GYS PROTIG 201 AC/DC Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
Ce manuel convient également à

73502_V3_24/09/2020
CN
1-20
PROTIG
201 AC/DC
201L AC/DC
www.gys.fr
Find more languages of user manuals on our website

警告 - 安全准则
基本说明
操作前,请仔细阅读说明书。
所有未在说明书内标明的修改与维护,本公司概不负责。
不按照本使用说明使用而造成的任何人身伤害或财产损失,制造商概不负责。
出现问题或有疑问,请咨询专业人员进行正确安装。
环境
本设备只能用于额定板和/或手册上标明的限制范围内的焊接操作。请严格遵守安全准则。如使用不当或危险使用,制造商概不负责。
安装与储存机器必须在无尘、无酸、无易燃或腐蚀性物品的环境下进行。使用时请确保空气流通。
温度范围 :
使用温度:-10°C ~ +40°C (+14°F ~ +104°F)
储存温度:-20°C ~ +55°C (-4°F ~ 131°F)
空气湿度 :
40°C (104°F) 时,湿度小于或等于50%。
20°C (68°F) 时,湿度小于或等于90%。
海拔 :
最高海拔可达1000米(3280 英尺)
人身安全保护
电弧焊可能是危险的,可造成严重人身伤害甚至死亡。
焊接使人员暴露在危险的热源,弧光辐射,电磁场(心脏起搏器佩戴者注意),触电危险,噪音和气体排放等环境下。为了保护自身与他人的安全,
请遵守以下安全说明:
为了保护免受灼伤和辐射伤害,请穿着能覆盖整个身体的干净、绝缘、干燥和防火的衣服。
戴上绝缘与隔热手套。
使用具有足够防护等级的焊接护罩(取决于操作应用)。清洁操作期间,保护双眼。禁止佩戴隐形眼镜。
有时需要用防火窗帘划定区域,以保护焊接区域免受电弧射线,喷砂和光废物的影响。
告知焊接区域的人员不要固定弧形辐条或熔化部件,并穿着合适的衣服来保护自己。
如工作时噪音超过了规定标准,请佩戴降噪耳机(焊接区域的其他人同样需要佩戴耳机)。
手、头发及衣物须远离活动部件(风扇)。
当焊接电源带电时,切勿拆下冷机组的水槽护罩,制造商不承担事故责任。
刚切割过的部件很热,可能会有灼伤的危险。对焊枪进行维护时,请确保其足够冷却,操作前至少等待10分钟。使用水冷焊枪时应
打开冷却装置,确保液体不会引起灼伤。
为了保护工作人员与财产安全,请保护好工作区域。
焊接产生的烟雾,气体和灰尘对人体有害。预先准备好足够风力的风扇,保持空气流通。若通风不足,可使用新鲜空气面罩。
根据安全准则,检查吸气是否有效。
注意恶劣环境下焊接操作,需要进行远程安全监控。此外,焊接中含铅,镉,锌或汞甚至铍的某些材料可能特别有害。
焊接前,请对零件进行脱脂。
气瓶必须存放在开放或通风良好的房间内。它们必须直立并摆放在支架或拖车上。
禁止在油漆附近焊接。
保护焊接区域,易燃材料与焊接区域至少保持11米距离。
焊接操作附近配备防火设备。
注意喷涂热材料或火花材料,甚至穿过裂缝时,这些材料可能成为火源或爆炸源。
焊接烟雾与气体
火灾与爆炸的风险
2
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

人员,易燃物品和压力容器,必须保持安全距离。
应避免在密闭容器或封闭管中进行焊接,如果它们已经打开,必须清空任何易燃或易爆材料(油,燃料,气体残留物等)。
打磨操作不应针对焊接电源或易燃材料。
气瓶中排出的气体可能造成焊接区域气体浓度过高而引发人员窒息,请确定通风良好。
所有移动设备的操作必须安全进行:气瓶关紧,焊接电源关闭。它们必须直立并摆放在支架上,以防止坠落。
前后使用之间,关紧气瓶。注意温度的变化及阳光照射。
气瓶不得与火焰,电弧,焊枪,接地夹或任何其他热源或白炽灯接触。
注意远离电气和焊接电路,切勿加压焊接气瓶。
打开气瓶阀时请注意,将阀头移离阀门,并确保所有气体适合焊接过程。
用电安全
所用电网必须有一个接地插座。使用标志牌上推荐的保险丝大小。
放电可直接或间接导致事故,甚至造成人员伤亡。
焊接电源通电时,请勿触碰焊接电源内部或外部的带电部件(焊枪,焊钳,电缆,电极)。
打开焊接电源之前,将其与总电源断开并等待2分钟,以便所有电容器放电。
请勿同时触碰焊枪或者电极夹和接地夹。
请由专业人员更换受损的电缆,焊枪。根据操作需求确定电缆的尺寸。为了隔离焊接电路,始终穿着干燥及状态完好的衣服。任何环境下工作,请穿
着绝缘鞋。
EMC设备分类
此A类设备不适用于由公共低压电力系统供电的住宅区。由于传导干扰以及辐射的射频,在确保这些站点的电磁兼容性方面可能
存在潜在的困难。
如果公共耦合点的低压公共电网阻抗小于Zmax = 0.339 Ohms,则该设备符合IEC61000-3-11,即可连接至公共低压供电系统。
设备安装或使用人员有责任在必要时咨询配电网络运营商,以确保电网阻抗在规定的范围内。
本设备符合IEC 61000-3-12。
电磁辐射
电流能通过任何导体产生局部的电场和磁场 (EMF)。焊接电流在焊接电路和焊接设备周围产生电磁场。
EMF电磁场可能会破坏某些医疗植入器,例如心脏起搏器。对于佩戴医疗植入器的人员,应采取保护措施。例如,对限制人员经过,或者对焊工进行
个人风险评估。
所有焊工都应使用以下步骤,以尽量减少焊接电路对电磁场的影响:
• 请把焊接线集中摆放 – 如果可以的话,用线夹固定 ;
• 请尽量将您的身体与头部远离焊接电路;
• 请切勿将焊接线缠绕在身体周围;
• 请勿置身于焊接电缆之中。请将2根焊接电缆固定于身体的同侧;
• 将电缆靠近零件并尽可能的靠近待焊接区域;
• 请勿坐着或侧身工作,切勿靠在焊接电源上;
• 携带焊接电源或送丝机时请勿焊接。
心脏起搏器佩戴者在使用设备前需咨询医生。
焊接时产生的电磁场可能会对人体产生不可预知的影响。
评估区域与安装焊接设备的建议
概述
用户须根据制造商的说明安装和使用弧焊设备。若检测到电磁干扰,电弧焊设备的使用者应负责在制造商的技术协助下解决问题。在某些情况下,这
种纠正措施可以像焊接电路的接地一样简单。在其他情况下, 可能需要在焊接电流源周围建立一个电磁屏蔽, 并在整个零件上安装输入过滤器。任何
情况下都需要降低电磁干扰。
焊接区域的评估
安装电弧焊设备之前,用户必须评估周围环境中存在的潜在电磁问题。请注意以下设备的存在:
a)在电弧焊设备上方,下方及旁边其他电源线,控制线,信号线及电话线的存在;
b)无线电及电视接收器及发射器;
c)电脑及其他控制设备;
d)关键安全设备,例如工业设备保护;
气瓶
3
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

