Lincoln Electric POWER MIG 200 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

POWER MIG
™
200
MANUEL DE L'OPÉRATEUR
IMF693
June, 2001
La sécurité dépend de
vous
Le matériel de soudage et de
coupage à l'arc Lincoln est
conçu et construit en tenant
compte de la sécurité. Toutefois,
la sécurité en général peut être
accrue grâce à une bonne instal-
lation... et à la plus grande pru-
dence de votre part. NE PAS
INSTALLER, UTILISER OU
RÉPARER CE MATÉRIEL SANS
AVOIR LU CE MANUEL ET LES
MESURES DE SÉCURITÉ QU'IL
CONTIENT. Et, par dessus tout,
réfléchissez avant d'agir et
exercez la plus grande prudence.
S’applique aux machines dont le numéro de code est:
10564; 10584
For use with machine Code Numbers
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Date d’achat :
Numéro de série :
Numéro de code :
Modèle :
Lieu d’achat :
Copyright © 2001 Lincoln Global Inc.
This manual covers equipment which is no
longer in production by The Lincoln Electric Co.
Specications and availability of optional
features may have changed.

POWER MIG 200
POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et d’entretenir à moins
qu’il ne soit nécessaire que le moteur tourne pour effectuer
l’entretien.________________________________________
____________
1.b. Ne faire fonctionner les moteurs qu’à l’ex-
térieur ou dans des endroits bien aérés ou
encore évacuer les gaz d’échappement du
moteur à l’extérieur.
__________________________________________________
1.c. Ne pas faire le plein de carburant près d’une
flamme nue, d’un arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêch-
er que du carburant renversé ne se vaporise
au contact de pièces du moteur chaudes et
ne s’enflamme. Ne pas renverser du carbu-
rant quand on fait le plein. Si du carburant
s’est renversé, l’essuyer et ne pas remettre
le moteur en marche tant que les vapeurs
n’ont pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
rité doivent être toujours en place et en bon état. Tenir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
d’autres pièces en mouvement quand on met en marche,
utilise ou répare le matériel.
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer l’entretien
prescrit. Ne déposer les protecteurs que quand
c’est nécessaire et les remettre en place quand
l’entretien prescrit est terminé. Toujours agir
avec la plus grande prudence quand on travaille
près de pièces en mouvement.
_________________________________________
1.f. Ne pas mettre les mains près du ventilateur du moteur. Ne
pas appuyer sur la tige de commande des gaz pendant que
le moteur tourne.
__________________________________________________
1.g.Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entre-
tenant le groupe électrogène de soudage, de connecter les
fils des bougies, le chapeau de distributeur ou la magnéto
i
SÉCURITÉ
i
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE
DEVRAIENT CONSULTER LEUR MÉDECIN AVANT D’UTILISER L’APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement d’acheter un exemplaire de la norme Z49.1, de l’ANSI auprès de l’American Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
S’ASSURER QUE LES ÉTAPES D’INSTALLATION, D’UTILISATION, D’ENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QU’À DES PERSONNES QUALIFIÉES.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles
et des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant d’entreprendre le soudage
2.c. L’exposition aux champs électromagnétiques lors du
soudage peut avoir d’autres effets sur la santé que l’on ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum l’exposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1.
Regrouper les câbles d’électrode et de retour. Les fixer
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles d’électrode et de
retour. Si le câble d’électrode se trouve à droite, le câble de
retour doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près
possible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant
de soudage.
1.h. Pour éviter de s’ébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz d’échappement du moteur diesel et certains de
leurs constituants sont connus par l’État de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Les gaz d’échappement de ce produit contiennent des
produits chimiques connus par l’État de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci s’applique aux moteurs diesel.
Ceci s’applique aux moteurs à essence.
AVERTISSEMENT

POWER MIG 200
ii
SÉCURITÉ
ii
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se pro-
téger les yeux contre les étincelles et le rayon-
nement de l'arc quand on soude ou quand on observe l'arc de
soudage. Le masque à serre-tête et les oculaires filtrants doivent
être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de
l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de l’électrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si l’on porte des vête-
ments mouillés. Porter des gants isolants secs et ne comportant
pas de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suff-
isantes pour couvrir entièrement la zone de contact
physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides
ou si l'on porte des vêtements mouillés; sur les con-
structions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, s’il y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la
terre) utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise
de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonc-
tionnement. Remplacer l'isolation endommagée.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
Mar ‘95
LES FUMÉES ET LES
GAZ peuvent être dan-
gereux.
5.a WeLe soudage peut produire des fumées et
des gaz dangereux pour la santé. Éviter d'inhaler ces
fumées et ces gaz. Quand on soude, tenir la tête à l'ex-
térieur des fumées. Utiliser un système de ventilation ou
d'évacuation suffisant au niveau de l'arc pour évacuer les
fumées et les gaz de la zone de travail. Quand on soude
avec des électrodes qui nécessitent une ventilation spé-
ciale comme les électrodes en acier inoxydable ou pour
revêtement dur (voir les directives sur le contenant ou la
fiche signalétique) ou quand on soude de l'acier au
plomb ou cadmié ainsi que d'autres métaux ou revête-
ments qui produisent des fumées très toxiques, limiter
le plus possible l'exposition et au-dessous des valeurs
limites d'exposition (TLV) en utilisant une ventilation
mécanique ou par aspiration à la source. Dans les
espaces clos ou dans certains cas à l'extérieur, un
appareil respiratoire peut être nécessaire. Des précau-
tions supplémentaires sont également nécessaires
quand on soude sur l'acier galvanisé.
5.b.
Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de
dégraissage, de nettoyage ou de pulvérisation. La chaleur et
le rayonnement de l'arc peuvent réagir avec les vapeurs de
solvant pour former du phosgène, gaz très toxique, et
d'autres produits irritants.
5.c. Les gaz de protection utilisés pour le soudage à l'arc peu-
vent chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spé-
cialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.d. Prendre connaissance des directives du fabricant relative-
ment à ce matériel et aux produits d'apport utilisés, et
notamment des fiches signalétiques (FS), et suivre les con-
signes de sécurité de l'employeur. Demander les fiches sig-
nalétiques au vendeur ou au fabricant des produits de
soudage.
5.e. Voir également le point 1.b.

