Lincoln Electric Vantage 300 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

VANTAGE 300
MANUEL DE L’OPÉRATEUR
IMF874-A
Octobre, 2005
S’applique aux machines dont le numéro de code est:
11185, 11310
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © 2005 Lincoln Global Inc.
La sécurité dépend de vous
Le matériel de soudage et de
coupage à l'arc Lincoln est conçu
et construit en tenant compte de la
sécurité. Toutefois, la sécurité en
général peut être accrue grâce à
une bonne installation... et à la plus
grande prudence de votre part. NE
PAS INSTALLER, UTILISER OU
RÉPARER CE MATÉRIEL SANS
AVOIR LU CE MANUEL ET LES
MESURES DE SÉCURITÉ QU'IL
CONTIENT. Et, par dessus tout,
réfléchir avant d'agir et exercer la
plus grande prudence.
This manual covers equipment which is no
longer in production by The Lincoln Electric Co.
Specications and availability of optional
features may have changed.

Mar ‘95
POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et d’entretenir à moins
qu’il ne soit nécessaire que le moteur tourne pour effectuer
l’entretien.________________________________________
____________
1.b. Ne faire fonctionner les moteurs qu’à l’ex-
térieur ou dans des endroits bien aérés ou
encore évacuer les gaz d’échappement du
moteur à l’extérieur.
__________________________________________________
1.c. Ne pas faire le plein de carburant près d’une
flamme nue, d’un arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêch-
er que du carburant renversé ne se vaporise
au contact de pièces du moteur chaudes et
ne s’enflamme. Ne pas renverser du carbu-
rant quand on fait le plein. Si du carburant
s’est renversé, l’essuyer et ne pas remettre
le moteur en marche tant que les vapeurs
n’ont pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
rité doivent être toujours en place et en bon état. Tenir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
d’autres pièces en mouvement quand on met en marche,
utilise ou répare le matériel.
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer l’entretien prescrit.
Ne déposer les protecteurs que quand c’est nécessaire et
les remettre en place quand l’entretien prescrit est terminé.
Toujours agir avec la plus grande prudence quand on tra-
vaille près de pièces en mouvement.
____________________________________________________
1.f. Ne pas mettre les mains près du ventilateur
du moteur. Ne pas appuyer sur la tige de
commande des gaz pendant que le moteur
tourne.
__________________________________________________
1.g.Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entre-
tenant le groupe électrogène de soudage, de connecter les
fils des bougies, le chapeau de distributeur ou la magnéto
i
SÉCURITÉ
i
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE
DEVRAIENT CONSULTER LEUR MÉDECIN AVANT D’UTILISER L’APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement d’acheter un exemplaire de la norme Z49.1, de l’ANSI auprès de l’American Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
S’ASSURER QUE LES ÉTAPES D’INSTALLATION, D’UTILISATION, D’ENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QU’À DES PERSONNES QUALIFIÉES.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles
et des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant d’entreprendre le soudage
2.c. L’exposition aux champs électromagnétiques lors du
soudage peut avoir d’autres effets sur la santé que l’on ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum l’exposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1.
Regrouper les câbles d’électrode et de retour. Les fixer
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles d’électrode et de
retour. Si le câble d’électrode se trouve à droite, le câble de
retour doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près
possible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant
de soudage.
1.h. Pour éviter de s’ébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz d’échappement du moteur diesel et certains de
leurs constituants sont connus par l’État de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Les gaz d’échappement de ce produit contiennent des
produits chimiques connus par l’État de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci s’applique aux moteurs diesel.
Ceci s’applique aux moteurs à essence.
AVERTISSEMENT

Mar ‘95
ii
SÉCURITÉ
ii
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se pro-
téger les yeux contre les étincelles et le rayon-
nement de l'arc quand on soude ou quand on observe l'arc de
soudage. Le masque à serre-tête et les oculaires filtrants doivent
être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de
l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de l’électrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si l’on porte des vête-
ments mouillés. Porter des gants isolants secs et ne comportant
pas de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suff-
isantes pour couvrir entièrement la zone de contact
physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides
ou si l'on porte des vêtements mouillés; sur les con-
structions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, s’il y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la
terre) utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise
de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonc-
tionnement. Remplacer l'isolation endommagée.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
LES FUMÉES ET LES
GAZ peuvent être
dangereux.
5.a WeLe soudage peut produire des fumées et
des gaz dangereux pour la santé. Éviter d'inhaler ces
fumées et ces gaz. Quand on soude, tenir la tête à l'ex-
térieur des fumées. Utiliser un système de ventilation ou
d'évacuation suffisant au niveau de l'arc pour évacuer les
fumées et les gaz de la zone de travail. Quand on soude
avec des électrodes qui nécessitent une ventilation spé-
ciale comme les électrodes en acier inoxydable ou pour
revêtement dur (voir les directives sur le contenant ou la
fiche signalétique) ou quand on soude de l'acier au
plomb ou cadmié ainsi que d'autres métaux ou revête-
ments qui produisent des fumées très toxiques, limiter
le plus possible l'exposition et au-dessous des valeurs
limites d'exposition (TLV) en utilisant une ventilation
mécanique ou par aspiration à la source. Dans les
espaces clos ou dans certains cas à l'extérieur, un
appareil respiratoire peut être nécessaire. Des précau-
tions supplémentaires sont également nécessaires
quand on soude sur l'acier galvanisé.
5.b.
Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de
dégraissage, de nettoyage ou de pulvérisation. La chaleur et
le rayonnement de l'arc peuvent réagir avec les vapeurs de
solvant pour former du phosgène, gaz très toxique, et
d'autres produits irritants.
5.c. Les gaz de protection utilisés pour le soudage à l'arc peu-
vent chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spé-
cialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.d. Prendre connaissance des directives du fabricant relative-
ment à ce matériel et aux produits d'apport utilisés, et
notamment des fiches signalétiques (FS), et suivre les con-
signes de sécurité de l'employeur. Demander les fiches sig-
nalétiques au vendeur ou au fabricant des produits de
soudage.
5.e. Voir également le point 1.b.

Mar ‘95
Matériel ÉLECTRIQUE.
8.a. Couper l'alimentation d'entrée en utilisant
le disjoncteur à la boîte de fusibles avant de
travailler sur le matériel.
8.b. Installer le matériel conformément
au Code canadien de l'électricité, à tous les codes locaux et
aux recommandations du fabricant.
8.c. Mettre à la terre le matériel conformément au Code canadi-
en de l'électricité et aux recommandations du fabricant.
LES BOUTEILLES peu-
vent exploser si elles
sont endommagées.
7.a. N'utiliser que des bouteilles de gaz comprimé con-
tenant le gaz de protection convenant pour le procédé utilisé
ainsi que des détendeurs en bon état conçus pour les gaz et
la pression utilisés. Choisir les tuyaux souples, raccords,
etc. en fonction de l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA que l'on peut se procurer auprès de la Compressed
Gas Association, 1235 Jefferson Davis Highway, Arlington,
VA22202.
iii
SÉCURITÉ
iii
LES ÉTINCELLES DE
SOUDAGE peuvent
provoquer un incendie
ou une explosion.
6.a.
Enlever les matières inflammables de la
zone de soudage. Si ce n'est pas possible, les recouvrir
pour empêcher que les étincelles de soudage ne les
atteignent. Les étincelles et projections de soudage peuvent
facilement s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder près des con-
duites hydrauliques. On doit toujours avoir un extincteur à
portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de
travail, on doit prendre des précautions spéciales pour éviter
les dangers. Voir la norme ANSI Z49.1 et les consignes d'u-
tilisation relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du cir-
cuit de l'électrode ne touche la pièce ou la terre. Un contact
accidentel peut produire une surchauffe et créer un risque
d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts
ou des contenants sans avoir pris les mesures qui s'im-
posent pour s'assurer que ces opérations ne produiront pas
des vapeurs inflammables ou toxiques provenant des sub-
stances à l'intérieur. Elles peuvent provoquer une explosion
même si elles ont été «nettoyées». Pour plus d'informa-
tions, se procurer le document AWS F4.1 de l'American
Welding Society (voir l'adresse ci-avant).
6.e. Mettre à l'air libre les pièces moulées creuses ou les con-
tenants avant de souder, de couper ou de chauffer. Elles
peuvent exploser.
6.f.
Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts
d'huile comme des gants en cuir, une chemise épaisse, un
pantalon sans revers, des chaussures montantes et un
casque ou autre pour se protéger les cheveux. Utiliser des
bouche-oreilles quand on soude hors position ou dans des
espaces clos. Toujours porter des lunettes de sécurité avec
écrans latéraux quand on se trouve dans la zone de
soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible
de la zone de soudage. Si les câbles de retour sont con-
nectés à la charpente du bâtiment ou à d'autres endroits
éloignés de la zone de soudage cela augmente le risque
que le courant de soudage passe dans les chaînes de lev-
age, les câbles de grue ou autres circuits auxiliaires. Cela
peut créer un risque d'incendie ou surchauffer les chaînes
de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.

