ESAB Plasma Cutting System Model Drag-Gun Plus Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

Système de coupage Plasma
Modèle Drag-Gun Plus
avec compresseur d’air intégré
13 Décembre 2005 Notice n° 0-4750
Notice d’emploi

AVERTISSEMENTS
Lisez attentivement et entièrement cette notice et les règles de sécurité de votre employeur avant
d’installer, de faire fonctionner ou d’eectuer des opérations d’entretien sur l’appareil.
Les informations contenues dans cette notice représente le meilleur jugement du Fabricant, mais
le Fabricant n’assume aucune responsabilité pour l’utilisation qui en est faite.
Alimentation de coupage plasma
Drag-Gun Plus
Torche PCH 42
Notice d’emploi n° 0-4750
Assujetti aux brevets des États-Unis.
Publié par:
Thermadyne Corporation
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.thermal-dynamics.com
©Copyright 2005 par
Thermal Dynamics Corporation
Tous droits réservés.
Il est interdit de reproduire cet ouvrage, entièrement ou en partie, sans l’autorisation écrite de l’éditeur.
L’éditeur ne peut être tenu pour responsable pour toute perte ou dommage causé par une erreur ou une omis-
sion dans cette notice, si une telle erreur est due à négligence, accident ou à tout autre cause.
Imprimé aux États-Unis
Date de publication: 13 Décembre 2005
Noter les informations suivantes pour bénécier de la garantie :
Lieu d’achat : __________________________________________
Date d’achat : __________________________________________
N° série alimentation : __________________________________
N° série torche : ________________________________________

SOMMAIRE
SECTION 1 :
INFORMATIONS GÉNÉRALES ......................................................................................... 1-1
1.01 Remarque, attention et avertissement ........................................................... 1-1
1.02 Précautions de sécurité importantes ............................................................. 1-1
1.03 Publications .................................................................................................. 1-3
1.04 Déclaration de conformité ............................................................................. 1-4
1.05 Déclaration de garantie ................................................................................. 1-5
SECTION 2 :
INTRODUCTION ............................................................................................................... 2-1
2.01 Introduction ................................................................................................... 2-1
2.02 Caractéristiques générales ........................................................................... 2-1
2.03 Caractéristiques ............................................................................................ 2-1
2.04 Caractéristiques de la torche ........................................................................ 2-2
2.05 Contenus du système ................................................................................... 2-2
2.06 Méthodes de transport .................................................................................. 2-2
SECTION 3 :
INSTALLATION ................................................................................................................. 3-1
3.01 Sélection du site ........................................................................................... 3-1
3.02 Branchements d’entrée électriques ............................................................... 3-1
3.03 Torche........................................................................................................... 3-1
SECTION 4 :
FONCTIONNEMENT ......................................................................................................... 4-1
4.01 Tableau de commande avant ......................................................................... 4-1
4.02 Préparations au fonctionnement .................................................................... 4-2
SECTION 5 :
ENTRETIEN ....................................................................................................................... 5-1
5.01 Guide de dépannage de base ....................................................................... 5-1
Annexe 1 : séquence de fonctionnement, diagramme du bloc ................................................... 6-1
Annexe 2 : branchement de la torche ........................................................................................ 6-2
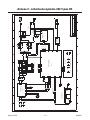
Annexe 3 : schéma du système 230 V pas CE ......................................................................... 6-3
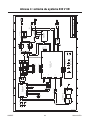
Annexe 4 : schéma du système 230 V CE................................................................................ 6-4

13 Décembre 2005 1-1 INFORMATIONS GÉNÉRALES
SECTION 1 :
INFORMATIONS
GÉNÉRALES
1.01 Remarque, attention et
avertissement
A l’intérieur de cette notice, les mots « remarque », « at-
tention » et « avertissement » sont utilisés pour mettre
en relief les informations de grande importance. Les ca-
tégories sont les suivantes :
REMARQUE
Toute opération, procédure ou information
générale nécessitant d’être mise en évidence
ou utile pour un fonctionnement efficace du
système.
ATTENTION
Toute procédure qui, si elle n’est pas suivie
correctement, peut endommager l’appareil.
AVERTISSEMENT
Toute procédure qui, si elle n’est pas suivie
correctement, peut provoquer des blessures
à l’opérateur ou à d’autres personnes pré-
sentes dans la zone de travail.
1.02 Précautions de sécurité
importantes
AVERTISSEMENTS
LE FONCTIONNEMENT ET L’ENTRETIEN DE
L’APPAREIL À ARC PLASMA PEUT ÊTRE
DANGEREUX POUR VOTRE SANTÉ.
Le coupage à l’arc plasma produit des émis-
sions électriques et magnétiques intenses qui
peuvent interférer avec le fonctionnement
correct des pacemakers, des appareils auditifs
ou de tout autre appareil de santé électroni-
que. Les personnes travaillant près des ap-
plications de coupage à l’arc plasma doivent
consulter leur médecin et le fabricant de leur
appareil médical pour déterminer si des
risques existent.
Pour prévenir les éventuelles blessures, lisez
attentivement et suivez tous les avertisse-
ments, les précautions de sécurité et les
instructions avant d’utiliser l’appareil.
Téléphonez au numéro 1-603-298- 5711 ou à
votre représentant local si vous avez des
questions.
GAZ ET VAPEURS
Les gaz et vapeurs produits par le procédé de coupage
au plasma peuvent être dangereux pour votre santé.
• Éloignez toutes les vapeurs et tous les gaz de la
zone où vous respirez. Gardez votre tête en-dehors
du panache des vapeurs de soudage.
• Utiliser un appareil respiratoire à alimentation en
air si la ventilation ne permet pas d’évacuer toutes
les vapeurs et les gaz.
• Les types de vapeurs et de gaz provenant de l’arc
plasma dépendent du genre de métal utilisé, des
revêtements se trouvant sur le métal et des dif-
férents procédés. Vous devez faire extrêmement
attention lors du coupage ou du soudage de tout
métal contenant un ou plusieurs des éléments
suivants :
Antimoine Cadmium Mercure
Argent Chrome Nickel
Arsenic Cobalt Plomb
Baryum Cuivre Sélénium
Béryllium Manganèse Vanadium
• Lisez toujours les fiches de données de sécurité qui
devraient être fournies avec le matériau que vous
utilisez. Ces fiches contiennent les informations
concernant la nature et la quantité des vapeurs et
des gaz pouvant être dangereux pour votre santé.
• Pour savoir comment effectuer des tests en matière
de vapeurs et de gaz sur votre lieu de travail,
reportez-vous à l’article 1 dans la sous-section 1.03
Publications dans cette notice.
• Utilisez un équipement spécial, tel que des tables
de coupe à débit d’eau ou à courant descendant
pour capter les vapeurs et les gaz.
• N’utilisez pas la torche au jet de plasma dans une
zone où se trouvent des gaz ou des matériaux
combustibles ou explosifs.
• Le phosgène, un gaz toxique, est généré par les
vapeurs des solvants et des produits de nettoyage

