Lincoln Electric LN-10 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

LN-10 BENCH MODEL
Manuel de l’Opérateur
Conserver comme référence future
Date d’Achat
Code:
(ex: 10859)
Série: (ex: U1060512345)
IMF
587-B | Date d’Émission | 7-Aug
© Lincoln Global, Inc. All Rights Reserved.
Pour utilisation avec les machines ayant les Numéros de Code:
10442, 10831, 10443, 10444, 10763,
10764, 10818, 10819, 10445, 10765,
10820, 10190, 10191, 10440, 10441,
10761, 10762, 10816, 10817, 10497,
10498 , 10771, 10772, 10824
Pour enregistrer la machine:
www.lincolnelectric.com/register
Recherche d’Atelier de Service et Distribu
-
teur Agréés:
www.lincolnelectric.com/locator

MERCI D’AVOIR SÉLEC-
TIONNÉ UN PRODUIT
DE QUALITÉ DE
LINCOLN ELEC TRIC.
MERCI D’EXAMINER IMMÉDIATEMENT L’ÉTAT DU
CARTON ET DE L’ÉQUIPEMENT
Lorsque cet équipement est expédié, la propriété passe à l’acheteur
sur réception par le transporteur. En conséquence, les réclamations
pour matériel endommagé dans l’expédition doit être effectuées par
l’acheteur auprès de l’entreprise de transport au moment où la
livraison est reçue.
LA SÉCURITÉ REPOSE SUR VOUS
L’équipement de soudure et de coupage à l’arc de Lincoln est
conçu et fabriqué dans un souci de sécurité. Toutefois, votre
sécurité générale peut être augmentée par une installation
appropriée... et une utilisation réfléchie de votre part. NE PAS
INSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS
LIRE LE PRÉSENT MANUEL ET LES CONSIGNES DE SÉCURITÉ
QUI Y SONT CONTENUES. Et, surtout, pensez avant d’agir et
soyez prudent.
Cette mention apparaît lorsque les informations doivent être
suivies exactement afin d’éviter toute blessure grave ou mortelle.
Cette mention apparaît lorsque les informations doivent être
suivies afin d’éviter toute blessure corporelle mineure ou
d’endommager cet équipement.
MAINTENEZ VOTRE TÊTE À L’ÉCART DE LA FUMÉE.
NE PAS
trop s’approcher de l’arc.
Utiliser des verres correcteurs si
nécessaire afin de rester à une
distance raisonnable de l’arc.
L
IRE
e
t se conformer à la fiche
de données de sécurité (FDS) et
aux étiquettes d’avertissement qui
apparaissent sur tous les récipients
de matériaux de soudure.
UTILISER UNE VENTILATION
ou une évacuation suffisantes au
niveau de l’arc, ou les deux, afin de
maintenir les fumées et les gaz hors de votre zone de respiration et
de la zone générale.
DANS UNE GRANDE PIÈCE OU À L’EXTÉRIEUR
, la
ventilation naturelle peut être adéquate si vous maintenez votre
tête hors de la fumée (voir ci-dessous).
UTILISER DES COURANTS D’AIR NATURELS
ou des
ventilateurs pour maintenir la fumée à l’écart de votre visage.
Si vous dé veloppez des symptômes inhabituels, consultez votre
superviseur. Peut-être que l’atmosphère de soudure et le système
de ventilation doivent être vérifiés.
PORTER UNE PROTECTION CORRECTE
DES YEUX, DES OREILLES ET DU CORPS
PROTÉGEZ
vos yeux et votre visage à l’aide d’un
masque de soudeur bien ajusté avec la classe
adéquate de lentille filtrante (voir ANSI Z49.1).
PROTÉGEZ
votre corps contre les éclaboussures
de soudage et les coups d’arc à l’aide de vêtements
de protection incluant des vêtements en laine, un
tablier et des gants ignifugés, des guêtres en cuir
et des bottes.
PROTÉGER
autrui contre les éclaboussures, les
coups d’arc et l’éblouissement à l’aide de grilles ou
de barrières de protection.
DANS CERTAINES ZONES
, une protection contre le bruit
peut être appropriée.
S’ASSURER
que l’équipement de protection est en bon état.
En outre, porter des lunettes de
sécurité EN PERMANENCE.
SITUATIONS PARTICULIÈRES
NE PAS SOUDER NI COUPER
des récipients ou des matériels
qui ont été précédemment en contact avec des matières dangereuses
à moins qu’ils n’aient été adéquatement nettoyés. Ceci est
extrêmement dangereux.
NE PAS SOUDER NI COUPER
des pièces peintes ou plaquées
à moins que des précautions de ventilation particulières n’aient
été prises. Elles risquent de libérer des fumées ou des gaz
fortement toxiques.
Mesures de précaution supplémentaires
PROTÉGER
les bouteilles de gaz comprimé contre une chaleur
excessive, des chocs mécaniques et des arcs ; fixer les bouteilles
pour qu’elles tombent pas.
S’ASSURER
que les bouteilles ne sont jamais mises à la terre
ou une partie d’un circuit électrique.
DÉGAGER
tous les risques d’incendie potentiels hors de la zone
de soudage.
TOUJOURS DISPOSER D’UN ÉQUIPEMENT DE LUTTE
CONTRE L’INCENDIE PRÊT POUR UNE UTILISATION
IMMÉDIATE ET SAVOIR COMMENT L’UTILISER.
Sécurité 01 sur 04 - 15/06/2016
AVERTISSEMENT
ATTENTION

AVERTISSEMENT: Respirer des gaz
d’échappement au diesel vous expose à des
produits chimiques connus par l’état de Californie
pour causer cancers, anomalies congénitales, ou autres
anomalies de reproduction.
• Toujours allumer et utiliser le moteur dans un
endroit bien ventilé.
• Pour un endroit exposé, évacuer les gaz vers
l’extérieur.
• Ne pas modifier ou altérer le système d’échappement.
• Ne pas faire tourner le moteur sauf si nécessaire.
Pour plus d’informations, rendez-vous sur
www.P65 warnings.ca.gov/diesel
AVERTISSEMENT: Ce produit, lorsqu’il est utilisé pour
le soudage ou la découpe, produit des émanations
ou gaz contenant des produits chimiques connu
par l’état de Californie pour causer des anomalies
congénitales et, dans certains cas, des cancers.
(Code de santé et de sécurité de la Californie,
Section § 25249.5 et suivantes.)
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX.
PROTÉGEZ-VOUS ET LES AUTRES DE BLESSURES
GRAVES OU DE LA MORT. ÉLOIGNEZ LES ENFANTS.
LES PORTEURS DE PACEMAKER DOIVENT
CONSULTER LEUR MÉDECIN AVANT UTILISATION.
Lisez et assimilez les points forts sur la sécurité suivants: Pour plus
d’informations liées à la sécurité, il est vivement conseillé d’obtenir
une copie de «Sécurité dans le soudage & la découpe - Norme ANSI
Z49.1» auprès de l’American Welding Society, P.O. Box 351040,
Miami, Florida 33135 ou la norme CSA W117.2-1974. Une copie
gratuite du feuillet E205 «Sécurité au soudage à l’arc» est disponible
auprès de Lincoln Electric Company, 22801 St. Clair Avenue,
Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE SEULES LES PERSONNES
QUALIFIÉES EFFECTUENT LES PROCÉDURES
D’INSTALLATION, D’OPÉRATION, DE MAINTENANCE
ET DE RÉPARATION.
1.a. Éteindre le moteur avant toute tâche de
dépannage et de maintenance à moins que
la tâche de maintenance nécessite qu’il soit
en marche.
1.b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou
évacuer les gaz d’échappement du moteur à l’extérieur.
POUR ÉQUIPEMENT À MOTEUR.
SÉCURITÉ
AVERTISSEMENTS CALIFORNIE PROPOSITION 65
PARTIE A:
AVERTISSEMENTS
AVERTISSEMENT: Cancer et anomalies
congénitales www.P65warnings.ca.gov
1.c. Ne pas ajouter d’essence à proximité d’un arc
électrique de soudage à flamme ouverte ou si
le moteur est en marche. Arrêter le moteur et le
laisser refroidir avant de remplir afin d’éviter que
l’essence répandue ne se vaporise au contact
de parties chaudes du moteur et à l’allumage.
Ne pas répandre d’essence lors du remplissage du réservoir.
Si de l’essence est répandue, l’essuyer et ne pas allumer le
moteur tant que les gaz n’ont pas été éliminés.
1.d. Garder les dispositifs de sécurité de
l’équipement, les couvercles et les
appareils en position et en bon état.
Éloigner les mains, cheveux, vêtements
et outils des courroies en V, équipements,
ventilateurs et de tout autre pièce en
mouvement lors de l’allumage, l’utilisation
ou la réparation de l’équipement.
1.e. Dans certains cas, il peut être nécessaire de retirer les dispositifs
de sécurité afin d’effectuer la maintenance requise. Retirer les
dispositifs uniquement si nécessaire et les replacer lorsque la
maintenance nécessitant leur retrait est terminée. Toujours faire
preuve de la plus grande attention lors du travail à proximité de
pièces en mouvement.
1.f. Ne pas mettre vos mains à côté du ventilateur du moteur. Ne pas
essayer d’outrepasser le régulateur ou le tendeur en poussant les
tiges de commande des gaz pendant que le moteur est en marche.
1.g. Afin d’éviter d’allumer accidentellement les moteurs à essence
pendant que le moteur est en marche ou le générateur de soudage
pendant la maintenance, débrancher les câbles de la bougie
d’allumage, la tête d’allumage ou le câble magnétique le cas échéant.
1.h. Afin d’éviter de graves brûlures, ne pas retirer
le bouchon de pression du radiateur lorsque
le moteur est chaud.
2.a. Le courant électrique traversant les conducteurs crée des
champs électriques et magnétiques (CEM) localisés.
Le courant de soudage crée des CEM autour des câbles
et de machines de soudage.
2.b. Les CEM peuvent interférer avec certains pacemakers, et les
soudeurs portant un pacemaker doivent consulter un médecin
avant le soudage.
2.c. L’exposition aux CEM dans le soudage peuvent avoir d’autres
effets sur la santé qui ne sont pas encore connus.
2.d. Tous les soudeurs doivent suivre les procédures suivantes afin de
minimiser l’exposition aux CEM à partir du circuit de soudage:
2.d.1. Acheminer les câbles de l’électrode et ceux de retour
ensemble - Les protéger avec du ruban adhésif si possible.
2.d.2. Ne jamais enrouler le fil de l’électrode autour de votre corps.
2.d.3. Ne pas se placer entre l’électrode et les câbles de retour.
Si le câble de l’électrode est sur votre droite, le câble de
retour doit aussi se trouver sur votre droite.
2.d.4. Brancher le câble de retour à la pièce aussi proche que
possible de la zone étant soudée.
2.d.5. Ne pas travailler à proximité d’une source de courant
pour le soudage.
LES CHAMPS ÉLECTRIQUES
ET MAGNÉTIQUES PEUVENT
ÊTRE DANGEREUX.
Sécurité 02 sur 04 - 16/08/2018