iv
SÉCURITÉ
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instruc-
tions et les précautions de sûreté specifiques qui parraissent
dans ce manuel aussi bien que les précautions de sûreté
générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une
grande partie du corps peut être en contact avec la
masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à soud-
er parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se pro-
téger contre les chutes dans le cas ou on recoit un choc. Ne
jamais enrouler le câble-électrode autour de n’importe quelle
partie du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du
rayonnement de l’arc et des projections quand on soude
ou quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflamma-
bles.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection
libres de l’huile, tels que les gants en cuir, chemise épaisse,
pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible
de la zone de travail qu’il est pratique de le faire. Si on place
la masse sur la charpente de la construction ou d’autres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de lev-
age, câbles de grue, ou autres circuits. Cela peut provoquer
des risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les
vapeurs du solvant pour produire du phosgéne (gas forte-
ment toxique) ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code
de l’électricité et aux recommendations du fabricant. Le dis-
positif de montage ou la piece à souder doit être branché à
une bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste
seront effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la
debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ‘93

Lisez complètement ce Manuel de l’Opérateur avant d’essayer d’utiliser cet appareil. Gardez ce manuel et
maintenez-le à portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière
aux consignes de sécurité que nous vous fournissons pour votre protection. Le niveau d’importance à attacher à
chacune d’elle est expliqué ci-après :
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves
voire mortelles.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages
du matériel.
ATTENTION
Inscription en Ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax : Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
WEB SITE www.lincolnelectric.com. Choisissez l’option « Liens
Rapides » et ensuite « Inscription de Produit ». Veuillez remplir le formulaire puis
l’envoyer.
vv
Merci
d’avoir choisi un produit de QUALITÉ Lincoln Electric. Nous
tenons à ce que vous soyez fier d’utiliser ce produit Lincoln
Electric… tout comme nous sommes fiers de vous livrer ce pro-
duit.
Veuillez examiner immédiatement le carton et le matériel.
Quand ce matériel est expédié, son titre passe à l’acheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par l’acheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur l’identification du matériel pour pouvoir s’y reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Produit _________________________________________________________________________________
Numéro de Modèle ________________________________________________________________________
Numéro de code / Code d’achat ______________________________________________________________
Numéro de série ___________________________________________________________________________
Date d’achat :_____________________________________________________________________________
Lieu d’achat ______________________________________________________________________________
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours
les informations que vous avez inscrites ci-dessus.

vi
vi
TABLE DES MATIÈRES
Page
Installation.......................................................................................................................Section A
Spécifications Techniques....................................................................................................A-1
Mesures de Sécurité .....................................................................................................A-2
Emplacement et Ventilation ..........................................................................................A-2
Empilage .......................................................................................................................A-2
Inclinaison de Fonctionnement .....................................................................................A-2
Levage ..........................................................................................................................A-2
Fonctionnement à Haute Altitude..................................................................................A-2
Fonctionnement à Température Élevée........................................................................A-2
Fonctionnement par Temps Froid .................................................................................A-2
Remoquage...................................................................................................................A-3
Montage du Véhicule ....................................................................................................A-3
Entretien de Pré-Fonctionnement du Moteur ......................................................................A-3
Huile ..............................................................................................................................A-3
Combustible ..................................................................................................................A-3
Liquide de Refroidissement du Moteur .........................................................................A-4
Connexions de la Batterie .............................................................................................A-4
Tuyau de Sortie du Pot d’Échappement .......................................................................A-4
Pare-Étincelles ..............................................................................................................A-4
Télécommande .............................................................................................................A-4
Connexions Électriques........................................................................................................A-4
Branchement à Terre de la Machine.............................................................................A-4
Terminales de Soudage ................................................................................................A-5
Câbles de Sortie de Soudage .......................................................................................A-5
Installation du Câble .....................................................................................................A-5
Réceptacles et Fiches de Puissance Auxiliaire....................................................................A-6
Connections de Puissance Auxiliaire ...................................................................................A-6
Câblage sur le Bâtiment.......................................................................................................A-7
Connexion des Chargeurs de Fil Lincoln Electric..........................................................A-8,A-9
________________________________________________________________________________
Fonctionnement..............................................................................................................Section B
Mesures de Sécurité ............................................................................................................B-1
Description Générale............................................................................................................B-1
Pour la Puissance Auxiliairie ................................................................................................B-1
Fonctionnement du Moteur...................................................................................................B-1
Ajout du Combustible ...........................................................................................................B-1
Période de Rodage ..............................................................................................................B-1
Panneau avant (figure code 11185 de B.1 - figure codes de B.1a au-dessus de 11185 .....B-2
Contrôles de la Soudeuse ...................................................................................................B-3
Contrôles du Moteur.............................................................................................................B-4
Mise en Marche du Moteur ...........................................................................................B-4
Arrêtez le Moteur...........................................................................................................B-5
Consommation de Combustible ....................................................................................B-5
Fonctionnement de la Soudeuse..........................................................................................B-5
Information Concernant le Facteur de Marche et les Électrodes ..................................B-5
Soudage à la Baguette en Courant Constant ...............................................................B-5
Soudage à la Baguettte pour Tuyauterie en Pente ......................................................B-5
Soudage TIG.................................................................................................................B-6
Registres de Courant Typiques pour Électrodes en Tungstène ...................................B-6
Mode Câble-TG.............................................................................................................B-6
Gougeage à l’Arc ..........................................................................................................B-7
Puissance Auxiliaire .............................................................................................................B-7
Charges Simultanées de Soudage et de Puissance.....................................................B-7
Recommandations de Longueurs de Rallonges ...........................................................B-7
________________________________________________________________________________
Accessoires.....................................................................................................Section C
Options / Accesoires à Installer sur le Terrain .....................................................................C-1
________________________________________________________________________________

vii
vii
TABLE DES MATIÈRES
Entretien............................................................................................................Section D
Mesures de Sécurité..............................................................................................D-1
Entretien de Routine .............................................................................................D-1
Articles pour l’Entretien du Moteur ........................................................................D-1
Vidange de l’Huile du Moteur..........................................................................D-2
Changement du Filtre à Huile .........................................................................D-2
Épurateur d’Air ...............................................................................................D-2
Instructions de Service et Conseils d’Installation
pour le Filtre à Air du Moteur ..........................................................................D-3
Système de Refroidissement.................................................................................D-4
Courroie du Ventilateur ...................................................................................D-4
Combustible ....................................................................................................D-4
Purge du Système à Combustible ..................................................................D-4
Filtre à Combustible ........................................................................................D-5
Réglage du Moteur..........................................................................................D-5
Entretien de la Batterie....................................................................................D-5
Entretien du Pare-Étincelles en Option ...........................................................D-5
Entretien de la Soudeuse / Générateur...............................................................D-6
Entreposage....................................................................................................D-6
Netoyyage.......................................................................................................D-6
Retrait et Changement des Balais ..................................................................D-6
Procédure de Tests et de Rétablissement du Réceptacle GFCI ....................D-6
________________________________________________________________________
Dépannage.......................................................................................................Section E
Comment Utiliser le Guide de Dépannage ............................................................E-1
Troubleshooting Guide.................................................................................E-2 à E-6
________________________________________________________________________
Diagrammes de Connexion, Diagrammes de Câblage et
Impression de Dimension...............................................................................Section F
________________________________________________________________________
Liste de Pièces ........................................................................................................P516
________________________________________________________________________