INFORMATIONS GÉNÉRALES 1-2 13 Décembre 2005
chlorés. Eliminez toutes les sources de ces vapeurs.
• Quand il est utilisé pour le soudage ou la coupe, ce
produit émane des vapeurs et des gaz contenant
des produits chimiques qui en Californie sont
connus comme provoquant des malformations à
la naissance et, dans certains cas, des cancers.
(California Health & Safety Code Sec. 25249.5 et
suivants)
DÉCHARGE ÉLECTRIQUE
Une décharge électrique peut blesser ou tuer. Le procédé
de l’arc plasma utilise et produit de l’énergie électrique
haute tension. Cette énergie électrique peut provoquer
une décharge grave voire mortelle pour l’opérateur ou
d’autres personnes sur le lieu de travail.
• Ne touchez jamais les pièces qui sont “sous tension”
ou “vives”.
• Portez des gants et des vêtements secs. Isolez-vous
par rapport à la pièce à usiner ou aux autres parties
du circuit de soudage.
• Réparez ou remplacez toute pièces usée ou en-
dommagée.
• Faites particulièrement attention lorsque la zone
de travail est humide ou moite.
• Installez et conservez l’équipement conformément
au code électrique national des États-Unis,
reportez-vous à l’article 9 dans la Sous-section 1.03,
Publications.
• Débranchez l’alimentation électrique avant tout
travail d’entretien ou de réparation.
• Lisez et respectez toutes les instructions présentes
dans la Notice d’emploi.
INCENDIE ET EXPLOSION
Les incendies et les explosions peuvent être provoqués
par les scories chaudes, les étincelles ou l’arc plasma.
• Assurez-vous qu’aucun matériau combustible ou
inflammable ne se trouve sur le lieu de travail.
Tout matériau ne pouvant être enlevé doit être
protégé.
• Ventilez toutes les vapeurs inflammables ou
explosives à l’extérieur du lieu de travail.
• Ne coupez pas ou ne soudez pas les conteneurs
ayant pu renfermer des combusibles.
• Prévoyez un système de détection des incendies
quand vous travaillez dans un lieu où les risques
d’incendie existent.
• Le gaz hydrogène peut se former et s’accumuler
sous les pièces en aluminium lorsqu’elles sont
coupées sous l’eau ou en utilisant une table de
trempe. NE COUPEZ PAS les alliages en alumi-
num sous l’eau ou sur une table de trempe à moins
que l’hydrogène puisse être éliminé ou dissipé.
L’hydrogène emprisonné qui prend feu peut
provoquer une explosion.
BRUIT
Le bruit peut provoquer une perte permanente de l’ouïe.
Les procédés d’arc plasma peuvent provoquer des
niveaux sonores supérieurs aux limites de sécurité. Vous
devez protéger vos oreilles de tout bruit fort afin d’éviter
la perte permanente de l’ouïe.
• Pour protéger votre ouïe contre les bruits forts,
portez des bouchons de protection pour les oreilles
et/ou des couvre-oreilles. Protégez les autres
personnes se trouvant sur le lieu de travail.
• Il faut mesurer les niveaux sonores pour s’assurer
que les décibels (son) ne dépassent pas les niveaux
de sécurité.
• Pour obtenir des informations sur la manière de
tester le bruit, voir l’article 1 dans la sous-section
1.03, Publications, de cette notice.
RAYONS DE L’ARC PLASMA
Les rayons de l’arc plasma peuvent blesser vos yeux et
brûler votre peau. Le procédé de l’arc plasma produit
une lumière ultra-violette et infra-rouge très forte. Ces
rayons de l’arc abîmeront vos yeux et brûleront votre
peau si vous n’êtes pas protégé correctement.
• Pour protéger vos yeux, portez toujours un casque
de soudeur ou un masque. Portez toujours éga-
lement des lunettes de sécurité munies de parois
latérales ou d’autres protections pour les yeux.
• Portez des gants de soudeur et des vêtements
adaptés pour protéger votre peau contre les rayons
de l’arc et les étincelles.
• Maintenez le casque et les lunettes de sécurité en
bon état. Remplacez les verres quand ils sont
fissurés, ébréchés ou sales.
• Protégez les autres personnes se trouvant dans la
zone de travail contre les rayons de l’arc. Utilisez
des cabines de protection, des écrans ou des mas-
ques.
• Utilisez la teinte des verres conseillée par la norme
ANSI/ASC Z49.1 et indiquée dans le tableau sui-
vant :