POWER MIG 200
Matériel ÉLECTRIQUE.
8.a. Couper l'alimentation d'entrée en utilisant le
disjoncteur à la boîte de fusibles avant de
travailler sur le matériel.
8.b. Installer le matériel conformément au Code canadien de
l'électricité, à tous les codes locaux et aux recommanda-
tions du fabricant.
8.c. Mettre à la terre le matériel conformément au Code canadi-
en de l'électricité et aux recommandations du fabricant.
LES BOUTEILLES peu-
vent exploser si elles
sont endommagées.
7.a. N'utiliser que des bouteilles de gaz com-
primé contenant le gaz de protection convenant pour le
procédé utilisé ainsi que des détendeurs en bon état
conçus pour les gaz et la pression utilisés. Choisir les
tuyaux souples, raccords, etc. en fonction de l'application et
les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA que l'on peut se procurer auprès de la Compressed
Gas Association, 1235 Jefferson Davis Highway, Arlington,
VA22202.
iii
SÉCURITÉ
iii
Mar ‘95
LES ÉTINCELLES DE
SOUDAGE peuvent
provoquer un incendie
ou une explosion.
6.a.
Enlever les matières inflammables de la
zone de soudage. Si ce n'est pas possible, les recouvrir
pour empêcher que les étincelles de soudage ne les
atteignent. Les étincelles et projections de soudage peuvent
facilement s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder près des con-
duites hydrauliques. On doit toujours avoir un extincteur à
portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de
travail, on doit prendre des précautions spéciales pour éviter
les dangers. Voir la norme ANSI Z49.1 et les consignes d'u-
tilisation relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du cir-
cuit de l'électrode ne touche la pièce ou la terre. Un contact
accidentel peut produire une surchauffe et créer un risque
d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts
ou des contenants sans avoir pris les mesures qui s'im-
posent pour s'assurer que ces opérations ne produiront pas
des vapeurs inflammables ou toxiques provenant des sub-
stances à l'intérieur. Elles peuvent provoquer une explosion
même si elles ont été «nettoyées». Pour plus d'informa-
tions, se procurer le document AWS F4.1 de l'American
Welding Society (voir l'adresse ci-avant).
6.e. Mettre à l'air libre les pièces moulées creuses ou les con-
tenants avant de souder, de couper ou de chauffer. Elles
peuvent exploser.
6.f.
Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts
d'huile comme des gants en cuir, une chemise épaisse, un
pantalon sans revers, des chaussures montantes et un
casque ou autre pour se protéger les cheveux. Utiliser des
bouche-oreilles quand on soude hors position ou dans des
espaces clos. Toujours porter des lunettes de sécurité avec
écrans latéraux quand on se trouve dans la zone de
soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible
de la zone de soudage. Si les câbles de retour sont con-
nectés à la charpente du bâtiment ou à d'autres endroits
éloignés de la zone de soudage cela augmente le risque
que le courant de soudage passe dans les chaînes de lev-
age, les câbles de grue ou autres circuits auxiliaires. Cela
peut créer un risque d'incendie ou surchauffer les chaînes
de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.

iv
SÉCURITÉ
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suiv-
antes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie
du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du ray-
onnement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pan-
talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible
de la zone de travail qu’il est pratique de le faire. Si on place
la masse sur la charpente de la construction ou d’autres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de lev-
age, câbles de grue, ou autres circuits. Cela peut provoquer
des risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debranch-
er à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ‘93
POWER MIG 200

Merci
de choisir un produit de QUALITÉ par Lincoln Electric. Nous
voulons que vous prenniez la fierté en actionnant ce produit de
Lincoln Electric Company ••• autant fierté que nous avons en
vous apportant ce produit!
Lire complètement ce manuel de l’opérateur avant d’utiliser ce matériel pour la première fois. Mettre ce
manuel de côté et le tenir à portée pour pouvoir le consulter rapidement. Faire tout particulièrement attention aux
instructions de sûreté que nous vous avons fournies pour assurer votre protection.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages
du matériel.
ATTENTION
Veuillez examiner immédiatement le carton et le matériel
Quand ce matériel est expédié, son titre passe à l’acheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par l’acheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur l’identification du matériel pour pouvoir s’y reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Modèle et numéro _____________________________________
Code et numéro de série _____________________________________
Date d’achat _____________________________________
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours
les informations que vous avez inscrites ci-dessus.
vv
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves
voire mortelles.

vi
vi
TABLE DES MATIÈRES
Page
Installation
Fiche Technique –.........................................................................................A-1
Mesures De Sécurité.....................................................................................A-2
Déballage De La Power Mig 255 ..................................................................A-2
Emplacement ................................................................................................A-2
Courant D’entrée, Mise À La Terre Et
Schéma De Connexion ...........................................................................A-2
Connexions De Polarité De Sortie ................................................................A-4
Installation Du Pistolet Et Du Câble ..............................................................A-6
Gaz De Protection.........................................................................................A-6
Fonctionnement
Description Du Produit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-1
Procédés Et Matériel Recommandés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-2
Capacité De Soudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-2
Limites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-3
Description Des Commandes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-3
Galet D’entraînement Du Fil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-3
Pièces De Conversion De Diamètre De Fil . . . . . . . . . . . . . . . . . . . . . . . . . . .B-3
Méthode De Remplacement Des Jeux De Galets . . . . . . . . . . . . . . . . . . . . .
D’entraînement Et Menés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
Chargement Du Dévidoir – Readi-Reel, Bobines
Ou Couronnes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
Pour Mettre En Marche La Machine À Souder . . . . . . . . . . . . . . . . . . . . . . . .B-4
Dévidage Du Fil-Électrode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
Réglage De La Pression Du Galet Mené . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-6
Réglage De La Vitesse Du Fil À L’amorçage (Run-In)
Sur Le Dévidoir Power Mig Standard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-6
Réalisation D’une Soudure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-7
Comment Éviter Les Problèmes De Dévidage . . . . . . . . . . . . . . . . . . . . . . . .B-7
Commande Du Ventilateur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-9
Protection De Tension Secteur D’entrée . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-10
Protection Contre Les Surintensités . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-11
Information Sur Le Mode Opératoire De Soudage . . . . . . . . . . . . . . . . . . . . .B-12
Accessoires
Jeux De Galets D’entraînement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-1
Nécessaire De Dévidage De L’aluminium (1,2 Mm) (K1703-1) . . . . . . . . . . . . C-1
Adaptateur Readi-Reel K363p . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-1
Nécessaire De Montage De Deux Bouteilles (K1702-1) . . . . . . . . . . . . . . . . . C-1
Autres Ensembles Pistolet-Câble Gmaw Magnum . . . . . . . . . . . . . . . . . . . . . C-2
Nécessaire De Connexion Du Pistolet Magnum
(En Option K466-6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-2
Directives De Fonctionnement Du Nécessaire Temporisateur . . . . . . . . . . C-3
Nécessaire Adaptateur Du Pistolet Dévidoir (K1809-1) . . . . . . . . . . . . . . . . . C-5
Réalisation D’une Soudure Avec Le Pistolet Dévidoi r(K1692-1)......................C-5
POWER MIG 200

vii
vii
TABLE DES MATIÈRES
Page
Entretien Sección D
Mesures De Sécurité . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-1
Entretien Général . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-1
Galets D’entraînement Et Plaques Guides . . . . . . . . . . . . . . . . . . .D-1
Montage Du Tube Contact Et De La Buse De Gaz . . . . . . . . . . . . .D-1
Tubes De Pistolet Et Buses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-2
Nettoyage Du Câble Du Pistolet . . . . . . . . . . . . . . . . . . . . . . . . . . .D-2
Démontage Du Conduit Intérieur Et Remplacement . . . . . . . . . . . .D-3
Dépannage
Comment Utiliser Le Guide De Dépannage . . . . . . . . . . . . . . . . . .D-1
Schémas de cablage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-
1
Impression de la Dimension
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F-
2
POWER MIG 200

