ESAB ESP Flow Control PCC 90D Manuel utilisateur
- Taper
- Manuel utilisateur

ESP Flow Control
PCC 90D
F15-106-G 07 / 2007
Maintenance Manual
This documentation is for ESAB equipment part number 0558003628
La page est en cours de chargement...

SECTION TITLE PAGE
PARAGRAPH
SECTION 1 SAFETY ......................................................................................................................... 5
English............................................................................................................................ 5
Spanish........................................................................................................................... 7
French ............................................................................................................................ 9
SECTION 2 MAINTENANCE........................................................................................................... 11
2.1 General ............................................................................................................. 11
2.2 Cleaning............................................................................................................ 11
2.3 Troubleshooting - Input / Output Definitions...................................................... 12
SECTION 3 REPLACEMENT PARTS ............................................................................................ 13
3.1 General ............................................................................................................. 13
3.2 Ordering............................................................................................................ 13
TABLE OF CONTENTS
3

4
TABLE OF CONTENTS
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

8
HUMO Y GASES -- El humo y los gases,
pueden causar malestar o daño,
particularmente en espacios sin
ventilación. No inhale el humo o gases. El
gas de protección puede causar falta de
oxígeno.
Por lo tanto:
1. Siempre provea ventilación adecuada en el área de
trabajo por medio natural o mecánico. No solde, corte, o
ranure materiales con hierro galvanizado, acero inoxidable,
cobre, zinc, plomo, berílio, o cadmio a menos que provea
ventilación mecánica positiva . No respire los gases
producidos por estos materiales.
2. No opere cerca de lugares donde se aplique substancias
químicas en aerosol. El calor de los rayos del arco pueden
reaccionar con los vapores de hidrocarburo clorinado
para formar un fosfógeno, o gas tóxico, y otros irritant es.
3. Si momentáneamente desarrolla inrritación de ojos, nariz
o garganta mientras est á operando, es indicación de que
la ventilación no es apropiada. Pare de trabajar y tome
las medidas necesarias para mejorar la ventilación en
el área de trabajo. No continúe operando si el malestar
físico persiste.
4. Haga referencia a la publicación ANSI/ASC Standard
Z49.1 (Vea la lista a continuación) para recomendaciones
específicas en la ventilación.
5. ADVERTENCIA-- Este producto cuando se utiliza para
soldaduras o cortes, produce humos
o gases, los cuales contienen
químicos conocidos por el Estado
de California de causar defectos en
el nacimiento, o en algunos casos,
Cancer. (California Health & Safety
Code
§25249.5 et seq.)
MANEJO DE CILINDROS-- Los
cilindros, si no son manejados
correctamente, pueden romperse y
liberar violentamente gases. Rotura
repentina del cilindro, válvula, o
válvula de escape puede causar daño
o muerte. Por lo tanto:
1. Utilize el gas apropiado para el proceso y utilize un
regulador diseñado para operar y reducir la presión del
cilindro de gas . No utilice adaptadores. Mantenga las
mangueras y las conexiones en buenas condiciones.
Observe las instrucciones de operación del manufacturero
para montar el regulador en el cilindro de gas comprimido.
2. Asegure siempre los cilindros en posición vertical y
amárrelos con una correa o cadena adecuada para
asegurar el cilindro al carro, transportes, tablilleros, paredes,
postes, o armazón. Nunca asegure los cilindros a la mesa
de trabajo o las piezas que son parte del circuito de
soldadura . Este puede ser parte del circuito elélectrico.
3. Cuando el cilindro no está en uso, mantenga la válvula del
cilindro cerrada. Ponga el capote de protección sobre la
válvula si el regulador no está conectado. Asegure y
mueva los cilindros utilizando un carro o transporte
adecuado. Evite el manejo brusco de los
Las siguientes publicaciones, disponibles através de la
American Welding Society, 550 N.W. LeJuene Road, Miami,
FL 33126, son recomendadas para usted:
1. ANSI/ASC Z49.1 - "Safety in Welding and Cutting"
2. AWS C5.1 - "Recommended Practices for Plasma Arc
Welding"
3. AWS C5.2 - "Recommended Practices for Plasma Arc
Cutting"
4. AWS C5.3 - "Recommended Practices for Air Carbon Arc
Gouging and Cutting"
5. AWS C5.5 - "Recommended Practices for Gas Tungsten
Arc Welding“
6. AWS C5.6 - "Recommended Practices for Gas Metal Arc
Welding"“
7. AWS SP - "Safe Practices" - Reprint, Welding Handbook.
8. ANSI/AWS F4.1, "Recommended Safe Practices for Weld-
ing and Cutting of Containers That Have Held Hazardous
Substances."
Significa riesgo inmediato que, de no ser
evadido, puede resultar inmediatamente
en serio daño personal o la muerte.
Significa el riesgo de un peligro potencial
que puede resultar en serio daño per-
sonal o la muerte.
Significa el posible riesgo que puede
resultar en menores daños a la persona.
MANTENIMIENTO DEL EQUIPO -- Equipo
defectuoso o mal mantenido puede causar
daño o muerte. Por lo tanto:
1. Siempre tenga personal cualificado para efectuar l
a instalación, diagnóstico, y mantenimiento del
equipo. No ejecute ningún trabajo eléctrico a menos
que usted esté cualificado para hacer el trabajo.
2. Antes de dar mantenimiento en el interior de la
fuente de poder, desconecte la fuente de poder del
suministro de electricidad primaria.
3. Mantenga los cables, cable a tierra, conexciones, cable
primario, y cualquier otra fuente de poder en buen
estado operacional. No opere ningún equipo en
malas condiciones.
4. No abuse del equipo y sus accesorios. Mantenga el
equipo lejos de cosas que generen calor como
hornos, también lugares húmedos como charcos de
agua , aceite o grasa, atmósferas corrosivas y las
inclemencias del tiempo.
5. Mantenga todos los artículos de seguridad y coverturas
del equipo en su posición y en buenas condiciones.
6. Use el equipo sólo para el propósito que fue diseñado.
No modifique el equipo en ninguna manera.
INFORMACION ADICIONAL DE SEGURIDAD --
Para más información sobre las prácticas de
seguridad de los equipos de arco eléctrico para
soldar y cortar, pregunte a su suplidor por una
copia de "Precautions and Safe Practices for Arc
Welding, Cutting and Gouging-Form 52-529.
SIGNIFICADO DE LOS SIMBOLOS --
Según usted avanza en la lectura de
este folleto: Los Símbolos Significan
¡Atención! ¡Esté Alerta! Se trata de su
seguridad.
SECTION 1 PRECAUCION DE SEGURIDAD

