gaz de protection
lorsqu’on ne l’utilise pas.
• Voir la Norme Nationale Américaine Z-49.1 « Sécurité
pour le Soudage et la Coupe» publiée par la Société
Américaine de Soudage.
------------------------------------------------------------------------
La pression d’admission maximum est de 100 psi.(6,9 bar).
Installer l’alimentation du gaz de protection comme suit:
1. Attacher le cylindre afin d’empêcher qu’il ne tombe.
2. Retirer le bouchon du cylindre. Réaliser une inspection des
soupapes et du régulateur du cylindre pour détecter la présence
de filetages endommagés, de saleté, de poussière, d’huile ou de
graisse. Retirer la poussière et la saleté avec un chiffon propre.
NE PAS FIXER LE RÉGULATEUR S’IL Y A PRÉSENCE
D’HUILE, DE GRAISSE OU DE DOMMAGES! Informer le
fournisseur de gaz de cette situation. L’huile et la graisse sont
explosives en présence d’oxygène à haute pression.
3. Se tenir debout sur le côté loin de l’échappement et ouvrir un
instant la soupape du cylindre. Ceci permet de souffler vers l’ex-
térieur la poussière ou la saleté qui peuvent s’être accumulées
dans l’échappement de la soupape.
4. Fixer le régulateur de flux sur la soupape du cylindre et bien ser-
rer les écrous de jointure avec une clef. Note: si la connexion se
fait sur un cylindre à 100% de CO
2
, insérer l’adaptateur de régu-
lateur entre le régulateur et la soupape du cylindre. Si l’adapta-
teur est équipé d’une rondelle en plastique, s’assurer qu’elle soit
bien en place pour le raccordement au cylindre de CO
2
.
5. Fixer une extrémité du tuyau d’admission sur le dispositif
d’échappement du régulateur de flux. Fixer l’autre extrémité sur
l’admission de gaz de protection du système de soudage. Serrer
les écrous de jointure avec une clef.
6. Avant d’ouvrir la soupape du cylindre, tourner le bouton de
réglage du régulateur dans le sens contraire à celui des aiguilles
d’une montre jusqu’à ce que la pression du ressort de réglage
soit relâchée.
7. En se tenant debout sur le côté, ouvrir lentement la soupape du
cylindre sur une fraction de tour. Lorsque la jauge de pression
du cylindre cesse de bouger, ouvrir la soupape complètement.
8. Le régulateur de flux est ajustable. L’ajuster sur le débit recom-
mandé pour la procédure et le procédé utilisés avant d’effectuer
une soudure.
AVERTISSEMENT
Goupille
A
B
C
D
E
Cableado
Alimentation 5 volts
Inutilisé
Gâchette
83% Interrupteur WFS
Alimentation 5
volts
CONNEXIONS DES CÂBLES
Un connecteur circulaire pour la gâchette du pistolet
se trouve sur le devant du LN-25
TM
IRONWORKER.
Fonction
Connecteur de
gâchette à 5
goupilles unique-
ment pour pisto-
lets à poussoir .
A
E
C
B
D

A-4
INSTALLATION
LN-25™ IRONWORKER
A-4
CONFIGURATION DU GALET D’ENTRAÎNEMENT
(Voir la Figure A.2)
CHANGEMENT DU COUSSINET RECEP-
TEUR DU PISTOLET
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Couper la puissance d’entrée au niveau de la
source de puissance de soudage avant l’in-
stallation ou le changement des rouleaux con-
ducteurs et/ou des guides.
• Ne pas toucher les pièces sous alimentation électrique.
• Lorsque le fil est alimenté au moyen de la gâchette du pisto-
let, l’électrode et le mécanisme d’entraînement sont sous
tension vers le travail et vers la masse et peuvent rester
sous énergie pendant plusieurs secondes après que la
gâchette du pistolet ait été relâchée.
• Ne pas faire fonctionner sans les couvercles, les panneaux
ou protections, ou si ceux-ci sont ouverts.
• Seul le personnel qualifié doit réaliser le travail d’entretien.
------------------------------------------------------------------------
Outils requis:
• Clef hexagonale de 1/4".
