La page est en cours de chargement...

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
Version No: AA.01 Date d’émission: 1 Juillet 2006 Manuel No: BGLS-DTR6001-LFR
DISPOSITIF
D’ALIGNEMENT DE
TUBE CONDUCTEUR
Guide D’installation
et D’utilisation
English
Français
Español
QCT-1
QFW600 TORCH
QFA600 TORCH

VOTRE ACTIVITÉ NOUS INTÉRESSE!
Félicitations pour votre nouveau produit Tweco
®
. Nous sommes
fiers de vous avoir comme client et nous tâcherons de vous fournir
les meilleurs services et fiabilité dans l’industrie. Ce produit est
soutenu par une vaste garantie et un réseau mondial de service.
Pour localiser votre distributeur ou agence de service le plus proche,
veuillez communiquer avec un représentant à l’adresse ou au numéro
de téléphone correspondant à votre région, indiqué au verso de la
couverture du manuel, ou visitez notre site web www.tweco.com.
Ce Manuel d’utilisation a été conçu pour vous permettre d’utiliser et de
faire fonctionner correctement votre produit Tweco
®
. Votre satisfaction
et le fonctionnement en toute sécurité de votre produit sont nos
principaux soucis. Par conséquent, veuillez prendre le temps de lire
tout le manuel, spécialement en ce qui concerne les Précautions de
Sécurité. Ceci vous aidera à éviter déventuels accidents qui pourraient
survenir en travaillant avec ce produit.
VOUS ÊTES EN BONNE COMPAGNIE!
La Marque de Choix pour les Entrepreneurs et les Fabricants dans le
Monde.
Tweco
®
Robotics est une marque globale de produits de soudage à
l’arc pour Thermadyne Industries Inc. Nous fabriquons et fournissons
aux plus grands secteurs de lindustrie de soudage dans le monde
dont: Fabrication, Construction, Exploitation Minière, Automobile,
Aérospatial, Ingénierie, Rural et Loisirs/Bricolage.
Nous nous distinguons de notre concurrence grâce à nos produits
en tête du marché, fiables, ayant résisté à l’épreuve du temps. Nous
sommes fiers de notre innovation technique, nos prix compétitifs,
notre excellente livraison, notre service clientèle et notre support
technique de qualité supérieure, ainsi que de l’excellence dans les
ventes et l’expertise en marketing.
Surtout, nous nous engageons à développer des produits utilisant
des technologies de pointe pour obtenir un environnement de travail
plus sécurisé dans l’industrie de la soudure.

i
Dispositif D’alignement de Tube Conducteur
Guide D’installation et D’utilisation
Numéro du Manuel d’Instructions pour BGLS-DTR6001-LFR
Publié par :
Tweco
®
Products Inc.
2800 Airport Road
Denton, TX 76208
(940) 566-2000
www.tweco.com
Copyright © 2006 par
Thermadyne Industries Inc.
® Tous droits réservés.
La reproduction, de tout ou partie de ce manuel, sans l’autorisation écrite de l’éditeur, est interdite.
L’éditeur n’assume pas et dément toute responsabilité pour perte ou dommage causés à une partie par erreur ou
omission dans ce manuel, si une telle erreur résulte d’une négligence, d’un accident, ou de toute autre cause.
Date de Parution: 1 Julliet 2006
Complétez les informations suivantes à des fins de garantie:
Lieu D’achat : ________________________
Date D’achat : ________________________
Numéro de : ________________________
!
!
AVERTISSEMENT
LISEZ ET COMPRENEZ TOUT LE MANUEL ET LES PRATIQUES DE SÉCURITÉ DE L’UTILISATEUR AVANT L’INSTALLATION,
LE FONCTIONNEMENT OU L’ENTRETIEN DE L’ÉQUIPEMENT. MÊME SI LES INFORMATIONS CONTENUES DANS CE MANUEL
REPRÉSENTENT LE MEILLEUR JUGEMENT DU FABRICANT, CELUI-CI N’ASSUME AUCUNE RESPONSABILITÉ POUR SON
USAGE.

BGLS-DTR6001-LFR
Dispositif D’alignement De tube conDucteur
ii
Table des Matières
SECTION 1: INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE .............................F1-1
1.01 Accidents de Soudage .............................................................................F1-1
1.02 Principales Normes de Sécurité ..............................................................F1-3
1.03 Sécurité et Santé .....................................................................................F1-3
SECTION 2: INTRODUCTION ET DESCRIPTION ..................................................F2-4
2.01 Comment Utiliser ce Manuel ...................................................................F2-4
2.02 Réception de L’équipement .....................................................................F2-4
2.03 Introduction ............................................................................................F2-4
SECTION 3: INSTALLATION ET OPÉRATION ......................................................
F3-6
SECTION 4: PIÈCES DE RECHANGE .............................................................. F4-10
GARANTIE ........................................................................................... F5-11
TABLEAU DES GARANTIES ........................................................................ F5-12
COORDONNÉES DES SERVICES CLIENTÈLES AUTOUR DU MONDE ........................ F5-13