A-1
A-1
INSTALLATION
208/60 60 36 10 (6 mm
2
) 8 (10 mm
2
)
230/60 60 33 10 (6 mm
2
) 8 (10 mm
2
)
NOTE : Utiliser un fil de mise à la terre no 10 AWG
FICHE TECHNIQUE
– POWER MIG 200
ENTRÉE – MONOPHASÉ UNIQUEMENT
SORTIE NOMINALE
SORTIE
FIL D’ENTRÉE ET POUVOIR DE COUPURE DES FUSIBLES RECOMMANDÉS
Hauteur Largeur Profondeur Poids
31.79 in 18.88 in 38.78 in 210 Ibs
808 mm 480 mm 985 mm 95 kg
ENCOMBREMENT
Vitesse de dévidage 50-700 po/min (1,27-17,8 m/min)
PLAGE DE VITESSE DE DÉVIDAGE
Tension/fréquence standard
Courant d’entrée à sortie nominale 150 A Courant d’entrée à sortie nominale 150 A
208/230/60 Hz28/26 Amps 36/33
Facteur de marche
Amps Tension à intensité nominale
30% 200 Amps 22 Volts
40% 180 Amps 23 Volts
60% 150 Amps 24 Volts
Plage de courant de soudage
Tension à vide maximale Plage de tension de soudage
30 – 200 Amps 40 Volts 13.5-22 Volts
POWER MIG 200
Tension d’entrée
(V)
Fréquence (Hz)
Pouvoir de
coupure du fusible
ou du disjoncteur
(supertemporisé)
(A)
Intensité d’entrée
sur la plaque sig-
nalétique
Fil en cuivre 75 oC
dans conduit
Grosseurs AWG
(CEI)
(Pour longueurs
allant jusqu’à 100 pi)
Fil en cuivre 75 oC
dans conduit
Grosseurs AWG
(CEI)
(Pour longueurs
allant jusqu’à 100 pi)

A-2
A-2
INSTALLATION
ALIMENTATION D'ENTREE, MISSE
A LA TERRE ET DIAGRAMMES DE
BRANCHEMENT.
1. Consultez la compagnie d'électricité locale avant
de commencer l'installation si vous voulez savoir si
la distribution d'énergie est adéquate pour le volt-
age, les ampères, la phase et la fréquence spéci-
fiés à la plaque signalétique.S'assurer aussi que
l'installation de misse à la terre sera faite conformé-
ment au Code d'électricité aux U. S. ou autres
codes locaux. Cette machine à souder peut être
utilisée d'une ligne monophasé ou d'une ligne
monophasé à une ligne biphasé ou triphasé.
2. Les modèles qui ont divers voltages d'entrée spéci-
fies à la plaque signalétique sont fabriqués pour
être branchés au voltage le plus haut. Si on va
enmployer la machine à souder avec un voltage
plus bas, il faut la rebrancher conformément les
instructions de la Figure A.1 pour machines de volt-
age double et conformément les instructions de la
figure A.2 pour machines de voltage triple.
S’assurer que l’alimentation d’entrée est coupée
avant de desserrer la vis sur le couvercle d’accès
du panneau de reconnexion.
Lisez toute la section d' installation avant de com-
mencer à faire l'installation.
PRECAUTIONS DE SECURITE
Les chocs électrics peuvent être
mortels.
• Seulement un personnel qualifié doit
installer ou faire fonctioner ce matériel.
• Seulement le personnel qu'ait lit et com-
pris le manuel d'operation de la POWER
MIG doit installer et faire fonctionner ce
matériel.
• On doit mettre à terre cette machine con-
formément aux codes de l'èlectricité
nationaux, locaux, ou autres applicables.
• L'interrupteur d'alimentation de la
POWER MIG 200 doit être sur ARRET
("ON") quand on installe le câble de
retour et l'agrafeuse et quand on con-
necte autre matériel.
AVERTISSEMENT
POUR DEBALLER LA POWER MIG 200
Couper la courroie et retirer le carton de la carte de
fabrication. Couper la courroie en soutenant la
POWER MIG 200 sur la cale. Enlever le caoutchouc
mousse et le matériel courrugé d'emballage. Détacher
les accesoires du support du cylindre de gaz. Retirer
les deux vis (au support du cylindre de gaz) en sou-
tenant la POWER MIG 200 sur la cale. Retirer la
POWER MIG de la cale en la glisant.
EMPLACEMENT
Situer la POWER MIG dans un endroit sec où il y ait
de courant d'air prope au travers du grillage de venti-
lation situé devant et derrière. Un emplacement où il
n'y ait pas de fumées et d'acumulation de saleté au
grillages de ventilation de derrière réduit la possibilité
d'une acumulation de saleté qui peut bloquer les con-
duits d'air et provoquer un échauffement.
LES CHOCS ELECTRIQUES PEU-
VENT ETRE MORTELS.
• Ne pas toucher les pièces sous tension
comme les terminaux de sortie ou les
câbles internes.
• Tous les branchements d'allimentation
d'entrée doivent être coupés avant de
commencer à faire l'installation de ce
matériel.
AVERTISSEMENT
AVERTISSEMENT
POWER MIG 200

A-3A-3
INSTALLATION
POWER MIG 200
4. En suivant les directives de la figure A.3, demander
à un électricien qualifié de connecter la prise ou le
câble au circuit électrique d’entrée et la mise à la
terre selon le code national et tous les codes
locaux applicables. Voir «Fiche technique» au
début de ce chapitre, on y donne les bonnes
grosseurs de fil. Dans le cas des longs câbles de
plus de 100 pi, utiliser des fils en cuivre plus gros.
Munir les deux circuits du fusibles supertemporisés
comme l’indique le schéma ci-après. Le contact
central dans la prise est prévu pour la mise à la
terre. Un fil vert dans le câble d’entrée connecte
ce contact au bâti de l’appareil. Cela assure une
bonne mise à la terre du bâti de l’appareil quand la
fiche de la machine est enfoncée dans la prise.
3. Le modèle POWER MIG 208/230 V 60 Hz est
expédié avec un câble d’entrée de 10 pi et fiche
connecté à la machine. Une prise correspondante
est fournie avec la machine. Monter la prise à un
endroit convenable en utilisant les vis fournies.
S’assurer qu’elle n’est pas trop éloignée pour qu’on
puisse y connecter la fiche du câble d’entrée rac-
cordé à la machine. Raccorder, la mise à la terre
sur le haut pour permettre au câble d’alimentation
de pendre sans plier.
Le modèle 230/460/575 V 60 Hz n’est pas muni
d’une fiche, d’un câble d’entrée ou d’une prise.
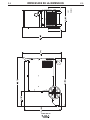
FIGURE A. 1- CONNEXIONS D'ALIMENTATION D'ENTREE POUR MACHINES DE VOLTAGE DOUBLE
DIAGRAMME POUR LA CONNEXION DE LA
SOURCE D'ALIMENTATION D'ENTREE
Couper la source d'alimentation d'entrée
avant de l'inspecter ou de faire les travaux
d'entretien.
Ne pas faire fonctionner avec les couver-
tures enlevées.
Ne pas toucher les pièces sous tension.
Seul un personnel qualifié doit installer,
utiliser ou faire les travaux d'entretien.
Installer et mettre à la terre la machine à
souder conformément au Code
d'Electricité Natinal et conformément aux
Codes locaux. Utiliser écrou de misse à la
terre ou languette intérieure.
Utiliser seulement fil de fer à cuivre.
Avant d'installer ou faire fonctionner, con-
sulter le manuel d'instructions.
Connecter le câble du
transformateur d'ali-
mentation d'entrée
pour le rang de tension
desiré.
Monophasé.
60HZ
RECONNECTER
ENTRÉE