UNE DÉCHARGE
ÉLECTRIQUE PEUT TUER.
3.a. Les circuits d’électrode et de retour (ou de
terre) sont électriquement « chauds » lorsque
la machine à souder est en marche. Ne pas
t
oucher ces pièces « chaudes » à même la peau ou avec
des vêtements humides. Porter des gants secs, non
troués pour isoler les mains.
3.b. Isolez-vous de la pièce et du sol en utilisant un isolant sec.
S’assurer que l’isolation est suffisamment grande pour couvrir
votre zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales,
si le soudage doit être effectué dans des
conditions électriquement dangereuses (dans
des emplacements humides, ou en portant des
vêtements mouillés ; sur des structures en
métal telles que des sols, des grilles ou des
échafaudages ; dans des postures incommodes
telles que assis, agenouillé ou allongé, s’il
existe un risque élevé de contact inévitable ou
accidentel avec la pièce à souder ou le sol),
utiliser l’équipement suivant :
• Machine à souder (électrique par fil) à tension constante
CC semi-automatique.
• Machine à souder (à tige) manuelle CC.
• Machine à souder CA avec commande de tension réduite.
3.c. Dans le soudage électrique par fil semi-automatique ou
automatique, l’électrode, la bobine de l’électrode, la tête de
soudage, la buse ou le pistolet de soudage semi-automatique
sont également électriquement « chauds ».
3.d. Toujours s’assurer que le câble de retour établit une bonne
connexion électrique avec le métal en cours de soudage.
La connexion doit se trouver aussi près que possible de la
zone en cours de soudage.
3.e. Relier à la terre la pièce ou le métal à souder sur une bonne
masse (terre) électrique.
3.f. Maintenir le support d’électrode, la bride de serrage de la pièce,
le câble de soudure et le poste de soudage en bon état, sans
danger et opérationnels. Remplacer l’isolant endommagé.
3.g. Ne jamais plonger l’électrode dans de l’eau pour le refroidir.
3.h. Ne jamais toucher simultanément les pièces électriquement
« chaudes » des supports d’électrode connectés à deux postes
de soudure parce que la tension
entre les deux peut être le total
de la tension à circuit ouvert des deux postes de soudure.
3.i. Lorsque vous travaillez au dessus du niveau du sol, utilisez une
ceinture de travail afin de vous protéger d’une chute au cas où
vous recevriez une décharge.
3.j. Voir également les p oints 6.c. et 8.
LES RAYONS DE L'ARC
PEUVENT BRÛLER
4.a. Utiliser un masque avec le filtre et les protège-lentilles appropriés
pour protéger vos yeux contre les étincelles et les rayons de l’arc
lors d’un soudage ou en observant un soudage à l’arc visible.
L
’écran et la lentille du filtre doivent être conformes à la norme
ANSI Z87. I Normes.
4.b. Utiliser des vêtements adaptés fabriqués avec des matériaux
résistant à la flamme afin de protéger votre peau et celle de
vos aides contre les rayons d’arc électrique.
4.c. Protéger les autres personnels à proximité avec un blindage
ignifugé, adapté et/ou les avertir de ne pas regarder ni de
s’exposer aux rayons d’arc électrique ou à des éclaboussures
chaudes de métal.
LES FUMÉES ET LES
GAZ PEUVENT ÊTRE
DANGEREUX.
5.a. Le soudage peut produire des fumées et des gaz dangereux pour
la santé. Éviter d’inhaler ces fumées et ces gaz. Lors du soudage,
maintenir votre tête hors de la fumée. Utiliser une ventilation
et/ou une évacuation suffisantes au niveau de l’arc afin de
maintenir les fumées et les gaz hors de la zone de respiration.
Lors d’un soudage par rechargement dur (voir les
instructions sur le récipient ou la FDS) ou sur de
l’acier plaqué de plomb ou cadmié ou des
enrobages qui produisent des fumées fortement
toxiques, maintenir l’exposition aussi basse que
possible et dans les limites OSHA PEL et ACGIH
TLV en vigueur en utilisant une ventilation
mécanique ou une évacuation locale à moins que
les évaluations de l’exposition n’en indiquent
autrement. Dans des espaces confinés ou lors de
certaines circonstances, à l’extérieur, un appareil
respiratoire peut également être requis. Des
précautions supplémentaires sont également
requises lors du soudage sur de l’acier galvanisé.
5. b. Le fonctionnement de l’équipement de contrôle de la fumée de
soudage est affecté par différents facteurs incluant une utilisation
et un positionnement appropriés de l’équipement, la maintenance
de l’équipement ainsi que la procédure de soudage spécifique et
l’application impliquées. Le niveau d’exposition des opérateurs
doit être vérifié lors de l’installation puis périodiquement par la
suite afin d’être certain qu’il se trouve dans les limites OSHA PEL
et ACGIH TLV en vigueur.
5.c. Ne pas souder dans des emplacements à proximité de vapeurs
d’hydrocarbure chloré provenant d’opérations de dégraissage,
de nettoyage ou de vaporisation. La chaleur et les rayons de l’arc
peuvent réagir avec des vapeurs de solvant pour former du phosgène,
un gaz hautement toxique, ainsi que d’autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l’arc peuvent
déplacer l’air et
causer des blessures ou la mort. Toujours utiliser
suffisamment de ventilation, particulièrement dans des zones
confinées, pour assurer que l’air ambiant est sans danger.
5.e. Lire et assimiler les instructions du fabricant pour cet
équipement
et les consommables à utiliser, incluant la fiche de données de
sécurité (FDS), et suivre les pratiques de sécurité de votre
employeur. Des formulaires de FDS sont disponibles auprès de
votre distributeur de soudure ou auprès du fabricant.
5.f. Voir également le point 1.b.
SÉCURITÉ
Sécurité 03 sur 04 - 15/06/2016

LE SOUDAGE ET LES
ÉTINCELLES DE
COUPAGE PEUVENT
CAUSER UN INCENDIE
OU UNE EXPLOSION.
6.a. Éliminer les risques d’incendie de la zone de soudage. Si ce n’est
pas possible, les couvrir pour empêcher les étincelles de soudage
d’allumer un incendie. Ne pas oublier que les étincelles de
soudage et les matériaux brûlants du soudage peuvent facilement
p
asser à travers de petites craquelures et ouvertures vers des
zones adjacentes. Éviter de souder à proximité de conduites
hydrauliques. Disposer d’un extincteur à portée de main.
6.b. Lorsque des gaz comprimés doivent être utilisés sur le site de
travail, des précautions particulières doivent être prises afin
d’éviter des situations dangereuses. Se référer à « Sécurité
pour le soudage et le coupage » (norme ANSI Z49.1) ainsi
qu’aux informations de fonctionnement de l’équipement utilisé.
6.c. Lorsque vous ne soudez pas, assurez-vous qu’aucune partie du
circuit d’électrode touche la pièce ou le sol. Un contact accidentel
peut causer une surchauffe et créer un risque d’incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des
récipients avant que les étapes appropriées n’aient été engagées
afin d’assurer que de telles procédures ne produiront pas des
vapeurs inflammable ou toxiques provenant de substances
à l’intérieur. Elles peuvent causer une explosion même si elles ont
été « nettoyées ». Pour information, acheter « Recommended Safe
Practices for the Preparation for Welding and Cutting of Containers
and Piping That Have Held Hazardous Substances » (Mesures
de sécurité pour la préparation du soudage et du coupage de
récipients et de canalisations qui ont retenu des matières
dangereuses), AWS F4.1 auprès de l’American Welding Society
(Société Américaine de Soudage) (voir l’adresse ci-dessus).
6.e. Ventiler les produits moulés creux ou les récipients avant de
chauffer, de couper ou de souder. Ils risquent d’exploser.
6.f. Des étincelles et des éclaboussures sont projetées de l’arc de
soudage. Porter des vêtements de protection sans huile tels que
des gants en cuir, une chemise épaisse, un pantalon sans revers,
des chaussures montantes ainsi qu’un casque au dessus de vos
cheveux. Porter des protège-tympans lors d’un soudage hors
position ou dans des emplacements confinés. Dans une zone
de soudage, porter en permanence des lunettes de sécurité
avec des écrans latéraux de protection.
6.g. Connecter le câble de retour sur la pièce aussi près que possible
de la zone de soudure. Les câbles de retour connectés à la
structure du bâtiments ou à d’autres emplacements éloignées
de la zone de soudage augmentent le risque que le courant de
soudage passe à travers les chaînes de levage, les câbles de
grue ou d’autres circuits alternatifs. Ceci peut créer des risques
d’incendie ou de surchauffe des chaînes ou câbles de levage
jusqu’à leur défaillance.
6.h. Voir également le point 1.c.
6.I. Lire et se conformer à la norme NFPA 51B, « Standard for Fire
Prevention During Welding, Cutting and Other Hot Work » (Norme
de prévention contre l’incendie durant le soudage, le coupage
et d’autres travaux à chaud), disponible auprès de la NFPA, 1
Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. Ne pas utiliser une source d’alimentation de soudage pour le
dégel des canalisations.
LA BOUTEILLE PEUT EXPLOSER
SI ELLE EST ENDOMMAGÉE
7.a. Utiliser uniquement des bouteilles de gaz
comprimé contenant le gaz de protection
correct pour le processus utilisé ainsi que des
régulateurs fonctionnant correctement conçus
pour le gaz et la pression utilisés. Tous les
tuyaux, raccords, etc. doivent être adaptés
à l’application et maintenus en bon état.
7.b. Toujours maintenir les bouteilles en position verticale, solidement
attachées à un châssis ou à un support fixe.
7.c. Les bouteilles doivent se trouver :
• À l’écart des zones où elles risquent d’être heurtées ou
exposées à des dommages matériels.
• À distance de sécurité d’opérations de soudage ou
de coupage à l’arc et de toute source de chaleur,
d’étincelles ou de flammes.
7.d. Ne jamais laisser l’électrode, le support de l’électrode ou
de quelconques pièces électriquement « chaudes » toucher
une bouteille.
7.e. Maintenir votre tête et votre visage à l’écart de la sortie du
robinet de la bouteille lors de l’ouverture de ce dernier.
7.f. Les capuchons de protection de robinet doivent toujours être en
place et serrés à la main sauf quand la bouteille est en cours
d’utilisation ou connectée pour être utilisée.
7.g. Lire et suivre les instructions sur les bouteilles de gaz comprimé,
l’équipement associé, et la publication CGA P-l, « Precautions for
Safe Handling of Compressed Gases in Cylinders » (précautions
pour la manipulation sécurisée d’air omprimé en bouteilles)
disponible auprès de la Compressed Gas Association (association
des gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.
POUR L’ÉQUIPEMENT
ÉLECTRIQUE
8.a. Couper l’alimentation d’entrée en utilisant le
sectionneur au niveau de la boîte de fusibles
avant de travailler sur l’équipement.
8.b. Installer l’équipement conformément au U.S. National Electrical
Code, à tous les codes locaux et aux recommandations du fabricant.
8.c. Relier à la terre l’équipement conformément au U.S. National
Electrical Code et aux recommandations du fabricant.
Se référer
à http://www.lincolnelectric.com/safety
pour d’avantage d’informations sur
la sécurité.
SÉCURITÉ
Sécurité 04 sur 04 - 15/06/2016