e)邻近人的健康,例如使用心脏起搏器或助听器的人员;
f)用于校准或测量的设备;
g)环境中其他抗干扰的设备。
用户必须确保环境中使用的其他设备兼容。这可能需要额外的保护措施;
h)进行焊接或其他活动的时间。
周边区域的大小取决于建筑物的结构及周围举行的其他活动。周边区域可能超出安装设备的范围。
焊接设备安装评估
除了对区域的评估,电弧焊设备的评估还可用于识别和解决干扰事件。排放量评估应包括CISPR 11:2009第10条所指明的现场测量。现场测量还可以
确认缓解措施的有效性。
减少电磁辐射方法的建议
a. 公共供电系统:电弧焊设备须根据制造商的建议连接至公共电网。如果发生干扰,可能需要采取其他预防措施,例如过滤公共供电网络。应考虑
将电缆屏蔽在金属导管中或等同于永久安装的电弧焊设备中。应确保电缆屏蔽线整个长度上的电连续性。屏蔽应连接到焊接电源,以确保导管和焊接
电源外壳之间的良好电接触。
b. 电弧焊设备的维护:应根据制造商的建议定期维护电弧焊设备。在使用电弧焊设备时,应关闭并正确锁定所有检修门和引擎盖。除制造商说明书中
提到的修改和调整外,不得以任何方式修改电弧焊设备。尤其是,应根据制造商的建议调整和维护避雷器和稳定装置。
c. 焊接电缆:焊接电缆应尽可能短,放置在靠近地面或地面上。
d. 等电位连接:考虑周围区域内所有金属物体的连接。然而,如果连接焊接部件的金属物件接触这些金属元件和电极,则会增加操作者遭受电击的风
险。操作者应避免直接接触这些金属物件。
e. 焊接部件接地连接:当要焊接的部件为了电气安全或者由于设备尺寸与位置而没有接地时,这种情况下,例如船体或建筑物的金属结构,将部件
在某些非系统的情况下连接到地面可以减少排放。应注意避免接地部件,否则可能增加用户受伤或损坏其他电气设备的风险。如有必要,应直接将焊
接部件连接到地面,但在某些不允许直接连接的国家,应使用根据当地国家法规规定的合适电容器进行连接。
f. 保护与屏蔽:选择性保护和屏蔽周围区域的其他电缆和设备可以限制干扰问题。对于特殊操作应用,可以考虑保护整个区域。
切割电流源的传输与转换
焊接电源配有手柄,便于手提。注意不要低估其重量!不能通过手柄悬吊设备。
请勿使用电缆或焊枪移动焊接电源。必须垂直移动。
不要在人员与物体上方运行电源。
切勿同时抬起气瓶与电源。它们的运输标准不同。
设备安装
• 将焊接电源放在最大倾斜角度为10°的地板上。
• 保护焊接电源免受雨淋,避免阳光直射。
• 提供足够的焊接区域,保证焊接电源的通风与操控。
• 请勿在有导电金属粉尘的环境中使用。
• 该设备具有IP21防护等级,意味着:
- 防止设备接触Ø> 12.5mm的危险固体部件
- 可在水滴垂直滴下时发挥保护作用
电源线,延长线和焊接线必须完全展开,以防止其过热。
警告:焊枪或回程电缆的长度超过制造商规定的最大长度会增加电击的风险。
任何不正当或危险使用设备而造成的人身伤害及财产损失,制造商概不负责。
维护 / 建议
• 专业人员进行设备维护。建议设备每年维护一次。
• 开始维护设备前,请拔出电源插座并等待两分钟。设备内部的电压与电流强度高且危险。
• 定期卸载引擎盖,清除送风机上的灰尘。利用此机会,请专业人员使用绝缘工具检查电气连接。
• 定期检查电源线状态。电源线如若受损,为避免危险发生,必须由制造商,其售后服务部或有关专业人士更换。
• 将焊接电流源的开口打开使空气能自由进出。.
• 请勿使用此焊接电源解冻线路,为电池充电或启动发电机。
产品安装 - 运行
仅由制造商认可的专业人员才能对本设备进行安装。安装期间,确保断开主机电源。
产品描述
PROTIG 201 AC/DC与PROTIG 201L AC/DC均为逆变型焊机,用于直流(TIG DC)和交流(TIG AC)的涂层电极焊接 (MMA) 和非熔式电极焊接(TIG)。MMA焊
接工艺可焊接所有类型的电极:金红石、碱性、不锈钢和铸铁电极。
TIG焊工艺需要气体保护 (氩气)。PROTIG 201L AC/DC配备冷却装置。
建议使用原装配备的焊接电缆。
4
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

供电 - 启动
• PROTIG 201 AC/DC 配有16A CEE7/7型插头,必须连接到 单相电气系统 (50-60 Hz) 上,三线中包含一根中性接地线。本产品配备“柔性电压”
系统,由110V - 240V(50 - 60 Hz)之间的接地电气装置供电。在110V电压下频繁使用设备时,请将插座换成32A带断路器型插座,并确保可轻松触
及该插座。
• PROTIG 201L AC/DC 配有16A CEE7/7型插头,必须连接到230V (50-60 Hz) 单相电气系统 上,三线中包含一根中性接地线。
实际吸收电流(I1eff)在设备上显示,以获得最大操作条件。检查电源及其保护装置(保险丝和/或断路器)是否与使用所需的电流兼容。在某些国
家/地区,可能需更换插座,已达到最佳使用条件的状态。
• 若电源电压高于265V,设备进入保护状态。显示屏上显示 , 指示此故障。一旦进入保护状态,断开设备并将其重新连接到提供正确电压的插
座上。
• 风扇状态:MMA模式下,风扇持续工作。TIG模式下,风扇仅在焊接期间运行,然后在冷却后停止。
• 起弧与稳定装置适用于手动和机械引导操作。
发电机组连接
此设备符合以下条件时,设备才能与主机组一起运行 :
- 电压必须为交替电压,按规定设置,峰值电压低于700V,
- 频率必须在 50Hz 到60 Hz 之间。
必须严格检查这些条件,因为许多主机组会产生可能损坏设备的高压峰值。
延长电缆的使用
所有延长电线的长度和截面必须与设备电压适配。请使用符合国家法规的延长电缆。
输入电压
长度 - 延长部分
< 45 m < 100 m
230 V 2.5 mm²
110 V 2.5 mm² 4 mm²
气体连接
此设备配备气动接头。 使用设备自带的适配器。
配件与可选
手推车 手推车 焊枪 手动远程控制 踏板
201 201L 201 201L
045675 045682
039704 041257 038271 038202
激活VRD(VOLTAGE REDUCTION DEVICE:安全降压装置) 功能。
此装置可保护焊工。仅在电极与工件接触时 (低电阻),设备才提供焊接电流。电极被取下后,VRD功能会立即将电压降至非常低的值。
VRD功能默认关闭状态。可通过主机控制板上的ON/OFF键激活该功能。具体操作步骤如下:
1. 任何操作前,请先断开产品电源。
2. 卸下螺丝,然后卸下机壳。
3. 找到控制板上的开关 (下图n° 2红框处)
4. 将开关调至ON。红色LED灯随即熄灭。
5. VRD功能被激活。
6. 重新装上机壳,拧紧螺丝。
7. HMI界面上,指示VRD功能的LED灯亮起:
如需关闭此功能,将控制板上开关调至OFF即可。HMI界面上,指示VRD功能的LED灯熄灭
5
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