Note: Les coussinets de certains pistolets ne requièrent pas
l’utilisation de la vis de pression.
1. Couper la puissance au niveau de la source de puissance
de soudage.
2. Retirer le fil à souder du galet d’entraînement.
3. Retirer la vis de pression du galet d’entraînement.
4. Retirer le pistolet à souder du galet d’entraînement.
5. Desserrer la vis d’assemblage à six pans creux qui main-
tient la barre du connecteur contre le coussinet du pistolet.
Important: Ne pas essayer de retirer complètement la
vis d’assemblage à six pans creux.
6. Retirer le guide-fil externe et pousser le coussinet du pisto-
let hors du galet d’entraînement. Du fait de l’ajustement
précis, il peut s’avérer nécessaire de tapoter légèrement
pour retirer le coussinet du pistolet.
7. Débrancher le tuyau à gaz de protection du coussinet du
pistolet, si besoin est.
8. Brancher le tuyau à gaz de protection sur le nouveau
coussinet de pistolet, si besoin est.
9. Faire tourner le coussinet du pistolet jusqu’à ce que l’orifice
de la vis de pression soit aligné avec l’orifice de la vis de pres-
sion de la plaque d’alimentation. Faire glisser le coussinet
récepteur de pistolet dans le galet d’entraînement et vérifier
que les orifices des vis de pression soient alignés.
10. Serrer la vis d’assemblage à six pans creux.
11.
Insérer le pistolet à souder dans le coussinet du pistolet et ser-
rer la vis de pression
.
COUSSINET RÉCEPTEUR
DE PISTOLET
DESSERRER SERRER
VIS DE PRESSION
GUIDE-FIL EXTERNE
VIS D’ASSEMBLAGE À
SIX PANS CREUX
BLOC CONNECTEUR
AVERTISSEMENT
PROCÉDURE POUR INSTALLER LES ROULEAUX
CONDUCTEURS ET LES GUIDE-FILS
• Couper la puissance d’entrée au niveau
de la source de puissance de soudage
avant l’installation ou le changement des
rouleaux conducteurs et/ou des guides.
• Ne pas toucher les pièces sous alimentation élec-
trique.
• Lorsque le fil est alimenté au moyen de la gâchette du
pistolet, l’électrode et le mécanisme d’entraînement
sont sous tension vers le travail et vers la masse et
peuvent rester sous énergie pendant plusieurs secon-
des après que la gâchette du pistolet ait été relâchée.
• Ne pas faire fonctionner sans les couvercles, les pan-
neaux ou protections, ou si ceux-ci sont ouverts.
• Seul le personnel qualifié doit réaliser le travail d’en-
tretien.
------------------------------------------------------------------------
1. Couper la puissance au niveau de la source de puis-
sance de soudage.
2. Relâcher le bras de pression du cylindre d’appui.
3. Retirer le guide-fil externe en faisant tourner les vis de
pression moletées dans le sens contraire à celui des
aiguilles d’une montre afin de les dévisser de la plaque
d’alimentation.
4. Faire tourner le verrou triangulaire et retirer les rouleaux
conducteurs.
5. Retirer le guide-fil interne.
6. Insérer le nouveau guide-fil interne, côté rainuré vers
l’extérieur, sur les deux boulons d’ajustage de la plaque
d’alimentation.
7. Installer un rouleau conducteur sur chaque ensemble de
moyeu et fixer avec le verrou triangulaire.
8. Installer le guide-fil externe en l’alignant avec les
boulons et en serrant les vis de pression moletées.
9. Fermer le bras et engager le bras de pression du cylin-
dre d’appui. Ajuster la pression de façon appropriée.
AVERTISSEMENT
POSITION
DÉVERROUILLÉE
POSITION
VERROUILLÉE
FIGURE A.2

VIS DE PRESSION
PISTOLET
A-5
INSTALLATION
LN-25™ IRONWORKER
A-5
RÉGLAGE DU BRAS DE PRESSION
Les CHOCS ÉLECTRIQUES peuvent être mortels
.
• Couper la puissance d’entrée au niveau de la
source de puissance de soudage avant l’instal-
lation ou le changement des rouleaux conduc-
teurs et/ou des guides.