13 Décembre 2005 1-3 INFORMATIONS GÉNÉRALES
Nuance de protection Nuance
Courent de l'arc minimum N° conseillée N°
Inférieur à 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* Ces valeurs s’appliquent quand l’arc actuel
est clairement visible. L’expérience a montré
que des filtres moins foncés peuvent être
utilisés quand l’arc est caché par la pièce à
usiner.
1.03 Publications
Reportez-vous aux normes suivantes ou à leurs dernières
versions pour plus d’informations :
1. OSHA, SAFETY AND HEALTH STANDARDS (NOR-
MES DE SÉCURITÉ DU TRAVAIL ET DE PROTEC-
TION DE LA SANTÉ), 29CFR 1910, disponible auprès
du Superintendent of Documents, U.S. Government
Printing Office, Washington, D.C. 20402
2. Norme ANSI Z49.1, SAFETY IN WELDING AND
CUTTING (LA SÉCURITÉ DES OPÉRATIONS DE
COUPE ET DE SOUDAGE), disponible auprès de la
American Welding Society (Société Américaine de
Soudage), 550 N.W. LeJeune Rd, Miami, FL 33126
3. NIOSH, SAFETY AND HEALTH IN ARC WELDING
AND GAS WELDING AND CUTTING (LA SÉCURITÉ
ET LA SANTÉ LORS DES OPÉRATIONS DE COUPE
ET DE SOUDAGE À L’ARC ET AU GAZ), disponible
auprès du Superintendent of Documents, U.S.
Government Printing Office, Washington, D.C. 20402
4. Norme ANSI Z87.1, SAFE PRACTICES FOR
OCCUPATION AND EDUCATIONAL EYE AND FACE
PROTECTION (PRATIQUES SÛRES POUR LA
PROTECTION DES YEUX ET DU VISAGE AU TRA-
VAIL ET DANS LES ÉCOLES), disponible auprès de
l’American National Standards Institute (Institut
Américain des Normes Nationales), 1430 Broadway,
New York, NY 10018
5. Norme ANSI Z41.1, STANDARD FOR MEN’S SAFETY-
TOE FOOTWEAR (NORMES POUR LES CHAUSSU-
RES PROTECTRICES), disponible auprès de l’Ame-
rican National Standards Institute, 1430 Broadway,
New York, NY 10018
6. Norme ANSI Z49.2, FIRE PREVENTION IN THE USE
OF CUTTING AND WELDING PROCESSES (PRÉ-
VENTION DES INCENDIES LORS DE L’EMPLOI DE
PROCÉDÉS DE COUPE ET DE SOUDAGE), disponible
auprès de l’American National Standards Institute,
1430 Broadway, New York, NY 10018
7. Norme AWS A6.0, WELDING AND CUTTING
CONTAINERS WHICH HAVE HELD COMBUSTIBLES
(LE SOUDAGE ET LA COUPE DE CONTENEURS
AYANT RENFERMÉ DES PRODUITS COMBUSTI-
BLES)
, pouvant être obtenu auprès de l’American
Welding Society, 550 N.W. LeJeune Rd, Miami, FL
33126
8. Norme NFPA 51, OXYGEN-FUEL GAS SYSTEMS FOR
WELDING, CUTTING AND ALLIED PROCESSES (LES
SYSTÈMES À GAZ AVEC ALIMENTATION EN
OXYGÈNE POUR LE SOUDAGE, LA COUPE ET LES
PROCÉDÉS ASSOCIÉS), disponible auprès de la
National Fire Protection Association (Association
Américaine pour la Protection contre les Incendies),
Batterymarch Park, Quincy, MA 02269
9. Norme NFPA 70, NATIONAL ELECTRICAL CODE
(CODE ÉLECTRIQUE NATIONAL), disponible auprès
de la National Fire Protection Association,
Batterymarch Park, Quincy, MA 02269
10. Norme NFPA 51B, CUTTING AND WELDING
PROCESSES (LES PROCÉDÉS DE COUPE ET DE
SOUDAGE), disponible auprès de la National Fire
Protection Association, Batterymarch Park, Quincy,
MA 02269
11.Brochure CGA P-1, SAFE HANDLING OF COM-
PRESSED GASES IN CYLINDERS (LA MANIPU-
LATION SANS RISQUE DES GAZ COMPRIMÉS EN
CYLINDRES), disponible auprès de la Compressed
Gas Association (Association des Gaz Comprimés),
1235 Jefferson Davis Highway, Suite 501, Arlington,
VA 22202
12. Norme CSA W117.2, CODE FOR SAFETY IN
WELDING AND CUTTING (CODE DE SÉCURITÉ
POUR LE SOUDAGE ET LA COUPE), disponible
auprès de la Canadian Standards Association
(Association des Normes Canadiennes), Standards
Sales, 178 Rexdale Boulevard, Rexdale, Ontario,
Canada M9W 1R3
13. Livret NWSA, WELDING SAFETY BIBLIOGRAPHY
(BIBLIOGRAPHIE SUR LA SÉCURITÉ DU SOUDAGE)
disponible auprès de la National Welding Supply
Association (Association Nationale de Fournitures
de Soudage), 1900 Arch Street, Philadelphia, PA 19103
14. Norme AWSF4.1, RECOMMENDED SAFE PRAC-
TICES FOR THE PREPARATION FOR WELDING AND
CUTTING OF CONTAINERS AND PIPING THAT
HAVE HELD HAZARDOUS SUBSTANCES (RECOM-
MANDATIONS DE PRATIQUES SÛRES POUR LA
PRÉPARATION À LA COUPE ET AU SOUDAGE DE
CONTENEURS ET TUYAUX AYANT RENFERMÉ DES
PRODUITS DANGEREUX), disponible auprès de la
American Welding Society, 550 N.W. LeJeune Rd,
Miami, FL 33126
15. Norme ANSI Z88.2, PRACTICE FOR RESPIRATORY
PROTECTION (PRATIQUES DE PROTECTION RES-
PIRATOIRE)
, disponible auprès de l’American
National Standards Institute, 1430 Broadway, New
York, NY 10018