A-4
INSTALLATION
FIGURE A.3 — Schéma
de la prise
CONNECTER À UN FIL DE
MISE À LA TERRE DU
RÉSEAU. VOIR LE CODE
D’ÉLECTRICITÉ NATIONAL
OU LOCAL QUI DONNE
D’AUTRES DÉTAILS ET
MOYENS CONVENABLES
DE MISE À LA TERRE.
CONNECTER AUX FILS
SOUS TENSION D’UN CIR-
CUIT À TROIS FILS
MONOPHASÉS OU À UNE
PHASE D’UN CIRCUIT
DIPHASÉ OU TRIPHASÉ.
CONNEXIONS DE POLARITÉ DE
SORTIE
La machine à souder est connectée à l’usine pour la
polarité électrode positive (+). C’est la polarité nor-
male pour le procédé de soudage GMAW.
Si la polarité négative (-) est prescrite, permuter la
connexion des deux câbles qui se trouvent dans le
compartiment du dévidoir près du panneau avant. On
doit connecter le câble électrode, qui est fixé au dévi-
doir, à la borne négative (-) et le câble de retour, qui
est fixé au connecteur de pièce, à la borne positive
(+).
POWER MIG 200
SCHÉMA DE CONNEXION D’ALIMENTATION
D’ENTRÉE
Débrancher le câble d’alimentation avant
d’inspecter, d’entretenir ou de réparer la
machine.
Ne pas faire fonctionner les panneaux
enlevés.
Ne pas toucher les pièces sous tension.
Seules des personnes qualifiées doivent
installer, utiliser, entretenir ou réparer ce
matériel.
Installer la machine à la terre selon le code
électrique national et les codes locaux.
Utiliser le plot ou la cosse de mise à la terre
à l’intérieur.
N’utiliser que des fils en cuivre.
Voir le manuel d’instructions avant d’in-
staller ou d’utiliser.
MONOPHASÉ 60HZ
DEUX CAVALIERS UTILISÉS
FIGURE A.2 – CONNEXIONS D’ENTRÉE DE LA MACHINE TRITENSION

INSTALLATION DU CABLE ET DU
PISTOLET
Le câble et le pistolet Magnum 250L qui sont fournis
avec la POWER MIG 200 sont fabriqués avec un
enrobage pour électrodes de .035-.045"(0. 9 -1. 2
mm) et un extrême de .035" (0. 9 mm). S'assurer que
l'extrême, l'enrobage et les rouleaux de transmission
sont adéquats pour le pouvoir du fil de fer qu'on
utilise.
Couper le disjoncteur d'alimentation de la
machine à souder avant d'installer le pistolet et le
câble.
1. Etendre le câble tout droit.
2. Dévisser le vis situéà l'extrémité frontale de la
unité de transmission (dans le compartiment de
trasnmission du fil de fer), jusqu'à la pointe du vis
soit dépassée sur l'ouverture de la pistolet vue à la
partie frontalle de la machine.
3. Introduire l'extrémité de la prise male du câble de la
pistolet dans le creux de la prise femelle au travers
de l'ouverture du panneau frontal. S'assurer que le
connecteur est introduit complètement et aprés
tasser le vis grafilé.
4. Faire la connexion du connecteur de la gâchette de
la pistolet au travers du câble et de la pistolet
jusqu'à la prise d'adaptation dans le compartiment
situé sur la connexion de la pistolet faite au point
trois déjà précité. S'assurer que las fiches sont
alignées, introduire et tasser la bague de fixation.
GAZ DE PROTECTION
(Pour procédés de soudage à l'arc de métales avec gaz).
Le client doit avoir un cylindre de gaz de protection
adéquat pour le precédé qu'on utilise.
La POWER MIG 200 est fabriquée avec un régulateur
de flux de gaz, pour mélange d'Argon et une prise de
tuyau d'arrosage pour gaz. En utilisant CO2 100% il
faut connecter un adaptateur supplémentaire au regu-
lateur du cylindre de gaz.
.
Pour installer le matériel du gaz de protectionn il faut
suivre le procédé suivante:
1. Situer le cylindre de gaz sur la plate-forme arrière
de la POWER MIG 200. Accrocher la chaîne à son
lieu pour assurer le cylindre au derrière de la
machine à souder.
AVERTISSEMENT
A-5
A-5
INSTALLATION
AVERTISSEMENT
2. Enléver le couvercle du cilyndre. Inspecter les
valves et lel regulateur pour s'il y a des roudelles
endommagées, saleté, poussière, huile ou graisse.
Enléver la poussière et la saleté avec un chiflon
prope.
N'INSTALLER PAS LE REGULATEUR S'IL Y A
D'HUILE, DE GRAISSE OU DE DOMMAGE!
Informez votre fournisseur si vous etes a la situa-
tion precite. L'huile ou la graisse deviennent
explosifs s'il y a d'oxygene sous haute pression
present.
3. S'écarter ouvrir la valve de sortie du cylindre un
instant pour enléver les particles de poussière ou
saleté acummulées autour de la sortie de la valve.
N'oublie pas d'éloigner le visage de la valve de
sortie en ouvrant la valve.
4. Installer le regulateur de flux de lal valve du cylin-
dre et tasser les écrous d'unio avec une clef
anglaise.
NOTE: Il faut installer un adaptateur supplémen-
taire entre le regulateur et la valve du cylindre si on
va connnecter un cylindre à CO2 100%. Si l'adap-
tateur a une rondelle de plastique s'assurer que la
rondelle est ajustée pour faire la connexion au
cylindre de CO
2
.
5. Attacher une extrémité du tuyau d'entrée de gaz à
la sortie adéquate du regulateur de flux et l'autre
extrémitéà la POWER MIG 200 au façconnage
arrière. Tasser les écrous d'unio avec una clef
anglaise.
6. Avant d'ouvrir la valve du cylindre tourner la
poignée d'ajustage en sens contraire aux aiguilles
d'horloge jusqu'à le resort d'ajustage libere la pres-
sion.
7. En restant à côte ouvrir la valve du cylindre
lentemment une fraction de tour. Quand l'indicateur
du manomètre s'arrête, ouvrir la valve complète-
ment.
En ouvrant la valve du cylindre, ne rester jamais
en face ou derrière du regulateur de flux. Rester
toujours à côte.
___________________________________________
8. Le regulateur de flux est ajustable. Il faut l'ajuster
avant de faire le soudage au rang recommandé
pour le procédé et procession à suivre.
Le cylindre peut exploser si est
endommagé.
• Le gaz sous pression est explosif.
Maintenir toujours les cylindres de gaz
droits et fixés avec des chaînes au support
ou chassîs statique. Voir American
National Standard Z-49. 1, "Safety in
Welding and Cutting" publié par "The
American Welding Society".
AVERTISSEMENT
POWER MIG 200
AVERTISSEMENT