VANTAGE 300
Le régime de sortie en watts est équivalent aux volts – ampères en facteur unitaire.
La tension de sortie se trouve dans un intervalle de +/- 10% pour toutes charges jusqu’à la capacité établie. Lorsque le soudage est disponible, la puissance auxiliaire est réduite.
* Jusqu’au haut du boîtier. Ajouter 4,98" (126,3 mm) pour inclure jusqu’au haut de l’échappement. Ajouter 3,87 (98,3 mm) jusqu’au haut de la poignée de levage.
** La garantie du moteur peut varier hors des États-Unis. (Voir la garantie du Moteur pour les détails).
Δ
Pour des Codes 11185
◊
Pour Des Codes Ci-dessus 11185
A-1
INSTALLATION
A-1
SPÉCIFICATIONS TECHNIQUES- VANTAGE 300 (K2409-1)
Fabricant/Modèle Description Vitesse (RPM) Déplacement Système Capacités
cu. in. (litres) Démarrage
Moteur Diesel 91,41 (1,5) Batterie 12 VDC Combustible: 15
gal. US *57 L)
refroid à l’eau Haute Vitesse 1890 & Starter Huile: 6,4Qts. (6,0L)
Kubota** avec aspiration
Passage x Cadence
(Groupe 34; 535 Liquide de
V1505 naturalle 4 cylindres Pleine Charge 1800 amps démarrage Refroidissement
22 HP
3,07 x 3,09
à froid) Chargeur du Radiateur:
1800 RPM Vitesse Lente 1350 (78 x 78mm) de Batterie 7,2Qts. (6,8L)
ENTRÉE – MOTEUR DIESEL
RÉGIME DE SORTIE @ 104° F (40° C) - SOUDEUSE
HAUTEUR LARGEUR PROFONDEUR POIDS
35,94* in. 25,30 in 60,00 in.
913 mm 643 mm 1524 mm
LUBRICATION ÉMISSIONS FUEL SYSTEM GOVERNOR
Pleine Pression Pompe à Combustible Mécanique, Systéme de Mécanique
avec Filtre EPA Tier Il Ready Purge d’air Automatique, Solénoïde à Fermeture
d’Écoulement Plein Électrique, Injecteur de Combustible Indirect.
ÉPURATEUR PIGNON FOU DU POT D’ÉCHAPPEMENT ENGINE PROTECTION
Pot d’Échappement à Faible Niveau de Bruit: Coupure si faible pression
Élément Unique Pignon for Automatique l’Évacuation supérieure peut être tornée de huile & température de
Fait en acier aluminé de longue durée. refroidissement du moteur
GARANTIE DU MOTEUR: 2 ans complets (pièce et travail), 3 ans pour les composants essentiels (pièces et travail)
Procédé de Soudage
Courante Constant CC
Courrante CC Tuyauterie
Touch-Start™TIG
Tension Constante CC
Registre de Sortie
20 à 400 AMPS
40 à 300 AMPS
20 à 250 AMPS
14 a 32 VOLTS
OTC Max de Soudage
@Charge Nominale RPM
60 Volts
Sortie de Soudage – Courant
Courant/Tension/Facteur de Marche
300A / 32V / 100%
350A / 28V / 100%
400A / 25V / 60%
300A / 32V / 100%
250A / 30V / 100%
300A / 32V / 100%
350A / 28V / 100%
400A / 25V / 60%
Puissance Auxiliaire
1
11,500 Watts de Pointe, / 10,000 Watts Continus, 60 Hz 120/240 Volts Monophasés
12,500 Watts de Pointe, /11,000 Watts Continus, 60 Hz, 240 Volts Triphasés
DIMENSIONS PHYSIQUES
MOTEUR
RÉCEPTACLES DISJONCTEUR DE PUISSANCE AUXILIAIRE AUTRES DISJONCTEURS
(2) GFCI Duplex de 120VAC (5-20R) Deux de 20 AMP pour Deux Réceptacles Duplex 10AMP pour Circuit deChargement
(1) Tension double de 120/240VAC (1) de 50AMP pour Tension Double (2 pôles)
Δ
de Batterie
Full KVA (14-50R) (1) de 30Amp pour Triphasé (3-pôles)
Δ
10AMP pour Puissance de Chargeur
(1) Triphasé de 240VAC (15-50R) (1) 50Amp for Dual Voltage and 3-Phase (3-pole)
◊
de Fil de 42V
SPÉCIFICATIONS DE LA MACHINE
RÉGIME DE SORTIE @ 104OF (40OC) - GÉNÉRATEUR
1035 lbs. (469kg.)

Lorsque le moteur fonctionne avec une certaine incli-
naison, la capacité effective de combustible est
légèrement inférieure than the amount spécifiés.
LEVAGE
La VANTAGE 300 pèse environ 1150lbs.(522kg.)
avec le réservoir à essence plein
(1035lbs.(470kg) less fuel). Une poignée à levage
se monte sur la machine et doit être utilisée à
chaque fois que l’on veut la soulever.
FONCTIONNEMENT À HAUTE ALTITUDE
À de plus hautes aitutudes, la réduction du régime de sortie
peut être nécessaire. Pour un régime maximum, réduire le
régime de la soudeuse de 2,5% à 3.5% tous les 1000 ft. (305
m). Du fait des nouvelles régulations d’EPA et d’autres régu-
lations locales, les modifications aux moteurs pour de hautes
altitudes sont restreintes à l’intérieur des États-Unis. Pour une
utilisation au-dessus de 6000 ft (1828 m), un atelier de service
sur le terrain Kubota agréé doit être contacté afin de détermin-
er si des réglages peuvent être effectués pour un fonction-
nement à de plus hautes altitudes.
FONCTIONNEMENT À TEMPÉRATURE ÉLEVÉE
À des températures supérieures à 104oF (40oC), il peut
s’avérer nécessaire de diminuer la tension de sortie. Pour des
régimes maximum de courant de sortie, diminuer la tension de
la soudeuse de 2 volts pour chaque 5oF (-15oC) au-dessus de
104oF (40oC).
Démarrage à Froid:
Avec une batterie totalement chargée et l’huile correcte, le
moteur devrait démarrer de façon satisfaisante, même à 5°F (-
15°C). If the engine must be frequently started at or below 23°F (-
5°C), it être souhaitable d’installer des aides à démarrage à froid.
The use of No. 1D diesel fuel is recommended in place of No. 2D
at temperatures below 23°F (-5°C). Allow the engine to warm up
before applying a load or switching to high idle.
Note: Le démarrage par temps extrêmement froid peut
requérir un fonctionnement plus long du bouchon allumeur.
Ni l’éther ni d’autres fluides de démarrage ne
doivent être utilisés sous aucune condition!
AVERTISSEMENT
A-2
INSTALLATION
VANTAGE 300
A-2
MESURES DE SÉCURITÉ
Seul le personnel qualifié doit installer,
utiliser ou entretenir cet appareil.
EMPLACEMENT ET VENTILATION
La soudeuse doit être placeé de telle sore qu’elle per-
mette un flux d’air frais et propre sans restrictions vers
les entrées d’air refroidissant et qu’elle évite que les
sorties d’air refroidissant ne se bouchent. Aussi, pla-
cer la soudeuse de telle façon que les gaz du moteur
soient évacués vers l’extérieur.
EMPILAGE
Les machines VANTAGE 300 ne peuvent pas être
empilées.
INCLINAISON DE FONCTIONNEMENT
Les moteurs sont conçus pour fonctionner sur une sur-
face d’une certaine inclinaison, qui est celle où l’on obtient
le meilleur rendement. L’inclinaison maximum de fonction-
nement continus est de 20 degrés, dans n’importe quelle
direction. Si le moteur doit fonctionner avec une certaine
inclinaison, il est important de vérifier et de maintenir le
niveau de l’huile dans le carter à une capacité normale à
niveau (PLEIN),dans le carter
Ne pas essayer d’utiliser cet appareil avant d’avoir
lu complètement le manuel du fabricant du moteur
fourni avec la soudeuse. Il comprend d’impor-
tantes consignes de sécurité, le mode d’emploi
détaillé pour le démarrage, le fonctionnement et
l’entretien du moteur, ainsi qu’une liste de pièces.
------------------------------------------------------------------------
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne laissez ni la peau ni des vêtements
mouillés entrer en contact avec des
pièces sous tension.
• S’isoler du travail et du sol.
• Toujours porter des gants isolants
secs.
------------------------------------------------------------------------
LES GAZ D’ÉCHAPPEMENT DU MOTEUR peuvent
être mortels.
• Utiliser dans des lieux ouverts et
bien ventilés ou bien faire échapper
les gaz à l’extérieur.
------------------------------------------------------------------------
LES PARTIES MOBILES peuvent causer des
blessures.
• Ne pas utiliser avec les portes
ouvertes ou sans dispositifs de
sûreté.
• Arrêter le moteur avant toute révi-
sion.
• Rester éloigné des parties mobiles.
------------------------------------------------------------------------
Lire les informations d’avertissement
supplémentaires sur la couverture de ce
manuel de l’opérateur.
AVERTISSEMENT
• Ne soulever qu’avec du matériel de capacité de
levage appropriée.
• S’assurer que la machine est
stable au moment de la
soulever.
• Ne pas soulever cette machine
avec la poignée de levage si
elle est équipée d’un acces-
soire lourd tel qu’une
remorque ou un cylindre à gaz.
• Ne pas soulever la machine si la
poignée de levage est endom-
magée.
• Ne pas faire fonctionner la
machine pendant qu’elle est sus-
pendue par la poignée de levage.
--------------------------------------------------------------------------------
AVERTISSEMENT
LA CHUTE
D’UN
APPAREIL
peut causer
des blessures