INFORMATIONS GÉNÉRALES 1-4 13 Décembre 2005
1.04 Déclaration de conformité
Fabrocant : Thermal Dynamics Corporation
Adresse : 82 Benning Street
West Lebanon, New Hampshire 03784
USA
L’équipement décrit dans cette notice est conforme à tous les aspects et règlements applicables de la « Directive
basse tension » (Directive du Conseil Européen 73/23/EEC dans sa version modifiée par la Directive du Conseil 93/68/
EEC) et à la législation nationale pour l’application de cette directive.
L’équipement décrit dans cette notice est conforme à tous les aspects et règlements applicables de la « Directive CEM
» (Directive du Conseil Européen 89/336/EEC) et à la législation nationale pour l’application de cette directive.
Les numéros de série sont uniques pour chaque pièce de l’équipement ainsi que la description des détails, les pièces
utilisées pour fabriquer un appareil et la date de fabrication.
Normes nationales et caractéristiques techniques
Le produit est conçu et fabriqué selon un certain nombre de normes et d’exigences techniques parmi lesquelles :
*
Norme CSA (Canadian Standards Association) C22.2 numéro 60 pour l’équipement de soudage à l’arc ;
*
Évaluation UL (Underwriters Laboratory) 94VO essais d’inflammabilité pour toutes les cartes de circuits imprimés
utilisés ;
*
Norme de produit CEM CENELEC EN50199 pour l’équipement de soudage à l’arc ;
*
ISO/IEC 60974-1 (BS 638-PT10) (EN 60 974-1) (EN50192) (EN50078) s’appliquant à l’équipement de coupage au
plasma et aux accessoires associés ;
*
Pour les environnements avec un risque supérieur de décharge électrique, les alimentations portant la marque S
sont conformes à l’EN50192 quand elles sont utilisées avec des torches manuelles avec des extrémités de coupe
exposées si elles sont équipées de glissières de sécurité correctement installées ;
*
Un contrôle approfondi du design du produit est effectué dans l’usine de fabrication durant le processus de
conception et de fabrication. Ceci afin de garantir que le produit est sûr quand il est utilisé suivant les instructions
contenues dans cette notice et les normes de l’industrie liées. Des essais rigoureux sont prévus au cours du
processus de fabrication pour garantir que le produit fabriqué satisfait ou dépasse même les caractéristiques de
conception.
Thermal Dynamics fabirque des produits depuis plus de 30 ans et continuera à atteindre l’excellence dans son
domaine.
Le représentant responsable des fabricants : Steve Ward
Operations Director
Thermadyne Europe
Europa Building
Chorley N Industrial Park
Chorley, Lancashire,
Angleterre PR6 7BX

13 Décembre 2005 1-5 INFORMATIONS GÉNÉRALES
1.05 Déclaration de garantie
GARANTIE LIMITÉE : conformément aux conditions établies ci-dessous, Thermadyne® Corporation garantit à l’acheteur au détail
d’origine que les nouveaux systèmes de coupage au plasma Thermadyne CutSkill Series vendus après la date effective de cette
garantie ne présentent aucun défaut de matériau et de fabrication. En cas de défaut de conformité à cette garantie survenant dans les
délais applicables définis ci-dessous, Thermadyne Corporation après notification que le produit a été emmagasiné et conservé
conformément aux caractéristiques, instructions, recommandations de Thermadynes et à la pratique de l’industrie, corrigera les défauts
en réparant ou en remplaçant l’équipement.
Cette garantie est exclusive et remplace toute garantie pour la qualité marchande ou l’aptitude pour une fin particulière.
Thermadyne se chargera de la réparation ou du remplacement, à sa discrétion, de toutes les pièces ou composants sous garantie présentant
des défauts des matériaux ou de fabrication dans le délai établi ci-dessous. Il est nécessaire de notifier à Thermadyne Corporation dans les 30
jours tout défaut, Thermadyne Corporation fournira alors des instructions sur les procédures de garantie à implémenter.
Thermadyne Corporation respectera les réclamations présentées durant les délais de garantie indiqués ci-dessous. Tous les délais de
garantie commencent à compter de la date de vente du produit au client original ou 1 an après la vente à un distributeur Thermadyne agréé.
DÉLAI DE GARANTIE LIMITÉ
Produit
Composants de l’alimentation
(Pièces et main d’œuvre)
Torche et fils (Pièces
et main d’œuvre)
Drag-Gun Plus 2 ans 1 an
Cette garantie ne s’applique pas :
1. Aux pièces consommables telles que les extrémités, les électrodes, les coupelles de protection ou les bagues, les cartouches de
démarrage, les distributeurs de gaz, les fusibles, les filtres.
2. Tout équipement ayant été modifié par une personne non autorisée, ayant été installé de façon incorrrecte, ayant été utilisé de
façon incorrecte ou mal utilisé selon les normes de l’industrie.
En cas de réclamation sous couvert de la garantie, les remèdes seront, à la discrétion de Thermadyne Corporation :
1. La réparation du produit défectueux ;
2. Le remplacement du produit défectueux ;
3. Le remboursement des frais raisonnables de réparation quand ils ont été préalablement autorisés par Thermadyne ;
4. Le paiement d’un crédit pouvant atteindre le prix d’achat moins une dépréciation raisonnable se basant sur l’utilisation
effective.
Ces solutions peuvent être autorisées par Thermadyne et sont FOB West Lebanon, NH ou une station d’entretien agréée Thermadyne. Le
renvoi du produit pour l’entretien se fait aux frais du propriétaire et aucun remboursement pour le voyage ou le transport n’est autorisé.
LIMITATION DE LA RESPONSABILITE : Thermadyne Corporation ne peut pour aucune raison être tenue pour responsable des
dommages spéciaux ou consécutifs, mais ne se limitant pas au dommage ou à la perte de biens achetés ou de remplacement ou réclamations
du client des distributeurs (ci-après appelé l’ “Acheteur”) pour l’interruption du service. Les solutions de l’Acheteur exposées ici sont
exclusives et sous la responsabilité de Thermadyne par rapport à tout contrat, ou tout ce qui pourra être fait tel que la violation de celui-ci,
ou la fabrication, vente, livraison, revente ou utilisation des biens couverts ou fournis par Thermadyne liés au contrat, négligence, tort strict
ou sous toute garantie ou autre, ne devront pas dépasser le prix des biens faisant l’objet de cette garantie.
Cette garantie est nulle et sans effet si des pièces de remplacement ou des accessoires qui sont utilisés peuvent compromettre la sécurité
ou les performances de tout produit Thermadyne.
Cette garantie est nulle et sans effet si le produit Thermadyne est vendu par des personnes non autorisées.
Effectif 28 August 2005