B-1
B-1
FONCTIONNEMENT
Lire la section d'operation au complet
avant de faire fonctionner la POWER MIG
200.
LES CHOCS ELECTRIQUES
PEUVENT ETRE MORTELS.
• No toucher pas les pièces sous
tension ou l'électrode avec les
mains mues ou si l'on porte des
vêtements humides. S'isoler de la
pièce à souder et de la terre.
• Toujours porter des gants
isolants secs.
LES FUMEES ET LES GAZ
PEUVENT ETRE DAN-
GEREUX.
• Tenir la tête en dehors de fumées.
• Utiliser un système de ventilation
ou d'evacuation pour évacuer les
fumées de la zone de travail.
LES ETINCELLES DE
SOUDAGE peuvent provo-
quer un incendie ou une
explosion.
• Eloigner les matières inflamma-
bles.
• Ne souder pas sur des con-
tenants fermés.
LE RAYONNEMENT DE
L'ARC peut brûler les yeux et
la peau.
• Porter un dispositif de protection
des yeux, des oreilles et du
corps.
Suivre toute l'information de sécurité con-
tenue à ce manuel.
AVERTISSEMENT
POWER MIG 200

B-2
B-2
FONCTIONNEMENT
DESCRIPTION DU PRODUIT
La POWER MIG 200 est une completête machine de
soudage à l'arc semi-automatique à voltage DC faite
conformément les specifications NEMA. Cette
machine assort un transformateur du voltage de trans-
mission d'electricité avec un fournisseur de fil de fer à
vitesse constante pour former un système de soudage
solide et confiable. Un schèma simple de contrôle
consistant en une commande de vitesse de transmis-
sion de fil de fer pour touts les plages et sept sélec-
tions de voltage de sortie, apport multifonctionnement
facilité d'utilisation et précision.
Autres caractéristiques comprennent un axe pour la
bobine du fil de fer avec un frein ajustable, un châssis
de montage pour le cylindre de gaz, un regulateur de
flux ajustable pour melangé d'Argon avec un
manomètre pour le cylindre et un tuyau d'entrée, une
pitolet Magnum 250L GLMAW de 12 ft. (3. 6m) et un
câble avec un tuyau fixe, un câble d'alimentation avec
une prise de courant et un câble de retour avec con-
necteur de 10ft. ('3. 0 m).
Voici les produits qui son aussi disponibles conformé-
ment aux standards: Bobine pour la pistolet optionelle
et ensemble d'adaptateur, ensemble de montage pour
cylindre double et ensemble de transmission d'alu-
minium pour entrain de transmission.
MATERIEL ET PROCEDES RECOM-
MANDES
La POWER MIG 200 est recommandée par la GMA
pour procédés de soudage en utilisant bobines I. D.
de 10 à 44 lb.(4. 5 à 20 Kg), 2"(51 mm) ou bobines
Readi-Reel (avec un adaptateur optionel) de . 025" au
travers d'acier solide de . 045" (0. 6-1. 2mm), acier
inoxydable de . 035 (0. 9mm), aluminium de 3/64 (1.
2mm) et Outershield de . 045"(1. 2mm) ainsi qu'élec-
trodes auto-protecteurs Innershield de . 035" (0. 9mm)
et . 045"(1. 2mm).
La POWER MIG 200 est fabriquée pour fournisser
électrodes de . 035"(0. 9mm) avec un taux de facteur
de marche de 200 A, 60% (ou un facteur de marche
de 250 A, 40%), un ensemble GMAW de pistolet et
câble de 12ft. (3. 6 m) equipé pour ces pouvoirs de fil
de fer. Pour procédés GMAW il faut employer une
fourniture de gaz de protection.
CAPACITE DE SOUDAGE
La POWER MIG a un taux de 200 amps. @ 22 volts.
avec un facteur de marche du 30% selon un cycle de
dix minutes. La POWER MIG a de capacité pour fac-
teurs de marche plus hauts si on utilise une courant
de sortie plus bas. Le dessin du transformateur lui fait
convenable pour l'utiliser dans les usines génératrices
de systémes ou comme un matétiel portable
RESTRICTIONS
La courant et/ou le voltage de sortie de la POWER
MIG 200 peut changer si l'alimentation d'entrée qui
arrive à la machine change, en raisson du dessin du
transformateur d'alimentation. Quelque fois il faut faire
un réglage d'interrupteur et/ou du selecteur de tension
pour proportiner une vitesse d'alimentation d'entrée
importante.
DESCRIPTIONS DE CONTROLES
Interrupteur d'alimentation d'entrée ON/OFF —
Placer le levier sur "ON" pour activer la POWER MIG
200.
Contrôle de tension — Il y a sept selecteurs de ten-
sion signalés avec "A" (tension minimale) jusqu'à "G"
(tension maximale). Il faut faire le réglage quan on
n'est pas en faisant un soudage. Le selecteur du con-
trôle peut être situé au reglage specifié au décalogue
de procédé placéà l'intérieur de la porte du comparti-
ment du fil de fer.
Contrôle de la vitesse du fil de fer — Ce contrôle
est pour controler la vitesse du fil de fer de 50 à 700
pouces pour minute (1. 2-17. 8 m/min). Quand on fait
changes au contrôle de tension, la vitesse du fil de fer
n'est pas affectée.
ROULEAU DE TRANSMISSION DE
FIL DE FER
Les rouleaux de transmission installées à la POWER
MIG ont chaqu'un deux rainures les deux pour élec-
trodes d'acier solide de . 030" à . 035" (0. 8-0. 9mm).
Le pouvoir du rouleaux de transmission est indiqué au
patron placéà côte exposé du rouleau de transmis-
sion. S'il y a des problèmes à la transmission de fil de
fer, donc le rouleau de transmission peut être changé
ou inversé. Voir "Procédé pour changer le rouleau de
transmission" à cette section.
CONVERSION DE PARTIES SELON
LA TAILLE DU FIL DE FER
La POWER MIG 200 a un taux pour fournisser pou-
voirs d'électrode solide ou du centre. Les ensembles
de rouleaux de transmission et les parties du câble et
de la pistolet Magnum 250L sont disponibles pour
fournisser pouvoirs et types d'électrodes differents.
Voir la section d'accesoires.
POWER MIG 200