• Ne pas toucher les pièces sous alimentation
électrique.
• Lorsque le fil est alimenté au moyen de la gâchette du pis-
tolet, l’électrode et le mécanisme d’entraînement sont
sous tension vers le travail et vers la masse et peuvent
rester sous énergie pendant plusieurs secondes après que
la gâchette du pistolet ait été relâchée.
• Ne pas faire fonctionner sans les couvercles, les panneaux
ou protections, ou si ceux-ci sont ouverts.
• Seul le personnel qualifié doit réaliser le travail d’entretien.
------------------------------------------------------------------------
Le bras de pression contrôle la quantité de force que les rouleaux
conducteurs exercent sur le fil. Un ajustement approprié du bras
de pression permet les meilleures caractéristiques de soudage
.
Régler le bras de pression comme suit:
(Voir la Figure A.3)
Fils en Aluminium entre 1 et 2
Fils fourrés entre 2 et 3
Fils en acier et acier inoxydable entre 3 et 5
CHARGEMENT DES BOBINES DE FIL
• Tenir les mains, cheveux, vêtements et
outils éloignés des appareils tournants.
• Ne pas porter de gants pour enfiler du
fil ou changer la bobine de fil.
• Seul le personnel qualifié doit installer,
utiliser ou réaliser l’entretien de cet
appareil.
------------------------------------------------------------------------
Chargement des Bobines de 10 à 15 lbs (4,5 – 6,8 kg):
Un adaptateur d’axe K468 est nécessaire pour charg-
er des bobines de fil de 2" (51 mm) sur des axes de 2"
(51 mm). Utiliser un adaptateur d’axe K468 pour
charger des bobines de 2-1/2" (64 mm) de large.
1. Appuyer sur le levier de déclenchement sur le collier de
retenue et le retirer de l’axe.
2. Placer l’adaptateur d’axe sur l’axe, en alignant la cheville
de freinage avec l’orifice de l’adaptateur.
3. Placer la bobine sur l’axe et aligner la languette de frein de
l’adaptateur avec l’un des orifices se trouvant sur l’arrière
de la bobine. Une marque repère sur l’extrémité de l’axe
indique l’orientation de la languette de frein. S’assurer que
le fil se déroule dans la bonne direction.
4. Réinstaller le collier de retenue. Vérifier que le levier de
déclenchement fasse un déclic et que le collier de réten-
tion s’engage complètement dans la rainure de l’axe.
CONNEXION DU PISTOLET
Les CHOCS ÉLECTRIQUES peuvent être mortels.
• Couper la puissance d’entrée au niveau de
la source de puissance de soudage avant
l’installation ou le changement des
rouleaux conducteurs et/ou des guides.
• Ne pas toucher les pièces sous alimentation élec-
trique.
• Lorsque le fil est alimenté au moyen de la gâchette
du pistolet, l’électrode et le mécanisme d’entraîne-
ment sont sous tension vers le travail et vers la
masse et peuvent rester sous énergie pendant
plusieurs secondes après que la gâchette du pistolet
ait été relâchée.
• Ne pas faire fonctionner sans les couvercles, les pan-
neaux ou protections, ou si ceux-ci sont ouverts.
• Seul le personnel qualifié doit réaliser le travail d’en-
tretien.
------------------------------------------------------------------------
Le LN-25
TM
IRONWORKER est équipé d’un adaptateur de
pistolet K1500-2 déjà installé (Voir la Figure A.4).
Pour installer un pistolet,
1. Couper la puissance.
2. Retirer la vis de pression.
3. Pousser le pistolet complètement à l’intérieur du
coussinet du pistolet.
4. Fixer le pistolet à sa place au moyen de la vis de pres-
sion.
5. Raccorder le câble de la gâchette depuis pistolet sur le
connecteur de la gâchette qui se trouve sur le devant du
dévidoir.
Note: Les coussinets de certains pistolets ne requièrent pas
l’utilisation de la vis de pression.