INFORMATIONS GÉNÉRALES 1-6 13 Décembre 2005

Introduction 2-1 Notice 0-4750
SECTION 2 :
INTRODUCTION
2.01 Introduction
Le plasma est un gaz qui a été chauffé à une température
extrêmement élevée et a été ionisé de manière à devenir
électriquement conducteur. Le procédé de coupage à
l’arc plasma utilise ce plasma pour transférer un arc
électrique à la pièce à usiner. Le métal à couper est
fondu par la chaleur de l’arc puis soufflé.
2.02 Caractéristiques générales
REMARQUE:
Reportez-vous aux codes locaux et na-
tionaux ou bien aux autorités locales com-
pétentes pour les exigences de câblage ap-
propriées.
2.03 Caractéristiques
• COMPACT et LÉGER - Conçu pour être facilement
transporté.
• EFFICACITÉ ÉNERGÉTIQUE - La technologie de
pointe réduit la consommation de courant.
• COUPAGE RÉEL À VITESSE ÉLEVÉE - L’arc
plasma offre un coupage à vitesse élevée ainsi
qu’une coupe étroite, réelle et de bonne qualité.
• BAS PRIX AVEC AIR COMPRIMÉ - Le Drag-Gun
Plus fonctionne à l’air comprimé.
• TOUS LES TYPES DE MÉTAUX - Utile pour la
plupart des métaux tels que l’acier inoxydable,
l’aluminium, l’acier doux, le cuivre et leurs
alliages.
• ALLUMAGE DE L’ARC PILOTE DEPUIS LA
TORCHE - L’arc pilote allume l’arc de coupage.
• PERFORMANCES DE COUPAGE PUISSANTES -
La capacité de coupage réelle est de 3/8" (9 mm).
• CAPABLE DE COUPER LES MATÉRIAUX PEINTS
- L’allumage de l’arc pilote permet au Drag-Gun
Plus de couper les matériaux peints.
• DURÉE DE VIE DES PIÈCES PROLONGÉE - La
durée de vie des pièces consommables est plus
longue.
Description du modèle Drag-Gun Plus
Sortie maximum 35 A
Tension d’entrée et
phase
230 V,
monophasé
Fréquence 50/60 Hz
Puissance en entrée 8m,3 kVA
Fusible de la
consommation de
courant
États-Unis / Canada :
40 A
Tous les autres : fusible
à action retardée 16 A
Tension à vide 330 V
Tension de sortie 94 V
Courant de sortie 10 - 35 A
Temps de post-
écoulement
15 secondes
35% à 35 A à
94 VCC
60% à 27 A à
91 VCC
100% à 20 A à
88 VCC
Capacité de coupe
réelle
3/8"
(9 mm)
Capacité de coupe
maximum
1/2"
(12 mm)
Capacité de coupe
maximum
10.5"x15.5"x11"
(267 mm x 394 mm x
279 mm )
Poids brut 61.1 lbs. (27,7 kg )
Cycle de service à
104°F / 40°C
ambiante

Introduction 2-2 Notice 0-4750
2.04 Caractéristiques de la torche
Art # A-04653
10.5 in (266.7 mm)
3 in
(76.2 mm)
Configuration de la
torche
Tête de la torche à 70°
par rapport à la poignée
de la torche
Longueur des fils de
torche
20 pieds / 6,1 m
Température ambiante
104°F
40°C
Cycle de service
100% à 40 A à
200 scfh
Courant maximum
40 A, CC,
polarité normale
Tension (V
pic
) 500 V
Tension d’amorçage
de l’arc
12 kV
Type de
refroidissement
Jet d’air ambiant et de
gaz à travers la torche
Pièces en place :
Interrupteur intégré
dans la tête de la
torche
Exigence de gaz :
Gaz unique,
uniquement air
comprimé
Pression du gaz en
entrée
65 psi (4,5 bar) (0,45
MPa)-125 psi (8,6 bar)
(0,86 MPa)
Ecoulement de gaz
minimum
200 SCFH (142 lpm)
Risque de contact
direct
Pour le fonctionnement
avec l’extrémité
exposée la hauteur de
dégagement
recommandée est de
1/8 - 3/8" (3-9 mm).
Alimentation plasma
utilisée avec :
Drag-Gun Plus
Caractéristiques nominales
de la torche PCH-42
2.05 Contenus du système
Description ÉLÉMENTS Q.té
Source
d’alimentation
Modèle Drag-Gun Plus 1
Torche
PCH-42, avec fils 20'
(6,1 m)
1
Accessoires et
consommables
Cable de masse
Notice
Electrodes de la torche
Extrémités de la torche
1
1
2
3
Câble du courant
en entrée États-
Unis / Canada
3 mètres NEMA 10 AWG
/ 4,8 mm
2
avec prise
moulée 6 - 50 P
1
Câble du courant
en entrée en
dehors des États-
Unis / Canada
3 mètres 3x2,5 mm
2
câble en caoutchouc
1
2.06 Méthodes de transport
Unité de levage avec poignée sur le dessus du boîtier.
Utilisez un chariot ou un dispositif similaire de
capacité adaptée pour le transport.
AVERTISSEMENTS
Une DÉCHARCHE ÉLECTRIQUE peut être
mortelle. NE TOUCHEZ PAS les pièces
électriques sous tension. Débranchez la
puissance d’entrée de l’alimentation avant
de déplacer le bloc d’alimentation.
LA CHUTE DE L’ÉQUIPEMENT peut provo-
quer des blessures graves aux personnes et
des dommages à l’équipement.

