B-3
FONCTIONNEMENT
B-3
4. CONTRÔLE DE LʼARC
- Le cadran de CONTRÔLE DʼARC
est actif en modes FIL-TC, BAGUETTE-CC et TUYAUTERIE EN
PENTE, et il a différentes fonctions dans ces modes. Ce contrôle
nʼest pas actif en modes TIG et de GOUGEAGE À LʼARC.
Mode de BAGUETTE-CC: Dans ce mode, le cadran de
CONTRÔLE DʼARC règle le courant de court-circuit (force de lʼarc)
durant le soudage à la baguette de sorte à obtenir un arc souple ou
craquant. Une augmentation sur le cadran allant de -10 (souple) à
+10 (craquant) élève le courant de court-circuit et empêche lʼélec-
trode de se coller sur la plaque pendant le soudage. Ceci peut
également augmenter les éclaboussures. Il est recommandé de
régler le CONTRÔLE DʼARC sur la valeur la plus faible sans que
lʼélectrode ne colle. Commencer avec un réglage sur 0.
Mode de TUYAUTERIE EN PENTE: Dans ce mode, le cadran de
CONTRÔLE DʼARC règle le courant de court-circuit (force de lʼarc)
durant le soudage à la baguette pour établir un arc de cavage sou-
ple ou plus puissant (craquant). Une augmentation sur le cadran
allant de -10 (souple) à +10 (craquant) élève le courant de court-cir-
cuit, ce qui permet dʼobtenir un arc de cavage plus puissant. Un arc
de cavage puissant est typiquement préférable pour les premières
passes et les passes à chaud. Un arc plus souple est préférable
pour les passes de remplissage et de couronnement, là où le dépôt
et le contrôle du bain de soudure (« accumulation » du fer) sont des
facteurs clefs pour des vitesses de déplacement rapides. Il est
recommandé de régler le CONTRÔLE DʼARC sur 0 pour com-
mencer.
Mode FIL-TC: Dans ce mode, faire tourner le cadran de
CONTRÔLE DʼARC dans le sens des aiguilles dʼune montre de -10
(souple) à +10 (craquant) fait passer lʼarc de souple et à angle dʼin-
cidence plus grand à craquant et étroit. Il agit comme un contrôle
dʼinductance / de pincement. Le réglage approprié dépend de la
procédure et de la préférence de lʼopérateur. Commencer avec un
réglage sur 0.
5. TERMINALES DE SORTIE DE SOUDAGE AVEC
ÉCROU À BRIDES-
Elles fournissent un point de connexion
pour les câbles dʼélectrode et de travail.
6. BORNE À TERRE-
Elle fournit un point de connexion
pour mettre la console de la machine à la terre.
7.
CONNECTEUR À 14 GOUPILLES-
Pour brancher les
câbles de contrôle du chargeur de fil. Il contient un circuit de fer-
meture de contacteur, un circuit dʼauto – détection de télécom-
mande, et une puissance de 120V et 42V. Le circuit de contrôle à
distance fonctionne de la même façon que lʼAmphénol à 6
goupilles.
8.
CONNECTEUR À 6 GOUPILLES-
Pour brancher des
appareils de contrôle à distance en option. Il comprend un circuit
dʼauto – détection de télécommande.
9. INTERRUPTEUR DE CONTRÔLE DES TERMINALES
DE SOUDAGE-
En position TERMINALES DE SOUDAGE
ALLUMÉES, la sortie est sous alimentation électrique à tous
moments. En position CONTRÔLÉES À DISTANCE, la sortie est
contrôlée par un chargeur de fil ou par un dispositif Amptrol, et elle
est électriquement éteinte tant quʼon nʼappuie pas sur un interrup-
teur de télécommande
10.
INTERRUPTEUR DU VOLTMÈTRE DU CHARGEUR DE FI
:
Il fait correspondre la polarité du voltmètre du
chargeur de fil avec la polarité de lʼélectrode.
11. INDICATEURS LUMINEUX DU VRD
(Dispositif de Réduction de Tension)-
Sur
le panneau avant de la VANTAGE 400 se trouvent deux
indicateurs lumineux. Une lumière rouge allumée indique
que la TCO (Tension de Circuit Ouvert) est égale ou
supérieure à 30 V, et une lumière verte allumée indique
que la TCO (Tension de Circuit Ouvert) est inférieure à 30
V.
Lʼinterrupteur de « Marche/Arrêt » du VRD qui se situe à
lʼintérieur du panneau de contrôle doit se trouver sur la
position de « Marche » pour que la fonction du VRD soit
active et que les indicateurs lumineux soient habilités.
Lorsque la machine démarre pour la première fois avec le
VRD habilité, les deux indicateurs lumineux sʼallument
pendant 5 secondes.
Ces indicateurs lumineux surveillent la TCO (Tension de
Circuit Ouvert) et la tension de soudage à tout moment. En
mode de Baguette-CC, lorsquʼon ne soude pas, la lumière
verte sʼallume pour indiquer que le VRD a réduit la TCO a
moins de 30 V. Pendant le soudage, la lumière rouge sʼal-
lume lorsque la tension de lʼarc est égale ou supérieure à
30 V. Cela signifie que les indicateurs lumineux rouge et
vert peuvent sʼalterner en fonction de la tension de
soudage. Il sʼagit là dʼun fonctionnement normal.