9
observer les précautions suivantes:
a. Éloigner suffisamment tous les matériaux combustibles
du secteur où l’on exécute des soudures ou des coupes
à l’arc, à moins de les recouvrir complètement d’une
bâche non-inflammable. Ce type de matériaux comprend
notamment le bois, les vêtements, la sciure, l’essence,
le kérosène, les peintures, les solvants, le gaz naturel,
l’acétylène, le propane et autres substances combus-
tibles semblables.
b. Les étincelles ou les projections de métal incandescent
peuvent tomber dans des fissures du plancher ou dans
des ouvertures des murs et y déclencher une ignition
lente cachée. Veiller à protéger ces ouvertures des
étincelles et des projections de métal.
c. N’exécutez pas de soudures, de coupes, d’opérations
de gougeage ou autres travaux à chaud à la surface de
barils, bidons, réservoirs ou autres contenants usagés,
avant de les avoir nettoyés de toute trace de substance
susceptible de produire des vapeurs inflammables ou
toxiques.
d. En vue d’assurer la prévention des incendies, il convient
de disposer d’un matériel d’extinction prêt à servir
immédiatement, tel qu’un tuyau d’arrosage, un seau à
eau, un seau de sable ou un extincteur portatif.
e. Une fois le travail à l’arc terminé, inspectez le secteur de
façon à vous assurer qu’aucune étincelle ou projection
de métal incandescent ne risque de provoquer
ultérieurement un feu.
3. CHOC ÉLECTRIQUE-- Le gougeage à l’arc et à l’arc au
plasma exige l’emploi de tensions à vide relativement
importantes; or, celles-ci risquent de causer des
dommages corporels graves et même mortels en cas
d’utilisation inadéquate. La gravité du choc électrique
reçu dépend du chemin suivi par le courant à travers le
corps humain et de son intensité.
a. Ne laissez jamais de surfaces métalliques sous tension
venir au contact direct de la peau ou de vêtements
humides. Veillez à porter des gants bien secs.
b. Si vous devez effectuer un travail sur une surface
métallique ou dans un secteur humide, veillez à assu-rer
votre isolation corporelle en portant des gants secs et
des chaussures à semelles de caoutchouc et en vous
tenant sur une planche ou une plate-forme sèche.
c. Mettez toujours à la terre le poste de soudage/coupage
en le reliant par un câble à une bonne prise de terre.
d. N’utilisez jamais de câbles usés ou endommagés. Ne
surchargez jamais le câble. Utilisez toujours un
équipement correctement entretenu.
e. Mettez l’équipement hors tension lorsqu’il n’est pas en
service. une mise à la masse accidentelle peut en effet
provoquer une surchauffe de l’équipement et un danger
d’incendie. Ne pas enrouler ou passer le câble autour
d’une partie quelconque du corps.
f. Vérifiez si le câble de masse est bien relié à la pièce en
un point aussi proche que possible de la zone de travail.
Le branchement des câbles de masse à l’ossature du
bâtiment ou en un point éloigné de la zone de travail
augmente en effet le risque de passage d’un courant de
sortie par des chaînes de
AVERTISSEMENT: Ces règles de sécurité ont pour objet
d’ assurer votre protection. Veillez à lire et à observer les
précautions énoncées ci-dessous avant de monter l’
équipement ou de commercer à l’utiliser. Tout défaut
d’observation de ces précautions risque d’entraîner des
blessures graves ou mortelles.
1. PROTECTION INDIVIDUELLE-- Les brûlures de la
peau et des yeux dues au rayonnement de l’arc
électrique ou du métal incandescent, lors du soudage
au plasma ou à l’électrode ou lors du gougeage à
l’arc, peuvent s’avérer plus graves que celles résultant
d’une exposition prolongée au soleil. Aussi convient-
il d’observer les précautions suivantes:
a. Portez un écran facial adéquat muni des plaques
protectrices et des verres filtrants appropriés afin de
vous protéger les yeux, le visage, le cou et les
oreilles des étincelles et du rayonnement de l’arc
électrique lorsque vous effectuez des soudures ou
des coupes ou lorsque vous en observez l’exécution.
AVERTISSEZ les personnes se trouvant à proximité
de façon à ce qu’elles ne regardent pas l’arc et à ce
qu’elles ne s’exposent pas à son rayonnement, ni à
celui du métal incandescent.
b. Portez des gants ignifugés à crispins, une tunique
épaisse à manches longues, des pantalons sans
rebord, des chaussures à embout d’acier et un
casque de soudage ou une calotte de protection, afin
d’éviter d’exposer la peau au rayonnement de l’arc
électrique ou du métal incandescent. ll est également
souhaitable d’utiliser un tablier ininflammable de
façon à se protéger des étincelles et du rayonnement
thermique.
c. Les étincelles ou les projections de métal incandes-
cent risquent de se loger dans des manches
retroussées, des bords relevés de pantalons ou dans
des poches. Aussi convient-il de garder boutonnés le
col et les manches et de porter des vêtements sans
poches à l’avant.
d. Protégez des étincelles et du rayonnement de l’arc
électrique les autres personnes travaillant à proximité
à l’aide d’un écran ininflammable adéquat.
e. Ne jamais omettre de porter des lunettes de sécurité
lorsque vous vous trouvez dans un secteur où l’on
effectue des opérations de soudage ou de coupage à
l’arc. Utilisez des lunettes de sécurité à écrans ou
verres latéraux pour piquer ou meûler le laitier. Les
piquetures incandescentes de laitier peuvent être
projetées à des distances considérables. Les
personnes se trouvant à proximité doivent également
porter des lunettes de protection.
f. Le gougeage à l’arc et le soudage à l’arc au plasma
produisent un niveau de bruit extrêmement élevé (de
100 à 114 dB) et exigent par conséquent l’emploi de
dispositifs appropriés de protection auditive.
2 PRÉVENTION DES INCENDES-- Les projections de
laitier incandescent ou d’étincelles peuvent provoquer
de graves incendies au contact de matériaux com-
bustibles solides, liquides ou gazeux. Aussi faut-il
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ

10
levage, des câbles de grue ou divers chemins
électriques.
g. Empêchez l’apparition de toute humidité, notamment
sur vos vêtements, à la surface de l’emplacement de
travail, des câbles, du porte-électrode et du poste de
soudage/coupage. Réparez immédiatement toute fuite
d’eau.
4. VENTILATION-- La respiration prolongée des fumées
résultant des opérations de soudage/coupage, à
l’intérieur, d’un local clos, peut provoquer des mal-
aises et des dommages corporels. Aussi convient-il
d’observer les précautions suivantes:
a. Assurez en permanence une aération adéquate de
l’emplacement de travail en maintenant une ventila-
tion naturelle ou à l’aide de moyens mécaniques.
N’effectuez jamais de travaux de soudage ou de
coupage sur des matériaux de zinc, de plomb, de
beryllium ou de cadmium en l’absence de moyens
mécaniques de ventilation capables d’empêcher
l’inhalation des fumées dégagées par ces matériaux.
b. N’effectuez jamais de travaux de soudage ou de
coupage à proximité de vapeurs d’hydrocarbure chloré
résultant d’opérations voisines de dégraissage ou de
pulvérisation. La chaleur dégagée ou le rayonnement
de l’arc peut déclencher la formation de phosgène --
gaz particulièrement toxique -- et d’autres gaz irri-
tants, à partir des vapeurs de solvant.
c. Une irritation momentanée des yeux, du nez ou de la
gorge constatée au cours de l’utilisation de
l’équipement dénote un défaut de ventilation. Arrêtez-
vous de travailler afin de prendre les mesures néces-
saires à l’amélioration de la ventilation. Ne poursuivez
pas l’opération entreprise si le malaise persiste.
d. Certaines commandes comportent des canalisations
où circule de l’hydrogène. L’armoire de commande est
munie d’un ventilateur destiné à empêcher la forma-
tion de poches d’hydrogène, lesquelles présentent un
danger d’explosion; ce ventilateur ne fonctionne que
si l’interrupteur correspondant du panneau avant se
trouve placé en position ON (Marche). Veillez à
manœuvrer cette commande en vérifiant si le couvercle
est bien en place, de façon à assurer l’efficacité de la
ventilation ainsi réalisée. Ne jamais débrancher le
ventilateur.
e. Les fumées produites par l’opération de soudage ou
de coupage peuvent s’avérer toxiques. Aussi est-il
nécessaire de disposer en permanence d’un dispositif
adéquat de ventilation de type aspirant, afin d’élimi-
ner du voisinage de l’opérateur tout dégagement de
fumée visible.
f. Consultez les recommandations particulières en matière
de ventilation indiquées à l’alinéa 6 de la norme Z49.1
de l’AWS.
5. ENTRETIEN DE L’ÉQUIPEMENT-- Un équipement
entretenu de façon défectueuse ou inadéquate risque
non seulement de réaliser un travail de mauvaise
qualité mais, chose plus grave encore, d’entraîner des
dommages corporels graves, voire mortels en
déclenchant des incendies ou des chocs électriques.
Observez par conséquent les précautions suivantes:
a. Efforcez-vous de toujours confier à un personnel qua-
lifié l’installation, le dépannage et l’entretien du poste
de soudage et de coupage. N’effectuez aucune
réparation électrique sur l’équipement à moins d’être
qua-lifié à cet effet.
b. Ne procédez jamais à une tâche d’entretien quelconque
à l’intérieur du poste de soudage/coupage, avant
d’avoir débranché l’alimentation électrique.
c. Maintenez en bon état de fonctionnement les câbles,
le câble de masse, les branchements, le cordon
d’alimentation et le poste de soudage/coupage.
N’utilisez jamais le poste ou l’équipement s’il présente
une défectuosité quelconque.
d. Prenez soin du poste de soudage et de coupage et des
équipements accessoires. Gardez-les à l’écart des
sources de charleur, notamment des fours, de
l’humidité, des flaques d’eau maintenez-les à l’abri des
traces d’huile ou de graisse, des atmosphères corro-
sives et des intempéries.
e. Laissez en place tous les dispositifs de sécurité et tous
les panneaux de l’armoire de commande en veillant à
les garder en bon état.
f. Utilisez le poste de soudage/coupage conformément à
son usage prévu et n’effectuez aucune modification.
6. INFORMATIONS COMPLÉMENTAIRES RELATIVES
À LA SÉCURITÉ--
Pour obtenir des informations complémentaires sur les
règles de sécurité à observer pour le montage et
l’utilisation d’équipements de soudage et de coupage
électriques et sur les méthodes de travail
recommandées, demandez un exemplaire du livret N°
52529 “Precautions and Safe Practices for Arc Weld-
ing, Cutting and Gouging” publié par ESAB. Nous
conseillons également de consulter les publications
sui-vantes, tenues à votre disposition par l’American
Welding Society, 550 N.W. LeJuene Road, Miami, FL
32126:
a. “Safety in Welding and Cutting” AWS Z49.1
b. “Recommended Safe Practices for Gas-Shielded Arc
Welding “AWS A6. 1.
c. “Safe Practices for Welding and Cutting Containers
That Have Held Combustibles” AWS-A6.0.
d. “Recommended Safe Practices for Plasma Arc Cutting”
AWS-A6. 3.
e. “Recommended Safe Practices for Plasma Arc Weld-
ing” AWS-C5. 1.
f. “Recommended Safe Practices for Air Carbon Arc
Gouging and Cutting” AWS-C5. 3.
g. “Code For Safety in Welding and Cutting” CSA-Standard
W117. 2.
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
La page est en cours de chargement...