ENTRETIEN DE PRÉ-FONCTIONNEMENT
DU MOTEUR
LIRE les instructions de fonctionnement et entretien
du moteur fournies avec cette machine.
• Arrêter le moteur et le laisser refroidir avant le
chargement de combustible.
• Ne pas fumer pendant le chargement de com-
bustible.
• Remplir le réservoir à combustible à un débit
modéré sans le faire déborder.
• Essuyer le combustible renversé et attendre que
les vapeurs aient disparu avant de démarrer le
moteur.
• Tenir les étincelles et les flammes éloignées du
réservoir.
------------------------------------------------------------------------
HUILE
La VANTAGE 300 est livrée avec le carter rempli
d’huile SAE 10W-30 de haute qualité qui soit con-
forme à la classification CG/4 ou H/4 pour moteurs
diesel. Vérifier le niveau d’huile avant de démarrer le
moteur. S’il n’atteint pas la marque du niveau plein sur
la baïonnette, ajouter autant d’huile qu’il est néces-
saire. Vérifier le niveau de l’huile toutes les quatre
heures de temps de fonctionnement pendant les pre-
mières 50 heures de marche. Se reporter au Manuel
de l’Opérateur du Moteur pour obtenir des recomman-
dations spécifiques au sujet de l’huile et des informa-
tions concernant le rodage. L’intervalle de vidange
dépend de la qualité de l’huile et de l’environnement
de fonctionnement. Se reporter aux Manuels de
l’Opérateur du moteur pour obtenir plus de détails des
les intervalles corrects de service et d’entretien.
COMBUSTIBLE
N’UTILISER QUE DU DIESEL
• Remplir le réservoir à combustible avec du
diesel frais et propre. La capacité du réservoir à
combustible est d’environ 15 gallons (57 litres).
Lorsque la jauge à combustible indique que le
réservoir est vide, celui-ci contient environ 2 gal-
lons (7,6 litres) de combustible en réserve.
NOTE: une soupape de coupure de combustible
se situe sur le pré – filtre / filtre à sédi-
ments, laquelle doit se trouver sur la posi-
tion fermée lorsque la soudeuse n’est pas
utilisée pendant de longues périodes.
------------------------------------------------------------------------
A-3
INSTALLATION
VANTAGE 300
A-3
-----------------------------------------------------------------------
REMORQUAGE
La remorque qui est recommandée pour cette machine sur
route, en usine et pour un remorquage en atelier par un
véhicule(1). Si l’usager adapte une remorque qui n’est pas une
Lincoln, il devra en assumer la responsabilité dans le cas où la
méthode d’attachement et d’utilisation provoquerait un risque
de sécurité ou un endommagement de la machine à souder.
Quelques facteurs à prendre en considération sont les suivants:
1. La capacité de conception de la remorque contre le poids du
matériel Lincoln et ses probables attaches supplémentaires.
2. Le support et attachement corrects à la base de l’appareil à
souder de telle façon qu’il n’y ait aucune pression excessive
sur le boîtier.
3. L’emplacement approprié de l’appareil sur la remorque afin
d’assurer sa stabilité d’un côté à l’autre et de l’avant vers
l’arrière durant son transport et lorsqu’il tient debout par lui-
même pendant qu’il fonctionne ou qu’on le révise.
4 Les conditions typiques d’utilisation, c’est-à-dire la vitesse
de voyage, la rudesse de la surface sur laquelle la
remorque se déplace, les conditions environnementales;
like maintenance
5. La conformité avec les lois fédérales et locales
(1)
(1) Consulter les lois fédérales et locales en vigueur concernant les exigences spécifiques pour une utili-
sation sur les autoroutes.
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT
MONTAGE DU VÉHICULE
Des charges concentrées mal distribuées peuvent
provoquer un maniement instable du véhicule et
des pannes de pneus ou autres composants.
• Ne transporter ce matériel que sur des véhicules
de service qui sont conçus pour de telles
charges.
• Distribuer, équilibrer et fixer les charges de
sorte que le véhicule soit stable en conditions
d’usage.
• Ne pas dépasser les charges maximales spéci-
fiées pour des composants tels que suspension,
essieux et pneus.
• Monter la base du matériel sur le support ou
cadre métallique du véhicule.
• Suivre les instructions du fabricant du véhicule.
------------------------------------------------------------------------
AVERTISSEMENT