Dispositif D’alignement De tube conDucteur
F1-1
BGLS-DTR6001-LFR
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
1.01 Accidents de Soudage
REMARQUE
Les vêtements de protection aluminisés peuvent
devenir une partie du circuit électrique.
4. Eloignez les bouteilles d’oxygène, les chaînes,les
câbles métalliques, les engins de levage, les treuils
et les élévateurs de toute partie du circuit électrique.
5. Toutes les connexions de terre doivent être vérifiées
périodiquement pour déterminer si elles sont
mécaniquement résistantes et électriquement
appropriées au courant demandé.
6. En cas de soudage ou découpage en courant alternatif
dans des conditions d’humidité ou de chaleur avec
facteur de transpiration, l’utilisation de contrôles
automatiques fiables pour réduire la tension à vide est
recommandée pour diminuer les risques de choc.
7. Lorsque le procédé de soudage ou découpage exige
des valeurs de tension en circuit ouvert dans des
machines à courant alternatif plus élevé que 80
volts, et des machines à courant continu plus élevé
que 100 volts, des mesures doivent être prises pour
empêcher un contact accidentel entre l’opérateur et la
tension élevée par une isolation adéquate ou d’autres
moyens.
8. Lorsque le soudage doit être interrompu pendant une
certaine période, comme lors d’un repas ou d’une nuit,
toutes les électrodes doivent être enlevées de la torche
et celle-ci doit être rangée avec soin pour éviter un
contact accidentel.
9. La torche doit être déconnectée de la source d’énergie
en cas de non utilisation.
SECTION 1:
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
!
!
AVERTISSEMENT
DES BLESSURES GRAVES OU MORTELLES PEUVENT RÉSULTER D’UNE INSTALLATION, D’UN USAGE ET D’UN ENTRETIEN
INCORRECTS DE L’ÉQUIPEMENT DE SOUDAGE ET DÉCOUPAGE. UNE MAUVAISE UTILISATION DE CET ÉQUIPEMENT ET
D’AUTRES PRATIQUES RISQUÉES PEUVENT ÊTRE DANGEREUSES. L’OPÉRATEUR, LE SUPERVISEUR ET L’AIDE DOIVENT LIRE
ET COMPRENDRE LES PRÉCAUTIONS ET INSTRUCTIONS DE SÉCURITÉ SUIVANTES AVANT L’INSTALLATION OU L’UTILISATION
DE TOUT ÉQUIPEMENT DE SOUDAGE OU DÉCOUPAGE.
LE PROCÉDÉ DE DÉCOUPAGE ET SOUDAGE EST EMPLOYÉ DANS DE NOMBREUX ENVIRONNEMENTS POTENTIELLEMENT
DANGEREUX COMME LES HAUTEURS, LES ZONES À VENTILATION LIMITÉE, LES PIÈCES ÉTROITES, AUTOUR DE L’EAU,
DANS DES MILIEUX HOSTILES, ETC., ET IL EST IMPORTANT QUE LES OPÉRATEURS SOIENT CONSCIENTS DES DANGERS
LORS DU TRAVAIL DANS CES TYPES DE CONDITIONS. ASSUREZ-VOUS QUE L’(LES) OPÉRATEUR(S) SONT FORMÉS AUX
PRATIQUES DE SÉCURITÉ POUR LES ENVIRONNEMENTS DANS LESQUELS ILS SONT SUPPOSÉS TRAVAILLER ET SOUS
SUPERVISION COMPÉTENTE.
IL EST ESSENTIEL QUE L’OPÉRATEUR, LE SUPERVISEUR OU TOUT LE PERSONNEL DANS LA ZONE DE TRAVAIL SOIENT
CONSCIENTS DES DANGERS DU PROCÉDÉ DE SOUDAGE ET DÉCOUPAGE. UNE FORMATION ET UNE SUPERVISION ADAPTÉES
SONT IMPORTANTES POUR UN LIEU DE TRAVAIL SÛR. GARDEZ CES INSTRUCTIONS POUR UNE UTILISATION FUTURE.
DES INFORMATIONS SUPPLÉMENTAIRES DE SÉCURITÉ ET DE FONCTIONNEMENT SONT MENTIONNÉES DANS CHAQUE
PARTIE.
1. Ne touchez pas les pièces électriques sous tension.
2.
Ne touchez pas en même temps une électrode avec
la peau nue et la masse.
3. Gardez toujours les gants de soudage au sec et en
bon état.
AVERTISSEMENT
UN CHOC ELECTRIQUE PEUT PROVOQUER DES
BLESSURES OU PEUT ÊTRE MORTELLE
L’INSTALLATION ET L’ENTRETIEN DE L’ÉQUIPEMENT
DOIVENT ÊTRE CONFORMES AU CODE ELECTRIQUE
NATIONAL (NFPA 70) ET AUX CODES LOCAUX.
N’EFFECTUEZ PAS D’ENTRETIEN OU DE RÉPARATION
LORSQUE L’ÉQUIPEMENT EST EN MARCHE. N’OPÉREZ
PAS L’ÉQUIPEMENT SANS ISOLATEURS OU CACHES
DE PROTECTION. L’ENTRETIEN OU LA RÉPARATION
DE L’ÉQUIPEMENT DOIVENT ÊTRE EFFECTUÉS
UNIQUEMENT PAR UN TECHNICIEN QUALIFIÉ, OU PAR
DU PERSONNEL FORMÉ.