iv
SÉCURITÉ
iv
Mar. ʻ93
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suiv-
antes:
Sûreté Pour Soudage A LʼArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de nʼimporte quelle partie
du corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi quʼun verre blanc afin de se protéger les yeux du ray-
onnement de lʼarc et des projections quand on soude ou
quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
lʻarc.
c. Protéger lʼautre personnel travaillant à proximité au
soudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc de
soudage. Se protéger avec des vêtements de protection libres
de lʼhuile, tels que les gants en cuir, chemise épaisse, pan-
talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où lʼon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possible
de la zone de travail quʼil est pratique de le faire. Si on place
la masse sur la charpente de la construction ou dʼautres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de lev-
age, câbles de grue, ou autres circuits. Cela peut provoquer
des risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de lʼarc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
lʼélectricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la debranch-
er à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.

vi
vi
TABLE DES MATIÈRES
Page
Installation .......................................................................................................Section A
Spécifications Techniques....................................................................................................A-1
Description Générale............................................................................................................A-1
Procédés et Appareils Recommandés .................................................................................A-2
Installation des Composants du Chargeur de Fil LN-10 avec Montage à Flèche ................A-2
Montage de lʼEntraîneur de Fil de la Série 10 à Deux Têtes ........................................A-2
Montage de lʼUnité de lʼEntraîneur de Fil Synergique 7F (K679-1 ou -2) .....................A-3
Montage du Boîtier de Contrôle du LN-10 ...................................................................A-3
Connexion de lʼUnité de lʼEntraîneur de Fil sur le Boîtier de Contrôle ..........................A-3
Acheminement de lʼÉlectrode .......................................................................................A-4
Sélection du Registre de Vitesse de lʼEntraîneur de Fil .......................................................A-4
Réglage du Registre de Vitesse de Contrôle ................................................................A-4
Sélection du Rapport de lʼEntraîneur de Fil de la Série 10 ...........................................A-4
Kits de Rouleaux Conducteurs dʼAlimentation de Fil ...........................................................A-5
Procédure pour lÌnstallation de Rouleaux Conducteurs et de Guide-Fils.............................A-5
Kits dʼEntraîneurs de Fil Synergiques 7F à 4 Rouleaux (KP655 et KP656).................A-5
Installation du Kit de Rouleau de lʼEntraîneur de Fil de la Série 10 ..............................A-5
Ensembles de Pistolet et Câbles avec Connexion Normales ..............................................A-6
Pistolets GMAW ............................................................................................................A-6
Pistolets Innershield ......................................................................................................A-6
Connexion du Câble de Pistolet avec une Connexion Normale ...................................A-6
Ensembles de Pistolets et Câbles avec Connexion Fast-Mate............................................A-6
Pistolets GMAW ............................................................................................................A-6
Connexion du Câble de Pistolet avec une Connexion Fast-Mate.................................A-7
Connexions Hydrauliques (Pour Pistolets Refroidis ʻa lʼEau)...............................................A-7
Entraîneurs de Fil de la Série 10...................................................................................A-7
Entraîneurs de Fil Synergiques 7F (K679)....................................................................A-7
Écran de Gaz Inerte pour GMAW .................................................................................A-7
Régulateur du Protecteur de Gaz .................................................................................A-7
Insallation Électrique ............................................................................................................A-8
Câble de Entrée: LN-10 Commande vers Source de Puissance ..................................A-8
Câble de Travail ............................................................................................................A-8
Installation des Fonctionnalités Optionelles .........................................................................A-9
Conversions de Modèles à Flèche et à Banc.......................................................................A-9
Fonctionnement .................................................................................................Section B
Mesures de Sécurité ...........................................................................................................B-1
Facteur de Marche ...............................................................................................................B-1
Réglage des Interrupteurs DIP de Contrôle du LN-10................................................B-1 à B-5
Fonctionnement du Clavier et de lʼÉcran dʼAffichage .................................................B-6 à B-9
Télécommande de Procédure Double (K1449-1) ..................................................................10
Chargement des Tambours de Fil......................................................................................B-10
Ajustement de lʼÉlectrode dʼAlimentation et du Frein.........................................................B-11
Réglage de la Pression du Rouleau Conducteur ...............................................................B-11
Procédure pour le Réglage de lʼAngle de la Plaque dʼAlimentation ...................................B-12
Réglage du Régulateur du Protecteur de Gaz ...................................................................B-12
Réalisation dʼUne Soudure.................................................................................................B-12
Changement du Tambour de Fil.........................................................................................B-13
Interruption de la Détection de la Perte de Tension ...........................................................B-13
Protection contre le Surcharge dʼAlimentation en Fil .........................................................B-13
Protecteur du Fil de Connexion à Terre .............................................................................B-13
Explication des Messages dʼIncitation et dʼErreur..............................................................B-14
Accessoires.....................................................................................................Section C
Kits de Rouleaux Conducteurs et Tubes Guides .................................................................C-1
Optionelle ...................................................................................................................C-2 à C-4
Entretien...........................................................................................................Section D
Mesures de Sécurité ............................................................................................................D-1
Entretien de Routine ............................................................................................................D-1
Éviter les Problèmes dʼAlimentation du Fil...........................................................................D-1
Entretien Périodique.............................................................................................................D-1
Procédure pour Retirer la Plaque dʼAlimentation du Chargeur de Fil ..................................D-1
Guide Dépannage............................................................................................Section E
Mesures de Sécurité ............................................................................................................E-1
Procédures de Dépannage.........................................................................................E-2 à E-8
Procédure pour le Changement de Tableaux de Circuits ....................................................E-9

TABLE DES MATIÈRES
Page ......
Diagrammes.....................................................................................................Section F
Diagramme de Câblage (LN-10 à Commande) .....................................................F-1
Diagramme de Câblage (Entraîneur de Fil du LN-10) ...........................................F-2
Schéma Dimensionnel...........................................................................................F-3
Liste de Pièces.............................................................................................P311 Series
vii

ENTRAÎNEUR DE FIL OU SECTION DE LʼENTRAÎNEUR DE FIL DU CHARGEUR
SPEC.# TYPE RAPPORT VITESSE LENTE RAPPORT VITESSE RAPIDE
Vitesse Taille Fil Vitesse Taille Fil
Solide Fourré Solide Fourré
K1563-1,-3 Série 10 35-500 IPM 0,025 - 3/32 in. 0,035 - 0,120 in. 0,50 - 750 IPM 0,025 - 1/16 in. 0,035 - 5/64 in.
Entraîneur
Montage de (0,89-12,7 M/M) (0,6 - 2,4 mm) (0,9 - 3,0 mm) (1,25 - 19,0 M/M) (0,6 - 1,6 mm) (0,9 - 2,0 mm)
Standard Flèche
K1563-2,-4 10 Series 55 - 825 IPM 0,025 - 1/16 in, 0,035 - 5/64 in. 80 - 1250 IPM 0,025 - 0,045 in. 0,035 - 0,045 in.
Vitesse
Montage de (1,40 - 21,0 M/M) (0,6 - 1,6 mm) (0,9 - 2,0 mm) (2,00 - 31,8 M/M) (0,6 - 1,2 mm) (0,9 - 1,2 mm)
Rapide Flèche
K679-1 Synergic 7F* 50 - 770 IPM 0,025 - 1/16 in. 0,035 - 5/64 in. --- --- ---
Entraîneur
Montage de (1,27 - 19,5 M/M) (0,6 - 1,6 mm) (0,9 - 2,0 mm)
Standard Flèche
K679-2 Synergic 7F* --- --- --- 80 - 1200 IPM 0,025 - 0,045 in. 0,035 - 0,045 in.
Vitesse
Montage de (2,00 - 30,5 M/M) (0,6 - 1,2 mm) (0,9 - 1,2 mm)
Rapide Flèche
K1559-1,-3 LN-10 35-500 IPM 0,025 - 3/32 in, 0,035 - 0,120 in. 50 - 750 IPM 0,025 - 1/16 in. 0,035 - 5/64 in.
Entraîneur
Modèle à (0,89-12,7 M/M) (0,6 - 2,4 mm) (0,9 - 3,0 mm) (1,25 - 19,0 M/M) (0,6 - 1,6 mm) (0,9 - 2,0 mm)
Standard Banc
K1559-2,-4 LN-10 55 - 825 IPM 0,025 - 1/16 in, 0,035 - 5/64 in. 80 - 1250 IPM 0,025 - 0,045 in. 0,035 - 0,045 in.
Vitesse
Modèle à (1,40 - 21,0 M/M) (0,6 - 1,6 mm) (0,9 - 2,0 mm) (2,00 - 31,8 M/M) (0,6 - 1,2 mm) (0,9 - 1,2 mm)
Rapide Banc
COMMANDES , TÊTES ET UNITÉS COMPLÈTES
SPEC.# TYPE PUISSANCE DʼENTRÉE DIMENSIONS PHYSIQUES•
REGISTRE DE TEMPÉRATURES
Dimensions
Hauteur Largeur Profondeur Poids Fonctionnement Entreposage
K1562-1∆,-2∆ LN-10 40-42 Vac + 10% 14,80 “ 14,20 “ 4,20 “ 18,0 Lbs
Commande Commandes 4,0 Amps 50/60 Hz (K1562-1) (375,9 mm) ( 360,7mm) (106,7 mm) (8,2 Kg)
6,0 Amps 50/60 Hz (K1562-2)
K1563-1∆,-3∆ Montage de 7,81 “ 14,71 “ 11,00“ 25,0 Lbs
Entraîneur Flèche (198,4 mm) (373,6 mm) (27,94 mm) (11,3 Kg)
Standard Série 10 30,0 Lbs
K1563-2,-4 (13,6 Kg)
Vitesse
Rapide +40°C +40°C
à à
K679-1 Montage de 11,5“ 7,16“ 8,06“ 16,5 Lbs -20°C -40°C
Entraîneur Flèche ( 285,8mm) (181,9 mm) (204,7mm) (7,5 Kg.)
Standard Synergique 7F*
K679-2 Montage de
Vitesse Flèche
Rapide Synergique 7F*
K1559-1,-3 LN-10 40-42 Vac + 10% 20,46 “ 14,73 “ 30,35 “ 65,0 Lbs
Entraîneur Modèle à Banc 4,0 Amps 50/60 Hz (K1559-1,-2) (519,7 mm) (366,5 mm) (770,9 mm) (29,5 Kg)
Standard 6,0 Amps 50/60 Hz (K1559-3,-4) 70,0 Lbs
K1559-2,-4 (31,8 Kg)
Vitesse
Rapide
A-1
INSTALLATION
LN-10
A-1
SPÉCIFICATIONS TECHNIQUES – LN-10 Commandes & Têtes
• Dévidoir de Fil exclus
∆ Inclus avec tous les Boîtiers de Flèches LN-10 Série K1561.
* Les entraîneurs de fil synergiques 7F fonctionnent avec des mécanismes de traction à 4 rouleaux avec 2 rouleaux entraînés (Les kits de rouleaux conducteurs
ne sont pas courant avec les têtes de Série 10),
DESCRIPTION GÉNÉRALE
Le LN-10 est une ligne modulaire de chargeurs de fil à 4
rouleaux avec 42 VAC dʼentrée. Une commande simple
avec un préréglage de la procédure double de la vitesse
dʼalimentation du fil (en IPM ou en M/min) et de la tension
de lʼarc est utilisée avec une seule source de puissance de
soudage CC.
Les modèles de LN-10 possèdent des commandes qui per-
mettent la sélection par clavier ou à distance de nʼimporte
laquelle des deux procédures.
Les unités présentent 4 modes de gâchette de pistolet qui
peuvent être sélectionnés de façon indépendante pour la
procédure de chaque tête : alimentation à froid, activation
en 2 et 4 temps, et mode de soudage par point.
De même, elles comportent 4 minuteries sélectionnables et
pré - réglables pour la procédure de chaque tête : temps de
pré – écoulement, dʼaprès – écoulement, de reprise de
brûlure et de soudage par point.
Le démarrage dʼarc peut être optimisé pour la procédure de
chaque tête avec 5 rapports dʼaccélération dʼalimentation
du fil à sélectionner, et une commande indépendante de la
procédure de rodage plus lente.
Il existe une touche de purge de gaz ainsi que des touches
de marche avant et marche arrière pour lʼalimentation à
froid avec un réglage indépendant de la vitesse
dʼalimentation du fil en marche avant.
K-1563-1,-2
K-1559-1,-2
K-1559-3,-4
K-1563-3,-4