Installation 3-1 Notice 0-4750
SECTION 3 :
INSTALLATION
3.01 Sélection du site
• Placez-le dans un lieu propre et sec.
• Prévoyez une ventilation adaptée et une alimen-
tation en air frais.
• La température ambiante idéale ne devrait pas
dépasser 40°C / 104°F. Les températures su-
périeures peuvent diminuer la capacité ou la
qualité du coupage.
• La machine de coupage doit être placée sur une
surface plane et solide de manière à ce qu’elle soit
bien stable.
AVERTISSEMENT
Cet équipement doit être branché électrique-
ment par un électricien qualifié.
3.02 Branchements d’entrée
électriques
• La tension d’entrée est 230 V ± 10%, 50/60 Hz
monophasée.
ATTENTION
Contrôlez que votre bloc d’alimentation
possède la bonne tension avant de brancher
l’appareil. Le bloc d’alimentation principal,
le fusible et les rallonges utilisés doivent être
conformes à la règlementation électrique lo-
cale et à la protecion du circuit recomman-
dée et aux exigences de câblage spécifiés
dans la Section 2.
3.03 Torche
• Assurez-vous que le câble de la torche et que les
bornes de l’interrupteur de la torche sont
branchés au tableau avant.
• Assurez-vous que le câble de masse est branché
correctement au tableau avant.
• Avant l’activation, détournez la torche de vous
et des autres personnes.
DANGER
Ne coupez pas dans des environnements
humides ou mouillés.
• Avant de conserver ou de remplacer les pièces
de la torche, attendez que le cycle de post-
écoulement de l’air (environ 10 secondes) se
termine puis éteignez la machine.
• Utilisez toujours des pièces originales du
fabricant. L’utilisation d’autres pièces de re-
change peut diminuer la durée de vie des pièces
et donner des résultats de coupage insatisfai-
sants. Aucune réclamation ne pourra être pré-
sentée.
• Recyclez les pièces usées conformément aux
exigences locales.
REMARQUE
Les réparations doivent être effectuées uni-
quement par un personnel expérimenté et
qualifié.

Installation 3-2 Notice 0-4750

Fonctionnement 4-1 Notice 0-4750
SECTION 4 :
FONCTIONNEMENT
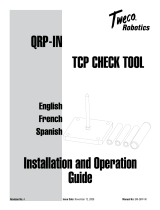
4.01 Tableau de commande
avant
Voyant de
surchauffe
Voyant du
courant CA
Voyant d’erreur air
Voyant de verrouillage de
l’interrupteur de la torche
Bouton de verrouillage de
l’interrupteur de la torche
Bouton de
réglage de l’air
Events de l’air
Branchement du
câble de masse
Interrupteur
"On / Off"
Art # A-04720
Branchement
de la torche
I
O
115VAC
230VAC
8
10
12
14
10
11
12
13
14
15
17
18
19
20
21
22
23
24
25
A
35C
16
18
20
16
Bouton de commande
du courant
Les arceaux de sécurité ne sont pas montrés
pour plus de clarté
A. VOYANT LUMINEUX
• Voyant du courant - Il s’allume quand
on allume l’interrupteur du courant principal.
• • Voyant de la TEMPÉRATURE - Le voyant
est normalement ÉTEINT. Le voyant est
ALLUMÉ quand la température interne
dépasse les limites normales. ÉTEIGNEZ
l’appareil et laissez-le refroidir avant de
continuer l’opération.
• Voyant d’erreur air - Ce voyant s’allume et
il est accompagné d’un son intermittent quand
la pression de l’air est insuffisante pour faire
fonctionner l’alimentation.
REMARQUE :
Il est possible d’avoir suffisamment d’air
pour faire fonctionner l’alimentation mais
pas assez de flux d’air pour faire
fonctionner la torche.
• Voyant de verrouillage de l’interrupteur de la
torche - Ce voyant s’allume quand
on a appuyé sur le bouton de verrouillage de
l’interrupteur de la torche pour le coupage
continu.
B. BOUTONS
• Bouton de verrouillage de l’interrupteur de la
torche - Pour les performances de
coupage continu. Appuyez sur ce bouton
(l’allumer) pendant le coupage avec la torche.
Relâchez la gâchette de la torche et celle-ci
continuera à couper sans appuyer sur la
gâchette de la torche.
• Bouton de réglage de l’air - Pour contrôler
que le réglage de l’air est correct et pour refroidir
la torche chaude.
C. BOUTON DE COMMANDE DU
COURANT PRINCIPAL
Pour régler le courant de coupage. En le tournant
dans le sens des aiguilles d’une montre vous
augmentez le courant de coupage tandis qu’en
tournant dans le sens contraire des aiguilles
d’une montre vous diminuez le courant de
coupage.
10
15
20
25
A
30
35
Art # A-04387