1
2
可将设备恢复至出厂设置。若设备处于待机状态,按下 键3秒。设备随即显示“3”,“2",“1”后开始重置。
当主机连接电源后,显示屏显示电源与HMI的软件版本号。
使用界面 (HMI)
待机/唤醒
电流上升键
提前送气键
Evanouisseur
Courant de
soudage
显示屏
冷电流键
A/V显示选择
创建 / 调用 / 删除任务
交流TIG
AC
延气键
AC / DC
子流程
脉冲频率键
扳机模式流程
设备重置
软件版本显示
6
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

功能 示意符号 MMA 直流TIG 交流TIG 备注
待机/唤醒 • • • 设备待机或唤醒键
子流程 • •
MMA工艺:可访问“脉冲MMA”模式
TIG DC:可访问脉冲模式或点焊模式。
AC/DC • • 可选择TIG “DC”, TIG “AC” 及 TIG “AC - Easy”
AC •
可在“频率(Frequency)”与“平衡(Balance)”之间调整参
数。
A/V显示选择 • •
焊接电流默认显示于显示屏上。按下该键可显示焊接期间及焊
接后的焊接电压。
任务 • • •
调用、创建及删除任务如需了解更多信息,请参阅“任务”
章节。
提前送气 • • 提前送气时间设置启动前清洁焊枪及气体保护的时间
电流上升 • • • 电流上升
脉冲频率 • 脉冲频率的设置 (仅用于TIG DC)
冷电流 • • 脉冲模式下冷电流设置
电流下降 • • 电流下降设置
延气 • •
延气时间设置电弧熄灭后气体保护的持续时间可保护零件与电
极免受氧化。
界面功能与按钮说明
• 开始/暂停键
该键用于使设备进入待机状态或唤醒设备。设备处于焊接状态时,无法激活待机模式。
• 焊接工艺选择键
此键可选择焊接工艺。持续按下/松开该键可在以下焊接工艺中进行选择:TIG HF / TIG LIFT / MMA。LED灯指示所选工艺。
注意 : 开机后默认所选的工艺为上次待机时或关机前所选工艺。
• 扳机模式选择键
此键可设置焊枪扳机的使用模式。持续按下/松开该键可在以下模式中进行选择:2T / 4T / 4T LOG。LED灯指示所选模式。
注意 : 开机后默认所选的扳机模式为上次待机时或关机前所选的模式。如需了解更多内容,请参阅“兼容焊枪与扳机”章节。
• 子工艺选择键
此键可选择“子工艺”。持续按下/松开该键可在以下子工艺中进行选择:脉冲 / 点焊 (仅在TIG焊模式下) / 脉冲MMA (仅在MMA模式下)。LED灯指示
所选工艺。
注意 : 脉冲模式仅在TIG DC下可用。
在4T & 4T Log 扳机配置与脉冲MMA焊接模式下无法访问点焊模式。
开机后默认所选的子工艺为上次待机时或关机前所选的子工艺。
• 直流或交流选择键
当TIG模式为激活状态时,此键可选择电流类型。持续按下/松开该键可在以下模式中进行选择:DC / AC / AC - Easy。LED灯指示所选工艺。
注意 : 开机后默认所选的工艺为上次待机时或关机前所选工艺。
7
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

• 主增量式编码器
默认情况下,增量式编码器可调节焊接电流。它也可调节其他参数值,然后通过相关键进行选择。参数设置完后,再次按下参数键,增量式编码器自
动返回设置焊接电流。当然,也可以按下其他键对相应参数进行设置。BP1-BP5键均可进行参数设置。若用户在2秒钟未在屏幕上进行任何操作,增量
式编码器会重新返回调节焊接电流。
• “提前送气”键
按下并松开”提前送气“键 (BP 1) ,然后通过操控主增量式编码器设置“提前送气”。顺时针旋转编码器,提前送气值增加,反之,数值减小。
设置完成后,可再次按下并松开提前送气键使编码器返回调节焊接电流;或等待2秒,编码器自动返回调节焊接电流。步长设置为0.1秒。最低值为0
秒,最高值为25秒。
• “延气”键
按下并松开”延气“键(BP 5),然后通过操控主增量式编码器设置“延气”。顺时针旋转编码器,延气值增加,反之,数值减小。设置完成后,可再
次按下并松开延气键使编码器返回调节焊接电流;或等待2秒,编码器自动返回调节焊接电流。步长设置为0.1秒。最低值为0秒,最高值为25秒。
• 电流上升设置键或"UpSlope"
按下并松开该键,然后通过操控主增量式编码器对电流上升进行设置。顺时针旋转编码器,电流值上升,反之,电流值下降。设置完成后,可再次按
下并该键使编码器返回调节焊接电流;或等待2秒,编码器自动返回调节焊接电流。步长设置为0.1秒。最低值为0秒,最高值为25秒。
• 调节电流下降的增量式编码器或 “Down Slop”
" Down-Slop "增量式编码器可设置电流下降值 (顺时针旋转,数值增大,反之则减小)。 七段码显示屏上显示数值,若在增量式编码器上执行操作,
则该值将保持显示2秒钟。
• 冷电流调节键
当选择“TIG HF”或“TIG LIFT”两个工艺中任一个时,冷电流调节键可调节冷电流值 (仅在4T Log扳机配置下使用)。焊接电流值可在20% - 99%间
调节。增量步长为1%。该电流值也可在“脉冲TIG DC”与“脉冲MMA”两个工艺中设置。
• “AC”键
Easy”模式下使用“AC”: 按下该键可设置钨棒直径。操作步骤如下:
- 按下“AC”键,
- 3秒内使用增量式编码器进行设置。顺时针旋转编码器电流直径增大,反之则减少。所选电极值在AC Easy模式下的HMI屏幕上可见。
- 设置完成后,若2秒后未进行任何操作,增量式编码器会重新返回调节焊接电流。
AC模式下“AC”键的使用: 按下按键可设置平衡(Balance ) 及频率(Frequency) 参数 (所选参数与之对应的LED灯随即亮起)。增量编码器作用于这
两个参数的值,必须在5秒钟内激活。5秒后,主机重新显示焊接电流。
• 交流TIG频率设置 (Frequency)
该焊接电流值设置区间为20Hz-200Hz。
• 交流TIG平衡设置 (Balance)
该平衡值设置区间为20%-60%。增量步长为1%。
注意:DC模式下,AC键未激活。
隐藏模式
隐藏模式可选择焊接工艺:TIG DC,TIG AC 及 MMA。得益于此模式,可为每个工艺设置额外参数。
当存储一个任务时,可保存隐藏模式下变更的参数值。
隐藏模式下的访问、导航与设置:
TIG DC 与 TIG AC:
按下 (A/V)键3秒可访问隐藏模式。
设备显示"CoU"。旋转主编码器,可访问 "ISA", "TSA", "ISO", "TSO" 和 "ESC"。
访问参数设置需再次按下A/V键。
• CoU:选择“ON”或“OFF”来激活或禁用冷却装置。通过主编码器选择“ON”或“OFF”,确认选择请按下A/V键。只能在"201 L AC/DC" 版本下有
效。
• ISA:设置启动电流。焊接电流的设定值由百分比表示。可在10%与200%之间进行调节。按下A/V键确定设置。
• TSA:设置启动电流持续时间。该时间可在0s与10s之间调节。按下A/V键确定设置。
• ISO:设置焊接结束电流。焊接电流的设定值由百分比表示。可在10%与100%之间进行调节。按下A/V键确定设置。
• TSO:设置焊接结束电流持续时间。该时间可在0s与10s之间调节。按下A/V键确定设置。
• ESC:按下A/V键退出隐藏模式。也可通过设置隐藏模式的参数,再等到三秒钟即可退出该模式。HMI显示屏重新回到焊接电流设置页。
MMA :
按下 (A/V)键3秒可访问隐藏模式。
设备显示“HST”。旋转主编码器,可访问 "AST" 和 "ESC"。
• HST:设置热启动时间。可在0.1s-2s之间调节。按下A/V键确定设置。
• AST:选择“ON”或“OFF”来激活或禁用防粘粘功能。按下A/V键确定设置。
• ESC:按下A/V键退出隐藏模式。也可通过设置隐藏模式的参数,再等到三秒钟即可退出该模式。HMI显示屏重新回到焊接电流设置页。
8
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