A-2
INSTALLATION
LN-10
A-2
Toutes ces caractéristiques peuvent être sélectionnées au
moyen dʼun clavier sensible au toucher et réglées
indépendamment en utilisant lʼun des deux codeurs à
bouton tournant; les niveaux des réglages sont affichés sur
lʼun des deux écrans dʼaffichage à LED numériques.
Les ensembles dʼEntraîneurs de Fil de Série 10
comprennent une tête robuste avec un rapport qui peut être
changé par lʼextérieur et 4 mécanismes dʼentraînement à
rouleau mené se trouvant dans un boîtier de connexion et
de montage à combinaison unique. Des adaptateurs de
pistolet sont disponibles afin de permettre leur utilisation
avec une variété de pistolets de soudage normalisés.
Modèles Disponibles
Le système LN-10 de Chargeur de Fil est disponible aussi
bien en modèles à Banc quʼà Flèche.
Les Modèles à Banc consistent en un LN-10 à commande
et un ensemble entraîneur de fil de Série 10 à deux têtes
préalablement montés sur une plateforme avec un double
montage dʼaxes de 2" (50,8 mm) de diamètre extérieur.
Les Modèles à Flèche consistent en un LN-10 à Commande
et un choix dʼentraîneurs de fil conçus pour être montés
séparément et unis par les ensembles de câbles tête à
commande disponibles.
Les ensembles de câbles tête à commande sont disponibles
en deux versions ; un câble de contrôle est requis pour
chaque tête :
K1498-”L”
Comprend un câble de contrôle avec
une connexion de style ms à 14
goupilles sur chaque extrémité et un
câble de soudage de 3/0. Disponible
en longueurs « L » de 16, 20 ou 25 ft
(4,9 ; 6,1 ou 7,6 m)
K681-”L” Idem que ci-dessus mais ne contient
pas le câble de soudage disponible
en longueurs « L » de 12, 16 ou 25 ft
(3,6 ; 4,9 ou 7,6 m).
Les boîtiers pour flèche LN-10 (Série K1564) sont
également disponibles et comprennent:
• Boîtier de Contrôle LN-10
• Entraîneur de Fil de Série 10
• Câbles de Contrôle et de Soudage de longueur
appropriée pour brancher la Commande sur
lʼEntraîneur de Fil
• Accessoires spécifiques au boîtier pour Flèche
commandé
PROCÉDÉS ET APPAREILS RECOMMANDÉS
Le système LN-10 de Chargeur de Fil est
recommandé pour une utilisation avec du fil solide
pour les procédés gaz – métal - arc ou CV Submergé,
ainsi quʼavec du fil fourré pour les procédés
Outershield, GMAW ou Innershield.
Le type et la taille du fil pour lʼentraîneur de fil utilisé et
le changement de rapport sélectionné apparaissent
dans les Spécifications.
Les sources de puissance recommandées sont les
sources de puissance à tension constante de Lincoln
Electric Company avec une puissance auxiliaire de 42
VAC et un réceptacle de connecteur à 14 goupilles.
Au moment de lʼimpression de ce manuel, elles com-
prennent : CV250, CV300-I, CV400-I, CV500-I, DC-
400, DC-600, CV-655, Invertec V300-PRO, V350-
PRO, , DC650-PRO et DC-655.
Les DC-250, DC-1000 et Pulse Power 500 (unique-
ment en mode CV) peuvent également être utilisées
avec le LN-10 si le Kit Transformateur optionnel
K1520-1 de 115V / 42V est utilisé.
MESURES DE SÉCURITÉ
INSTALLATION DES COMPOSANTS
DU CHARGEUR DE FIL LN-10 AVEC
MONTAGE À FLÈCHE
Montage de lʼEntraîneur de Fil de la Série
10 à Deux Têtes
Monter lʼunité de lʼentraîneur de fil de la série 10 sur la
flèche ou sur la structure au moyen des quatre orifices
de montage filetés de 5/16-18 situés sur le bas du
boîtier de connexion du mécanisme dʼentraînement.
Voir la Figure A.1 pour la taille et lʼemplacement des
orifices de montage. Lʼensemble de la plaque
dʼalimentation se trouve sous tension électrique
lorsquʼon appuie sur la gâchette du pistolet. De ce fait,
sʼassurer que la plaque dʼalimentation nʼentre pas en
contact avec la structure sur laquelle lʼunité est mon-
tée.
Lʼunité de lʼentraîneur de fil doit être montée de sorte
que les rouleaux conducteurs se trouvent sur un plan
vertical afin que la saleté ne sʼaccumule pas dans la
zone des rouleaux conducteurs. Faire pivoter la
plaque dʼalimentation afin quʼelle pointe vers le bas
dans un angle tel que le câble du pistolet
dʼalimentation du fil ne forme pas de courbure pointue
en sortant de lʼunité. Se reporter à la « Procédure de
réglage de lʼangle de la Plaque dʼAlimentation » dans
la section FONCTIONNEMENT de ce manuel.
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Couper la puissance dʼentrée au niveau de
lʼinterrupteur de déconnexion de la source de
puissance avant dʼessayer de brancher la puis-
sance dʼentrée sur le LN-10 à Commande.
• Seul le personnel qualifié doit réaliser cette installation.
----------------------------------------------------------------------------------------

A-3
INSTALLATION
LN-10
A-3
FIGURE A.1
Montage de lʼUnité de lʼEntraîneur de Fil
Synergique 7F (K679-1 ou -2)
MMonter lʼunité dʼalimentation du fil au moyen de la patte
de fixation fixée au bas de la boîte dʼengrenages. La
référence L9777 (comprise avec lʼunité de lʼEntraîneur)
permet de trouver la taille et lʼemplacement des orifices
de montage. Lʼensemble de la boîte dʼengrenages se
trouve sous tension électrique lorsquʼon appuie sur la
gâchette du pistolet. Sʼassurer donc que la boîte
dʼengrenages nʼentre pas en contact avec la structure
sur laquelle lʼunité est montée.
Lʼunité dʼalimentation du fil doit être montée de sorte que
les rouleaux conducteurs se trouvent en position verti-
cale afin que la saleté ne sʼy accumule pas. Positionner
le mécanisme de sorte quʼil pointe vers le bas dans un
angle dʼenviron 45o afin que le câble du pistolet
dʼalimentation du fil ne se plie pas de façon pointue en
sortant de lʼunité.
Note : Le boîtier de contrôle K1562-1 doit être utilisé
avec le K679-1 ou -2.
Montage du Boîtier de Contrôle du LN-10
Le même boîtier de contrôle est utilisé aussi bien pour un
entraîneur de Série 10 que pour un entraîneur
Synergique 7F. La plaque postérieure du boîtier de con-
trôle possède deux encoches en trou de serrure et une
encoche en bas pour le montage. Voir la Figure A.2 pour
la taille et lʼemplacement de ces encoches. Monter le
boîtier à un emplacement convenable près de lʼunité de
lʼentraîneur de fil, ce qui permettra au câble de contrôle
souhaité de couvrir la distance entre le boîtier de con-
trôle et lʼunité de lʼentraîneur de fil.
a) Percer les trous nécessaires dans la surface de
montage et installer partiellement les vis de 1/4-20.
b) Monter le boîtier.
c) Serrer les vis.
Connexion de lʼUnité de lʼEntraîneur de Fil
sur le Boîtier de Contrôle
Un ensemble de câble tête à commande est requis
Les ensembles de câble Tête à Commande
disponibles sont de deux sortes :
K1498-"L" - Comprend un câble de contrôle avec des
connecteurs de type MS à 14 goupilles à
chaque extrémité, et un câble de soudage
de 3/0 (à régime nominal de 600 amps,
60% de facteur de marche) à acheminer
entre lʼentraîneur de fil et le boîtier de
contrôle. Disponibles en longueurs de 16
ft. (4,9 m), 20 ft. (6,1 m) et 25 ft. (7,6 m).
K681-"L" - Idem que K1498, mais ne contient pas le
câble de soudage. Disponible en
longueurs « L » de 12 ft. (3,6 m), 16 ft.
(4,9 m) et 25 ft. (7,6 m).
a) Tout en sʼassurant que les câbles soient protégés
contre tout coin pointu qui pourrait endommager
leur gaine, monter lʼensemble du câble le long de
la flèche de sorte que lʼextrémité qui comporte les
goupilles du connecteur femelle Amphénol se
trouve sur lʼunité dʼalimentation du fil.
b) Connecter les connecteurs du câble à 14 douilles
sur les réceptacles correspondant sur lʼarrière du
boîtier de connexions de lʼunité dʼalimentation du
fil.
c) Sur la même extrémité, brancher le fil électrode
sur le boulon de connexion de 1/2" sur le devant
de la plaque dʼalimentation de la tête de
lʼentraîneur de fil de gauche.
d) Sur lʼextrémité du boîtier de contrôle, connecter
les connecteurs à 14 goupilles des câbles sur les
réceptacles correspondant sur le bas du boîtier de
contrôle.
e) Au niveau du détecteur de courant du boîtier de
contrôle, faire glisser le couvercle du boîtier vers
le haut pour le retirer du détecteur et connecter
le(s) câble(s) dʼélectrode sur la connexion du
boulon supérieur.
FILETAGE 5/16-18
2.25
PORTE DE LA
PLAQUE
D’ALIMENTATION
OUVERTE
5.00
10.50
14.50
3.00
6.00
11
.00
FACE INFÉRIEURE ANTÉRIEURE
Dégagement pour
1/4 boulon.
Dégagement pour
1/4 boulon.
2.63
12.75
14.50
13.75
5.25
10.50
.50
10.00
2.63
14.00
FIGURE A.2