AVERTISSEMENT
AVERTISSEMENT
6
Al
Fe, CrNi
Fe, CrNi
FILS EN ALUMINIUM
FILS FOURRÉS
FILS EN ACIER ET
ACIER INOXYDABLE
FIGURE A.3
AVERTISSEMENT
FIGURE A.4

Sources d’Alimentation TC avec Connecteurs de Goujon
et sans Interrupteur à Distance / Local (Voir la Figure A.7)
Placer l’interrupteur TC/CC du dévidoir sur la position «TC».
Pince à Souder
Travail
Électrode
Cavalier
Ranger 250, 250 LPG
Ranger 305G, 305D
Ranger 10,000
Ranger 3 Phase
Ranger 225GXT
Ranger 225
Commander 300
Vantage 300, 400, 500
Air Vantage 500
LN-25™ IRONWORKER
FIGURE A.7
A-6
INSTALLATION
LN-25™ IRONWORKER
A-6
Sources d’Alimentation TC avec Connecteurs de
Goujon et Interrupteur à Distance / Local (Voir la
Figure A.6)
Placer l’interrupteur à Distance / Local de la source
d’Alimentation sur la position «Local».
Placer l’interrupteur TC/CC du dévidoir sur la position
«TC».
Pince à Souder
Travail
Électrode
(Sur l’Arc)
CV-400
CV-655
DC-400
DC-600
DC-655
V450-Pro
SAE 400 avec Adaptateur TC
Soudeuse à Moteur avec
Module de Dévidoir
Ranger 250 GXT
LN-25™ IRONWORKER
FIGURE A.6
DIAGRAMMES DE CONNEXION DU CÂBLE ALLANT DE LA
SOURCE D’ALIMENTATION SUR LE LN-25
TM
IRONWORKER
K No.
K2614-9
KP1695-XX
KP1696-XX
KP1697-XX
Voir Documentation Magnum
K1803-1
Description
LN-25™ IRONWORKER
Kit de Rouleau Conducteur
Pistolet à Souder
Source d’Alimentation c.c.
Câbles de Soudage
K No.
K2614-9
K484*
KP1695-XX
KP1696-XX
KP1697-XX
Voir Documentation Magnum
K1803-1
Description
LN-25™ IRONWORKER
Kit de Fiche de Cavalier
Kit de Rouleau Conducteur
Pistolet à Souder
Source d’Alimentation c.c.
Câbles de Soudage
*Si la Source d’Alimentation possède un connecteur
pour Câble à 14 Goupilles et pas d’interrupteur de
«Terminales de Sortie».

A-7
INSTALLATION
LN-25™ IRONWORKER
A-7
Sources d’Alimentation TC avec Connecteurs
Twist-Mate et Interrupteur à Distance / Local
(Voir la Figure A.8)
Placer l’interrupteur TC/CC du dévidoir sur la position
«TC».
Pince à Souder
Travail
Électrode
CV-305
V350-Pro
LN-25™ IRONWORKER
FIGURE A.8
K No.
K2614-9
KP1695-XX
KP1696-XX
KP1697-XX
Voir Documentation Magnum
K1841
Description
LN-25™ IRONWORKER
Kit de Rouleau Conducteur
Pistolet à Souder
Source d’Alimentation c.c.
Câbles de Soudage
Sources d’Alimentation TC avec Connecteurs
Twist-Mate et sans Interrupteur à Distance / Local
(Voir la Figure A.9)
Placer l’interrupteur TC/CC du dévidoir sur la position
«TC».
Pince à Souder
Travail
Electrode
Cavalier
CV-250
CV-300
LN-25™ IRONWORKER
FIGURE A.9
K No.
K2614-9
KP1695-XX
KP1696-XX
KP1697-XX
Voir Documentation Magnum
K1841-
K852-95
K484
Description
LN-25™ IRONWORKER
Kit de Rouleau Conducteur
Pistolet à Souder
Source d’Alimentation TC
Câbles de Soudage
Fiche pour Câble Twist-Mate
Kit de Fiche de Cavalier

B-1
FONCTIONNEMENT
LN-25™ IRONWORKER
B-1
• LES CHOCS ÉLECTRIQUES PEUVENT
ÊTRE MORTELS. A moins d’utiliser la
fonctionnalité d’ALIMENTATION À
FROID, lorsque le fil est alimenté au
moyen de la gâchette du pistolet, l’élec-
trode et le mécanisme d’entraînement
sont toujours sous énergie électrique et peuvent le rester
pendant plusieurs secondes après que le soudage ait
cessé.