涂层电极焊接 (MMA模式)
连接与建议
• 将电极夹与接地钳连接至连接器,并确保遵守电极盒上标注的电极极性与焊接强度。
• 设备不使用时,取下电极夹上的电极。
• 这些设备配备3种特定的逆变功能:
- 热启动在焊接开始时提供过电流以避免黏连。
- 电弧力输送过电流以避免电极进入浴槽时发生粘连。
- 防粘粘功能可轻松取下电极。即便电极粘住,也不会变红。
脉冲MMA
此模式适用于垂直立焊操作 (PF)。脉冲可保持熔池温度低,同时促进金属的转换。无脉冲情况下,垂直立焊需呈三角形移动,移动难度高。得益于
MMA脉冲模式,不再需要进行此位移,只需根据工件厚度,径直上移即可。若需要扩大熔池面积,只需像平焊一样简单横向移动就可该工艺对为垂直
立焊提供了更大的可能。 脉冲频率可在0.4Hz-20Hz之间调节。
钨极惰性气体保护焊 (TIG模式)
连接与建议
• 直流TIG和交流TIG焊需要气体保护(氩气)。
• 将接地钳连接至(+) 正极接头。将焊枪电源线与(–) 负极接头,焊枪和气体控制器连接。
• 确保焊枪装配完整(锁定钳,轴环托,扩散器和喷嘴) 且未磨损。
• 根据直流TIG或交流TIG焊选择不同的电极。
电极磨削
为了达到最佳效果,建议按以下方式使用电极:
a = Ø 0.5 mm
L = 3 x d 弱电流。
强电流 L= d。
电极直径选择
Ø 电极直径
直流TIG 交流TIG
纯钨电极 含氧化物的钨电极 纯钨电极 含氧化物的钨电极
1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A
1.6 60 > 150 A 60 > 150 A 45 > 90 A 60 > 125 A
2 75 > 180 A 100 > 200 A 65 > 125 A 85 > 160 A
2.5 130 > 230 A 170 > 250 A 80 > 140 A 120 > 210 A
3.2 160 > 310 A 225 > 330 A 150 > 190 A 150 > 250 A
4 275 > 450 A 350 > 480 A 180 > 260 A 240 > 350 A
~ 每毫米Ø约80 A。 ~ 每毫米Ø约60 A。
起弧类型选择
高频TIG:不接触零件上钨电极的高频点火。
Lift TIG:接触点火(适用于对高频干扰的敏感环境)。
1. 将焊枪放置在工件上方的焊接位置(电极嘴与工件之间约2-3 mm的间隙)。
2. 按下焊枪按钮 (使用高频高压点火脉冲,无接触即可起弧)。
3. 焊接初始电流流动,根据焊接周期焊接持续进行。
1. 将焊枪喷嘴与电极嘴置于工件上,然后按下焊枪按钮。
2. 将焊枪倾斜放置,并保持电极嘴与工件间的间隙约2-3mm。开始起弧。
3. 重新将焊枪恢复至正常位置,以开始焊接周期。
9
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

TIG焊接工艺设置
• 直流TIG焊专用于对铁质金属,如钢、不锈钢,铜及其合金和钛的焊接。
• 交流TIG专用于对铝及其铝合金的焊接。
TIG直流焊
• 直流TIG焊 - 标准模式
此模式可在大多数金属材料上进行高质量焊接,如钢、不锈钢、铜及其合金,钛...电流与气体的管理为用户掌握完美的焊接操作提供最大可能性:
从起弧直到最终焊缝冷却。
• 直流TIG焊 - 脉冲模式
该脉冲电流焊接模式连接了高电流脉冲(I,焊接脉冲),然后是低电流脉冲(I_Cold,工件冷却脉冲)。此脉冲模式可在限制温度上升的同时组装
零件。特别推荐用于薄工件的组装。
例. :焊接电流 I 设置为100A, I Cold = 50%,即冷电流 = 50% x 100A = 50A. F(Hz) 设置为10 Hz,信号周期为1/10 Hz = 100 ms。每100ms,
一个脉冲为100A,另一个在50A将相互跟随。
频率选择:
• 若金属薄且未供电 (< 0.8 mm), F(Hz) > 10 Hz,
• 焊接位置,F(Hz) 5 < 100 Hz
按下并松开脉冲频率设置键,然后通过操控主增量式编码器对TIG DC频率进行设置。当增量编码器顺时针操作时,频率值增加,反之,频率值减小。
此频率区间为0.1 - 2K Hz。
例 : = 1 KHz.
设置完成后,可重新按下频率设置键(BP 3)或等待2秒后,屏幕自动返回主菜单。直流脉冲焊可在“TIG HF”,“TIG LIFT”焊接工艺及二冲程标准焊
接 (2T),四冲程标准焊接 (4T) 模式下访问。
交流TIG焊
• 交流TIG - 简易模式
该模式可通过对电极直径设置来快速使用焊接 (HMI显示屏上不同的LED灯指示所选数值)。在此模式下,“ Balance”和“ Frequency”参数的设置为
固定的。电极直径的选择对焊接电流值和酸洗值,如下所示:
电极直径 I
min
I
max
酸洗
1,6 mm 10 A 80 A 30 %
2,4 mm 45 A 120 A 37 %
3,2 mm 60 A 180 A 43 %
4,0 mm 75 A 200 A 50 %
此模式下,如下图所示电流值对应相对的频率值:
电流 (A) 频率 (Hz)
10 > 40 117
41 > 90 100
91 > 140 79
141 > 170 70
171 > 200 60
当将“AC-Easy”模式切换到“AC”模式时,会保留“AC-Easy”模式最后设置的焊接参数,然后以其为基础运用到“AC”模式中去。(例如. :焊接频
率与平衡)。
• 交流TIG焊 - 标准模式
此模式用于焊接铝及其合金(铝硅、铝镁、铝锰...)。交流电流(AC)具有用于焊接铝必不可少的酸洗阶段。
平衡:可在焊接时酸洗工件。20%-60%之间进行调节。
频率: 可调节电弧浓度。频率高,电弧越集中。频率低,电弧越宽。
高频 低频
10
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