A-4
INSTALLATION
VANTAGE 300
A-4
TÉLÉCOMMANDE
La VANTAGE 500 DEUTZ est équipée d’un con-
necteur à 6 goupilles et d’un connecteur à 14
goupilles. Le connecteur à 6 goupilles sert à brancher
la Télécommande K857 ou K857-1 ou bien pour le
soudage en mode TIG, l’Amptrol à pédale K870 ou
l’Amptrol manuelle K936-2. En modes de SOUDAGE
A LA BAGUETTE CC, TUYAUTERIE EN PENTE ou
CÂBLE-TC, et lorsqu’une télécommande est
branchée sur le Connecteur à 6 goupilles, le circuit
d’auto - détection change automatiquement le con-
trôle de SORTIE de la position de contrôle au niveau
de la soudeuse à celle de télécommande.
En mode TOUCH START TIG et lorsqu’une Amptrol
est branchée sur le Connecteur à 6 goupilles, le cad-
ran de SORTIE est utilisé pour régler le registre maxi-
mum de courant du CONTRÔLE DE COURANT de
l’Amptrol.
Le connecteur à 14 goupilles est utilisé pour brancher
directement le câble de contrôle d’un chargeur de fil.
En mode CÂBLE-TC, lorsque le câble de contrôle est
branché sur le connecteur à 14 goupilles, le circuit
d’auto - détection rend automatiquement inactif le
Contrôle de Sortie et rend actif le contrôle de tension
du chargeur de fil.
NOTE : Lorsqu’un chargeur de fil avec un contrôle
de tension de soudage intégré est branché sur le
connecteur à 14 goupilles, ne rien brancher sur le
connecteur à 6 goupilles.
------------------------------------------------------------------------
CONNEXIONS ÉLECTRIQUES
BRANCHEMENT À TERRE DE LA
MACHINE
Du fait que cette soudeuse portable à
moteur crée sa propre alimentation, il n’est pas néces-
saire de raccorder son boîtier à une prise de terre, à
moins que la machine ne soit branchée sur un
câblage de bâtiment (maison, atelier, etc.).
Afin d’éviter des chocs électriques dangereux, les
autres appareils auxquels cette soudeuse à moteur
fournit du courant doivent:
• Être connectés au boîtier de la soudeuse au
moyen d’une prise de terre.
• Être doublement isolés.
• Ne pas raccorder la machine au moyen d’une
prise de terre à un tuyau transportant du
matériel explosif ou combustible.
------------------------------------------------------------------------
AVERTISSEMENT
LIQUIDE DE REFROIDISSEMENT DU
MOTEUR
L’air pour refroidir le moteur est attiré dans les claires-
voies sur l’arrière du coffre. Il est important que l’air d’ad-
mission ne soit pas restreint. Permettre un espace mini-
mum de 1 pied (0,6m) entre l’arrière du coffre et 16 in.
(406mm) depuis n’importe quel côte de la base de une
surface verticale.
------------------------------------------------------------------------
CONNEXIONS DE LA BATTERIE
Etre prudent car l’électrolyte est un acide puissant
capable de brûler la peau et de blesser les yeux.
------------------------------------------------------------------------
La VANTAGE 300 est livrée avec le câble négatif de
la batterie débranché.
S’assurer que l’interrupteur
MARCHE/ARRÊT se trouve sur la position ARRÊT. Retirer
les deua vis du plateau arrière de la batterie en utilisant un
tournevis ou une douille de 3/8". Brancher le câble négatif
de la batterie sur la terminale négative de la batterie et ser-
rer au moyen d’une douille ou d’une clef de 1/2".
NOTE: Cette machine est livrée avec une batterie
chargée récemment ; si elle n’est pas utilisée pendant
plusieurs mois, il se peut que la batterie ait besoin
d’une charge survoltée.
Faire attention de charger la bat-
terie avec la polarité correcte.
(Voir le chapitre “Batterie”
dans la Section “Entretien”)
TUYAU DE SORTIE DU POT D’ÉCHAPPEMENT
En utilisant l’agrafe fournie, fixer le tuyau de sortie sur
le tube de sortie avec le tuyau dans une position telle
qu’il dirigera les évacuations dans la position
souhaitée. Serrer au moyen d’une douille ou d’une
clef de 9/16".
PARE-ÉTINCELLES
Certaines lois fédérales ou locales peuvent exiger que
les moteurs à carburant ou diesel soient équipés de
pare-étincelles d’échappement lorsqu’ils fonctionnent
dans certains lieux où les étincelles non contrôlées
pourraient provoquer un risque d’incendie. Le silen-
cieux inclus dans cette soudeuse ne peut pas être
considéré comme un pare-étincelles. Lorsque les
régulations locales l’établissent, un pare-étincelles
approprié such as the K1898–1 doit être installé et
doit recevoir l’entretien correct.
Un pare-étincelles incorrect peut endommager le
moteur ou affecter le rendement de façon adverse.
------------------------------------------------------------------------
ATTENTION
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT

INSTALLATION DU CÂBLE
Installer les câbles de soudage sur la RANGER 250
comme suit :
1. Le moteur doit être ETEINT pour installer les câbles
de soudage.
2. Retirer les écrous à brides des terminales de sortie.
3. Connecter le support d’électrode et les câbles de tra-
vail sur les terminales de sortie de la soudeuse. Les
terminales sont identifiées sur le devant du coffre.
4. Bien serrer les écrous à brides.
5. S’assurer que la pièce en métal qu’on soude (le
« travail ») est bien connectée à l’agrafe et au câble
de travail.
6. Réviser et serrer les connexions de façon
périodique.
• Des connexions mal serrées peuvent provoquer
la surchauffe des terminales de sortie. Les termi-
nales peuvent fondre.
• Ne pas croiser les câbles de soudage au niveau
de la connexion de la terminale de sortie.
Maintenir les câbles isolés et séparés les uns des
autres.
------------------------------------------------------------------------
ATTENTION
A-5
INSTALLATION
VANTAGE 300
A-5
Lorsque cette soudeuse est montée sur un camion ou
une remorque, son boîtier doit être connecté élec-
triquement au châssis métallique du véhicule. Utiliser
un fil en cuivre No.8 ou supérieur branché entre la
fiche de terre de la machine et le châssis du véhicule.
Lorsque la soudeuse à moteur est branchée au
câblage d’un bâtiment tel que celui de la maison ou de
l’atelier, son boîtier doit être raccordé à la prise de
terre du système. Voir de plus amples directives de
connexion dans la section intitulée « Connexions de
Puissance de Réserve », ainsi que l’article sur les
prises de terre dans le tout dernier Code Électrique
National et dans les lois locales.
En général, si la machine doit être raccordée à une
prise de terre, elle devrait être connectée au moyen
d’un câble de cuivre du No.8 ou supérieur à une prise
de terre solide telle qu’une tuyauterie à eau en métal
allant sous terre au moins dix pieds et n’ayant aucun
joint isolant, ou bien à la structure métallique d’un bâti-
ment qui a bien été raccordé à une prise de terre.
Le Code Électrique National présente une liste d’un
certain nombre d’alternatives pour raccorder des
appareils électriques à une prise de terre. Une fiche
portant la marque pour raccorder la machine à une
prise de terre est fournie sur le devant de la soudeuse.
TERMINALES DE SOUDAGE
La VANTAGE 300 est équipée d’un commutateur per-
mettant la sélection de terminales de soudage «
chaudes » lorsqu’on est sur la position « TERMI-
NALES DE SOUDAGE ALLUMÉES » ou de termi-
nales de soudage « froides » lorsqu’on est sur la posi-
tion « TÉLÉCOMMANDE ».
CÂBLES DE SORTIE DE SOUDAGE
Avec le moteur éteint, brancher les câbles d’électrode
et de travail sur les bornes de sortie. La polarité du
câble d’électrode dépend du procédé de soudage.
Ces connexions doivent être révisées de façon péri-
odique et serrées au moyen d’une clef de 3/4".
Dans le tableau A.1. se trouvent les tailles et
longueurs de câbles de cuivres recommandées pour
le courant nominal et le facteur de marche. La
longueur équivaut au double de la distance entre la
soudeuse et le lieu de travail. Le diamètre des câbles
augmente pour de plus grandes longueurs dans le but
de réduire les chutes de tension.
TABLEAU A.1
LONGUEUR COMBINÉE TOTALE DE
CÂBLES D’ÉLECTRODE ET DE TRAVAIL
Longueur de Câble
0-100Ft. (0-30 me)
100-150 Ft. (30-46 m)
150-200 Ft. (46-61)
Taille du Câble pour
400 Amps
Facteur de Marche 60%
2 / 0 AWG
2 / 0 AWG
3 / 0 AWG