B-3
B-3
FONCTIONNEMENT
PROCEDURE POUR CHANGER LE
ROULEAU DE TRANSMISSION
1. Couper l'entrée d'alimentation.
2.Libérer la pression de la bobine du rouleau en
faisant tourner en dessous le bras de pression
ajustable vers la part de derrière de la machine.
Lever le composant d'axe du rouleau, il faut le per-
mettre rester à une position droite.
3. En retenant l'enrobage desserrer les deux grands
vis pour enlever le guide extèrieur du fil de fer.
4. Enlever l'axe aux metal et le rouleau de transmis-
sion de leur axes de plastique. (Voir figure A.4)
5. Enlever la plaque de fil de fer intérieure.
6. Replacer le rouleau et les axes et la guide intérieure
de fil de fer avec un ensemble pour le neuf pouvoir
de fil de fer. NOTE: S'assurer que l'enrobage de la
pistolet et la pointe de contact ont le pouvoir
adéquat pour le pouvoir de fil de fer choisi.
7. Faire une transmission manuelle de fil de fer sur la
rainure du rouleau de transmission du fil de fer à
travers de la guide du fil de fer et après à l'intérieur
du palier de laiton du composant de la pistolet et du
câble.
8. Replacer la plaque de fixation de lal guide
extérieure du fil de fer en desserrant le deux grand
vis. Faire la reposition du bras ajustable de pres-
sion à son lieu original pour obtenir pression.
Ajuster la pression s'il faut.
CHARGEMENT DE LA BOBINE DU FIL
DE FER-REEDI-REELS, BOBINES
Pour monter un paquet Readi-Reel de 30lb. (14
Kg). (En utilisant l'adaptateur fait en plastique
K363-P).
1. Ouvrir la porte du compartiment de transmission du fil de fer.
2. Appuyer le levier du disparateur au anneau de fixation et l'enlever
d'axe.
3. Situer le adaptateur optionel sur l'axe.
4. Re-installer l'anneau de fixation. S'àssurer que le levier du disparateur
est retrouvé visible et que les fixations d'anneau sont accrochées en
entier en la rainure d'anneau de fixation à l'axe.
5. Tourner l'axe et l'adaptateur jusqu'à le ressort de fixation soit situé a
midi.
6. Il faut que le Readi-Reel faisse une rotation en
faisant la transmission de re-reeled à la partie supèrieure de la
bobine c'est pour ça qu'il faut situer le Readi-reel.
7. Ajuster un des Readi-Reel à l'intérieur de la cage du fil de fer à la
rainure d'anneau de fixation.
8. Baisser le Readi-Reel pour l'appuyer sur l'anneau de fixation et
aligner l'autre à l'intérieur de la cage du fil de fer avec les rain-
ures à l'intérieur de l'adaptateur fait en plastique.
9. Glisser la cage sur l'adaptateur jusqu'à le ressort de fixation soit
visible.
S'ASSURER QUE L'ANNEAU DE FIXATION EST RETOURNÉÀ LA
POSITION DE BLOCAGE ET QUE LA CAGE DU READI-REEL EST
BLOQUÉE À SON LIEU. L'ANNEAU DE FIXATION DOIT RESTER À
LA CAGE, PAS L'ÉLECTRODE DE SOUDAGE.
-----------------------------------------------------------------------------------------------
10. 10. Pour démonter le Readi-Reel de l’adaptateur, appuyer sur la
languette du ressort de retenue avec le pouce tout en tirant avec les
deux mains sur le support Readi-Reel pour l’écarter de l’adaptateur
moulé. Ne pas enlever l’adaptateur de l’axe.
FIGURE B.1
Pour monter bobines de 10 à 44 lb.(4. 5 -20 kg)
(Diamètre de 12"/300 mm) ou bobines Innershield de
14 Lb. (6 Kg):
(Pour bobines Innershield de 13-14 lb. (6 Kg) il faut employer un
adaptateur de bobine K435).
1. Ouvrir la porte du compartiment du dévidoir.
2. Appuyer sur la barrette de déblocage de la bague de retenue et
sortir celle-ci de l’axe.
3. Placer la bobine sur l’axe en s’assurant que l’ergot du frein d’axe
entre dans un des trous à l’arrière de la bobine. (Note : Une
flèche sur l’axe s’aligne sur l’ergot de retenue du frein pour aider
à s’aligner sur un trou). S’assurer que le fil sort du dévidoir de
façon à se dévider par le haut de la couronne.
4. Replacer la bague de retenue. S’assurer que la barrette de
déblocage s’encliquette et que les retenues de la bague s’enga-
gent à fond dans la gorge circulaire de retenue sur l’axe.
POUR METTRE EN MARCHE LA MACHINE À
SOUDER
Mettre l’interrupteur d’alimentation sur «ON». Les voyants à DEL
s’allument. Après avoir choisi la tension prescrite et la vitesse de
dévidage choisie, appuyer sur la gâchette pour obtenir la sortie de
la machine et pour mettre sous tension le moteur de dévidage.
AXE 2 po D.E.
ADAPTATEUR
RESSORT DE RETENUE
BAGUE DE RETENU
E
BARRETTE
DE DÉBLOCAGE
TIGES D’ARMATURE
INTÉRIEURE
READI-REEL
GORGE
E
RGOT FREIN
ATTENTION
POWER MIG 200
POSITION VERROUILLÉE
POSITION DÉVERROUILLÉE
FIGURE A.4

B-4
B-4
FONCTIONNEMENT
DÉVIDAGE DU FIL-ÉLECTRODE
Quand on appuye sur la gâchette, l'électrode et le
mécanisme de transmission sont sous tension
par rapport au travail et le sol et restent sous ten-
sion quelques secondes après que la gâchette est
lâchée..
NOTE: S'assurer que les rouleaux de transmission,
les plaque des guides et les composants de la pistolet
sont adéquats pour le pouvoir et le type de fil de fer
qu'on utilise. Voir la Table C. 1 à la section d'acce-
soires.
1. Tourner le Readi-Reel ou la bobine jusqu'à l'ex-
trémité libre d'électrode soit accessible.
2. En soutenant firmement l'électrode, couper l'ex-
trémité courbée et étirer les six premières pouces.
(Il faut bien étirer l'èlectrode, si non, il n'y aura pas
une transmission adéquate a travers du système
de transmission).
3. Libérer la pression de la bobine du rouleau en
faisant tourner en dessous le bras de pression
ajustable vers la part de derrière de la machine.
Lever le composant d'axe du rouleau, il faut le per-
mettre rester à une position droite. Faire une trans-
mission manuelle du fil de fer au travers de la
guide du palier et au travers des plaques des
guides (sur la rainure du rouleau de transmission).
Il faut avoir une longueur suffisante de fil de fer
pour s'assurer que le fil de fer est ajusté dans le
composant de la pistolet et du câble sans restric-
tion. Situer le bras ajustable de pression à son lieu
initial pour fournir pression au fil de fer.
4. Appuyer la gâchette de la pistolet pour avoir le fil
de fer d'électrode au travers de la pistolet.
EN AJUSTANT LA PRESSION DE
LA BOBINE
La pression optimale d'axe du rouleau changes avec
le type de fil de fer, le diamètre du fil de fer, les condi-
tions de la surface, la lubrication et la dureté. En
général, pour les fil de fer qui sont durs il faut une
pression plus haute et pour les fils de fer doux ou
ceux qui sont à aluminium il faut moins pression que
l'ajustée à l'usine. Suivre les indications suivantes
pour faire l'optimal ajustage d'àxe du rouleau:
1. Appuyer l'extrémité de la pistolet contre un object
solide qui soit isolé de la sortie d'énergie de la
machine à souder et appuyer la gâchette de la pis-
tolet pendant quelques secondes.
2. Si la pression d'axe du rouleau est très forte le fil
de fer peut endommager, casser ou se sortir du
rouleau de transmission. Tourner demi tour l'écrou
et mettre neuf fil de fer au travers de la pistolet et
repetez les points précités.
3. Si le rouleau de transmission est glissé, desserrer
l'écrou d'ajustage à la plaque de conduction,
appuyer le câble de la pistolet vers devant environ
6" (15 cm). Il doit avoir une ondulation sur le fil de
fer visible. S'il n'y a pas d'ondulation la pression
est très basse. Serrer l'écrou d'ajustage 1/4 de
tour, re-installer le câble de la pistolet et repeter
les points précités.
POUR FAIRE UNE SOUDURE
1. Vérifier que la polarité d'électrode est adéquate
pour le procédéà suivre, après tourner l'interrup-
teur d'alimentation d'entrée sur ON.
2. Sélectionner le voltage d'arc et la vitesse du fil de
fer pour le fil de fer d'électrode, le type de
matériel et l'épaisseur et le gaz (pour GMAW)
qu'on emploi. Employer le Plan d'application situé
dans le compartiment de fil de fer (à la porte)
comment une référence rapide pour quelques
procédés communs de soudage.
3. Appuyer la gâchette pour obtenir le fil de fer
d'électrode au travers de la pistolet et du câble et
après couper dans l'électrode environ 3/8" (10
mm)de l'extrémité de la pointe de contact (3/4"
(20 mm) Outershield ®).
4. S'on va utiliser gaz de soudage, ouvrir le fourni-
ture de gaz et ajuster le rang de flux qu'il faut (en
général 25-35 CFH; 12-16 l/min).
5. S'on va utiliser électrode Innershield, le tuyau de
gaz peut être enlevé d'isolant de l'extrémité de la
pistolet et remplacé avec le tuyau de non-gaz. Le
précité pour avoir visibilité et éliminer la possibil-
ité de échauffement du tuyau de gaz.
6. Connecter le câble de travail au metal à souder.
Le connecteur de pièce doit faire un bon contact
électrique avec le travail. Le travail doit être aussi
mis à la terre comme est signaléà "Arc Weldign
Safety Precautions".
En utilisant un procédure d'arc ouvert il faut utilis-
er protection pour les yeux, la tête et le corp.
7. Situer l'électrode sur les unions. L'extrémité d'élec-
trode doit toucher avec légèreté la pièce de tra-
vail.
8. Mettre la masque de soudage, fermer la gâchette
de la pistolet et commencer à souder. Retenir la
pistolet,(le bout de contact doit être à une dis-
tance du travail d'environ 3/8" (10 mm)(3/4" (20
mm) pour Outershield).
9. Pour s'arreter de souder, lâcher la gâchette de la
pistolet et aprés eloigner la pistolet du travail
quand l'arc ait disparu.
10. S'on ne va pas faire une autre soudage, fermer la
valve du cylindre de gaz (si est utilisé), momen-
tanement faire fonctionner la gâchette de la pisto-
let pour libérer la pression du gaz et éteindre la
POWER MIG 200.
AVERTISSEMENT
AVERTISSEMENT
POWER MIG 200