电流 - 频率的特性: 交流电时,焊接电流值及其频率的变化如下图所示:
电流 交流电与频率的关系
Fréquence (Hz)
Courant (A)
0
50 150100 200
150
200
频率
最高100 Hz,可用200 A的焊接电流进行焊
接。在100 Hz至200 Hz之间,焊接电流的最大
值从200 A降至150A。
• 交流脉冲TIG焊
脉冲功能在交流TIG焊简易模式及交流TIG焊标准模式下可用。脉冲频率可在0.1Hz-10Hz之间调节。
直流与交流TIG点焊
该模式可预先组装工件。 冲孔时间可帮助重复形成非氧化点。默认情况下,当已选“点焊 (SPOT)”模式,可通过扳机开始和停止焊接。与此同
时,“F(Hz)”键及主编码器可帮助用户进行微调。此点焊模式的时间可从0.1秒开始至60秒,以0.1秒为增量进行设置。通过操控扳机开始焊接。若
需回到未定义的点焊时间,只需选择与默认值相对应的“0.0s”。
低频
当前使用的设置会自动保存,并在下次设备启动时调用。除当前参数外,还可保存与调用“任务”配置。“JOB”键可保存,调用或删除设置参数。
每个焊接工艺储存50个任务。
• 任务调用
- 焊接任务之外,无需任何特定初始条件即可调用任务,
- 短按“JOB”键 (时长不超过2秒),
- 屏幕上显示“OUT”字符,
- 使用增量编码器选择任务编号。显示屏上仅显示与现有任务有关的编号。若未储存任何任务,HMI显示屏显示“---”。
- 选择好任务编号后,请按下“JOB”键确认设置。显示屏上闪烁显示任务编号,表明任务已加载。编号继续闪烁直到另一个参数被修改或用户扣动焊
枪扳机,之后开始焊接周期。
• 任务删除
- 短按“JOB”键 (时长不超过2秒),
- 屏幕上显示“OUT”字符,
- 使用增量编码器选择任务编号。显示屏上仅显示与现有任务有关的编号。
- 连续按下“JOB”键3次。 所选任务被删除,主机重新显示焊接电流。
• 任务创建
- 调整所有所需焊接参数,
- 长按“JOB”键 (时长超过3秒),
- 屏幕上显示“IN”字符,
- 使用增量编码器选择任务编号。屏幕上只能选择尚未与之前任务关联的编号,
- 一旦选择了任务编号,请按“JOB”键进行确认并保存所选编号,
- 然后屏幕上继续显示显示任务编号,表明已执行备份操作。编号持续显示直到另一个按钮或焊枪扳机被激活。
注意:若所有编号均已分配给已保存的任务,则显示屏将显示“FULL(已满)”。
交流TIG焊任务调用 : 显示与交流(AC)功能有关的参数。当调用在交流(AC)配置中的任务,显示屏随之重复循环显示焊接电流 (A),平衡值(%) 与频
率值。直到扣动焊枪扳机,此重复循环显示才会停止,焊接周期随即开始。
焊枪兼容与扳机类型
L
DB
P
L
DB
P
L
DB
P
单按钮焊枪,该按钮称为“主按钮”。
双按钮焊枪,第一个按钮称为“主按钮”,第二个按钮称为“次按钮”。
11
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

二冲程标准焊接(2T)模式
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
Bouton secondaire
ou
>0.5s<0.5s<0.5s
T1:按下主按钮,焊接周期开始 (提前送气,I_Start,电流上升,焊接)。
T2: 松开主按钮,焊接周期停止 (气流下降, I_Stop,延气)。
仅在2T模式下,双按钮焊枪的次按钮作为主按钮使用。
四冲程标准焊接(4T)模式
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
Bouton secondaire
ou
>0.5s<0.5s<0.5s
T1:按下主按钮,焊接周期从提前送气开始,然后在I_Start阶段停止。
T2:松开主按钮,焊接周期继续在电流上升和焊接阶段。
T3: 按下主按钮,焊接周期进入电流下降阶段,然后在I_Stop阶段停止。
T4: 松开主按钮,焊接周期以延气阶段结束。
四冲程LOG焊接(4T LOG) 模式
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
Bouton secondaire
ou
>0.5s<0.5s<0.5s
T1:按下主按钮,焊接周期从提前送气开始,然后在I_Start阶段停
止。
T2:松开主按钮,焊接周期继续在电流上升和焊接阶段。
LOG:在焊接阶段使用此操作模式:
- 短按主按钮(<0.5秒),电流将I焊接电流切换到I_cold焊接电
流,反之亦然。
- 按住次按钮,将焊接电流切换至冷电流。
- 松开次按钮,将冷电流切换至焊接电流。
T3: 长按主按钮 (>0.5秒),焊接周期进入电流下降阶段,然后在
I_Stop阶段停止。
T4: 松开主按钮,焊接周期以延气阶段结束。
使用双按钮焊枪或带电位计的双按钮可能会很方便。次扳机在按下时可切换至冷电流。焊枪电位器启动时,可将焊接电流调整为显示值的50%-100%。
扳机控制连接器
DB torch
L torch
NC
P
torch
P
L
DB
L
torch
DB
torch
DB + P
torch
SRL18焊枪接线图 焊枪类型对应电气图
12
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

焊枪类型 焊丝名称 连接器PIN
2扳机+电位器的焊枪 2扳机焊枪
1扳机焊枪
普通/接地 2 (绿)
转换扳机 1 4 (白)
转换扳机 2 3 (棕)
主/电位器 2 (灰)
10V 1 (黄)
光标 5 (粉红)
远程控制
远程遥控在TIG和MMA工艺下运行。
Ref. 045699 外部视图 基于遥控器的电气图
连接:
1- 将远程遥控器连接至焊接电源的背面。
2- HMI界面检测到是否存在远程遥控装置,并可通过增量式编码器在“踏板”与“电位计”中进行选择。
连接
该产品配备适用于远程遥控的母插座。
七孔公插头 (可选 ref.045699)可连接不同类型的遥控器。请参见下图进行接线。
远程遥控类型 焊丝名称 连接器PIN
踏板
手动远程控制
10V A
光标 B
普通/接地 C
Switch D
功能:
• 手动远程遥控 (可选 ref. 045675)
手动遥控器可将电流从设定强度的50% 变为100%。此配置中,设备所有模式和功能均可访问与配置。
• 脚踏板 (可选,ref.045682)
脚踏板可将电流从最小电流变化到设定强度的100%。在TIG焊中,焊接电流源仅在2T模式下运行。另外,电流的上升和下降不再由设备控制(无效功
能)而是由用户通过踏板控制。
通风
主机内置受控通风系统。
内置冷却装置版本:PROTIG 201L AC/DC
冷却装置用来保护焊枪和用户:
• 冷却液防过热保护。
热液体与冷液体连接上分别标有红色环和蓝色环。设备背部,可使用计量表直观地确定储液罐的液位。
断开焊枪冷却液进出口软管连接前,请确保已关闭冷却装置。
冷却液有害,会刺激眼睛、粘膜及皮肤。热的液体会导致灼伤。
保修
保修范围涵盖自购买之日起2年内的任何缺陷或制造缺陷(零件和人工)。
以下情况,不在保修范围内 :
• 因运输造成的所有其他损坏。
• 零件正常磨损 (如 : 电缆,焊钳等) 。
• 操作不当导致的事故 (电源故障,电压降低, 机器拆卸) 。
• 与环境有关的故障 (空气污染, 生锈, 灰尘) 。
如发生故障,请将设备退还至经销商处,并附上以下材料:
- 购买凭证 (收据,发票….)
- 故障解释说明
13
PROTIG 201 AC/DC - 201L AC/DC
CN
Notice originale