RÉCEPTACLES DE PUISSANCE AUXILIAIRE
Démarrer le moteur et régler l’interrupteur de contrôle
du « PIGNON FOU » (« IDLER ») sur le mode « Haut
Ralenti ». La tension est alors correcte au niveau des
réceptacles pour la puissance auxiliaire. Ceci doit être
fait avant de pouvoir rétablir correctement un récepta-
cle GFCI déclenché. Voir la section ENTRETIEN pour
des renseignements plus détaillés concernant les
tests et le rétablissement du réceptacle GFCI.
La puissance auxiliaire de la VANTAGE 300 consiste
en deux réceptacles duplex de 20 Amp 120 VAC (5-
20R) avec protection GFCI, un réceptacle de 50 Amp
120/240 VAC (14-50R) et un réceptacle Triphasé de
50 Amp 240 VAC (15-50R).
La capacité de puissance auxiliaire est de 11,500
watts maximum, 10,000 watts en continu de 60 Hz en
puissance monophasée. Le régime de capacité de la
puissance auxiliaire en watts est équivalent aux volts
- ampères à facteur de puissance unitaire. Le courant
maximum permissible de la sortie de 240 VAC est de
42 Amps.
La sortie de 240 VAC peut être divisée pour fournir
deux sorties séparées de 120 VAC avec un courant
maximum permissible de 42 Amps par sortie vers
deux circuits de dérivation séparés de 120 VAC (ces
circuits ne peuvent pas être mis en parallèle). La ten-
sion de sortie se situe dans un intervalle de ± 10% à
toute charge jusqu’à la capacité spécifiée.
La capacité de puissance auxiliaire triphasée est de
12.500 watts de pointe, 11.000 watts continus. Le
courant maximum est de 27 amps.
RÉCEPTACLES GFCI DUPLEX DE 120 V
Un réceptacle électrique GFCI (Interrupteur de Circuit
de Défaut à Terre) est un dispositif qui protège contre
les chocs électriques dans le cas où une pièce d’un
appareil défectueux qui y serait branché présenterait
un défaut à terre. Si cette situation survenait, le GFCI
se sauterait en éliminant la tension de la sortie du
réceptacle. Si un réceptacle GFCI saute, voir la sec-
tion ENTRETIEN pour des renseignements plus
détaillés concernant ses tests et son rétablissement.
Des tests appropriés doivent être effectués sur un
réceptacle GFCI au moins une fois par mois.
Un réceptacle électrique GFCI (Interrupteur de Circuit
de Défaut à Terre) est un dispositif qui protège contre
les chocs électriques dans le cas où une pièce d’un
appareil défectueux qui y serait branché présenterait
un défaut à terre. Si cette situation survenait, le GFCI
se sauterait en éliminant la tension de la sortie du
réceptacle. Si un réceptacle GFCI saute, voir la sec-
tion ENTRETIEN pour des renseignements plus
détaillés concernant ses tests et son rétablissement.
Des tests appropriés doivent être effectués sur un
réceptacle GFCI au moins une fois par mois.
A-6
INSTALLATION
VANTAGE 300
A-6
NOTE: Le réceptacle de 240V a deux circuits de 120
V, mais qui ont des polarités opposées et ne peuvent
pas être mis en parallèle.
Toute puissance auxiliaire est protégée par des dis-
joncteurs. Celle de 120V possède des disjoncteurs de
20 Amp pour chaque réceptacle duplex. La puissance
Monophasée de 120/240V possède un Disjoncteur de
50 Amp et 2 pôles qui déconnecte les deux fils
chauds simultanément. La puissance Triphasée de
240V possède un Disjoncteur de 30 Amp et 3 pôles
qui déconnecte les trois phases simultanément.
CONNECTIONS DE PUISSANCE DE RÉSERVE
La VANTAGE 300 est appropriée pour une puissance
d’urgence ou de secours temporaire si on utilise le
programme d’entretien recommandé par le fabricant
du moteur.
La VANTAGE 300 peut être installée de façon perma-
nente en tant qu’unité de puissance de réserve pour
un service de 240 volts, 3 fils, monophasé, 40 amp.
Les branchements doivent être effectués par un élec-
tricien avec licence capable de déterminer de quelle
façon la puissance de 120/240 VAC peut être adaptée
à l’installation particulière tout en respectant les codes
électriques en vigueur.
• Installer l’interrupteur bipolaire à double jet entre le
compteur de la compagnie et le disjoncteur du bâti-
ment. Le régime nominal de l’interrupteur doit être
égal ou supérieur au disjoncteur du bâtiment du
client et à la protection des surcharges de courant
de service.
• Prendre les mesures nécessaires pour s’assurer que
la charge est limitée à la capacité du générateur en
installant un disjoncteur bipolaire de 50 amp et
240VAC. La charge nominale maximum pour
chaque patte de l’auxiliaire de 240 VAC est de 50
ampères. Une charge supérieure à la sortie nomi-
nale fera diminuer la tension de sortie en dessous de
la marge de -10% de débit de tension permise, ce
qui peut endommager des appareils électriques ou
d’autres machines à moteur et avoir pour résultat la
surchauffe of the engine and/or alternator windings.
• Installer une fiche (NEMA de type 14-50) de 50
amp. et 120/240V sur le Disjoncteur Bipolaire en
utilisant un câble à 4 conducteurs No.6 de la
longueur souhaitée. (La fiche de 50 amp. et
120/240V est disponible dans le kit optionnel K802R
de la fiche ou numéro de pièce T12153–9).
• Brancher ce câble dans le réceptacle de 50 amp. et
120/240 Volts sur le devant du coffre.

A-7
INSTALLATION
VANTAGE 300
A-7
CONNEXION DE LA VANTAGE 300 AU CÂBLAGE DU BÂTIMENT
AVERTISSEMENT
• Seul un électricien avec permis, certifié et formé doit installer la machine sur le système électrique d’un
bâtiment ou d’une résidence. S’assurer que :
• L’installation est conforme au Code Électrique National et tout autre code électrique en vigueur.
• Le bâtiment est isolé et qu’aucune rétroaction vers le système de la construction ne peut survenir.
Certaines lois locales requièrent l’isolation du bâtiment avant le branchement du générateur sur le bâti-
ment. Réviser les conditions locales.
• Un interrupteur de transfert bipolaire à double jet en combinaison avec l’interrupteur à double jet en
régime approprié est branché entre la puissance du générateur et le compteur de la construction.
Service de
3 câbles de
240 Volts
et 40 Hz.
COMPTEUR DE
PUISSANCE DE
LA COMPAGNIE
240 VOLT
120 VOLT
120 VOLT
CHARGE
N
BARRE
CONDUCTRICE
NEUTRE
TERRE
PROTECTION CONTRE
DISJONCTEUR BATIMENT
ET SURCHARGE DU
COURANT DE SERVICE
GND
N
NOTE : CABLE CONDUCTEUR DE CUIVRE No.6 – VOIR
LE CODE ÉLECTRIQUE NATIONAL POUR DES ALTERNATIVES
DE RECOMMANDATIONS DE TAILLE DE CABLES.
240 VOLT
CONDUCTEUR RACCORDÉÀ TERRE
40 AMP
240 VOLT
DISJONTEUR
A DOUBLE
POLE
LE RÉGIME NOMINAL DE L’INTERRUPTEUR
BIPOLAIRE À DOUBLE JET DOIT ÊTRE
ÉGAL OU SUPÉRIEUR A LA PROTECTION
DE SURCHARGE DU COURANT DE
SERVICE DU BATIMENT.
FICHE NEMA
TYPE 14-50 DE
50 AMP. ET
120/240 VOLTS
RÉCEPTACLE DE 50 AMP.
ET 120/240 VOLTS

A-8
INSTALLATION
VANTAGE 300
A-8
CONNEXION DES CHARGEURS DE FIL
LINCOLN ELECTRIC
Branchement du LN-7 ou LN-8 sur la VANTAGE 300
1. Éteindre la soudeuse.
2. Brancher le LN-7 ou LN-8 en suivant les instruc-
tions du diagramme de connexion approprié dans
la Section F.
3. Régler l’interrupteur du « VOLTMÈTRE DU
CHARGEUR DE FIL » soit sur « + » soit sur « - »,
en fonction de l’électrode utilisée.
4. Régler l’interrupteur « MODE » sur la position «
CÂBLE-TC ».
5. Ajuster le bouton de « CONTRÔLE D’ARC » sur
« 0 » pour commencer puis ajuster en fonction
des besoins.
6. Régler l’interrupteur des « TERMINALES DE
SOUDAGE » sur la position «TÉLÉCOMMANDE».
7. Régler l’interrupteur « PIGNON » sur la position
«HAUTE ».
Branchement du LN-15 sur la VANTAGE 300
1. Éteindre la soudeuse.
2. Pour l’é
lectrode Positive, brancher le câble d’élec-
trode sur la terminale « + » de la soudeuse et le
câble de travail sur la terminale « - » de la
soudeuse. Pour l’électrode Négative, brancher le
câble d’électrode sur la terminale « - » de la
soudeuse et le câble de travail sur la terminale
«+» de la soudeuse.
3. Modèle Sur l’Arc:
• Attacher le fil simple du devant du LN-15 à la
pièce à travailler en utilisant la pince à ressort à
l’extrémité du fil. Il s’agit d’un fil de contrôle pour
fournir du courant au moteur du chargeur de fil; il
ne transporte pas de courant de soudage.
• Régler l’interrupteur de « TERMINALES DE
SOUDAGE » sur la position « TERMINALES DE
SOUDAGE ALLUMÉES ».
• Lorsque la gâchette du pistolet est fermée, le cir-
cuit de détection de courant fait passer le moteur
de la VANTAGE 300 à vitesse de haut ralenti, le
fil commence à
alimenter et le procédé de
soudage commence. Lorsqu’on arrête le
soudage, le moteur repasse en vitesse de bas
ralenti après environ 12 secondes à moins que le
soudage ne reprenne.
4. Modèle à Câble de Contrôle:
• Brancher le Câble de Contrôle entre les Moteurs
de la Soudeuse et du Chargeur.
• Régler l’interrupteur de « TERMINALES DE
SOUDAGE » sur la position « TÉLÉCOMMANDE ».
• Régler l’interrupteur « MODE » sur la position «
CÂBLE-TC ».
• Régler l’interrupteur DU « VOLTMÈTRE DU
CHARGEUR DE FIL » soit sur « + » soit sur « - »,
en fonction de la polarité de l’électrode utilisée.
• Régler le bouton de « CONTRÔLE D’ARC » sur
«0» pour commencer puis ajuster en fonction des
besoins.
• Régler l’
interrupteur « PIGNON » sur la position
«AUTO»
• Lorsque la gâchette du pistolet est fermée, le cir-
cuit de détection de courant fait passer le moteur
de la VANTAGE 300 à vitesse de haut ralenti, le
fil commence à alimenter et le procédé de
soudage commence. Lorsqu’on arrête le
soudage, le moteur repasse en vitesse de bas
ralenti après environ 12 secondes à moins que le
soudage ne reprenne.