A-4
INSTALLATION
LN-10
A-4
Acheminement de lʼÉlectrode
Lʼalimentation de lʼélectrode peut se faire depuis des
dévidoirs, des Ready-Reels, des bobines ou bien des
tambours ou dévidoirs emballés en vrac. Prendre les
précautions suivantes :
a) Lʼélectrode doit être acheminée vers lʼunité de
lʼentraîneur de fil de sorte que les courbures du fil
soient réduites au minimum, mais aussi que la
force requise pour tirer sur le fil et le faire sortir du
dévidoir pour quʼil passe dans lʼunité de
lʼentraîneur de fil soit maintenue au minimum.
b) Lʼélectrode se trouve sous tension lorsquʼon
appuie sur la gâchette et elle doit être isolée de la
flèche et de la structure.
c) Si plus dʼune unité dʼalimentation de fil partagent la
même flèche mais pas la même terminale de sortie
de la source de puissance, leurs fils et dévidoirs
doivent être isolés les uns des autres ainsi que de
leur structure de montage.
SÉLECTION DU REGISTRE DE
VITESSE DE LʼENTRAÎNEUR DE FIL
Le registre de vitesse normale et de taille de fil pour
chaque tête dʼentraîneur de fil apparaît dans les
SPÉCIFICATIONS au début de cette section.
Réglage du Registre de Vitesse de Contrôle
Le registre de vitesse est établi pour sʼadapter à
chaque tête dʼentraîneur de fil connectée sur le LN-10
à commande en réglant correctement le code de
lʼinterrupteur (S1) sur le panneau de contrôle à
lʼintérieur du boîtier de contrôle. Se reporter au «
Réglage des Interrupteurs DIP » dans la section de
FONCTIONNEMENT pour les instructions de réglage.
Sélection du Rapport de lʼEntraîneur de
Fil de la Série 10
Les entraîneurs de type de la Série 10 comprennent
deux tailles dʼengrenages externes : un engrenage de
1" de diamètre et un engrenage de 1-1/2" de
diamètre. Le petit engrenage fournit le rapport de reg-
istre de vitesse lente et le grand engrenage donne le
rapport de registre de vitesse rapide, conformément
aux SPÉCIFICATIONS se trouvant au début de cette
section.
La procédure suivante sert à changer le rapport de
lʼentraîneur DH :
1) Tirer sur la Porte à Pression pour lʼouvrir.
2) Retirer la vis à tête Phillips qui retient lʼengrenage
à pignons à changer et retirer lʼengrenage. Si
lʼengrenage nʼest pas facile dʼaccès ou sʼil est
difficile à retirer, retirer la plaque dʼalimentation de
la boîte dʼengrenages. Pour retirer la plaque
dʼalimentation:
a) Desserrer la vis du collier de serrage au
moyen dʼune clef Allen de 3/16". On peut
accéder à la vis du collier de serrage depuis
le bas de la plaque dʼalimentation. Il sʼagit de
la vis qui est perpendiculaire à la direction de
lʼalimentation.
b) Desserrer la vis de retenue, à laquelle on
peut également accéder depuis le bas du
chargeur, au moyen dʼune clef Allen de
3/16". Continuer à desserrer la vis jusquʼà ce
que la plaque dʼalimentation puisse être
facilement retirée du chargeur de fil.
3) Au moyen dʼune clef Allen de 3/16", desserrer,
mais ne pas retirer, la vis qui se trouve sur la face
inférieure droite de la plaque dʼalimentation.
4) Retirer la vis qui se trouve sur la face gauche de
la plaque dʼalimentation. Si on passe de la vitesse
rapide (grand engrenage) à la vitesse lente (petit
engrenage), aligner lʼorifice inférieur sur la face
gauche de la plaque dʼalimentation avec le file-
tage du collier de serrage. Aligner lʼorifice
supérieur avec le filetage afin dʼinstaller le grand
engrenage pour avoir un chargeur à vitesse rapi-
de. Si la plaque dʼalimentation ne tourne pas,
empêchant ainsi lʼalignement des orifices, desser-
rer la vis se trouvant sur la face droite de la
plaque dʼalimentation.
5) Installer lʼengrenage sur lʼarbre de sortie et le fixer
avec une rondelle plate, une rondelle frein et la vis
à tête de Phillips, qui furent retirées auparavant.
6) Serrer la vis sur la face inférieure droite de la
plaque dʼalimentation.
7) Remettre en place la plaque dʼalimentation sur le
chargeur de fil, si celle-ci a été retirée au point 2.
8) La plaque dʼalimentation tournera hors de sa posi-
tion du fait du changement dʼengrenage. Pour
réajuster lʼangle de la plaque dʼalimentation :
a) Desserrer la vis du collier de serrage au
moyen dʼune clef Allen de 3/16". On peut
accéder à la vis du collier de serrage depuis
le bas de la plaque dʼalimentation. Il sʼagit de
la vis qui est perpendiculaire à la direction de
lʼalimentation.
b) Faire tourner la plaque dʼalimentation jusquʼà
lʼangle souhaité et serrer la vis du collier de
serrage.
9) Prendre soin de régler correctement le code de
lʼinterrupteur (S2) sur le tableau de contrôle à
lʼintérieur du boîtier de contrôle pour la nouvelle
taille dʼengrenage installée. Se reporter au
« Réglage des Interrupteurs DIP » dans la section
de FONCTIONNEMENT pour des instructions de
réglage.,

A-5
INSTALLATION
LN-10
A-5
3.) Retirer la vis et le collier de serrage de lʼarbre de
lʼentraîneur le plus proche du côté entrant de
lʼentraîneur.
4.) Installer le rouleau conducteur sur lʼarbre claveté.
(Ne pas dépasser la taille de fil nominale maxi-
mum de lʼentraîneur de fil). Remettre en place le
collier et serrer la vis de serrage.
5.) Dévisser la vis de réglage du tube guide du
milieu. Installer le tube guide du milieu et le faire
glisser vers le haut jusquʼà ce quʼil se trouve con-
tre le rouleau conducteur. NE PAS SERRER LE
GUIDE DU MILIEU À CE MOMENT-CI.
6.) Installer le rouleau conducteur sortant en suivant la
même procédure qui est indiquée aux points 3 et 4.
7.) Centrer le guide du milieu entre les deux
rouleaux conducteurs et les serrer pour quʼils
restent en place.
8.) Dévisser les vis des tubes guides entrants et sortants.
9.) Installer le tube guide le plus long dans lʼorifice
arrière près du rouleau conducteur entrant. Faire
glisser le tube vers lʼintérieur jusquʼà ce quʼil
touche presque le rouleau. Serrer.
10.) Installer le tube guide restant dans lʼorifice avant.
Sʼassurer dʼutiliser lʼinsertion en plastique appro-
priée. Le tube de lʼarrête centrale du fil fin doit
avoir son rayon le plus grand à côté du rouleau
conducteur. Serrer pour maintenir en place.
11.) Re-verrouiller les deux leviers à libération rapide.
12.) Pour commencer une nouvelle électrode,
redresser les 6 premiers pouces (150 mm) et
couper le premier pouce (25 mm). Insérer
lʼextrémité libre dans le tube entrant. Appuyer sur
la gâchette du pistolet et pousser le fil dans le
rouleau conducteur.
POUR RÉGLER LA PRESSION DU CYLINDRE
DʼAPPUI, voir le « Réglage de la Pression du Cylindre
dʼAppui » dans la section de FONCTIONNEMENT.
Installation du Kit de Rouleau de lʼEntraîneur
de Fil de la Série 10 (KP1505 et KP1507)
1) ÉTEINDRE la source de puissance de soudage.
2) Ouvrir la Porte à Pression en la tirant afin de
découvrir les rouleaux et les guide-fils.
3) Retirer le Guide-Fil Extérieur en tournant les vis de
pression moletées afin de le dévisser de la Plaque
dʼAlimentation.
4) Retirer les rouleaux conducteurs, sʼils sont instal-
lés, en tirant tout droit pour les sortir de lʼaxe.
Retirer le guide intérieur.
5) Insérer le Guide-Fil Intérieur, côté à rainure vers
lʼextérieur, sur les deux boulons dʼajustage dans la
plaque dʼalimentation.
KITS DE ROULEAUX CONDUCTEURS
DʼALIMENTATION DE FIL
NOTE: Les tailles maximum spécifiées de fils solides et
fourrés pour chaque tête de conducteur de fil et
rapport dʼentraîneur choisi apparaissent dans les
SPÉCIFICATIONS au début de cette section.
Les tailles dʼélectrodes qui peuvent être alimentées
avec chaque rouleau et tube guide sont gravées sur
chaque pièce. Vérifier que le kit comprenne les com-
posants appropriés.
Les Entraîneurs Synergiques 7F (K679) fonctionnent
avec des kits de rouleaux conducteurs à 4 rouleaux
avec 2 rouleaux menés, dʼaprès le Tableau C.1 dans
la section des ACCESSOIRES. Ces kits sont com-
muns à ceux utilisés pour les Chargeurs de Fil Lincoln
à 4 rouleaux LN-7 GMA et LN-9 GMA, mais ne sont
pas communs à ceux utilisés avec les unités
dʼentraîneurs de fil de la Série 10. Les instructions
pour lʼinstallation sont comprises avec les kits.
Les Entraîneurs de Fils de la Série 10 fonctionnent
avec des kits de rouleaux conducteurs à 4 rouleaux,
dʼaprès le Tableau C.1 dans la section des ACCES-
SOIRES.
------------------------------------------------------------------------
Kits dʼEntraîneurs de Fil Synergiques
7F à 4 Rouleaux (KP655 et KP656)
1.) ÉTEINDRE la source de puissance de soudage.
2.) Libérer les deux leviers à libération rapide en les
faisant glisser sur le côté sur les positions
ouvertes.
AVERTISSEMENT
Respecter toutes les Consignes de Sécurité supplé-
mentaires détaillées tout au long de ce manuel.
LES CHOCS ÉLECTRIQUES peu-
vent être mortels.
• Ne pas toucher les pièces sous tension
électrique telles que les terminales de
sortie ou le câblage interne.
• En marche par à-coups avec la gâchette
du pistolet, lʼélectrode et le mécanisme de
traction sont sous tension vers le travail
et vers la masse et ils peuvent rester sous
énergie pendant plusieurs secondes
après que la gâchette du pistolet ait été
relâchée.
• Éteindre la puissance dʼentrée au niveau
de la source de puissance de soudage
avant lʼinstallation ou le changement du
rouleau conducteur et/ou des tubes
guides.
• La source de puissance de soudage doit
être connectée à la terre du système con-
formément au Code Électrique National
ou à toute loi locale applicable.
• Cette installation ne doit être effectuée
que par le personnel qualifié.