BGLS-DTR6001-LFR
Dispositif D’alignement De tube conDucteur
F1-2
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
10. Ne plongez jamais les pistolets Mig, les supports
d’électrodes, les torches TIG, les torches à plasma
ou les électrodes dans l’eau.
lunettes de protection appropriées devraient être utilisés
pour fournir une protection au personnel se trouvant aux
abords et aux opérateurs des équipements voisins.
20. La peau devrait aussi être protégée des rayons de l’arc, de
la chaleur et du métal fondu. Portez toujours des gants et
des vêtements de protection qui empêchent l’exposition de
votre peau. Toutes les poches devraient être fermées et les
manchettes cousues. Des tabliers, manches, guêtres en cuir,
etc. devraient être portés pour le soudage et découpage ou
pour les opérations lourdes utilisant de grandes électrodes. Les
chaussures de sécurité fournissent une protection suffisante
contre les brûlures aux pieds. Pour plus de protection portez
des guêtres en cuir.
21. Les préparations à cheveux inflammables ne devraient
pas être utilisées lors du soudage ou découpage. Portez
des bouchons d’oreilles pour protégez vos oreilles des
étincelles.
22. Lorsque la zone de travail le permet, l’opérateur devrait
être enfermé dans une cabine individuelle recouverte d’un
revêtement à faible réflectivité comme l’oxyde de zinc. Ceci est
un facteur important pour absorber les rayons ultraviolets, et
un noir de lampe. L’opérateur devrait être enfermé avec des
écrans non combustibles revêtus de manière similaire.
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC, LES SCORIES ET LES
ETINCELLES CHAUDES PEUVENT BLESSER LES YEUX
ET BRULER LA PEAU.
11. Eloignez la fumée, les émanations et les gaz de la
zone de respiration.
12. Les émanations du procédé de soudage ou découpage
sont de divers types et forces, selon le genre de métal
de base travaillé. Pour votre sécurité, ne respirez pas
ces émanations.
13. La ventilation doit être suffisante pour enlever
la fumée, les émanations et les gaz pendant le
fonctionnement pour protéger les opérateurs et le
personnel présents dans le secteur.
14. Les vapeurs de solvants chlorés peuvent former le
gaz toxique « Phosgène » en cas d’exposition au
rayonnement ultraviolet d’un arc électrique. Tous les
solvants, décapants et sources potentielles de ces
vapeurs doivent être enlevés de la zone de travail.
15. Les émanations produites lors du soudage ou
découpage, surtout à des endroits confinés, peuvent
causer une gêne et un malaise physique en cas
d’inhalation pendant une période prolongée.
16. Fournissez suffisamment de ventilation dans la zone
de soudage ou découpage. Servez-vous d’appareils
respiratoires à arrivée d’air si la ventilation n’est pas
suffisante pour enlever toutes les émanations et gaz.
Ne ventilez jamais avec de l’oxygène. L’oxygène
entretient et accélère vigoureusement le feu.
17. Les procédés de soudage et découpage produisent
une chaleur localisée extrême et de forts rayons
ultraviolets.
18. N’essayez jamais de souder ou couper sans casque de
soudage équipé de verres adéquats. Veillez à ce que
les verres soient conformes aux normes fédérales.
Des verres à filtre de numéro 12 à 14 fournissent la
meilleure protection contre le rayonnement de l’arc.
AVERTISSEMENT
LES ETINCELLES DE SOUDURE PEUVENT CAUSER
DES INCENDIES ET DES EXPLOSIONS.
AVERTISSEMENT
LA FUMÉE, LES ÉMANATIONS ET LES GAZ PEUVENT
ÊTRE DANGEREUX POUR VOTRE SANTÉ
En cas d’endroit confiné évitez que les réflexions du
rayonnement de l’arc pénètrent autour du casque.
19. Veillez à ce que tout le personnel dans la zone de
travail soit protégé du rayonnement de l’arc et des
étincelles. Des rideaux de protection approuvés et des
23. Les causes d’incendie et d’explosion sont: les combustibles
atteints par l’arc, flammes, étincelles volantes, scories
chaudes ou matériaux chauffés. Retirez les combustibles
de la zone de travail et/ou etablissez une surveillance du
feu.
24.
Evitez les vêtements huileux ou graisseux car les étincelles
peuvent y mettre le feu. Ayez un extincteur à proximité et
sachez comment l’utiliser.
25.
Soyez attentif au danger de conduction ou rayonnement,
par exemple si le soudage ou découpage doit être fait contre
un mur, une cloison, un toit en métal, un plafond ou un toit,
des précautions doivent être prises pour éviter la mise à
feu des combustibles de l’autre côté.
26. Ne soudez ni
ne coupez pas des conteneurs ayant
contenu des combustibles. Tous les espaces creux,
cavités et conteneurs devraient être aérés avant le
soudage ou découpage pour permettre l’évasion de
l’air ou des gaz. Une purge avec du gaz inerte est
recommandée.
27.
N’utilisez jamais d’oxygène dans une torche de
soudage. N’utilisez que des gaz inertes ou des
mélanges de gaz inertes conformément aux exigences
du procédé. L’utilisation de gaz combustibles
comprimés peut causer des explosions pouvant
provoque blessures personnelles ou être fatales.
L’utilisation de l’arc contre toute bouteille de gaz
comprimé peut endommager la bouteille ou causer
une explosion.

Dispositif D’alignement De tube conDucteur
F1-3
BGLS-DTR6001-LFR
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
AVERTISSEMENT
LE BRUIT PEUT NUIRE A L’AUDITION.
28. Le bruit du procédé Air Carbone Arc peut nuire à
votre audition. Portez les dispositifs de protection
auditive pour vous protéger lorsque les niveaux de
bruit dépassent les standards OSHA. Des dispositifs
de protection auditive appropriés doivent être portés
par les opérateurs et le personnel aux abords pour
assurer une protection personnelle contre le bruit.
1.02 Principales Normes de Sécurité
!
!
AVERTISSEMENT
UN ÉQUIPEMENT DE SOUDAGE OU DE DÉCOUPAGE
MAL INSTALLÉ, UTILISÉ ET ENTRETENU PEUT
ENTRAÎNER DES BLESSURES GRAVES OU FATALES.
UNE MAUVAISE UTILISATION DE CET ÉQUIPEMENT
ET D’AUTRES PRATIQUES RISQUÉES PEUVENT ÊTRE
DANGEREUSES.
RÉFÉRENCES DE SÉCURITÉ ET D’OPÉRATION
1. Code de Règlements Fédéraux. (OSHA)
Article 29 Parties 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 et 1000.
U.S. Government Printing Office, Washington, DC. 20402.
2. ANSl Z49.1 “Sécurité lors du Soudage et Découpage”.
3. ANSI Z87.1 “Pratique pour la Protection Professionnelle et Educative du Visage et des Yeux”.
4. ANSl Z88.2 “Pratique Standard pour la Protection Respiratoire”.
American National Standards Institute, 1430 Broadway, New York, NY. 10018.
5. AWS F4.1 “Pratiques de Sécurité Recommandées pour les Conteneurs de Soudage et
Découpage”.
6. AWS C5.3 “Pratiques Recommandées pour le Gougeage et le Découpage Air Carbone Arc”.
The American Welding Society, 550 NW Lejeune RD., P.O.BOX 351040, Miami FL. 33135.
7. NFPA 51B “Prévention d’Incendie dans les Procédés de Découpage et Soudage.”
8. NFPA-7 “Code Electrique National”.
National Fire Protection Association, Battery Park, Quincy, MA, 02269.
9. ANSl Z49.1 “Sécurité lors du Soudage et Découpage”.
Canadian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.
1.03 Sécurité et Santé
AVIS
Veillez à lire et comprendre toutes les
instructions de sécurité et les précautions
contenues dans section 1 de ce manuel avant
de procéder à des opérations de soudage ou
découpage.
Un choc électrique peut causer des blessures ou
la mort.
La fumée, les émanations et les gaz peuvent être
dangereux pour la santé.
Les rayonnements d’arc, les scories chaudes et les
étincelles peuvent causer des lésions oculaires et
des brûlures de la peau.
Les étincelles de soudure peuvent causer des
incendies et des explosions.
Le bruit excessif peut nuire à votre audition.
•
•
•
•
•