Si la lumière rouge reste allumée lorsquʼon ne soude pas en
mode de Baguette-CC, le VRD ne fonctionne pas bien. Il
faut alors contacter lʼatelier de service sur le terrain le plus
proche.
Si le VRD est allumé et les indicateurs lumineux ne sʼallu-
ment pas, se reporter à la section de Dépannage
.
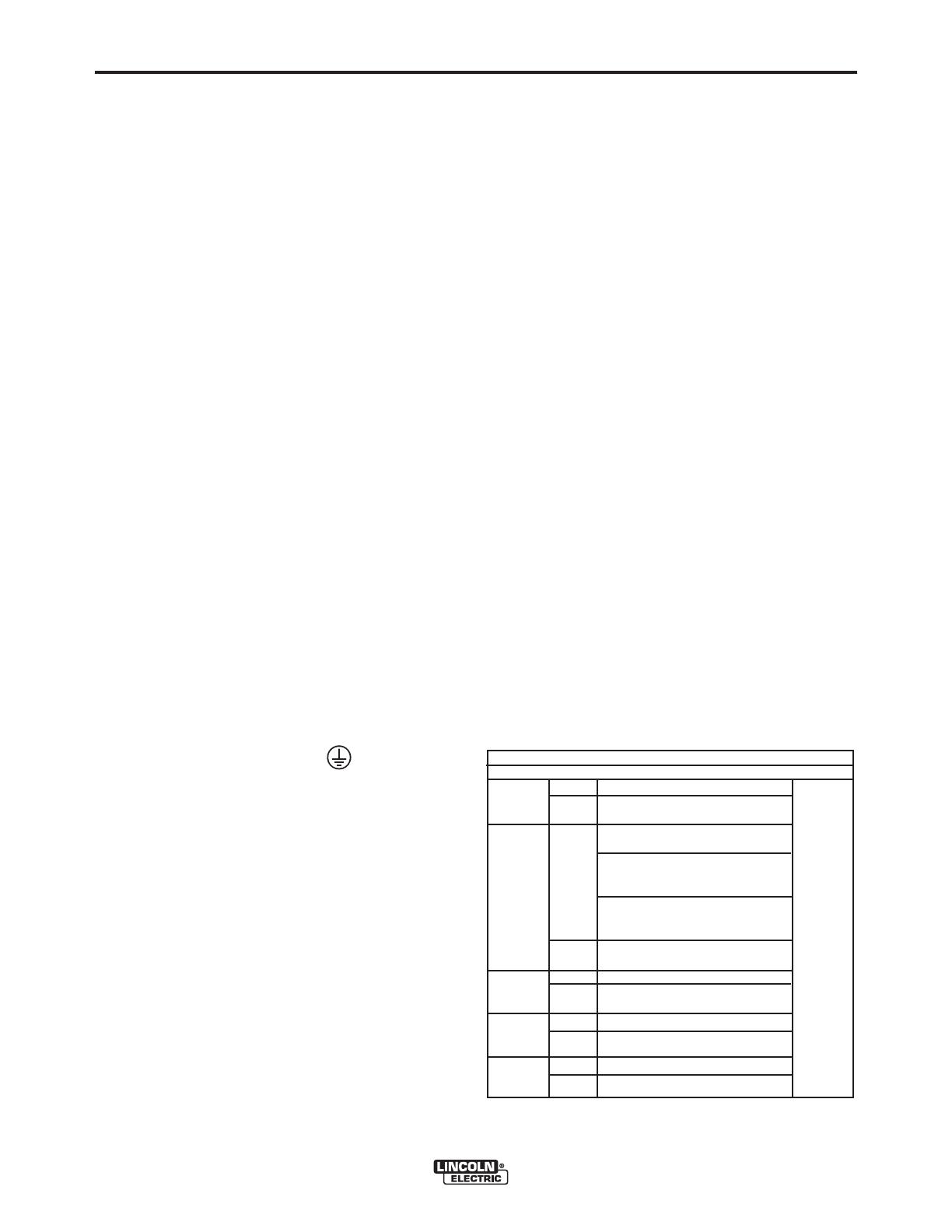
TABLEAU B.1
INDICATEURS LUMINEUX DU VRD
MODE VRD ALLUMÉ
VRD ÉTEINT
BAGUETTE –CC
TCO Verte (TCO Réduite)
Soudage Rouge ou Verte (Selon la
Tension de Soudage)*
FIL-TC TCO Rouge (TCO Non Réduite)
Terminales de Soudage Allumées
Rouge (TCO Non Réduite)
Terminales de Soudage Contrôlées à Distance
Gâchette du Pistolet Fermée
Verte (Pas de TCO)
Soudage Contrôlées à Distance
Gâchette du Pistolet Ouverte Pas de
Soudage Rouge ou Verte lumières
(Selon la Tension de Soudage)*
TUYAUTERIE
TCO Verte (Pas de Sortie)
Soudage
Non Applicable (Pas de Sortie)
GOUGEAGE
TCO Verte (Pas de Sortie)
À LʼARC
Soudage
Non Applicable (Pas de Sortie)
TIG TCO Verte (Procédé à Tension Faible)
Soudage
Verte (Procédé à Tension Faible)
* Il est normal que les indicateurs lumineux changent de couleur pendant le soudage.
VANTAGE
®
400



