A-9
INSTALLATION
VANTAGE 300
A-9
Pistolet (K487-25) et Cobramatic sur la VANTAGE 300
•Éteindre la soudeuse.
• Connect per instructions on the appropriate connec-
tion diagram in Section F.
Branchement du PISTOLET PRINCE XL sur la
VANTAGE 300
Le branchement du Pistolet Prince XL à bobine
requiert l’utilisation du Module Adaptateur K1849-1.
•Éteindre la soudeuse.
• Pour l’électrode Positive, brancher le câble d’élec-
trode sur la terminale « + » de la soudeuse et le
câble de travail sur la terminale « - » de la
soudeuse. Pour l’électrode Négative, brancher le
câble d’électrode sur la terminale « - » de la
soudeuse et le câble de travail sur la terminale « + »
de la soudeuse.
• Brancher le Câble de Contrôle du Pistolet à bobine
sur le Module Adaptateur et brancher le Câble de
Contrôle du Module Adaptateur sur la Soudeuse.
• Connecter le Tuyau à Gaz.
• Régler l’interrupteur « MODE » sur la position «
CÂBLE-TC ».
• Régler l’interrupteur des « TERMINALES DE
SOUDAGE »
sur la position «TÉLÉCOMMANDE».
• Ajuster le bouton de « CONTRÔLE D’ARC » sur
«0» pour commencer puis ajuster en fonction des
besoins.
• Régler l’interrupteur de « PIGNON » sur la position
« HAUTE ».
Branchement duLN-25 sur la VANTAGE 300
Éteindre la soudeuse avant d’effectuer toute
connexion électrique.
------------------------------------------------------------------------
Le LN-25 avec ou sans contacteur interne peut être util-
isé avec la VANTAGE 500 DEUTZ. Se reporter au dia-
gramme de connexions approprié dans la Section F.
NOTE: Le Module Télécommande (K431) et le Câble
de Télécommande (K432) du LN-25 ne sont pas
recommandés pour usage avec la VANTAGE 300.
1. Éteindre la soudeuse.
2. Pour l’électrode Positive, brancher le câble d’élec-
trode du LN-25 sur la terminale « + » de la
soudeuse et le câble de travail sur la terminale
« - » de la soudeuse. Pour l’électrode Négative,
brancher le câble d’électrode du LN-25 sur la ter-
minale « - » de la soudeuse et le câble de travail
sur la terminale « + » de la soudeuse.
3. Attacher le fil simple du devant du LN-15 à la
pièce à travailler en utilisant la pince à ressort à
l’extrémité du fil. Il s’agit d’un fil de contrôle pour
fournir du courant au moteur du chargeur de fil ; il
ne transporte pas de courant de soudage.
4. Régler l’interrupteur « MODE » sur la position «
CÂBLE-TC ».
5. Régler l’interrupteur des « TERMINALES DE
SOUDAGE » sur la position «TÉLÉCOMMANDE».
6. Ajuster le bouton de « CONTRÔLE D’ARC » sur
« 0 » pour commencer puis ajuster en fonction
des besoins.
7. Régler l’interrupteur « PIGNON » sur la position «
AUTO ». Lorsqu’on ne soude pas, le moteur de la
VANTAGE 300 sera en vitesse de bas ralenti. Si
on utilise un LN-25 avec contacteur interne, l’élec-
trode n’est pas sous énergie tant que la gâchette
du pistolet est fermée.
8. Lorsque la gâchette du pistolet est fermée, le cir-
cuit de détection de courant fait passer le moteur
de la VANTAGE 300 à vitesse de haut ralenti, le fil
commence à alimenter et le procédé de soudage
commence. Lorsqu’on arrête le soudage, le
moteur repasse en vitesse de bas ralenti aprè
s
environ 12 secondes à moins que le soudage ne
reprenne.
Si un LN-25 sans contacteur interne est utilisé,
l’électrode sera sous énergie au démarrage de la
VANTAGE 300.
------------------------------------------------------------------------
AVERTISSEMENT
ATTENTION

B-1
FONCTIONNEMENT
VANTAGE 300
B-1
MESURES DE SÉCURITÉ
Ne pas essayer d’utiliser cet appareil avant d’avoir
lu complètement le manuel du fabricant du moteur
fourni avec la soudeuse. Il comprend d’impor-
tantes consignes de sécurité, le mode d’emploi
détaillé pour le démarrage, le fonctionnement et
l’entretien du moteur, ainsi qu’une liste de pièces.
------------------------------------------------------------------------
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne laissez ni la peau ni des vêtements mouillés
entrer en contact avec des pièces sous
tension.
• S’isoler du travail et du sol.
• Toujours porter des gants isolants
secs.
• Toujours faire fonctionner la soudeuse en main-
tenant la porte à charnière fermée et les pan-
neaux latéraux à leur place.
• Lire attentivement la page de Mesures de
Sécurité avant de faire fonctionner cette
machine. Toujours suivre ces consignes et tout
autre procédé de sécurité inclus dans ce manuel
et dans le Manuel de Mode d’Emploi du Moteur.
------------------------------------------------------------------------
DESCRIPTION GÉNÉRALE
La VANTAGE 300 est una source de puissance de
soudage CC multi procédés à moteur à combustible
et un générateur de puissance CA de 120 / 240 volts.
Le moteur fait fonctionner un générateur qui fournit
une puissance triphasée pour le circuit de soudage
CC et une puissance monophasée et puissance
Triphasée pour les sorties auxiliaires CA. Le système
de contrôle de soudage CC fonctionne avec la tech-
nologie d’avant-garde Chopper Technology (CT tm)
pour un rendement de soudage supérieur.
POUR PUISSANCE AUXILIAIRE:
Démarrer le moteur et régler l’interrupteur de contrôle
de PIGNON sur le mode de fonctionnement souhaité.
La puissance totale est disponible indépendamment
des réglages de contrôle de soudage, s’il n’y a
aucune demande de courant de soudage.
FONCTIONNEMENT DU MOTEUR
Avant de Démarrer le Moteur:
• S’assurer que la machine se trouve sur une surface
nivelée.
• Ouvrir la porte latérale du moteur et retirer la baïon-
nette du moteur puis l’essuyer avec un chiffon propre.
• Ajouter de l’huile (si nécessaire) pour que le niveau
monte jusqu’à la marque de réservoir plein. Ne pas
trop remplir. Fermer la porte du moteur.
• Vérifier que le niveau du liquide de refroidissement
du radiateur soit approprié. (Remplir si besoin).
• Se reporter au Manuel du Propriétaire du Moteur
pour obtenir des recommandations spécifiques
d’huile.
AJOUTEUR DU COMBUSTIBLE
• Arrêter le moteur pour le
chargement de combustible.
• Ne pas fumer pendant le
chargement de combustible.
• Tenir les étincelles et les
flammes éloignées du réser-
voir.
• Ne pas abandonner pendant
le remplissage.
• Essuyer le combustible ren-
versé et attendre que les
vapeurs aient disparu avant
de démarrer le moteur.
• Ne pas faire déborder le
réservoir, le déversement de
combustible peut provoquer
un trop-plein
SEULEMENT DU DIESEL
------------------------------------------------------------------------
• Retirer le bouchon du réservoir à combustible.
• Remplir le réservoir. NE PAS REMPLIR LE
RÉSERVOIR JUSQU’AU POINT DE TROP-PLEIN.
• Remettre le bouchon de combustible en place et
bien le serrer.
• Se reporter au Manuel du Propriétaire du Moteur
pour obtenir des recommandations spécifiques de
combustible.
PÉRIODE DE RODAGE
Le moteur consommera une petite quantité d’huile
pendant sa période de « rodage ». La période de
rodage dure environ 50 heures de marche.
Vérifier l’huile toutes les quatre heures pendant le
rodage. Changer l’huile après les 50 premières heures
de fonctionnement puis toutes les 200 heures par la
suite. Changer le filtre à huile à chaque vidange.
Pendant le rodage, soumettre la Soudeuse à des
charges modérées. Éviter les longues périodes de
marche au ralenti. Avant d’arrêter le moteur, retir-
er toutes les charges et laisser refroidir le moteur
pendant plusieurs minutes.
------------------------------------------------------------------------
AVERTISSEMENT
AVERTISSEMENT
ATTENTION
Le DIESEL est un
combustible qui
peut provoquer un
incendie.