BGLS-DTR6001-LFR
Dispositif D’alignement De tube conDucteur
F2-4
INTRODUCTION ET DESCRIPTION
SECTION 2:
INTRODUCTION ET DESCRIPTION
2.01 Comment Utiliser ce Manuel
Pour vous assurer d’utiliser le chalumeau de façon
sécuritaire, lisez le manuel en entier, y compris les sections
sur les instructions de sécurité et les avertissements.
Les mentions AVERTISSEMENT, MISE EN GARDE, et
REMARQUE peuvent figurer tout au long de ce manuel.
Prêtez une attention particulière à l’information fournie
sous ces mentions. Il s’agit de remarques spéciales
facilement reconnaissables:
!
!
AVERTISSEMENT
UN AVERTISSEMENT FOURNIT DE L’INFORMATION
SUR LES RISQUES DE BLESSURES.
MISE EN GARDE
Une MISE EN GARDE fournit de l’information sur
un endommagement possible d’équipement.
REMARQUE
Une
REMARQUE fournit de l’information utile
sur certain modes opératoires.
2.02 Réception de L’équipement
Lorsque vous recevez l’équipement, faites l’inventaire de la
livraison et comparez-le à la facture pour vous assurer qu’il
ne manque aucun élément, puis inspectez l’équipement
pour vous assurer qu’il n’a pas été endommagé durant
la livraison. Si l’équipement a été endommagé, contactez
immédiatement le transporteur afin de faire une demande
d’indemnisation. Adressez-vous à l’endroit indiqué au
verso de la couverture de ce manuel et fournissez tous les
renseignements nécessaires à la demande d’indemnisation
pour les dommages à l’équipement ou l’erreur de livraison.
Incluez une description complète de la pièce faisant l’objet
de la demande.
Si vous désirez un exemplaire supplémentaire ou de
remplacement de ce CD, veuillez communiquer avec
Tweco
®
Robotics à l’adresse ou au numéro de téléphone
correspondant à votre région, indiqué au verso de la
couverture du manuel. Dans votre demande, incluez le
numéro du manuel (à la page i) et le numéro de pièce du
CD: 64-2601.
2.03 Introduction
Le dispositif d’alignement de tube conducteur Tweco
®
Robotics QCT-1 est conçu pour permettre de régler
manuellement le point d’outil (« PDO ») avant et/ou après
un choc. Il offre notamment la possibilité de régler le PDO
sur huit angles de courbure du tube conducteur ainsi que
toute une
variété de longueurs de tube.
Il est recommandé d’aligner d’abord tout tube conducteur
neuf et/ou usagé à l’aide du dispositif d’alignement QCT-1
avant de créer le programme et les paramètres de soudage
de l’ensemble robotisé.
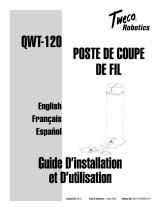
Le dispositif d’alignement QCT-1 est fourni en standard
avec les articles illustrés sur la Figure 1. Avant de procéder
à l’installation, lire et veiller à bien comprendre les
opérations d’installation et d’utilisation figurant dansce
manuel.

Dispositif D’alignement De tube conDucteur
F2-5
BGLS-DTR6001-LFR
INTRODUCTION ET DESCRIPTION
N°
Article
Description Qté.
1 Bloc D’alignement Avant 1
2 Bloc D’alignement Arrière 1
3 Bloc de Serrage 1
4 Barre de Réglage 1
5 Entretoise pour Tubes Conducteurs de la Série QTRW66 1
6 Entretoise pour Tubes Conducteurs de la Série QTRW64 1
7 Entretoise pour Entretoise de Buse QTRW64 1
8 Entretoise pour Tubes Conducteurs de la Série QTR66 1
9 Jeu de Clés Allen 1
10 Broche D’alignement pour Tubes Conducteurs de la Série QTR66 1
11 Broche D’alignement pour Tube Conducteur de la Série QTR66-45 1
12 Broche D’alignement pour Tubes Conducteurs de la Série QTRW64 1
13 Broche D’alignement pour Tube Conducteur de la Série QTRW64-45 1
14 Broche D’alignement pour Tubes Conducteurs de la Série QTRW66 1
15 Broche D’alignement pour Tube Conducteur de la Série QTRW66-45 1
16 Broche D’alignement pour Tubes Conducteurs de la Série QTRW63 1
17 Plaque D’appui du Dispositif 1
4
5
6
7
8
2
3
1
17
9
10
11
12
13
14
15
16
Figure 1: Dispositif D’Alignement de Tube Conducteur QCT-1