• Ne pas toucher les pièces sous tension électrique ou l’élec-
trode les mains nues ou avec des vêtements humides.
• S’isoler du travail et du sol.
• Toujours porter des gants isolants secs.
• Ne pas faire fonctionner sans les couvercles, les panneaux
ou protections, ou si ceux-ci sont ouverts.
---------------------------------------------------------------------
• Les FUMÉES ET LES GAZ peuvent
être dangereux.
• Maintenir la tête hors des fumées.
•
Utiliser la ventilation ou un sys-
tème d’échappement pour élim-
iner les fumées de la zone de
respiration.
---------------------------------------------------------------------
• Les ÉTINCELLES DE SOUDAGE
peuvent provoquer des incendies
ou des explosions.
• Tenir les matériaux inflammables
éloignés.
---------------------------------------------------------------------
Les RAYONS DES ARCS peuvent
causer des brûlures.
• Porter des protections pour les
yeux, les oreilles et le corps.
---------------------------------------------------------------------
VOIR LES INFORMATIONS DE PRECAUTIONS
DE SECURITE SUPPLEMENTAIRES DANS LE
CHAPITRE DES MESURES DE SECURITE CON-
CERNANT LE SOUDAGE A L’ARC ET AU DEBUT
DE CE MANUEL.
---------------------------------------------------------------------
AVERTISSEMENT
MESURES DE SÉCURITÉ
LIRE ET COMPRENDRE CETTE SECTION DANS SA
TOTALITÉ AVANT DE FAIRE FONCTIONNER LA MACHINE.
PUISSANCE
D’ENTRÉE
ALLUMÉ
ÉTEINT
DÉVIDOIR
SORTIE POSITIVE
SORTIE NÉGATIVE
PUISSANCE
D’ENTRÉE
COURANT CONTINU
TENSION DE
CIRCUIT OUVERT
TENSION D’ENTRÉE
TENSION DE SORTIE
COURANT D’ENTRÉE
COURANT
DE SORTIE
TERRE DE
PROTECTION
AVERTISSEMENT
OU ATTENTION
U
0
U
1
U
2
I
1
I
2
SYMBOLES GRAPHIQUES APPARAISSANT
SUR CETTE MACHINE OU DANS CE MANUEL

B-2
FONCTIONNEMENT
B-2
LN-25™ IRONWORKER
DÉFINITION DES TERMES DE SOUDAGE
WFS
• Vitesse de’ Dévidage
CC
• Courant Continu
CV
• Tension Constante
GMAW
• Soudage à l’Arc Métal Gaz
SMAW
• Soudage à l’Arc Métal Couvert
FCAW
• Soudage à l’Arc avec Électrode Fourrée
DESCRIPTION GÉNÉRALE
Description Physique Générale
Le LN-25
TM
IRONWORKER est spécialement conçu
dans le but d’être le dévidoir portable le plus robuste
disponible et il satisfait les besoins du soudeur indi-
viduel.
La console en plastique est moulée en plastique très
résistant et ignifuge, ce qui lui donne une durée de vie
plus longue et de la légèreté. La conception en attente
de brevet maintient les composants internes protégés
et secs.
Le cœur du LN-25
TM
IRONWORKER est formé par le
galet d’entraînement MAXTRAC™ à 2 rouleaux. Les
fonctionnalités brevetées du galet d’entraînement per-
mettent de changer sans outils les rouleaux conduc-
teurs et les guide-fils, pour un changement rapide des
bobines. Un moteur contrôlé par tachymètre alimente
les rouleaux conducteurs en attente de brevet pour
obtenir un dévidage du fil souple et régulier sans
glissement.
Le LN-25
TM
IRONWORKER, avec 450 amp et 60% de
facteur de marche nominal, est prêt pour le soudage à
haut rendement.