B-5
B-5
FONCTIONNEMENT
POUR EVITER PROBLEMES DE
TRANSMISSION DU FIL DE FER
Les problèmes de transmission du fil de fer peuvent
être evités en suivant les procédures de maniement
de la pistolet:
1. Ne pas tordre ou étirer le câble autour de coins
effilées.
2. Maintenir le câble de la pistolet droit quand on fait
une soudage ou un chargement d'électrode au tra-
vers du câble.
3. Sur les câbles ne peuvent traverser brouettes ou
camions.
4. Suivre les instructions d'entretien pour maintenir le
câble prope.
5. Utiliser seulement électrodes propes sans rouille.
Les électrodes fait par Lincoln ont le lubrifiant
adéquat.
6. Replacer la pointe de contact quand l'arc est insta-
ble ou quand la pointe de contact est endom-
magée.
7. Maintenir la tension du frein d'axe de la bobine du
fil de fer au minimum exigé pour éviter un fonction-
nement excessif d'axe qui peut provoquer un
endommage de la bobine.
8. Utiliser les rouleaux de transmission adéquats et
aussi la pression pour l'axe du rouleau de trans-
mission de fil de fer adéquate pour le type et pou-
voir du fil de fer utilisé.
CONTROLE DU VENTILATEUR
Le ventilateur est dessiné pour fonctionner quand la
POWER MIG 200 est connectée et ne pas fonction-
ner quand l'alimentation d'entrée est coupée.
VARIATIONS A LA LIGNE
D'ENTREE DE VOLTAGE
Ligne de haut voltage — Il y aura un voltage de
d'entrée plus haute que l'spécifié pour voltages de
sortie plus hautes que le normal pour un ajustage pré-
cis. Si votre ligne d'entrée de voltage est haut vous
pouvez sélectionner un voltage plus bas que le précis
au plan de procédure recommandé.
Ligne de bas voltage — Peut être vous ne pouvez
pas obtenir une sortie maximale de votre machine si
la ligne de voltage est inférieure que l'entrée spéci-
fiée. La machine fait le soudage mais la sortie nomi-
nale peut être inférieure que la donnée pour un
ajustage précis. Si votre ligne d'entrée est bas, vous
pouvez vouloir sélectionner un voltage plus haute que
le précis au plan de procédure recommandé.
PROTECTION CONTRE LA SUR-
CHARGE DE LA TRANSMISSION
DU FIL DE FER
La POWER MIG a un positif système de protection
contre la surchage du moteur de transmission du fil
de fer. Si le moteur est surchargé, le circuit de protec-
tion débranche la vitesse de transmission du fil de fer
et le gaz solenoide. S'assurer qu'on utilise le pouvoir
de la pointe de contact adéquat, enrobage, et
rouleaux de transmission, s'assurer aussi qu'il n'ait
pas de noeuds au câble de la pistolet ou d'autres fac-
teurs que peuvent empêcher la transmission de fil de
fer. Pour continuer le soudage appuyer la gâchette. Il
ne faut pas reajuster l'interrupteur du circuit coupe-cir-
cuit, parce que la protection est faite avec un positif
systéme électrique.
PROTECTION CONTRE LA SURCHARGE
THERMIQUE QUANT A SOUDER
La POWER MIG 200 a thermostats protecteurs qui
sont en fonctionnement quand il y a une température
excesive. Ils ouvrent les circuits de trasnmission de fil
de fer et les circuits d'alimentation d'entrée de la
machine à souder si la machine a une température de
sécurité d'operation maximale à cause d'une
fréquente surcharge ou d'une température ambient
très haute. Les thermostats sont reajustés automa-
tiquement quand la température descend à un niveau
de sécurité d'operation. Après est possible faire de
soudage et avoir du fil de fer en appuyant la gâchette
Diamètre du Type de
Epaisseur d'acier du fil de fer/ vitesse du fil de fer / ajustages du voltage
fil de fer Type de gaz fil de fer
Polarité Calibre 18 Calibre 16 Calibre 14 Calibre 12 Calibre 10 3/16 1/4 5/16 3/8 1/2
Outershield
3/4" ESO
†
.035 75Ar/25CO
2
OS71M DC+
250/D 300/E 350/F 500/G *500/G
.035 100%CO
2
OS71M DC+
300/E 350/F 500/G
.045 75Ar/25CO
2
OS71M DC+
200/E 225/F 250/G 250/G *250/G
Innershield
3/8" ESO
.035 NoneReq’d NR-211MP DC-
50/B 70/B 80/B 90/C 100/C
.045 NoneReq’d NR-211MP DC-
50/B 70/C 90/C 110/D *130/E
.045 NoneReq’d NR212 DC-
40/B 50/B 60/B 65/C 70/C 90/C 110/D *130/E *150/E *150/E
* NOTE: Il faut multiples coups .035 & .045 NR-211 MP es recommendé
†
Sortie électrique seulement pour un maximum de 5/16".
POWER MIG 200