BGLS-DTR6001-LFR
Dispositif D’alignement De tube conDucteur
F3-6
SECTION 3:
INSTALLATION ET OPÉRATION
1. Retirer le dispositif d’alignement QCT-1 de sa caisse en
bois. Vérifier la présence de tous les articles illustrés
sur la Figure 1 et les identifier. En cas d’absence de
l’une quelconque des pièces, veuillez en aviser le
distributeur de soudage Tweco local ou le service
clientèle de Tweco Products au 1-800-426-1888.
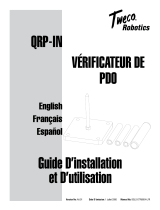
2. Monter le dispositif d’alignement sur un établi solide à
proximité de la cellule robotisée. La plaque d’appui du
dispositif comporte deux trous de 12,70 mm contre-
alésés pour recevoir des vis à tête creuse de 1/2 in
(non fournies). Voir la Figure 2.
TROUS DE
MONTAGE POUR
VIS À TÊTE
CREUSE DE 1/2 IN
Figure 2: Montage du Dispositif
Le bloc d’alignement arrière est positionné et réglé
dans l’emplacement « STANDARD » sur le dispositif.
Cette position permet de régler tout tube conducteur
standard des séries QTR et QTRW sans nécessiter
un déplacement du bloc d’alignement arrière. Voir la
Figure 3.
BLOC D’ALIGNEMENT
ARRIÉRE
« STANDARD »
INDIQUÉ À DES FINS
DE POSITIONEMENT
Figure 3: Bloc D’Alignement Arriére en Position
Standard
REMARQUE
Si le tube conducteur n’est pas « STANDARD »,
déplacer le bloc d’alignement arrière en
procédant comme indiqué ci-dessous.
A. Retirer les quatre vis de 5/16 in-18 à tête creuse
du bloc d’alignement. Voir la Figure 4.
VIS DE MONTAGE DE
5/16 IN-18
BLOC D’ALIGNEMENT
ARRIÉRE
Figure 4: Bloc D’Alignement Arriére et Vis de Montage
B. La plaque du dispositif permet de déplacer le
bloc d’alignement arrière par tranches de 38,74
mm. Voir la Figure 5.
DOUILLES
Figure 4: Bloc D’alignement Arrière et Vis de Montage
REMARQUE
Deux goujons de guidage à pointe ronde
sont enfoncés en position sur le dessous du
bloc d’alignement arrière. Ces goujons et les
douilles de guidage qui se trouvent dans la
plaque du dispositif doivent être alignés.
C. Positionner le bloc d’alignement arrière
en fonction des spécifications du travail à
effectuer.
D. Renfoncer et serrer les quatre vis de 5/16 in-18
à tête creuse dans le bloc d’alignement arrière.
3. Retirer la buse à gaz, le diffuseur et le bec de contact
du tube conducteur.
4. Choisir la broche d’alignement qui convient pour
le tube conducteur particulier à régler. Visser cette
broche d’alignement sur le tube conducteur et la serrer
à l’aide d’une clé. Voir la Figure 6 et le Tableau 1.
INSTALLATION ET OPÉRATION

Dispositif D’alignement De tube conDucteur
F3-7
BGLS-DTR6001-LFR
Figure 6 - Broches D’alignement
INSTALLATION ET OPÉRATION
N° de Réf.
de Broche
D’alignement
N° de
Commande
de Broche
D’alignement
Tube Conducteur
QCT-QTR 3500-1363
QTR66-18, QTR66-180,
QTR66-180L, QTR66-
22, QTR66-22L, QTR66-
45L, QTR66-60
QCT-QTRL 3500-1364 QTR66-45
QCT-
QTRW63
3500-1365 QTRW63 Série (All)
QCT-
QTRW64
3500-1366
QTRW64-18, QTRW64-
180, QTR64-180-L,
QTRW64-22, QTRW64-
22L, QTRW64-45L,
QTRW64-60
QCT-
QTRW64L
3500-1367 QTRW64-45
QCT-
QTRW66
3500-1368
QTRW66-18, QTRW66-
180, QTRW66-180L,
QTRW66-22, QTRW66-
22L, QTRW66-45L,
QTRW66-60
QCT-
QTRW66L
3500-1369 QTRW66-45
5. Choisir entretoise de buse qui convient pour le tube
conducteur particulier à régler. Voir la Figure 7 et le
Tableau 2.
N° de Réf. de
Entretoise de
Buse
N° de Commande
de Entretoise de
Buse
Tube
Conducteur
QCT-24 3500-1360 Série QTRW64
QCT-26 3500-1361 Série QTRW66
QCT-24 1.000 IN
DIAM. EXT. 25,4 MM
QCT-26 1.063 IN
DIAM. EXT. 20,07
MM
Figure 7: Pièces D’Éncartement de Buses
Tableau 2: Entretoise de Buse / Tube Conducteur
Tableau 1: Broche D’alignement / Tube Conducteur
6. Choisir entretoise de tête qui convient pour entretoise
de buse et le tube conducteur à régler. Entretoise de
tête doit être insérée dans la barre de réglage. Fixer
entretoise de tête au moyen de la vis d’arrêt qui se
trouve sur la barre de réglage. Voir la Figure 8 et le
Tableau 3.
QCT-8S-1A
1.020 IN
DIAM. EXT.
29,91 MM
QTC-86-2A 0.790
IN DIAM. EXT.
20,07 MM
Figure 8: Entretoise de Téte
N° de Réf. de
Entretoise de
Tête
N° de
Commande de
Entretoise de
Tête
Conductor Tube
Assembly
QCT-8S-1 3500-1355 QTRW64
QCT-8S-2 3500-1356
Série QTR66
AND QTRW63
Tableau 3: Entretoise De Tête / Tube Conducteur
REMARQUE
Aucune entretoise de tête n’est nécessaire pour
le tube conducteur de la série QTRW66.
7. Retirer les deux écrous 6 pans de 1/2 in de l’attache
de bloc. Voir la Figure 9.
BLOC DE
SERRAGE
ÉCROUS 6 PANS
Figure 9: Attache de Tube en Position Avec Écrous de
1/2 in
8. Déposer l’attache de bloc et insérer le tube conducteur
dans le bloc d’alignement arrière. Les deux goujons
d’assemblage en acier inoxydable dépassant du bloc
d’alignement arrière aligneront le tube conducteur sur
le dispositif d’alignement. Voir la Figure 10.