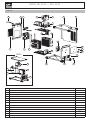
更换零件
22
20
19
18
17
16
15
1
2
12
5
4
7
9
13
11
8
10
14
21
6
26
24
27
25
23
201 L
3
1 风扇 51021
2 风扇架 51010
3 电源线 21464
4 线束 + 踏板连接器 71513
5 电磁阀 71542
6 主卡 97798C
7 电源电路 97155C
8 手柄 56048
9 微控制板 97797C
10 橡胶垫脚 56163
11 高频转换器 96130
12 副卡 97801C
13 主卡 97799C
14 HMI卡 97796C
PROTIG 201 AC/DC - 201L AC/DC

15 HMI界面 51978
16 电流下降设置键 Ø 21 mm 73019
17 电流设置键 Ø 28 mm 73016
18 气体连接口 55090
19 焊枪+线束接头 71873
20 母插座 51461
21 输出电感 63678
22 橡胶垫脚 56120
23 快速水接头 71695/71694
24 230 V “冷却装置”风扇 51023
25 水冷散热器 71751
26 泵 71772
27 储液罐 90281
电气图
21464
63662
63678
51461
96130
51461
71542
M
51021
71873
71513
97799C
97798C
97801C
97155C 97797C
5
4
7
2
97796C
51978
201 AC/DC :
15
PROTIG 201 AC/DC - 201L AC/DC

16
PROTIG 201 AC/DC - 201L AC/DC
21464
63662
63678
51461
96130
51461
71542
M
51021
71873
71513
97799C
97798C
97801C
97155C 97797C
5
4
7
2
97796C
51978
52099
M
71772
M
51023
201L AC/DC :

17
PROTIG 201 AC/DC - 201L AC/DC
技术规格
201 AC/DC
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Stromversorgung / Tensión de red eléctrica /
Напряжение питания / Voedingsspanning / Tensione di alimentazione
230 V +/- 15% 110 V +/- 15%
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie
sector / Frequenza settore
50 / 60 Hz 50 / 60 Hz
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Fusible disyuntor / Плавкий
предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore
13 A 20 A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
MMA TIG DC TIG AC MMA TIG DC TIG AC
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение
холостого хода / Nullastspanning / Tensione a vuoto
70 V 70 V
Tension crête du dispositif d’amorçage manuel (EN60974-3) / Manual striking system’s maximum voltage (EN60974-
3) / Spitzenspannung des manuellen Startgerätes (EN60974-3) / Tensión pico del dispositivo de cebado manual
(EN60974-3) / Пиковое напряжение механизма ручного поджига (EN60974-3) /
Piekspanning van het handmatige startsysteem (EN60974-3) / Tensione di picco del dispositivo di innesco manuale
(EN60974-3)
11 kV 11 kV
Courant de sortie nominal (I
2
) / Normal current output (I
2
) / nominaler Ausgangsstrom (I
2
) / Corriente de
salida nominal (I2) / Номинальный выходной ток (I2) / Nominale uitgangsstroom (I2)
/ Corrente di uscita nominale (I2)
10 A -
160 A
10 A -
160 A
10 A -
200 A
10 A -
110 A
10 A -
160 A
10 A -
160 A
Tension de sortie conventionnelle (U
2
) / Conventional voltage output (U
2
) / entsprechende Arbeitsspannung
(U
2
) / Tensión de salida convencional (U2) / Условное выходные напряжения (U2) /
Conventionele uitgangsspanning (U2) / Tensione di uscita convenzionale (U2)
20.4 V
- 26.4 V
10.4 V
- 16.4 V
10.4 V
- 18 V
20.4 V
- 24.4
V
10.4 V
- 16.4 V
10.4 V -
16.4 V
- Facteur de marche à 40°C (10 min)*
Norme EN60974-1.
- Duty cycle at 40°C (10 min)*
Standard EN60974-1.
- Einschaltdauer @ 40°C (10 min)*
EN60974-1 -Norm.
- Ciclo de trabajo a 40°C (10 min)*
Norma EN60974-1
- ПВ% при 40°C (10 мин)*
Норма EN60974-1.
- Inschakelduur bij 40°C (10 min)*
Norm EN60974-1.
Imax 25 % 25 % 13 % 32 % 25 % 20 %
60% 100 A 100 A 90 A 90 A 120 A 105 A
100% 95 A 95 A 80 A 85 A 100 A 90 A
Consommation à vide / No-load power consumption / Leerlaufleistung / Consumo en vacío / Consumo a vuoto /
Verbruik apparaat in stand-by
23 W 23 W
Rendement à Imax / Efficiency at Imax / Maximalleistung / Rendimiento a Imax / Rendimento a Imax / Rendement bij
Imax
90 % 90 %
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento /
Рабочая температура / Gebruikstemperatuur / Temperatura di funzionamento
-10 à +40 °C
Température de stockage / Storage temperature / Lagerungstemperatur / Temperatura de almacenaje /
Температура хранения / Bewaartemperatuur / Temperatura di stoccaggio
-20 à +55 °C
Degré de protection / Protection level / Schutzgrad / Grado de protección / Степень защиты /
Beschermingsklasse / Grado di protezione
IP21
Dimensions (Lxlxh) / Dimensions (Lxlxh) / Abmessung (LxBxH) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) /
Afmetingen (Lxlxh) / Dimensioni (Lxlxh)
24 x 41 x 36 cm
Poids / Weight / Gewicht / Peso / Вес / Gewicht / Peso 15 Kg
*根据EN 60974-1标准的占空比 (10mn - 40°C) 。
频繁使用机器时(> 占空比),热保护系统可能会开启,此情况下,电弧熄灭,指示灯 亮起。
保持设备通电以便其冷却,直到热保护取消。
电源描述了一种平降型输出特性。
技术规格
201L AC/DC
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Stromversorgung / Tensión de red eléctrica / Напряжение питания /
Voedingsspanning / Tensione di alimentazione
230 V +/- 15%
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore
50 / 60 Hz
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Fusible disyuntor / Плавкий предохранитель
прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore
13 A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
MMA TIG DC TIG AC
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nul-
lastspanning / Tensione a vuoto
70 V
Tension crête du dispositif d’amorçage manuel (EN60974-3) / Manual striking system’s maximum voltage (EN60974-3) / Spitzenspannung des
manuellen Startgerätes (EN60974-3) / Tensión pico del dispositivo de cebado manual (EN60974-3) / Пиковое напряжение
механизма ручного поджига (EN60974-3) / Piekspanning van het handmatige startsysteem (EN60974-3) / Tensione di picco
del dispositivo di innesco manuale (EN60974-3)
11 kV
Courant de sortie nominal (I
2
) / Normal current output (I
2
) / nominaler Ausgangsstrom (I
2
) / Corriente de salida nominal (I2) /
Номинальный выходной ток (I2) / Nominale uitgangsstroom (I2) / Corrente di uscita nominale (I2)
10 A -
160 A
10 A -
160 A
10 A -
200 A
Tension de sortie conventionnelle (U
2
) / Conventional voltage output (U
2
) / entsprechende Arbeitsspannung (U
2
) / Tensión de salida
convencional (U2) / Условное выходные напряжения (U2) / Conventionele uitgangsspanning (U2) / Tensione di
uscita convenzionale (U2)
20.4 V
- 26.4 V
10.4 V
- 16.4 V
10.4 V
- 18 V