Fonctionnement 4-2 Notice 0-4750
D. INTERRUPTEUR DE COURANT
PRINCIPAL, ON / OFF
L’interrupteur de courant est situé sur le tableau
avant. En plaçant l’interrupteur de courant
principal sur la position “ON” vous alimentez
le bloc d’alimentation.
AVERTISSEMENT
Quand le bloc d’alimentation est surchargé,
l’interrupteur se place automatiquement
sur la position OFF. NE LE METTEZ PAS DE
FORCE SUR LA POSITION ON.
4.02 Préparations au
fonctionnement
Au démarrage de chaque session de fonctionnement :
AVERTISSEMENT
Débranchez le bloc d’alimentation principal
au niveau de la source avant de monter ou
de démonter l’alimentation, les pièces de la
torche ou bien les assemblages de la torche
et des fils.
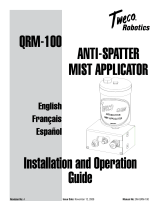
A. Sélection des pièces de la torche
Check the torch for proper assembly and appro-
priate torch parts. The torch parts must correspond
with the type of operation, and with the amperage
output of this Power Supply (35 amps maximum).
Use only genuine manufacturer’s parts with this
torch.
Tête de la torche
Coupelle de protection
n° 9-6003 9-6003
Distributeur de gaz
n° 9-6507
Extrémité n° 9-6501
Electrode n° 9-6542
Art # A-04655
B. Branchement de la torche
Vérifiez que la torche est branchée correctement.
C. Branchement du câble de masse
Effectuez un branchement correct
du câble de masse à la pièce
à usiner ou à la table de coupe
Câble de masse
et étrier
Art # A-04389
D. Fonctionnement de la torche
• Portez des gants et des lunettes de protection.
• Ne placez pas les mains nues sur la pièce à
usiner.
1. Pour la coupe au contact, maintenez la torche
au contact de la pièce à usiner.
2. Pour la coupe à distance, tenez la torche à 1/8
- 3/8 in (3-9 mm) de la pièce à usiner comme
indiqué ci-dessous.

Fonctionnement 4-3 Notice 0-4750
A-00024
Coupelle de
protection
Torche
Distance de
dégagement 1/8" - 3/8"
3. Quand la torche est en position de démarrage, appuyez et maintenez appuyée la gâchette de la torche.
Après les deux secondes initiales de pré-écoulement, l’arc pilote arrivera et restera jusqu’à ce que l’arc
de coupe démarre.
4. Une fois qu’il est présent, l’arc de coupe reste tant que la gâchette de la torche reste appuyée, à moins que
la torche ne soit enlevée du travail ou que le mouvement de la torche ne soit trop lent.
5. Pour éteindre la torche, il suffit de relâcher la gâchette de la torche. Quand la gâchette est relâchée, un
post-écoulement du gaz aura lieu. Si l’on appuie sur la gâchette de la torche durant le post-écoulement,
l’arc de coupe redémarrera immédiatement quand la torche se trouvera près de la pièce à usiner.
E. Vitesses de coupe standard
Les vitesses de coupe varient selon la sortie de la torche, le type de matériau coupé et l’habileté de l’opérateur.
Les vitesses indiquées sont des vitesses standard pour ce système de coupe à plasma air pour couper l’acier
doux, avec un courant de sortie au réglage le plus élevé et une torche maintenue à la hauteur de dégagement
indiquée.
Appareil Dégagement
Epaisseur
du matériau
ipm mm/m ipm mm/m
Drag-Gun Plus Contact (10 ga) 0.135" - (3 mm) 95.0 2375 76.0 1900
Drag-Gun Plus Contact
(7 ga) 0.179" - (4,5 mm)
57.0 1425 46.0 1150
Drag-Gun Plus 1/8" - (3 mm) 1/4" - (6 mm) 36.0 900 29.0 725
Drag-Gun Plus 1/8" - (3 mm) 3/8" - (9,5 mm) 15.0 375 12.0 300
Drag-Gun Plus 1/8" - (3 mm) 7/16" - (11 mm) 10.0 250 8.0 200
Drag-Gun Plus 1/8" - (3 mm) 1/2" - (12 mm) 8 200 7 175
Vitesse de déplacement
recommandée
Vitesse de
déplacement maximum
REMARQUE :
Contact ou le mode Contact se rapporte au fait que l’extrémité de la torche se trouve tout le temps au
contact de la pièce à usiner.

Notice 0-4750 5-1 ENTRETIEN
SECTION 5 :
ENTRETIEN
5.01 Guide de dépannage de base
AVERTISSEMENT
Il existe des niveaux de tension et de courant
extrêmement dangereux à l’intérieur de cet
appareil. N’essayez pas de faire un diagnostic
ou de le réparer à moins d’avoir une formation
dans les techniques de mesure de l’électro-
nique de puissance et de dépannage.
A. Aperçu en matière de dépannage de base
Ce guide couvre le dépannage de base. Il est utile pour
résoudre de nombreux problèmes communs qui peuvent
se présenter avec ce système. Si des montages partiels
complexes principaux présentent des défauts, l’appareil
doit être renvoyé à un centre de service agréé pour être
réparé.
Suivez toutes les instructions présentes dans chaque
section dans l’ordre où elles se trouvent.
B. Symptômes habituels
A. L’interrupteur de courant principal est ALLUMÉ,
mais le voyant du courant ne s’allume pas.
1. Branchement électrique incorrect.
a. Vérifiez la ligne du câble d’entrée et le bran-
chement.
b. Vérifiez que le courant d’entrée est allumé.
c. Vérifiez le fusible du courant d’entrée.
2. Le système était surchargé.
a. Eteignez l’interrupteur de courant principal
puis rallumez-le.
3. L’interrupteur peut être défectueux.
a. Renvoyez-le à un centre de service agréé pour
être réparé.
B. L’interrupteur du courant principal est allumé,
mais le ventilateur ne fonctionne pas.
1. Pas de courant / courant incorrect au niveau du
ventilateur ou ventilateur défectueux.
a. Renvoyez-le à un centre de service agréé pour
être réparé.
C. Pas de flux d’air au niveau de la torche quand l’in-
terrupteur d’injection de l’air est allumé.
1. Le branchement interne est débranché ou desser-
ré.
a. Vérifiez tous les branchements et tous les rac-
cords de la ligne d’air.
2. L’alimentation / le compresseur d’air interne ne
fonctionne pas.
a. Renvoyez-le/la à un centre de service agréé
pour être réparé(e).
3. La carte de circuit imprimé de commande est dé-
fectueuse.
a. Renvoyez-la à un centre de service agréé pour
être réparée.
D. La torche ne pilote pas quand l’interrupteur de la
torche est activé.
1. La pression du gaz est trop élevée ou trop basse.
a. Il n’y a pas de réglage. Renvoyez-le à un centre
de service agréé pour être réparé.
2. Absence de l’extrémité de la torche, du distribu-
teur du gaz ou de l’électrode.
a. Éteignez l’alimentation. Enlevez la coupelle de
protection. Installez les pièces manquantes.
3. Des pièces de la torche sont usées ou défectueuses.
a. Inspectez les pièces consommables de la torche.
Remplacez-les le cas échéant.
E. Les performances de coupe ont diminué.
1. Des pièces de la torche sont usées.
a. Vérifiez le réglage du courant. Vérifiez si l’élec-
trode et l’extrémité sont excessivement usées.
Electrode usée
Electrode neuve
Art # A-03026