BGLS-DTR6001-LFR
Dispositif D’alignement De tube conDucteur
F3-8
INSTALLATION ET OPÉRATION
BLOC D’ALIGNEMENT
ARRIÉRE
TUBE CONDUCTEUR
GOUJONS EN ACIER INOXYDABLE
Figure 10: Tube Conducteur/Bloc D’alignement Arrière
9. Insérer la clé Allen de 5/32 in fournie dans la vis de
blocage du tube conducteur qui se trouve sur le bloc
d’alignement arrière. Tourner la vis vers la droite
jusqu’à ce que le tube conducteur soit maintenu en
place. Voir la Figure 11.
CONDUCTOR TUBE
LOCKING SCREW
Figure 11: Vis de Blocage de Tube Conducteur Sur le
Bloc D’alignement Arrière
10. Retirer les deux vis du 5/16 in-18 à tête creuse du bloc
d’alignement avant.
11. Positionner le bloc en fonction de l’angle de courbure du
tube conducteur. (Si, par exemple, l’angle de courbure du
tube conducteur est 22,5°, placer le bloc d’alignement
avant à la position 22,5° sur le dispositif.) Voir la Figure
12.
POSITIONS
D’ALIGNMENT
Figure 12: Représentation des Positions du Bloc
D’alignement Avant
REMARQUE
Le bloc d’alignement avant peut être placé
dans les positions suivantes sur le dispositif
d’alignement:
180° — 18° — 22,5° — 22,5°L — 45° — 45°L
— 60°
REMARQUE
Deux goujons de guidage à pointe ronde sont
enfoncés en position sur le dessous du bloc
d’alignement avant.
Ces goujons et les douilles de guidage qui se
trouvent dans la plaque du dispositif doivent
être alignés.
12. Fixer le bloc d’alignement avant en position au moyen des
vis de 5/16 in-18 à tête creuse retirées à l’étape 10.
13. Tout en maintenant le manchon d’alignement sur le bloc
d’alignement avant, glisser sa broche vers l’avant jusqu’à
ce qu’elle touche la broche d’alignement en laiton du tube
conducteur.
14. Vérifier que la pointe usinée de la broche du manchon
d’alignement est centrée sur le petit trou de la broche
d’alignement en laiton. Si la broche du manchon
d’alignement est centrée correctement, ce dernier
glissera par-dessus la broche d’alignement en laiton. Cela
indique que le tube conducteur n’exige aucun réglage.
Voir la Figure 13.
Figure 13: Broche de Manchon D’alignement et Broche
D’alignement en Laiton
BROCHE
D’ALIGNEMENT
EN LAITON
BROCHE DE MANCHON
D’ALIGNEMENT
15. Déposer le bloc d’alignement avant de la plaque du
dispositif en retirant les deux vis de 5/16 in-18 à tête
creuse.
16. Retirer le tube conducteur du bloc d’alignement arrière
en tournant sa vis de blocage vers la gauche.
17. Retirer l’entretoise de buse et la broche d’alignement
en laiton du tube conducteur et les remplacer par les
diffuseur, bec et buse standard.
REMARQUE
Sur les tubes conducteurs de la série QTRW,
s’assurer que l’anneau isolant est en place
entre le tube conducteur et le diffuseur.
18. Le tube conducteur est alors prêt à être mis en
service.
19. Si la broche du manchon d’alignement n’est pas
centrée et doit être réglée, procéder comme suit:

Dispositif D’alignement De tube conDucteur
F3-9
BGLS-DTR6001-LFR
A. Desserrer la vis de blocage de tube conducteur
sur le bloc d’alignement arrière.
B, Retirer le tube conducteur du bloc d’alignement
arrière.
C. Positionner le bloc radial usiné sur le dispositif.
Voir la Figure 14.
D. Positionner le tube conducteur sur le bloc radial
et le glisser dans le bloc d’alignement arrière.
E. Insérer la clé Allen de 5/32 in fournie par l’usine
dans la vis de blocage du tube conducteur
qui se trouve sur le bloc d’alignement arrière.
Tourner la vis vers la droite jusqu’à ce que le
tube conducteur soit maintenu solidement en
place. Voir la Figure 11, page 3-7.
F. Placer la partie supérieure du bloc de serrage
dans sa position et la fixer au moyen de deux
écrous 6 pans de 1/2 in.
G. Glisser la barre de réglage par-dessus entretoise
de buse ou le tube conducteur et positionner le
centre de la barre de réglage comme indiqué sur
la Figure 15.
INSTALLATION ET OPÉRATION
BLOC DE
SERRAGE
BLOC RADIAL
Figure 14: Petit Bloc Radial en Position
H. Remettre le bloc d’alignement avant dans sa
position et le fixer au moyen des deux vis de
5/16 in-18 à tête creuse.
I. Tout en maintenant le manchon d’alignement
sur le bloc d’alignement avant, glisser sa broche
vers l’avant jusqu’à ce qu’elle touche la broche
d’alignement en laiton du tube conducteur. Voir
la Figure 16.
Figure 15: Barre de Réglage sur Tube Conductor
BARRE DE
RÉGLAGE
TUBE CONDUCTEUR
BROCHE DE
MANCHON
D’ALIGNMENT
BROCHE
D”ALIGNEMENT
EN LAITON
Figure 16: Broche de Manchon D’alignement et broche
D’alignement en Laiton
J. Déterminer le réglage nécessaire et l’effectuer.
K. Répéter les opérations 14 et 15 jusqu’à ce que
la broche du manchon d’alignement soit dans
le centre de la broche d’alignement en laiton et
que le manchon d’alignement glisse par-dessus
la même broche d’alignement.
20. Retirez le bloc d’alignement avant de la plaque du
dispositif en retirant les deux vis de 5/16 in-18 à tête
creuse.
21. Retirer la barre de réglage du tube conducteur.
22. Retirer le tube conducteur du bloc d’alignement arrière
en tournant sa vis de blocage vers la gauche.
23. Retirer l’entretoise de buse et la broche d’alignement
en laiton du tube conducteur et les remplacer par les
diffuseur, bec et buse standard.
REMARQUE
Sur les tubes conducteurs de la série QTRW,
s’assurer que l’anneau isolant est en place
entre le tube conducteur et le diffuseur.
24. Le tube conducteur est alors prêt à être mis en
service.