B-2
FONCTIONNEMENT
B-2
VANTAGE 300
1
9
19
7
4
10
5
8
11
12
13
18
6
20
14
17
16
15
2
3
FIGURE B.1 POUR LE CODE 11185
1
9
19
7
4
10
5
8
11
12
14
18
6
20
13
17
16
15
2
3
FIGURE B.1A POUR DES CODES AU-DESSUS DE 11185

B-3
FONCTIONNEMENT
B-3
VANTAGE 300
Mode BAGUETTE-CC: dans ce mode, le bouton de
CONTRÔLE D’ARC règle le courant de court-circuit (force
de l’arc) durant le soudage à la baguette pour s’ajuster à un
arc soule ou craquant. Une augmentation du numéro de -10
(souple) à +10 (serré) élève le courant de court-circuit et
empêche l’électrode de se coller sur la plaque pendant le
soudage. Ceci peut également augmenter les éclabous-
sures. Il est recommandé de régler le CONTRÔLE D’ARC
sur le numéro le plus bas sans que l’électrode colle.
Commencer avec un réglage sur 0.
Mode TUYAUTERIE EN PENTE: dans ce mode, le bouton
de CONTRÔLE D’ARC règle le courant de court-circuit
(force de l’arc) durant le soudage à la baguette pour établir
un arc de cavage souple ou plus puissant (serré). Une aug-
mentation du numéro de -10 (souple) à +10 (serré) élève le
courant de court-circuit, ce qui permet d’obtenir un arc de
cavage plus puissant. Un arc de cavage puissant est typ-
iquement préférable pour les premières passes et les pass-
es à chaud. Un arc plus souple est préférable pour les pass-
es de remplissage et de couronnement, là où le dépôt et le
contrôle de puddler de soudure (« accumulation » du fer)
sont des facteurs clefs pour des vitesses de déplacement
rapides. Il est recommandé de régler le CONTRÔLE D’ARC
sur 0 pour commencer.
Mode CÂBLE-TC: dans ce mode, tourner le bouton de
CONTRÔLE D’ARC dans le sens des aiguilles d’une montre
de -10 (souple) à +10 (serré) fait passer l’arc de souple et
angle d’incidence plus grand à serré et étroit. Il agit comme
un contrôle d’inductance / constriction. Le réglage approprié
dépend de la procédure et de la préférence de l’opérateur.
Commencer avec un réglage sur 0.
5.
TERMINALES DE SORTIE DE
SOUDAGE AVEC ÉCROU À BRIDES
-
Elles fournissent un point de connexion pour les
câbles d’électrode et de travail.
6.
BORNE À TERRE
-
Elle fournit un point de con-
nexion pour brancher à terre la console de la machine
pour une procédure de connexion à terre sûre.
7. CONNECTEUR À 14 GOUPILLES- Pour connecter
les câbles de contrôle du chargeur de fil. Il contient un cir-
cuit de fermeture de contacteur, un circuit télécommande
d’auto - détection, et une puissance de 120 V et 42 V. Le
circuit de télécommande fonctionne de la même manière
que l’Amphénol à 6 goupilles.
8. CONNECTEUR À 6 GOUPILLES- Pour connecter
des appareils à télécommande optionnelle. Il contient un
circuit télécommande d’auto - détection.
9. INTERRUPTEUR DE TERMINALES DE
SOUDAGE -
En position TERMINALES DE SOUDAGE
ALLUMÉES, la sortie est électriquement chaude à tous
moments. En position TÉLÉCOMMANDE, la sortie est con-
trôlée par un chargeur de fil ou par un dispositif Amptrol, et
elle est électriquement éteinte tant qu’on n’appuie pas sur
un interrupteur à distance.
10. INTERRUPTEUR DU VOLTMÈTRE DU
CHARGEUR DE FIL:
Il fait correspondre la polarité du voltmètre du
chargeur de fil avec la polarité de l’électrode.
CONTRÔLES DE SOUDAGE (Figure B.1)
1. CONTRÔLE DE SORTIE-
Le cadran de
SORTIE est utilisé pour pré - établir la tension ou
le courant de sortie comme affiché sur les comp-
teurs numériques pour les quatre modes de
soudage. En modes BAGUETTE-CC, TUYAU-
TERIE EN PENTE ou CÂBLE-TC et lorsqu’une
télécommande est branchée sur le Connecteur à 6
ou à 14 goupilles, le circuit d’auto - détection fait
passer automatiquement le CONTRÔLE DE SOR-
TIE du contrôle au niveau de la soudeuse à la
télécommande.
En mode CÂBLE-TC, si le chargeur utilisé possède
un contrôle de tension lorsque le câble de contrôle
du chargeur de fil est branché sur le Connecteur à
14 goupilles, le circuit d’auto - détection rend
automatiquement inactif le CONTRÔLE DE SOR-
TIE et il active le contrôle de tension du chargeur
de fil. Autrement, LE CONTRÔLE DE SORTIE est
utilisé pour prérégler la tension.
En mode TOUCH START TIG et lorsqu’une
Amptrol est branchée sur le Connecteur à 6
goupilles, le cadran de SORTIE est utilisé pour
régler le registre de courant maximum du
CONTRÔLE DE COURANT de l’Amptrol.
2.
(OPTIONNEL) COMPTEURS DE SORTIE
NUMÉRIQUES-
Les compteurs numériques
permettent de régler la tension (mode CÂBLE-
TC) ou le courant (modes BAGUETTE-CC,
TUYAUTERIE EN PENTE et TIG) de sortie avant
le soudage en utilisant le bouton de contrôle de
SORTIE. Durant le soudage, les compteurs
affichent la tension (VOLTS) et le courant (AMPS)
de sortie réels. Une fonction de mémoire con-
serve l’affichage des deux compteurs pendant les
sept secondes qui suivent l’arrêt du soudage.
Ceci permet à l’opérateur de lire le courant et la
tension réels tels qu’ils étaient juste avant que le
soudage ne cesse. Pendant que l’affichage est
maintenu, le point décimal le plus à gauche sur
chaque affichage clignote. L’exactitude des
compteurs est de ± 3%.
3. INTERRUPTEUR DE SÉLECTION DU
MODE DE SOUDAGE -
(Permet la sélection de quatre modes de
soudage)
CÂBLE-TC
TUYAUTERIE EN PENTE
BAGUETTE-CC
TOUCH START TIG
4. CONTRÔLE DE L’ARC- Le bouton de CONTRÔLE
D’ARC est actif en modes CÂBLE-TC, BAGUETTE-CC et
TUYAUTERIE EN PENTE, et il a différentes fonctions
dans ces modes. Ce contrôle n’est pas actif en mode TIG.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
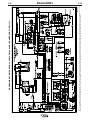 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53





















































Lincoln Electric Vantage 300 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric Vantage 300 Mode d'emploi
-
-
Lincoln Electric SAE-300 Mode d'emploi
-
Lincoln Electric Vantage 400 Mode d'emploi
-
-
-
Lincoln Electric VANTAGE 500 Mode d'emploi
-
-
-