A-6
INSTALLATION
LN-10
A-6
6) Installer chaque rouleau conducteur en le pous-
sant sur lʼaxe jusquʼà ce quʼil bute contre le collet
de butée sur lʼaxe du rouleau conducteur. (Ne pas
dépasser la spécification de taille maximum du fil
de lʼentraîneur de fil).
7) Installer le Guide-Fil Extérieur en le faisant glisser
sur les boulons dʼajustage et en le serrant pour le
maintenir en place.
8) Engager les rouleaux conducteurs supérieurs sʼils
se trouvent en position « ouverte » et fermer la
Porte à Pression.
POUR RÉGLER LA PRESSION DU CYLINDRE
DʼAPPUI, voir le « Réglage de la Pression du Cylindre
dʼAppui » dans la section de FONCTIONNEMENT.
ENSEMBLES DE PISTOLET ET CÂBLES
AVEC CONNEXION NORMALES
Les Têtes de lʼEntraîneur de Fil de la Série 10
requièrent chacune quʼun Adaptateur de Pistolet K1500
soit installé. Voir les « Adaptateurs de Pistolet » dans la
section des ACCESSOIRES. Le L1500-2 dʼAdaptateur
de Pistolet et Câble de Gâchette pour pistolets
Magnum 200-400 est inclus en usine avec le LN-10.
Pistolets GMAW
Une grande gamme dʼensembles de pistolets
Magnum et câbles est disponible afin de permettre le
soudage avec des électrodes solides et fourrées en
utilisant le procédé GMAW. Se reporter à la documen-
tation Magnum appropriée pour les descriptions des
pistolets refroidis à lʼair de 200 à 550 ampères et des
câbles qui sont disponibles. Les longueurs des câbles
de pistolet vont de 10 ft. (3,0 m) à 25 ft. (7,6 m) et les
électrodes dʼalimentation ont des tailles de 0,025" (0,6
mm) à 3/32" (2,4 mm). Toute la ligne dʼensembles de
pistolets Magnum Fast-Mate et câbles peut aussi être
utilisée en installant un kit dʼadaptateur de Fast-Mate
K489-2. Voir les « Ensembles de Pistolet et Câble
avec connexion Fast-Mate » dans cette section pour
de plus amples détails.
Pistolets Innershield
Les ensembles de pistolet et câble K126 et K115 sont
disponibles afin de permettre de souder avec des
électrodes Innershield. Les longueurs des câbles de
pistolet vont de 10 ft. (3,0 m) à 15 ft. (4,5 m). Le K126
à 350 ampères alimente des électrodes de taille
0,062" (1,6 mm) à 3/32" (2,4 mm). Le K115 à 450
ampères alimente des électrodes de 5/64" (2,0 mm) à
3/32" (2,4 mm).
Trois ensembles de pistolet avec extracteur de fumée
et câble sont disponibles, le K309 à 250 ampères, le
K206 à 350 ampères et le K289 à 500 ampères. Toutes
les longueurs de câble de pistolet sont de 15 ft. (4,5 m).
Ces pistolets alimentent des électrodes de taille 0,062"
(1,6 mm) à 3/32" (2,4 mm) et requièrent lʼunité à
dépression K184 pour être utilisés avec le LN-10.
Connexion du Câble de Pistolet avec une
Connexion Normale
1. Vérifier que les rouleaux conducteurs et les tubes
guides soient appropriés pour la taille et le type
dʼélectrode utilisée. Si besoin est, les changer
conformément aux « Kits de Rouleaux
Conducteurs de Fil » dans cette section.
2. Tendre le câble bien droit. Insérer le connecteur se
trouvant sur le câble du conducteur de soudage
dans le bloc conducteur en laiton situé sur le
devant de la tête de lʼentraîneur de fil. Sʼassurer
quʼil soit à lʼintérieur sur toute la longueur et serrer
la bride de serrage manuelle. Maintenir cette con-
nexion propre et brillante. Brancher la fiche polar-
isée du câble de contrôle de la gâchette dans le
réceptacle à 5 cavités correspondant sur le devant
de lʼunité de lʼentraîneur de fil.
3. Pour des câbles de pistolet GMA avec accessoire
à gaz séparé (Entraîneur de Fil de la Série 10
fonctionnant avec Adaptateur de Pistolet
K1500–1), connecter le tuyau à gaz de 3/16" de
diamètre intérieur de lʼunité de lʼentraîneur de fil
sur lʼaccessoire barbelé du câble du pistolet.
ENSEMBLES DE PISTOLET ET CÂBLE
AVEC CONNEXION FAST-MATE
(Requièrent le Kit Adaptateur Fast-Mate™ K489-2
utilisé avec lʼAdaptateur de Pistolet K1500-1).
Pistolets GMAW
Une grande gamme dʼensembles de pistolets
Magnum Fast-Mate™ refroidis à lʼeau et refroidis à
lʼair et de câbles est disponible afin de permettre le
soudage avec des électrodes solides et fourrées en
utilisant le procédé GMAW. Se reporter à la
documentation Magnum appropriée pour les
descriptions des pistolets refroidis à lʼair de 200 à 400
ampères et des câbles qui sont disponibles, ainsi que
le pistolet Magnum « Super Cool » refroidi à lʼeau de
450 ampères et le câble. Les longueurs des câbles de
pistolet vont de 10 ft. (3,0 m) à 25 ft. (7,6 m) et les
électrodes dʼalimentation ont des tailles de 0,025" (0,6
mm) à 5/64" (20 mm).
Une grande gamme dʼensembles de pistolets
Magnum X-Tractor et câble apporte une capacité
dʼextraction de fumée pour souder avec des
électrodes solides et fourrées en utilisant le procédé
GMAW. Se reporter à la documentation Magnum
appropriée pour les descriptions des pistolets refroidis
à lʼair de 200 à 400 ampères et des câbles qui sont
disponibles. Les longueurs des câbles de pistolet vont
de 10 ft. (3,0 m) à 15 ft. (4,5 m) et les électrodes
dʼalimentation ont des tailles de 0,035" (0,9 mm) à
1/16" (1,6 mm). Ces pistolets doivent être utilisés avec
les unités de dépression K173-1 ou K184*.
*Requiert le tuyau de connexion S14927-8 et un
adaptateur de tuyau S20591.

A-7
INSTALLATION
LN-10
A-7
Connexion du Câble du Pistolet avec une
Connexion Fast-Mate
1. Vérifier que les rouleaux conducteurs, les tubes
guides du chargeur et le tube guide du connecteur
du pistolet soient appropriés pour la taille et le type
dʼélectrode utilisée. Si besoin est, les changer con-
formément aux « Kits de Rouleaux Conducteurs
de Fil » dans cette section.
2. Brancher le connecteur pistolet à pistolet en
sʼassurant que toutes les goupilles et le tube de
gaz soient alignés avec les trous appropriés dans
le connecteur. Serrer le pistolet en tournant la
grande vis sur le câble du pistolet dans le sens des
aiguilles dʼune montre.
CONNEXIONS HYDRAULIQUES
DES ENTRAÎNEURS DE FIL DE LA
SÉRIE 10 (POUR PISTOLETS
REFROIDIS À LʼEAU)
Entraîneurs de Fil de la Série 10: un Kit de
Connexion Hydraulique K590-4 doit être installé pour
les pistolets refroidis à lʼeau. (Voir INSTALLATION et
ACCESSOIRES).
Au moyen dʼaccessoires mâles de connexion rapide,
raccorder les tuyaux à eau sur lʼadmission et la sortie
du liquide de refroidissement sur lʼarrière de
lʼentraîneur de fil. Connecter les autres extrémités de
ces tuyaux sur les ports appropriés des unités de
refroidissement à lʼeau.
Dans le cas où les accessoires de la conduite dʼeau
sur le pistolet refroidi à lʼeau seraient incompatibles
avec les accessoires femelles de connexion rapide
sur le devant de lʼentraîneur de fil, des accessoires
mâles de connexion rapide (L.E. Pièce No. S19663)
sont fournis dans le Kit pour lʼinstallation sur tuyau de
3/16" (5 mm) de diamètre intérieur (Il appartient au
client de fournir les agrafes appropriées). Les con-
necteurs du chargeur scellent dʼeux-mêmes lorsquʼils
sont déconnectés.
Entraîneurs de Fil Synergiques 7F (K679):
un Kit de Connexion Hydraulique K682-2 doit être
installé. (Voir les ACCESSOIRES).
Au moyen des agrafes pour tuyau fournies avec le kit
K682-2, connecter les tuyaux à eau appropriés sur les
accessoires dʼadmission et de sortie du liquide de
refroidissement sur lʼarrière du kit K682-2. Raccorder
les autres extrémités de ces tuyaux sur les ports
appropriés des unités de refroidissement à lʼeau.
Dans le cas où les accessoires de la conduite dʼeau
sur le pistolet refroidi à lʼeau seraient incompatibles
avec les accessoires femelles de connexion rapide
sur le devant du kit K682-2, des accessoires mâles de
connexion rapide sont fournis dans le Kit pour
lʼinstallation sur tuyau de 3/16" (5 mm) de diamètre
intérieur (Il appartient au client de fournir les agrafes
appropriées). Les connecteurs du chargeur scellent
dʼeux-mêmes lorsquʼils sont déconnectés.
Écran de Gaz Inerte pour GMAW
e client doit se procurer un cylindre de gaz de protec-
tion, un régulateur de pression, une valve de contrôle
de flux, et un tuyau allant de la valve à flux au disposi-
tif dʼadmission de gaz de lʼunité de lʼentraîneur de fil.
Raccorder un tuyau dʼalimentation depuis la sortie de
la valve de flux du cylindre de gaz vers le dispositif
femelle de gaz inerte de 5/8-18 sur le panneau arrière
de lʼentraîneur de fil ou bien, si elle est utilisée, sur
lʼadmission du régulateur du Protecteur de Gaz. (Voir
ci-après).
Régulateur du Protecteur de Gaz – Le Régulateur
du Protecteur de Gaz est un accessoire en option
(K659-1) sur ces modèles.
Installer la sortie mâle de 5/8-18 du régulateur sur
lʼadmission de gaz femelle de 5/8-18 sur le panneau
arrière de lʼentraîneur de fil. Serrer le dispositif en
haut au moyen de la clef de réglage de flux.
Raccorder lʼalimentation de gaz à lʼadmission femelle
de 5/8-18 du régulateur en suivant les instructions ci-
dessus.
LE CYLINDRE peut exploser sʼil est
endommagé.
• Tenir le cylindre debout et attaché à un
support.
• Tenir le cylindre éloigné des zones où
il pourrait être endommagé.
• Ne jamais soulever la soudeuse si le cylindre y est
attaché.
• Ne jamais permettre que lʼélectrode de soudage
touche le cylindre.
• Tenir le cylindre éloigné des circuits de soudage et
des autres circuits électriques sous tension.
LʼACCUMULATION DE GAZ DE PRO-
TECTION peut être dangereuse pour
la santé ou même mortelle.
• Fermer lʼalimentation du gaz de pro-
tection lorsquʼon ne lʼutilise pas.
VOIR LA NORME NATIONALE AMÉRICAINE Z-49.1
« SÉCURITÉ POUR LE SOUDAGE ET LA COUPE »
PUBLIÉE PAR LA SOCIÉTÉ AMÉRICAINE DE
SOUDAGE.
------------------------------------------------------------------------
AVERTISSEMENT