Description Fonctionnelle Générale
Le LN-25
TM
IRONWORKER a un registre de WFS
ajustable afin d’améliorer la sensibilité du bouton. Le
registre bas est excellent pour des soudures difficiles
avec fils Innershield, et le registre le plus élevé con-
vient au soudage à usage général. La sélection du
registre de WFS se fait au moyen d’un interrupteur à
bascule ou par le biais d’un menu de réglage sur les
mesureurs à écrans numériques.
PROCÉDÉS RECOMMANDÉS
• GMAW
• FCAW
LIMITES DU PROCÉDÉ
• Les procédures GMAW-P doivent être qualifiées par le
client.
• Les modèles sur l’arc ne sont pas recommandés pour le
soudage à la molette continu ou pour le soudage par point.
LIMITES DE L’APPAREIL
• Le facteur de marche du dévidoir est de 450A, 60%. Le
facteur de marche se base sur la quantité de soudage réal-
isé pendant une période de 10 minutes.
• La taille maximum de bobine est de 45 lb avec un diamètre
de 12".
• La longueur maximum du pistolet FCAW est de 15 ft.
• La longueur maximum du pistolet GMAW est de 25 ft.
• Les Kits de Temporisateur K2330-1 ne fonctionnent pas
avec le dévidoir. Utiliser les kits K2330-2.
• Les pistolets à système de pousser - tirer ne fonctionnent
pas avec le LN-25™ IRONWORKER.
• Les écrans d’affichage numériques n’indiquent pas la ten-
sion préétablie.
• Non compatible avec le connecteur européen K489-7.
SOURCES D’ALIMENTATION
RECOMMANDÉES
• CV-305
• CV-400
• CV-655
• DC-400
• DC-600
• DC-655
• Invertec V-350
• FlexTec 450
• Multi-Weld 350
• Ranger 10,000
• Ranger 3 Phase
• Ranger 225
• Ranger 225 GXT
• Ranger 250
• Ranger 305
• SAE-400
• Pipeliner 200G
• Classic 300
• Vantage 300
• Vantage 400
• Vantage 500

WFS Maximum
Engrenage à Rotation
Standard
280
340
440
520
600
Volts d’Arc
Minimum
15 V
17 V
21 V
24 V
27 V
BOUTON DE VITESSE DE DÉVIDAGE DU FIL
Vitesse de Dévidage du Fil, Fonctionnement en TC
Lorsque les modèles sur l’arc fonctionnent avec des
sources d’alimentation TC, la vitesse de dévidage du
fil demeure une valeur constante, indépendante des
changements de tension de l’arc, tant que la tension
de l’arc ne tombe pas au-dessous des valeurs se trou-
vant dans le tableau suivant.
Vitesse de Dévidage du Fil à 83%
La vitesse de dévidage à 83% diminue la vitesse de
dévidage du fil à 83% de la valeur établie à l’origine
lorsqu’elle est activée. Par exemple, si la WFS d’origine =
200 in/min, le dévidoir se règle sur 0,83 x 200 = 166 in/min.
La gâchette à 83% requiert d’un pistolet équipé d’un inter-
rupteur à procédure double.
Cette fonctionnalité est souvent utilisée pour souder des
tuyauteries, et lorsqu’une procédure plus «froide» est
nécessaire sur la partie du bas.
B-3
FONCTIONNEMENT
B-3
(Voir la Police d’Assistance au Client au début de
ce Manuel d’Instructions)
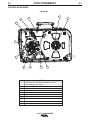
CONTRÔLES DU DEVANT DE LA CONSOLE
(Voir la Figure B.1)
ARTICLE
DESCRIPTION
1
Affichage Vitesse de Dévidage du Fil / Intensité
2 LED de Vitesse de Dévidage du Fil
3 LED d’Intensité
4 Bouton de Vitesse de Dévidage du Fil
5
Connecteur à 5 Goupilles pour Gâchette de Pistolet
6 Branchement de la pince de Soudage
7 LED Thermique
8 Affichage de la Tension
9 LED de la Tension
10 Bouton-Poussoir de Réglage
LN-25™ IRONWORKER
1
5
2
6
7
8
9
10
3
4
FIGURE B.1
Fonctionnement en TC

B-4
FONCTIONNEMENT
B-4
LN-25™ IRONWORKER
LED THERMIQUE, SURCHARGE DU MOTEUR
L’indicateur thermique lumineux s’allume lorsque
le moteur du galet d’entraînement tire trop de
courant. Si l’indicateur thermique s’allume, le
galet d’entraînement s’arrête automatiquement
pour une durée de 30 secondes maximum afin de permettre
au moteur de refroidir. Pour recommencer à souder, relâch-
er la gâchette du pistolet, réviser le câble du pistolet, la
bande de remplissage (et le conduit). Nettoyer et effectuer
les réparations nécessaires. Recommencer à souder une
fois que le problème a été résolu en toute sécurité.