BGLS-DTR6001-LFR
Dispositif D’alignement De tube conDucteur
F4-10
PIÈCES DE RECHANGE
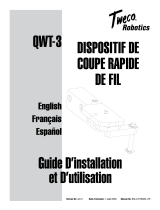
N° Article N° Réf.
N° De
Commande
Description
1 QCT-2 3500-1350 Bloc D’alignement Avant
2 QCT-P 3500-1358 Broche Et Manchon D’alignement D’avant
3 QCT-3 3500-1351 Bloc D’alignement Arrière
4 QCT-5 3500-1352 Attache de Bloc
5 QCT-8 3500-1354 Barre de Réglage (Articles 8 Et 9 Inclus)
6 QCT-26 3500-1361 Entretoise de Buse pour Tubes Conducteurs de la Série QTRW66
7 QCT-24 3500-1360 Entretoise de Buse pour Tubes Conducteurs de la Série QTRW64
8 QCT-8S1 3500-1355 Entretoise de Tête de Barre de Réglage – 25,91 Mm Diam. Int.
9 QCT-8S2 3500-1356 Entretoise de Tête de Barre de Réglage – 20,07 Mm Diam. Int.
10 QCT-QTR 3500-1363 Broche D’alignement F / Tube Conducteur Série QTR66 - ***
11 QCT-QTRL 3500-1364 Broche D’alignement F / Tube Conducteur Série QTR66 - ***
12
QCT-
QTRWL63
3500-1365 Broche D’alignement F / Tube Conducteur Série QTR63 - ***
13 QCT-QTRW64 3500-1366 Broche D’alignement F / Tube Conducteur Série QTR64 - ***
14
QCT-
QTRW64L
3500-1367 Broche D’alignement F / Tube Conducteur Série QTR64 - ***
15 QCT-QTRW66 3500-1368 Broche D’alignement F / Tube Conducteur Série QTRW66 - ***
16
QCT-
QTRW66L
3500-1369 Broche D’alignement F / Tube Conducteur Série QTRW66 - ***
SECTION 4:
PIÈCES DE RECHANGE
4
5
6
7
8
2
3
1
9
10
11
12
13
14
15
*** Se reporter au Tableau 1 pour plus de détails sur le tube conducteur particulier
Dispositif D’alignement de Tube Conducteur QCT-1

Dispositif D’alignement De tube conDucteur
F5-11
BGLS-DTR6001-LFR
GARANTIE
GARANTIE LIMITÉE : THERMADYNE
®
garantit que ses produits seront exempts de tout vice de fabrication et de matériaux.
Si un défaut devait apparaître durant la période de garantie applicable aux produits de THERMADYNE telle que décrite
ci-dessous et qu’un avis de défaut était dûment émis démontrant que le produit a été entreposé, installé, exploité et
entretenu selon les spécifications, les instructions, et les recommandations de THERMADYNE ainsi que les pratiques
normalisées acceptées dans l’industrie, sans avoir été soumis à des abus, réparations, négligences, modifications
ou accidents, alors THERMADYNE corrigera le défaut par une réparation appropriée ou un remplacement, à sa seule
discrétion , des composants ou des pièces du produit que THERMADYNE jugera défectueux.
CETTE GARANTIE EST EXCLUSIVE ET REMPLACE TOUTES AUTRES GARANTIES EXPRESSES OU IMPLICITES
INCLUANT TOUTE GARANTIE D’APTITUDE OU DE QUALITÉ MARCHANDE À UNE FIN PARTICULIÈRE.
LIMITATIONS DE RESPONSABILITÉ : THERMADYNE ne sera responsable sous aucune circonstance de dommages
particuliers ou conséquents tels que, sans en exclure d’autres, des dommages ou perte de marchandises achetées ou de
remplacement, ou de réclamations des clients du distributeur (désignés ci-après comme l’« Acheteur ») pour interruption
de service. Les recours de l’Acheteur exposés dans le présent sont exclusifs et la responsabilité de THERMADYNE
envers tout contrat ou toute action prise à ce sujet telle que le rendement ou un manquement au rendement, ou de
la fabrication, la vente, la livraison, la revente ou l’usage de marchandises couvertes ou fournies par THERMADYNE
découlant soit d’un contrat, d’une négligence, d’un délit spécifique, ou en vertu de toute garantie, ou autrement, ne
devront pas, excepté si expressément prévus dans le présent, excéder lecoû des marchandises sur lequel de telles
responsabilités sont basées.
CETTE GARANTIE SERA INVALIDE SI DES PIÈCES DE RECHANGE OU DES ACCESSOIRES UTILISÉS POURRAIENT
DIMINUER LA SÉCURITÉ OU LE RENDEMENT DE TOUT PRODUIT THERMADYNE.
CETTE GARANTIE N’EST PAS VALIDE SI LE PRODUIT EST VENDU PAR DES PERSONNES NON AUTORISÉES.
Cette garantie est effective pour la durée spécifiée dans le Tableau des garanties et débute la journée à laquelle le
distributeur autorisé livre le produit à l’Acheteur.
Les réclamations pour la réparation ou le remplacement en vertu de cette garantie limitée doivent être soumises par un
Centre de réparation autorisé de THERMADYNE dans les trente (30) jours suivant la réparation. Aucun frais de transport
quel qu’il soit ne sera payé en vertu de cette garantie. Les frais de transport pour envoyer les produits à un Centre
autorisé de réparation en vertu de cette garantie seront aux dépens de l’Acheteur. Toutes les marchandises retournées
le seront aux risques et dépens de l’Acheteur. Cette garantie remplace et annule toutes les garanties précédentes de
THERMADYNE.