A-8
INSTALLATION
LN-10
A-8
INSTALLATION ÉLECTRIQUE
Câble dʼEntrée : LN-10 à Commande vers
Source de Puisssance
K1501-10 (Uniquement Câble de Contrôle) :
Consiste en un câble de contrôle à 9 conducteurs avec
une fiche de câble de contrôle à 14 goupilles, sans
câble dʼélectrode, et existe en longueurs de 10 ft. (3 m).
Avec la puissance dʼentrée débranchée de la
source de puissance, installer le câble dʼentrée
comme suit :
1) Connecter lʼextrémité du câble de contrôle possé-
dant la fiche du câble à 14 goupilles vers le récep-
tacle correspondant sur la source de puissance.
2) Brancher le fil électrode sur la terminale de sortie de
la source de puissance de la polarité souhaitée.
3) Brancher la fiche à 9 douilles du câble de contrôle
sur le réceptacle correspondant situé sur le bas
du boîtier de contrôle du LN-10.
4) Faire glisser le couvercle du détecteur de courant
suffisamment pour découvrir la borne du con-
necteur dʼentrée. Connecter le câble électrode
depuis la source de puissance vers cette borne au
moyen de lʼécrou fourni, puis fermer le couvercle
du détecteur de courant.
Câble de Travail
Connecter un fil de travail de taille et longueur suffisantes
(dʼaprès le tableau suivant) entre la terminale de sortie
appropriée sur la source de puissance et le travail.
Sʼassurer que la connexion vers le travail établisse un
contact électrique métal – métal étroit.
Respecter toutes les Consignes de Sécurité supplé-
mentaires détaillées tout au long de ce manuel.
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peu-
vent être mortels.
• Ne pas toucher les pièces sous tension
électrique telles que les terminales de
sortie ou le câblage interne.
• En marche par à-coups avec la gâchette
du pistolet, lʼélectrode et le mécanisme de
traction sont sous tension vers le travail
et vers la masse et ils peuvent rester sous
énergie pendant plusieurs secondes
après que la gâchette du pistolet ait été
relâchée.
• Éteindre la puissance dʼentrée au niveau
de la source de puissance de soudage
avant lʼinstallation ou le changement du
rouleau conducteur et/ou des tubes
guides.
• La source de puissance de soudage doit
être connectée à la terre du système con-
formément au Code Électrique National
ou à toute loi locale applicable.
• Cette installation ne doit être effectuée
que par le personnel qualifié.
Taille Câble de Travail en Cuivre, AWG
Jusquʼà 100 ft (30 m) de Long
Courant 60%
Facteur de
Marche
400 Amps
500 Amps
600 Amps
00 (67 mm
2
)
000 (85 mm
2
)
000 (85 mm
2
)

A-9
INSTALLATION
LN-10
A-9
INSTALLATION DES FONCTIONNALITÉS
OPTIONNELLES
Options dʼInterrupteurs à Procédure Double
K683-1 DInterrupteur à Procédure Double (Un par
pistolet) – Requiert lʼadaptateur K686-2 pour le LN-10.
Le kit comprend lʼinterrupteur du pistolet et les pièces
de montage pour pistolets Lincoln Innershield et
Magnum avec un câble de contrôle de 15 ft. (4,5 m) et
une fiche à 3 goupilles. LʼAdaptateur K686-2 permet
de connecter la fiche à 3 goupilles et la fiche à 5
goupilles de la gâchette du pistolet sur le réceptacle à
Procédure Double / Gâchette à 5 goupilles du LN-10.
Connecter la fiche à 5 goupilles de lʼAdaptateur K686-
2 sur le réceptacle à Procédure Double / Gâchette à 5
douilles du Chargeur de Fil LN-10.
La fiche à 3 goupilles de lʼinterrupteur à Procédure
Double K683-1 se branche sur le réceptacle à 3
douilles de lʼAdaptateur, et la fiche à 5 goupilles du
pistolet de soudage se branche sur le réceptacle à 5
douilles de lʼAdaptateur.
K683-3 Interrupteur à Procédure Double– Le kit com-
prend lʼinterrupteur du pistolet et les pièces de mon-
tage pour pistolets Lincoln Innershield et Magnum
avec un câble de contrôle de 15 ft. (4,5 m) et une
fiche à 5 goupilles avec deux fils à brancher sur la
gâchette du pistolet.
Connecter la fiche à 5 goupilles de lʼInterrupteur à
Procédure Double K683-3 sur le réceptacle à
Procédure Double / Gâchette à 5 douilles du
Chargeur de Fil LN-10.
Le cordon de la fiche à deux fils qui sort de la fiche à 5
goupilles de lʼInterrupteur à Procédure Double se connecte
sur les deux fils de la gâchette du pistolet de soudage con-
formément aux instructions livrées avec le kit.
K1449-1 Télécommande de Procédure Double.
Permet de contrôler à distance la Vitesse
dʼAlimentation du Fil et la Tension au moyen du
codeur à bouton tournant ainsi que dʼun interrupteur
de sélection de procédure double, lorsquʼune télécom-
mande est connectée et que « TÉLÉCOMMANDE »
(« REMOTE ») est sélectionné par la touche de
Procédure du LN-10. La lumière de procédure A ou B
du LN-10 sera aussi allumée pour indiquer la procé-
dure sélectionnée par la télécommande.
La fiche à 4 goupilles de la télécommande se branche
sur le réceptacle correspondant sur le bas du boîtier
de Contrôle du LN-10.
Le câble de Rallonge K1450-« L » sʼutilise pour ral-
longer le câble de 16 ft (5 m) fixé sur la télécom-
mande. Les longueurs « L » sont disponibles pour
sʼaccoupler à la Longueur du câble de lʼentraîneur de
fil du montage commande à flèche utilisé.
K1561-1 Module dʼInterface Robotique – le module se
branche directement sur le tableau de contrôle du LN-
10 et fournit une interface avec un robot Fanuc cor-
rectement équipé. Lorsquʼil est installé et bien config-
uré, le Module dʼInterface Robotique K1561-1 permet
un contrôle complet du procédé de soudage depuis le
contrôleur du robot.
Le Centre dʼAutomatisation de Lincoln Electric
Company doit être contacté pour toute question con-
cernant lʼinstallation ou le fonctionnement du Module
dʼInterface Robotique.
Toutes les autres options (voir la section des
ACCESSOIRES) sont livrées avec les instructions
pour leur installation.
CONVERSIONS DE MODÈLES À
FLÈCHE ET À BANC
La conception modulaire de ces chargeurs leur permet
dʼêtre convertis de modèle à banc en modèle à flèche
et vice-versa. Certaines pièces supplémentaires sont
nécessaires pour effectuer cette conversion.
Matériaux requis pour la conversion de
Modèle à Banc à Modèle à Flèche
S13100-197 Ensemble de Fiche et Fil. Permet la con-
nexion dʼun câble de contrôle du boîtier de contrôle
vers lʼentraîneur de fil.
G2868 Patte de Fixation. Permet de déplacer
lʼinterrupteur Reed sur le boîtier de contrôle.
K1498-16 ET K1498-25 Boîtier de Contrôle vers
Entraîneur de Fil. Câble de contrôle et câble de puis-
sance allant du boîtier de contrôle à lʼentraîneur de fil.
Matériel requis pour la conversion de
Modèle à Flèche à Modèle à Banc
L10286-1 Support de Dévidoir de Fil, pour LN-10 ou
STT-10monter lʼinterrupteur Reed sur le support du
dévidoir.
S22777 Fixation du Support du Boîtier de Contrôle,
pour monter le boîtier de contrôle sur lʼentraîneur de fil.
S13100-198 Ensemble de Fiche et Fil, connexion élec-
trique entre le boîtier de contrôle et lʼentraîneur de fil.