Pour de meilleurs résultats, maintenir le câble du pistolet et
le conduit aussi droits que possible. Réaliser un entretien et
un nettoyage réguliers de la bande de remplissage du pisto-
let, du conduit et du pistolet. Toujours utiliser des électrodes
de qualité, telles que les L-50 ou L-56 de Lincoln Electric.
SÉQUENCE D’ALLUMAGE
Tous les LED s’allument brièvement pendant l’allumage. Si
la gâchette du pistolet est activée pendant l’allumage, le
dévidoir ne fonctionne pas tant que la gâchette n’est pas
relâchée.
AFFICHAGE DE LA VITESSE DE DÉVIDAGE
DU FIL / INTENSITÉ
Ralenti
L’écran d’affichage de gauche indique la vitesse de
dévidage du fil préétablie. L’écran d’affichage de droite
indique la TCO. Le LED de la vitesse de dévidage du fil est
allumé.
Soudage
La valeur affichée sur l’écran de gauche sera soit des amps
soit la vitesse de dévidage du fil réelle, selon la sélection
choisie dans le menu de réglages. Le LED correspondant
sous l’écran d’affichage s’allume. Il se peut que la WFS
réelle ne corresponde pas à la WFS préétablie, si le
soudage est effectué à basse tension avec des vitesses de
dévidage du fil élevées. L’écran de droite indique la tension
de l’arc. Si le dévidoir est branché pour le soudage avec
électrode négative, alors l’écran d’affichage de la tension
indique un signe moins.
Après le Soudage
L’écran d’affichage continue à maintenir la valeur de l’in-
tensité ou de la WFS et de la tension de l’arc pendant
cinq secondes après que le soudage ait cessé. Les
écrans d’intensité ou de WFS et de tension clignotent.
MENU DE RÉGLAGES
Préparation au Calibrage de la WFS:
• Placer l’interrupteur CV (TC)/CC sur CC (TC).
• Régler l’écran d’affichage sur la vitesse de dévidage
du fil souhaitée (exemple: 400 pouces par minute).
• Mesurer la vitesse de dévidage du fil réelle (exem-
ple: 405 pouces par minute).
• Placer le bouton de la WFS sur la position de 12
heures.
Préparation au Calibrage de l’Intensité:
Brancher le dévidoir sur une source d’alimentation et
une grille. Ajuster la source d’alimentation et la grille
sur l’intensité souhaitée (exemple: 220 Amps).
Enregistrer l’affichage de l’intensité sur le dévidoir
(exemple: 210 amps).
Pour accéder au menu de réglages, utiliser un trom-
bone de bureau pour appuyer sur le petit bouton situé
sur le devant de la console.
AVERTISSEMENT
AV
WFS
AVERTISSEMEN T
AV
AMPS
TENSION
BOUTON
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40








































Lincoln Electric LN-25 Pro Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric LN-25 Pro Mode d'emploi
-
Lincoln Electric Precision TIG 225 Mode d'emploi
-
-
Lincoln Electric Precision TIG 185 Mode d'emploi
-
Lincoln Electric AC-1200 Mode d'emploi
-
-
Lincoln Electric Arc Tracker Mode d'emploi
-
-
Lincoln Electric Power Wave S350 Mode d'emploi
-