BGLS-DTR6001-LFR
Dispositif D’alignement De tube conDucteur
F5-12
TABLEAU DES GARANTIES
La garantie est effective pour la durée spécifiée ci-dessous dans le Tableau des garanties et débute la journée à laquelle
le distributeur autorisé livre le produit à l’Acheteur. THERMADYNE
®
se réserve le droit de demander des preuves
documentées de la date d’achat.
Appareils à souder motorisés Pièces / Main-d’œuvre
Scout
®
, Raider
®
, Explorer™
Stators et inductances de puissance principaux originaux. 3 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande. 3 ans / 3 ans
Tous autres circuits et composants originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et semi-conducteurs des
commutateurs de puissance.
1 an / 1 an
Les moteurs et autres composants connexes NE SONT PAS garantis par Thermal Arc
®
, quoique la plupart le sont par le fabricant du moteur . VOIR LA GARANTIE DU
FABRICANT DU MOTEUR POUR PLUS D’INFORMATION.
Voir la garantie du fabricant du moteur
pour plus d’information
Appareils à souder GMAW/FCAW (MIG) Pièces / Main-d’œuvre
Fabricator
®
131, 181, 190, 210, 251, 281; Fabstar
®
4030; PowerMaster
®
350, 350P, 500, 500P; Excel-Arc
®
6045; Dévidoirs : Ultrafeed
®
, Porta-feed
®
Transformateur et inductance de puissance principaux originaux. 5 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande et semi-conducteurs des commutateurs de puissance. 3 ans / 3 ans
Tous autres circuits et composants originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et moteurs électriques. 1 an / 1 an
Appareils à souder à onduleur GTAW (TIG) et à usage multiple Pièces / Main-d’œuvre
160TS, 300TS, 400TS, 185AC/DC, 200AC/DC, 300AC/DC, 400GTSW, 400MST, 300MST, 400MSTP
Composants magnétiques de puissance principaux originaux. 5 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande et semi-conducteurs des commutateurs de puissance. 3 ans / 3 ans
Tous autres circuits et composants originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et moteurs électriques. 1 an / 1 an
Appareils à souder au plasma Pièces / Main-d’œuvre
Ultima
®
150
Composants magnétiques de puissance principaux originaux. 5 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande et semi-conducteurs des commutateurs de puissance. 3 ans / 3 ans
Console de soudage, régulateur de soudage et minuterie de soudage. 3 ans / 3 ans
Tous autres circuits et composants originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs, moteurs électriques et
circulateurs de liquide de refroidissement.
1 an / 1 an
Appareils à souder SMAW (STICK) Pièces / Main-d’œuvre
Dragster™ 85
Composants magnétiques de puissance principaux originaux. 1 an / 1 an
Redresseurs de puissance principaux originaux et cartes de circuits imprimés de commande. 1 an / 1 an
Tous autres circuits et composantes originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et semi-conducteurs des
commutateurs de puissance.
1 an / 1 an
160S, 300S, 400S
Composants magnétiques de puissance principaux originaux. 5 ans / 3 ans
Redresseurs de puissance principaux originaux, cartes de circuits imprimés de commande. 3 ans / 3 ans
Tous autres circuits et composantes originaux incluant, sans en exclure d’autres, les relais, commutateurs, contacteurs, solénoïdes, ventilateurs et semi-conducteurs des
commutateurs de puissance.
1 an / 1 an
Appareils à arc en général Pièces / Main-d’œuvre
Circulateurs d’eau. 1 an / 1 an
Torches de soudage au plasma. 180 jours / 180 jours
Régulateurs de gaz (fournis avec les sources de puissance). 180 jours / Sans objet
Torches MIG et TIG (fournis avec les sources de puissance). 90 jours / Sans objet
Pièces de rechange. 90 jours / Sans objet
Consommables des torches MIG, TIG et au plasma. Sans objet / Sans objet
Appareils à souder et à découper au gaz Pièces / Main-d’œuvre
Victor
®
Professional. 5 ans / Sans objet
Économiseurs d’oxygène.
2 ans / Sans objet
Cylindres en aluminium. À vie / Sans objet
Moteurs de machine à découper. 1 an / Sans objet
Régulateurs et collecteurs en bronze HP&I. 2 ans / Sans objet
Régulateurs et collecteurs en acier inoxydable HP&I. 1 an / Sans objet
Régulateurs et collecteurs pour gaz corrosif HP&I. 90 jours / Sans objet
TurboTorch
®
. 3 ans / Sans objet
CutSkill
®
. 2 ans / Sans objet
Cylindres en acier. 1 an / Sans objet
Victor Medical. 6 ans / Sans objet
Victor VSP. 2 ans / Sans objet
Appareils à souder Firepower
®
MIG. 5-2-1 ans / Sans objet
Transformateurs. 5 ans / Sans objet
Pièces utilisées en location. 1 an à partir de la date de vente par un
distributeur autorisé
Accessoires de torches et à arc mig Pièces / Main-d’œuvre
Arcair
®
N6000. 90 jours / Sans objet
Pistolets de bobine et de tirage Eliminator
®
. 90 jours / Sans objet
Supports de déflecteur robotique. 90 jours / Sans objet
Applicateur d’anti-projections QRM-100. 90 jours / Sans objet
Refroidisseurs à eau TC et TCV. 1 an / Sans objet
Collecteur de fumée TSC-96. 1 an / Sans objet
Contrôles de pistolets de bobine et de tirage ESG-1, EPG-CR1 et EPG-CR2. 1 an / Sans objet
Postes de nettoyage des buses QRC-2000. 1 an / 1 an
Tous les autres produits, 30 jours de la date d’achat. 30 jours / Sans objet
Systèmes à découper au plasma Pièces / Main-d’œuvre
Plasma automatisé. 2 ans / 1 an
CutMaster™. 3 ans / 3 ans
PakMaster
®
XL PLUS. 3 ans / 1 an
Drag-Gun
®
. 1 an / 1 an
Drag-Gun Plus. 2 ans / 1 an
Torches. 1 an / 1 an
Consoles, équipements de contrôle, échangeurs de chaleur et équipement connexe. 1 an / 1 an

COORDONNÉES DES SERVICES CLIENTÈLES AUTOUR DU MONDE
Thermadyne USA
2800 Airport Road
Denton, TX 76207 USA
Telephone: (1) 800-426-1888
Fax: (1) 800-535-0557
Thermadyne Canada
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (1) 905-827-9777
Fax: (1) 905-827-9797
Thermadyne Europe
Europe Building
Chorley North Industrial Park
Chorley, Lancashire
England, PR6 7Bx
Telephone: (44) 1257-261755
Fax: (44) 1257-224800
Thermadyne China
RM 102A
685 Ding Xi Rd
Chang Ning District
Shanghai, PR, 200052
Telephone: 86 21+6280-1273
Fax: 86 21+3226-0955
Thermadyne Asia Sdn Bhd
Lot 151, Jalan Industri 3/5A
Rawang Integrated Industrial Park - Jln Batu Arang
48000 Rawang Selangor Darul Ehsan
West Malaysia
Telephone: 603+ 6092 2988
Fax : 603+ 6092 1085
Cigweld Australia
71 Gower Street
Preston, Victoria
Australia, 3072
Telephone: 1300-654-674
Fax: 613+ 9474-7391
Thermadyne Italy
OCIM, S.r.L.
Via Benaco, 3
20098 S. Giuliano
Milan, Italy
Tel: (39) 02-98 80320
Fax: (39) 02-98 281773
Thermadyne International
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (1) 905-827-9777
Fax: (1) 905-827-9797

Siège Mondial
Thermadyne Holdings Corporation
Suite 300, 16052 Swingley Ridge Road
St. Louis, MO 63017
Telephone: (636) 728-3000
Fascimile:
(636) 728-3010
www.thermadyne.com
/