B-1
FONCTIONNEMENT
B-1
LN-10
INSTRUCTIONS DE FONCTIONNEMENT
Mesures de Sécurité
Facteur de Marche
Les modèles LN-10 ont un facteur de marche de 60%*
pour un courant maximum de 600 amps.
* Sur la base dʼune période de 10 minutes (6 minutes allumé et 6 minutes éteint).
RÉGLAGE DES INTERRUPTEURS
DIP DE CONTRÔLE DU LN-10
Le réglage initial de la commande du LN-10 pour les
composants du système utilisés et pour les
préférences générales de lʼopérateur se fait au
moyen dʼune paire de dʼinterrupteurs DIP à 8 pôles
situés à lʼintérieur du boîtier de contrôle du LN-10.
Réglage des interrupteurs DIP pour la sélection
de la source de puissance « Autre : Indépendant
de la Source de Puissance » :
Le LN-10 est conçu pour fonctionner avec les
sources de puissance de Lincoln Electric suivantes :
CV250, CV300-I, CV300, CV400-I, CV400, CV500-I,
CV655, DC250, DC400, DC600, DC650 PRO,
DC1000, Pulse Power 500 (uniquement modes TC
sans impulsions), V300 PRO, V350 PRO et DC655.
Pour utiliser le LN-10 avec dʼautres sources de
puissance, le réglage des interrupteurs DIP pour la
sélection de la source de puissance « Autre :
Indépendant de la Source de Puissance »
(interrupteurs S1 1-4 en position ÉTEINTE) peut être
utilisé. Toutes les caractéristiques du LN-10
fonctionnent te que décrit ailleurs dans ce manuel,
exception faite des différences suivantes :
1. Au lieu dʼafficher une valeur pré-établie en volts,
lʼécran dʼaffichage supérieur indique un chiffre
allant de « 0,00 » à « 10,00 » par augmentations
de 0,02. ce chiffre peut être utilisé pour régler la «
tension » de rodage ainsi que la « tension pré-
établie de soudage ». Lorsque la gâchette est fer-
mée ou pendant le soudage, lʼécran supérieur
affiche la tension réelle de lʼarc.
La tension affichée pendant le soudage peut être
utilisée pour déterminer la tension de lʼarc attendue
pour le réglage dʼun chiffre donné. Lʼaffichage de la
tension réelle de lʼarc clignote pendant 5 secondes
après la fin dʼune soudure.
2. Si lʼarc subit une perte de tension, le fil ne cesse
PAS dʼalimenter. La fonctionnalité dʼInterruption
pour cause de Détection de Perte de Tension est
inhabilitée afin de permettre lʼutilisation du LN-10
avec des branchements de source de puissance
qui ne renvoient pas la tension de travail sur le
LN–10 au travers du câble de puissance dʼentrée.
La tension de soudage réelle pendant le soudage
nʼapparaît PAS sur lʼécran supérieur si la tension
de travail nʼest pas disponible pour le LN-10 au tra-
vers du câble de puissance dʼentrée.
Accès au Réglage des Interrupteurs DIP
1) Couper la puissance dʼentrée vers la commande
du LN-10 en éteignant la puissance au niveau de
la source de puissance de soudage à laquelle il est
connecté.
Faire effectuer les réglages et le travail
dʼentretien par le personnel qualifié. Couper la
puissance dʼentrée au niveau de la source de
puissance avant de travailler à lʼintérieur du
chargeur de fil.
-----------------------------------------------------------------------
2) Retirer les deux vis du dessus de la porte du boîti-
er de contrôle du LN-10 et faire osciller la porte
vers le bas pour lʼouvrir.
3) Localiser les deux interrupteurs DIP à 8 pôles,
près du coin supérieur gauche du Tableau de
Circuits Imprimés de la Commande du LN-10, qui
sont étiquetés S1 et S2.
NOTE: Les réglages des interrupteurs ne sont pro-
grammés que durant la restauration de la
mise sous tension dʼentrée.
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent
être mortels.
• Ne pas toucher les pièces sous tension
électrique telles que les terminales de sortie
ou le câblage interne.
• En marche par à-coups avec la gâchette du
pistolet, lʼélectrode et le mécanisme de trac-
tion sont sous tension vers le travail et vers
la masse et ils peuvent rester sous énergie
pendant plusieurs secondes après que la
gâchette du pistolet ait été relâchée.
• Éteindre la puissance dʼentrée au niveau de
la source de puissance de soudage avant
lʼinstallation ou le changement du rouleau
conducteur et/ou des tubes guides.
• La source de puissance de soudage doit
être connectée à la terre du système confor-
mément au Code Électrique National ou
toute loi local applicable.
• Cette installation ne doit être effectuée que
par le personnel qualifié.
AVERTISSEMENT
Respecter toutes les Consignes de Sécurité supplé-
mentaires détaillées tout au long de ce manuel.

B-2
FONCTIONNEMENT
B-2
Réglage des Interrupteurs DIP
Chaque interrupteur DIP est étiqueté dʼune flèche
« ALLUMÉ » qui indique la direction « allumé » pour chacun
des 8 interrupteurs individuels sur chaque interrupteur DIP
(S1 et S2). Les fonctions de ces interrupteurs sont aussi
étiquetées et réglées tel que décrit ci-dessous :
Sélection de la Tête de lʼEntraîneur de Fil
La Commande du LN-10 est préparée pour une
vitesse dʼalimentation du fil pré-établie appropriée en
réglant les interrupteurs DIP S1 (5 à 8) de façon
appropriée dʼaprès les exemples suivants pour la spé-
cification de la tête et la sélection de lʼengrenage
externe de lʼentraîneur de fil de la Série 10 utilisés :
Pour les Séries K1563-1, -3 ou K1564 (LN-10 à
Flèche) ou K1559-1 (LN-10 à Banc) avec Rapport
de Vitesse Faible de 35-500 IPM (0,89 – 12,7 m/m)
régler les Interrupteurs DIP S1 comme suit :
Pour les Séries K1563-1, -3 ou K1564 (LN-10 à
Flèche) ou K1559-1 (LN-10 à Banc) avec Rapport
de Vitesse Rapide de 50-750 IPM (1,25 – 19,0 m/m)
régler les Interrupteurs DIP S1 comme suit : (réglage
dʼusine initial)
LN-10
Pour K679-1 (Flèche à Une Seule Tête) avec Rapport
de Vitesse Faible de 50-770 IPM (1,27 – 19,5 m/m)
régler les Interrupteurs DIP S1 comme suit :
Pour K679-2 (Flèche à Une Seule Tête) avec Rapport
de Vitesse Rapide de 80-1200 IPM (2,00 – 30,5 m/m)
régler les Interrupteurs DIP S1 comme suit :
Note: Le K679-1 et -2 requièrent le boîtier de contrôle K1562-1.
Sélection de la Source de Puissance de Soudage
La Commande du LN-10 est préparée pour un contrôle
de la tension de soudage pré-établie adéquat en réglant
les interrupteurs DIP S1 (1 à 4) de façon appropriée
conformément aux informations ci-dessous pour la
source de puissance de soudage utilisée.
CV-250/CV 300-I:
CV-300/CV 400-I:
CV-400/CV 500-I:
CV-655: (réglage dʼusine initial)
V350-PRO et V450-PRO:
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
Tête
S1
ON
S1
12 3456 78
Tête
Pour K1563-2, -4 (LN-10 à Flèche) ou K1559-2
(LN–10 à Banc) avec Rapport de Vitesse Faible de
55-825 IPM (1,40 – 21,0 m/m) régler les Interrupteurs
DIP S1 comme suit :
Pour K1563-2, -4 (LN-10 à Flèche) ou K1559-2
(LN–10 à Banc) avec Rapport de Vitesse Rapide
de
80-1250 IPM (2,00 – 31,8 m/m) régler les Interrupteurs
DIP S1 comme suit : (réglage dʼusine initial)
S1
ON
S1
12 3456 78
M 4 S R + -
S2
ON
S2
12 3456 78
Tête
S1
ON
S1
12 3456 78
Tête
S1
ON
S1
12 3456 78
Tête
S1
ON
S1
12 3456 78
Tête
S1
ON
S1
12 3456 78
Tête
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance

Sélection de lʼAffichage de la Vitesse dʼAlimentation du Fil
en Système Métrique / Anglais
La Commande du LN-10 est préparée pour un
affichage de la Vitesse dʼAlimentation du Fil en unités
du système Métrique (m/min.) ou en unités du sys-
tème Anglais (IPM) en réglant lʼInterrupteur DIP S2 1
(étiqueté « M ») :
Interrupteur S2 1 ÉTEINT (« OFF ») = IPM (tel quʼil
est livré)
Interrupteur S2 1 ALLUMÉ (« ON ») = m/min
Sélection de lʼOpération du Mode Gâchette
en 4 Temps
La Commande du LN-10 est établie pour une opéra-
tion du mode de Gâchette en 4 Temps avec ou sans
verrouillage du courant de soudage en réglant
lʼinterrupteur DIP S2 2 (étiqueté 4).
Lorsque le mode de Gâchette en 4 Temps est sélec-
tionné sur le clavier du LN-10 (Voir Fonctionnement
du Clavier et de lʼÉcran dʼAffichage dans cette sec-
tion), le réglage de lʼinterrupteur DIP S2 détermine
lʼopération de la gâchette en 4 temps :
Interrupteur S2 2 ÉTEINT (« OFF ») = opération en 4
temps avec verrouillage du courant : (tel quʼil est livré)
1) La fermeture de la Gâchette fait débuter le temps
de pré - écoulement du gaz suivi de la vitesse de
Rodage et de la tension dʼamorçage jusquʼà ce
que lʼamorçage de lʼarc commence à souder.
2) Lʼouverture de la Gâchette après que lʼarc de
soudage soit établi permet de continue à souder
avec le verrouillage du courant de soudage. (La
rupture de lʼarc fait cesser le fonctionnement du
chargeur).
3) Refermer la Gâchette permet de continuer à
souder mais coupe la fonction de verrouillage du
courant.
4) La réouverture de la Gâchette fait cesser
lʼalimentation du fil et débuter le temps de reprise
de brûlure, puis le temps dʼaprès – écoulement du
gaz.
M 4 S R + -
S2
ON
S2
12 3456 78
M 4 S R + -
S2
ON
S2
12 3456 78
M 4 S R + -
S2
ON
S2
12 3456 78
B-3
FONCTIONNEMENT
B-3
DC-250: *
DC-400:
DC-600:
DC-650 PRO:
DC-1000: *
Pulse Power 500: *
V300 PRO:
PRÉRÉGLAGE LINÉAIRE DE 10,0 À 45,0 VOLTS
(POUR SOURCES DE PUISSANCE AVEC PROTOCOLE
DE CONTRÔLE DE TENSION LINÉAIRE)
PRÉRÉGLAGE LINÉAIRE DE 0,0 À 10,00 :
* Requiert le Kit de Transformateur en option
K1520-1 115V/42V.
LN-10
S1
ON
S1
1 2345678
S1
ON
S1
1 2345678
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
S1
ON
S1
12 3456 78
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
Source de
Puissance
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
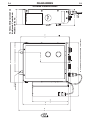 51
51
-
 52
52
-
 53
53
-
 54
54






















































Lincoln Electric LN-10 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric Power Wave C300 Mode d'emploi
-
Lincoln Electric LN-25 Pro Mode d'emploi
-
Lincoln Electric Power Feed 25M Mode d'emploi
-
-
-
-
-
-
-