ENTRETIEN 5-2 Notice 0-4750
Extrémité
en bon état
Extrémité usée
A-00323
2. Mauvais branchement du câble de masse.
a. Vérifiez le branchement du câble de masse à la
pièce à usiner.
Effectuez un branchement correct
du câble de masse à la pièce
à usiner ou à la table de coupe
Câble de masse
et étrier
Art # A-04389
3. Capteur de courant ou carte de circuit imprimé
avec modulation de la largeur d’impulsion
défectueux.
a. Renvoyez-le/la à un centre de service agréé
pour être réparé(e).
F. L’air s’écoule en continu et le bouton de verrouilla-
ge de l’interrupteur de la torche ne fonctionne pas
correctement.
1. Le bouton de verrouillage de l’interrupteur de la
torche sur le panneau avant est défectueux.
a. Renvoyez-le à un centre de service agréé pour
être réparé.
2. La carte de circuit imprimé de commande est dé-
fectueuse.
a. Renvoyez-la à un centre de service agréé pour
être réparée.

Notice 0-4750 6-1 ANNEXE
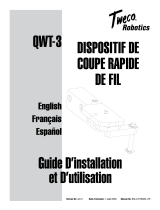
Annexe 1 : séquence de fonctionnement, diagramme du
bloc
Courant d’entrée principal allumé ou branché
Le voyant vert est allumé et le ventilateur fonctionne
Interrupteur On/Off de l’alimentation sur On
Pas d’arc pilote
Interrupteur de réglage de l’air allumé
L’extrémité de la torche se met en marche 3-5
secondes après le démarrage de l’arc pilote
Allumage de l’arc pilote (3-5 secondes)
Démarrez l’opération de coupe
Interrupteur de la torche éteint
OUI
Post-écoulement de l’air, environ 15 secondes puis il s’arrête
Coupe effectuée ?
Interrupteur de la torche allumé
Le compresseur démarre et l’air s’écoule au niveau de la torche.
Eteignez l’interrupteur de réglage de l’air
Voyant de l’air rouge
L’arc pilote disparaît
Relâchez l’interrupteur de la torche
Courant d’entrée principal éteint ou débranché
Le voyant vert est éteint et le ventilateur s’arrête
Écoulement d’air lors de l’arrêt de la torche
Interrupteur On/Off de l’alimentation sur Off
Vérifiez l’alignement des pièces
de la torche. Les interrupteurs
PIP ont besoin d’être réparé
par un technicien qualifié
Un flux d’air supérieur est néces-
saire de la torche au pilote par
rapport à l’air nécessaire pour l’a-
limentation. Le compresseur ne
fonctionnant pas correctement
doit être réparé par un technicien
qualifié
NON
Remarque : la torche sera très chaude ! Ne la réglez pas sur ou près de matériaux inflammables !
Art # A-04694
Relâchez l’interrupteur de la torche

ANNEXE 6-2 Notice 0-4750
Annexe 2 : branchement de la torche
Débranchez le courant et l’air. Posez
l’appareil sur son flanc. Enlevez deux vis et
la plaque d’accès
Pilote
Branchements adap-
tateur alimentation
Négatif / fil plasma
Art # A-04695
DETAIL
Vers l’adapteur
alimentation
Pilote
Négatif / fil plasma
Noir
Orange
Vert
Blanc
Interrupteur
PIP
Interrupteur
de la torche
Pilote
Fils de la torche
Tête de la torche
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22






















ESAB Plasma Cutting System Model Drag-Gun Plus Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
 Thermal Dynamics 42 CUTMASTER® Plasma Cutting System Manuel utilisateur
Thermal Dynamics 42 CUTMASTER® Plasma Cutting System Manuel utilisateur
-
 Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
-
 Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
-
 Tweco Robotics QRC-3000LS QRC-3000IO Ultrasonic Nozzle Cleaning Station Manuel utilisateur
Tweco Robotics QRC-3000LS QRC-3000IO Ultrasonic Nozzle Cleaning Station Manuel utilisateur
-
 Tweco Robotics QWT-3 Quick Wire Trim Unit Guide d'installation
Tweco Robotics QWT-3 Quick Wire Trim Unit Guide d'installation
-
 Thermal Dynamics 38 CUTMASTER™ Plasma Cutting System Manuel utilisateur
Thermal Dynamics 38 CUTMASTER™ Plasma Cutting System Manuel utilisateur
-
Tweco Air-Cooled Mig Guns Manuel utilisateur
-
 Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
-
 Tweco Robotics QRM-100 Anti-Spatter Mist Applicator Guide d'installation
Tweco Robotics QRM-100 Anti-Spatter Mist Applicator Guide d'installation
-
 Tweco Robotics QWT-3 Quick Wire Trim Unit Guide d'installation
Tweco Robotics QWT-3 Quick Wire Trim Unit Guide d'installation