12
SECTION 2 MAINTENANCE
2.3 TROUBLESHOOTING - INPUT / OUPUT DEFINITIONS
OUTPUT
MODULE 1
OUTPUT
MODULE 2
La page est en cours de chargement...

14
SECTION 3 REPLACEMENT PARTS
1 (S7)
3 (S1)
4
5
2
(S3)
1
(S5)
1 (S2)
3 (S6)
Figure 3-1. ESP Flow Control (Front View)
2 (S8)
6
ITEM
NO.
1
2
3
4
5
6
QTY.
REQ.
3
2
2
1
1
1
PART
NO.
951208
634515
634518
634519
672542
34941
CIRCUIT
DESIG.
S2, 5, 7
S3, 8
S1, 6
S4
PL1
DESCRIPTION
SWITCH, ROTARY, 8-POS., 1A @ 125 VAC
SWITCH, TOGGLE, SPDT, 15A @ 125VAC
SWITCH, TOGGLE, DPDT, 15A @ 125VAC
SWITCH, TOGGLE, 4PDT, 15A @ 125VAC
PILOT LIGHT, WHITE, 120 VAC
LENS, CLEAR

15
SECTION 3 REPLACEMENT PARTS
Figure 3-2. ESP Flow Control (Internal View - Upper Chassis)
1 (K4)
1 (K1)
1 (K3)
2,3,4
5,6 (J1)
7,8 (P1)
5,6 (J4)
7,8 (P4)
1 (K2)
9
10
ITEM
NO.
1
2
3
4
5
6
7
8
9
10
11
QTY.
REQ.
5
2
20
7
2
17
2
17
1
1
1
PART
NO.
2080196
0558004784
0558004783
0558004792
950466
2062346
951504
950125
0558003623
0558003760
0558003634
CIRCUIT
DESIG.
K1-5
TB2
J1, 4
P1, 4
PLC1
DCP5
DESCRIPTION
RELAY, ENCL., 3PDT, 10A, 120VAC
SECTION MOUNTING
BLOCK, TERMINAL
JUMPER, 2 POS.
CAP, HOUSING, 15 CKT.
CONTACT SOCKET
PLUG, HOUSING, 15 CKT.
CONTACT PIN
PROGRAMMABLE CONTROLLER
24 VDC POWER SUPPLY
FLASH MEMORY, FLOW CONTROL
1 (K5)
11

16
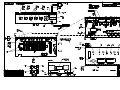
Figure 3-3. ESP Flow Control (Internal View - Lower Chassis)
2
3
66
1 (PS1)
1
(PS3)
1
(PS2)
5
(FS1)
8
10
11
(GSV5-0
2
)
927
11
(GSV6-N
2
)
4
12, 13
ITEM
NO.
QTY
REQ.
PART
NO.
DESCRIPTION
CIRCUIT
DESIG.
1
2
3
4
5
6
7
8
9
10
11
12
13
3
4
4
1
1
1
2
1
1
1
1
2
1
1
993991
951218
951218
33058
33057
950612
33033
3389
74S76
58V58
679064
636386
119Z04
71Z33
SWITCH, PRESSURE, 0-90 PSI, 1/8 NPT,
125 V AC
VALVE, OPERATOR, 110 V, 50/60 HZ
VALVE, OPERATOR, 110 V, 50/60 HZ
FLOWMETER ASSY, L-32 WATER
REGULATOR ASSY, R-76-150-1/4 NPTF
FLOWSWITCH
ADAPTOR BHD. AIR WATER
CONNECTOR, R.H. OXYGEN
CONNECTOR, 5/8-18 UNF-2B 1/4 NPT
ADAPTOR BHD. GAS "B" SIZE IAA FEMALE
ADAPTOR BHD. OXYGEN
VALVE, SOLENOID, 2-WAY, N/C, 120 V AC
FILTER/ADAPTER ASSY
FILTER (included w/item 12)
PS1-3
GSV1-4
WSV1-4
FS1
GSV5,6
SECTION 3 REPLACEMENT PARTS