18
PROTIG 201 AC/DC - 201L AC/DC
- Facteur de marche à 40°C (10 min)*
Norme EN60974-1.
- Duty cycle at 40°C (10 min)*
Standard EN60974-1.
- Einschaltdauer @ 40°C (10 min)*
EN60974-1 -Norm.
- Ciclo de trabajo a 40°C (10 min)*
Norma EN60974-1
- ПВ% при 40°C (10 мин)*
Норма EN60974-1.
- Inschakelduur bij 40°C (10 min)*
Norm EN60974-1.
Imax 25 % 25 % 13 %
60% 100 A 100 A 90 A
100% 95 A 95 A 80 A
Consommation à vide / No-load power consumption / Leerlaufleistung / Consumo en vacío / Consumo a vuoto / Verbruik apparaat in stand-by
23 W
Rendement à Imax / Efficiency at Imax / Maximalleistung / Rendimiento a Imax / Rendimento a Imax / Rendement bij Imax 90 %
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая
температура / Gebruikstemperatuur / Temperatura di funzionamento
-10 à +40 °C
Température de stockage / Storage temperature / Lagerungstemperatur / Temperatura de almacenaje / Температура хранения /
Bewaartemperatuur / Temperatura di stoccaggio
-20 à +55 °C
Degré de protection / Protection level / Schutzgrad / Grado de protección / Степень защиты / Beschermingsklasse / Grado di
protezione
IP21
Dimensions (Lxlxh) / Dimensions (Lxlxh) / Abmessung (LxBxH) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimen-
sioni (Lxlxh)
24 x 43 x 50 cm
Poids / Weight / Gewicht / Peso / Вес / Gewicht / Peso 20.5 Kg
*根据EN 60974-1标准的占空比 (10mn - 40°C) 。
频繁使用机器时(> 占空比),热保护系统可能会开启,此情况下,电弧熄灭,指示灯 亮起。
保持设备通电以便其冷却,直到热保护取消。
电源描述了一种平降型输出特性。
图标
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Lesen Sie die Betriebsanleitung.
- Cuidado, leer las instrucciones de utilización.
- Внимание ! Читайте инструкцию по использованию.
- Let op! Lees voorzichtig de gebruiksaanwijzing.
- Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée
dans de tels locaux.
- Suitable for welding in an environment with an increased risk of electric shock. Such a current source must not however be placed in the welding
room or in the surroundings.
- Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen
betrieben werden.
- Adecuado para la soldadura en un entorno que comprende riesgos de choque eléctrico. No obstante, la fuente de corriente no debe estar situada
dentro de estas zonas.
- Подходит для сварки в среде с повышенным риском удара током. В этом случае
источник тока не должен находиться в том же самом помещении.
- Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte
worden geplaatst.
- È consigliato per la saldatura in un ambiente con grandi rischi di scosse elettriche. La fonte di corrente non deve essere localizzata in tale
posto.
- Courant de soudage continu / Continuous welding current / Kontinuierlicher Schweißstrom / Corriente de soldadura continua / Непрерывный
сварочный ток / Continue lasstroom / Corrente di saldatura continua
- Courant de soudage alternatif / Alternating welding current / Wechselnder Schweißstrom / Corriente alterna de soldadura / Попеременный
сварочный ток / Wisselende lasstroom / Corrente alternata di saldatura
Courant de soudage continu et alternatif - Direct and alternating welding current - Gleich- und Wechselstrom - Corriente de soldadura continua y
alterna. - Постоянный и переменный сварочный ток. - Gelijkstroom en wisselstroom - Corrente di saldatura continua
e alternata
U0
- Tension assignée à vide - Open circuit voltage - Leerlaufspannung - Tensión asignada en vacío - Номинальное напряжение
холостого хода - Nullastspanning - Tensione nominale a vuoto
X(40°C)
- Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C).
- Duty cycle according to standard EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer: 10 min - 40°C, richlinienkonform EN60974-1
- Factor de funcionamiento según la norma EN60974-1 (10 minutos - 40 ° C).
- ПВ% согласно норме EN 60974-1 (10 минут – 40°C).
- Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C).
- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
I2
I2: courant de soudage conventionnel correspondant / I2: corresponding conventional welding current / I2: entsprechender Schweißstrom / I2 : Cor-
rientes correspondientes / I2: соответствующий номинальный сварочный ток. / I2 : overeenkomstige conventionele
lasstroom / I2: corrente di saldatura convenzionale corrispondente.
A Ampères - Amps - Ampere - Amperio - Ампер - Ampère - Amper
U2
U2: Tensions conventionnelles en charges correspondantes / U2: Conventional voltage in corresponding loads / U2 : Tensiones convencionales en carga /
U2: entsprechende Arbeitsspannung / U2: Номинальные напряжения при соответствующих нагрузках. / U2 :
conventionele spanning in corresponderende belasting / U2: Tensioni convenzionali in cariche corrispondenti.
V Volt - Volt - Volt - Voltios - Вольт - Volt - Volt
Hz Hertz - Hertz - Hertz - Hertz - Герц - Hertz - Hertz
U1
- Tension assignée d’alimentation - Rated power supply voltage - Netzspannung - Tensión de la red - Номинальное напряжение
питания. - Netspanning - Tensione nominale di alimentazione.
I1max
- Courant d’alimentation assigné maximal (valeur efficace).
- Maximum rated power supply current (effective value).
- Maximaler Versorgungsstrom (Effektiwert)
- Corriente maxima de alimentacion de la red
- Максимальный сетевой ток (эффективное значение).
- Maximale nominale voedingstroom (effectieve waarde)
- Corrente di alimentazione nominale massima (valore effettivo).
I1eff
- Courant d’alimentation effectif maximal - Maximum effective rated power supply current - Maximaler tatsächlicher Versorgungsstrom - Corriente de
alimentación efectiva maxima - Максимальный эффективный сетевой ток. - Maximale effectieve voedingstroom - Corrente
di alimentazione massima effettiva.