C-1
C-1
ACCESSOIRES
ENSEMBLE DU ROULEAU DE
TRANSMISSION
Voir la table C.1 pour divers rouleaux de transmission
qui sont disponibles pour la POWER MIG 200. Le
point en caractère gras est un supplément standard
avec la POWER MIG 200.
TABLE C.1
ENSEMBLE DE TRANSMISSION
D'ALUMINIUM (OPTIONNEL K1703-
1).
Cet ensemble est pour la transmission d'aluminium au
travers du standard fournisseur et pistolet de la
machine. contient parties convertibles pour souder
avec fil de fer d'aluminium de 3/64"(1. 2 mm). Le fil de
fer d'alliage d'aluminium 5356 est recommandé pour
un meilleur fonctionnement de la transmission du fil
de fer.
L'ensemble a rouleaux de transmission et plaque de
guides de fil de fer pour le rouleau de transmission,
enrobage et deux pointes de contact pour la pistolet
avec instructions d'installation.
ADAPTATEUR DE BOBINE READI-
REEL K363P
Le adaptateur Readi-Reel K363P est pour monter
axes de 2". C'est nécessaire pour monter Readi-Reels
de 22-30 lb.
ENSEMBLE DE SUPPORT POUR
CYLINDRE DOUBLE (K1702-1)
C'est pour monter deux cylindres de gaz, situéà côte
un d'autre (diamètre 9" x 5' ) sans charge supérieur. Il
y a instructions simples d'installation. contient soutien
inférieur et supérieur pour le cylindre, axes pour les
roues et structure pour le montage.
MONTAGE POUR PISTOLET MAG-
NUM GMAW ALTERNATIVE ET
POUR LES CABLES
Les suivants composants de pistolet Magnum 250L et
câble sont disponibles par séparé pour les utiliser
avec POWER MIG 200. Chaqu'un a un taux de 200
amps. et un facteur de marche du 60%, equipés d'un
connecteur intégré, deux gâchettes de blocage , un
tuyau fix et isolant, enrobage, diffuseur et pointes de
contact pour les pouvoirs de fil de fer spécifies.
ENSEMBLE POUR CONNEXION DE
PISTOLET MAGNUM (OPTIONNEL
K466-6)
Utiliser l'ensemble optionnel K466-6 pour connexion
de pistolet Magnum pour la POWER MIG 200 permet
utiliser pistolets Magnum standard 200, 300 ou 400 et
composants de câbles.
ENSEMBLE POUR ADAPTATEUR
ET BOBINE DE LA PISTOLET
(K1809-1)
L'ensemble K1809-1 contient la bobine de la pistolet
250SG et l'ensemble du adaptateur pour connecter la
bobine de la pistolet à la POWER MIG 200.
L'ensemble d'adaptateur contient aussi interrupteur
électrique pour sélectionner entre un usage de la
machine avec sa pistolet de fourniture ou avec la
bobine de la pistolet pour un soudage avec la même
polarité avec différent fil de fer et gaz.
L'ensemble contient un composant d'adaptateur pour
la bobine de la pistolet avec une prise de courant indi-
viduelle et un interrupteur pour la gâchette, une entrée
de gaz en arrière , un tuyau, un composant pour la
valve de solenoide et une structure pour le montage.
Cotient aussi instructions pour l'installation et l'opera-
tion.
Avant d'installer l'ensemble et la bobine de la pis-
tolet débrancher la POWER MIG 200.
Fil de fer Pouvoir Ensemble de rouleau
de transmission
.023”-.030” (0.6-0.8 mm)
KP1696-030S
Acier
.035” (0.9 mm) KP1696-035S
.045” (1.2 mm) KP1696-045S
Coried
.035” (0.9 mm) KP1697-035C
.045” (1.2 mm) KP1697-045C
Aluminum
3/64” (1.2 mm) KP1695-3/64A
Sys.Met. Sys. Met.
Longueur Nºde partie Anglais
10' (3.0 m) K533-1
12' (3.6 m) K533-2 .035 – .045" 0.9 – 1.2 mm
15' (4.5 m) K533-3
10' *3.0 m) K533-4
12' (3.6 m) K533-5 .025 – .030" 0.6 – 0.8 mm
15' (4.5 m) K533-6
AVERTISSEMENT
POWER MIG 200

C-2C-2
ACCESSOIRES
FAIRE UN SOUDAGE AVEC LA BOBINE
DE LA PISTOLET
En chaque position d'interrupteur électrique, la
fermeture de la gâchette de chaqu'une pistolet
fera que l'électrode des deux pistolet soit sous
tension. S'assurer que quand on n'emploi pas une
pistolet l'électrode ou la pointe de contact ne soit
pas en contact avec le metal ou autre metal à
souder
1. Ajuster le selecteur d'interrupteur de la bobine de
la pistolet ("Normal") et appuyer la gâchette de la
pistolet du fourniseur.
• Arrêter le fonctionnement de la bobine de la
pistolet et la valve de solenoide de la bobine de
la pistolet.
• La fermeture de la gâchette de la pistolet du
fourniseur met en fonctionnement le soudage
avec la pistolet du fourniseur et fait que les
deux électrodes soient sous tension.
2. Ajuster le selecteur d'interrupteur de la bobine de
la pistolet à la position de Bobine de la pistolet et
appuyer sur la gâchette de la bobine de la pistolet.
• Arrêter le fonctionnement de la bobine de la
pistolet et la valve de solenoide de la bobine de
la pistolet.
• Permet le fonctionnement de la bobine de la
pistolet et de la valve de solenoide de la pistolet
du gaz.
• La fermeture de la gâchette de la bobine de la
pistolet met en fonctionnement le soudage avec
la bobine de la pistolet et fait que les deux élec-
trodes soient sous ténssion.
3. Operation avec la POWER MIG 200:
• Situer l'interrupteru d'alimentation d'entrée de la
POWER MIG en "ON".
• L'ajustage du contrôle de voltage augmentera
ou diminuera le voltage de soudage.
• L'ajustage du contrôle de la vitesse du fil de fer
de la bobine de la pistolet augmentera ou
diminuera la vitesse de la bobine de la pistolet
pour la transmission du fil de fer. NOTE:
L'ajustage du contrôle de la transmission du fil
de fer au panneau de la POWER MIG 200 n'a
pas effet sur la vitesse de transmission du fil de
fer.
4. Refer to the procedure decal on the Power Mig for
initial aluminum settings. Make a test weld to deter-
mine the final settings.
5. To return to normal POWER MIG 200 welding,
release the spool gun trigger set spool gun selector
switch to normal and reset feeder gun voltage pro-
cedure setting if necessary.
ATTENTION
POWER MIG 200
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34


































Lincoln Electric POWER MIG 200 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric POWER MIG 215 Mode d'emploi
-
-
-
-
-
Lincoln Electric POWER MIG 256 Mode d'emploi
-
-
-
Lincoln Electric Handy MIG Mode d'emploi
-