17
SECTION 3 REPLACEMENT PARTS
Figure 3-4. ESP Flow Control (Upper Rear View)
1
5
7
2 (J7) 2 (J8) 2 (J5)
34
6
ITEM
NO.
QTY
REQ.
PART
NO.
DESCRIPTION
CIRCUIT
DESIG.
1
2
3
4
5
6
7
1
3
1
1
1
1
1
950762
182W62
647233
2010277
2017587
950122
950963
CONNECTOR, BOX RECPT., 19-PIN
CONNECTOR, BOX RECPT., 3-SOCKET
CONNECTOR, BOX RECPT., 8-SOCKET
CONNECTOR, BOX RECPT., 14-SOCKET
PLUG, 2-COND. W/GROUND
CIRCUIT, BREAKER, 10 A
CONNECTOR, STRAIGHT PLUG, 19-PIN
J6
J5,7,8
J3
J4
P3
CB1
P2

SECTION 3 REPLACEMENT PARTS
12.00 in.
(304.8 mm)
20.15 in.
(511.8 mm)
10.06 in.
(255.5 m
m
Flow Control Box
Weight: 65.00 lbs. (29.5 kg)
La page est en cours de chargement...







IF YOU DO NOT KNOW WHOM TO CALL
Telephone: (800) ESAB-123
Fax: (843) 664-4462
Hours: 7:30 AM to 5:00 PM EST
or
visit us on the web at http://www.esabna.com
The ESAB web site offers
Comprehensive Product Information
Material Safety Data Sheets
Warranty Registration
Instruction Literature Download Library
Distributor Locator
Global Company Information
Press Releases
Customer Feedback & Support
A. CUSTOMER SERVICE QUESTIONS:
Telephone: (800)362-7080 / Fax: (800) 634-7548 Hours: 8:00 AM to 7:00 PM EST
Order Entry Product Availability Pricing Order Information Returns
B. ENGINEERING SERVICE:
Telephone: (843) 664-4416 / Fax : (800) 446-5693 Hours: 7:30 AM to 5:00 PM EST
Warranty Returns Authorized Repair Stations Welding Equipment Troubleshooting
C. TECHNICAL SERVICE:
Telephone: (800) ESAB-123/ Fax: (843) 664-4452 Hours: 8:00 AM to 5:00 PM EST
Part Numbers Technical Applications Specifications Equipment Recommendations
D. LITERATURE REQUESTS:
Telephone: (843) 664-5562 / Fax: (843) 664-5548 Hours: 7:30 AM to 4:00 PM EST
E. WELDING EQUIPMENT REPAIRS:
Telephone: (843) 664-4487 / Fax: (843) 664-5557 Hours: 7:30 AM to 3:30 PM EST
Repair Estimates Repair Status
F. WELDING EQUIPMENT TRAINING
Telephone: (843)664-4428 / Fax: (843) 679-5864 Hours: 7:30 AM to 4:00 PM EST
Training School Information and Registrations
G. WELDING PROCESS ASSISTANCE:
Telephone: (800) ESAB-123 Hours: 7:30 AM to 4:00 PM EST
H. TECHNICAL ASST. CONSUMABLES:
Telephone : (800) 933-7070 Hours: 7:30 AM to 5:00 PM EST
ESAB Welding & Cutting Products, Florence, SC Welding Equipment
COMMUNICATION GUIDE - CUSTOMER SERVICES
F15-106-G 07 / 2007
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























ESAB ESP Flow Control PCC 90D Manuel utilisateur
- Taper
- Manuel utilisateur
dans d''autres langues
Documents connexes
-
ESAB EPP-200 Switching Box Manuel utilisateur
-
-
-
-
-
-
-
ESAB Aristo®Mig 500 Manuel utilisateur