19
PROTIG 201 AC/DC - 201L AC/DC
- Matériel conforme aux directives européennes. La déclaration UE de conformité est disponible sur notre site.
- Device(s) compliant with European directives. The certificate of compliance is available on our website.
- Die Geräte entsprechen die europäischen Richtlinien. Die Konformitätserklärung finden Sie auf unsere Webseite.
- El aparato está conforme a las normas europeas. La declaración de conformidad está disponible en nuestra página Web.
- Aparato (s) conforme (s) a las directivas europeas. La declaración de conformidad está disponible en nuestra página Web.
- Het apparaat is in overeenstemming met met de Europese richtlijnen. De conformiteitsverklaring is te vinden op onze internetsite.
- Dispositivo(i) conforme(i) alle direttive europee. La dichiarazione di conformità è disponibile sul nostro sito internet.
IEC 60974-3
IEC 60974-2
Class A
- La source de courant de soudage est conforme aux normes EN60974-3/-2 et de classe A.
- This welding machine is compliant with standard EN60974-3/-2 of class A.
- Die Schweißstromquelle entspricht der Norm EN60974-3/-2, Klasse A-Gerät.
- El aparato es conforme a las normas EN60974-3/-2 y de clase A.
- Источник сварочного тока отвечает нормам EN60974-3/-2 и относится к классу A.
- De lasstroomvoorziening is conform aan de EN60974-3/-2 en klasse A norm.
- La fonte di corrente di saldatura è conforme alle norme EN60974-3/-2e di classe A.
IEC 60974-1
IEC 60974-10
Class A
- La source de courant de soudage est conforme aux normes IEC60974-1/-10 et de classe A.
- This welding machine is compliant with standard IEC60974-1/-10 of class A.
- Die Schweißstromquelle entspricht der Norm IEC60974-1/-10, Klasse A-Gerät.
- El aparato es conforme a las normas IEC60974-1/-10 y de clase A.
- Источник сварочного тока отвечает нормам IEC60974-1/-10 и относится к классу A.
- De lasstroomvoorziening is conform aan de IEC60974-1/-10 en klasse A norm.
- La fonte di corrente di saldatura è conforme alle norme IEC60974-1/-10e di classe A.
- Ce matériel fait l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw out in a domestic bin !
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll
entsorgt werden.
- Este material sujeto a la recogida por separado de acuerdo con la Directiva de la UE 2012/19 / UE. No tire en un cubo de basura doméstica!
- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не
выбрасывать в общий мусоросборник!
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !
- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non gettare nei rifiuti domestici !
- Produit dont le fabricant participe à la valorisation des emballages en cotisant à un système global de tri, collecte sélective et recyclage des
déchets d’emballages ménagers
- The product’s manufacturer contributes to the recycling of its packaging by contributing to a global recycling system.
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Elektroschrott).
- Producto sobre el cual el fabricante participa mediante una valorización de los embalajes cotizando a un sistema global de separación, recogida
selectiva y reciclado de los deshechos de embalajes domésticos.
- Аппарат, производитель которого участвует в глобальной программе переработки
упаковки, выборочной утилизации и переработке бытовых отходов.
- De fabrikant van dit product neemt deel aan het hergebruik en recyclen van de verpakking, door middel van een contributie aan een globaal sorteer
en recycle systeem van huishoudelijk verpakkingsafval.
- Prodotto con cui il fabbricante partecipa alla valorizzazione degli imballaggi in collaborazione con un sistema globale di smistamento, raccolta
differenziata e riciclaggio degli scarti d’imballaggio.
- Produit recyclable qui relève d’une consigne de tri
- This product should be recycled appropriately
- Produkt muss getrennt ensorgt werden. Werfen Sie das Gerät nicht in den Hausmüll.
- Producto reciclable que requiere una separación determinada.
- Этот аппарат подлежит утилизации
- Product recyclebaar, niet bij het huishoudelijk afval gooien
- Prodotto riciclabile che assume un ordine di smistamento
- Marque de conformité EAC (Communauté économique Eurasienne).
- EAC Conformity marking (Eurasian Economic Community).
- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)
- Marca de conformidad EAC (Comunidad económica euroasiática)
- Знак соответствия EAC (Евразийское экономическое сообщество).
- EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming
- Marchio di conformità EAC (Comunità economica Eurasiatica).
- CMIM : Certification Marocaine
- CMIM : Moroccan Certification
- CMIM : Marokkanische Zertifizierung
- CMIM : Certificación Marroquí
- CMIM : Марокканская сертификация
- CMIM : Marokkaanse certificering
- CMIM : Certificazione Marocchina
- Information sur la température (protection thermique).
- Temperature information (thermal protection).
- Information zur Temperatur (Thermoschutz)
- Información de la temperatura (protección térmica)
- Информация по температуре (термозащита).
- Informatie over de temperatuur (thermische beveiliging).
- Informazioni sulla temperatura (protezione termica).
- Entrée de liquide de refroidissement / Coolant inlet / Kühlmitteleintritt / Entrada de refrigerante / Вход охлаждающей
жидкости /
Koelmiddelinlaat / Ingresso del refrigerante
- Sortie de liquide de refroidissement / Coolant outlet / Kühlmittelaustritt / Salida de refrigerante / Выход охлаждающей
жидкости /
Koelvloeistofafvoer / Uscita del refrigerante
- Entrée de gaz / Gas inlet / Gaseinlass / Entrada de gas / газа на входе / Gasinlaat / Ingresso gas
- Sortie de gaz / Gas outlet / Gasausgang / Salida de gas / Выход газа / Gasuitlaat / Uscita gas
- Polarité / polarity / Polarität / polaridad / полярность / polariteit / polarità
- Commande à distance / Remote control / Die Fernbedienung / Mando a distancia / Дистанционный контроль / Afstandsbediening /
Telecomando
p
max
X MPa
- Pression maximale du système de refroidissement dépasse 0,5 MPa
- Maximum cooling system pressure exceeds 0.5 MPa
- Der maximale Druck im Kühlsystem übersteigt 0,5 MPa
- La presión máxima del sistema de enfriamiento excede los 0.5 MPa
- Максимальное давление в системе охлаждения превышает 0,5 МПа
- Maximale druk van het koelsysteem is hoger dan 0,5 MPa
- La pressione massima del sistema di raffreddamento supera 0,5 MPa

20
PROTIG 201 AC/DC - 201L AC/DC
- Source de courant de technologie onduleur / C.C et C.A
- Power source of inverter technology / DC and AC technology
- Wechselrichter / Stromquelle in DC- und AC-Technik
- Inversor / Fuente de energía de tecnología de CC y CA
- Инвертор / DC и переменного тока технологии источника питания
- Omvormer / DC- en AC-technologie stroombron
- Fonte di alimentazione con tecnologia Inverter / DC e AC
- Soudage à l’électrode enrobée (MMA – Manual Metal Arc)
- MMA welding (Manual Metal Arc)
- Schweißen mit umhüllter Elektrode (E-Handschweißen)
- Soldadura con electrodos refractarios (TIG – Tungsten Inert Gas)
- Сварка электродом с обмазкой (MMA – Manual Metal Arc)
- Booglassen met beklede elektrode (MMA – Manual Metal Arc)
- Saldatura ad elettrodo rivestito (MMA – Manual Metal Arc)
- Soudage TIG (Tungsten Inert Gaz)
- TIG welding (Tungsten Inert Gaz)
- TIG- (WIG-)Schweißen (Tungsten (Wolfram) Inert Gas)
- Soldadura TIG (Tungsten Inert Gaz)
- Сварка TIG (Tungsten Inert Gaz)
- TIG lassen (Tungsten Inert Gaz)
- Saldatura TIG (Tungsten Inert Gaz)
- Le dispositif de déconnexion de sécurité est constitué par la prise secteur en coordination avec l’installation électrique domestique. L’utilisateur
doit s’assurer de l’accessibilité de la prise.
- The mains disconnection mean is the mains plug in combination with the house installation. Accessibility of the plug must be guaranteed by user.
- Die Stromunterbrechung erfolgt durch Trennen des Netzsteckers vom häuslichen Stromnetz. Der Gerätanwender sollte den freien Zugang zum Netzstecker
immer gewährleisten
- El dispositivo de desconección de seguridad se constituye de la toma de la red electrica en coordinación con la instalación eléctrica doméstica. El
usuario debe asegurarse de la accesibilidad del enchufe.
- Система отключения безопасности включается через сетевую штепсельную розетку
соответствующую домашней электрической установке. Пользователь должен убедиться,
что розетка доступна
- De veiligheidsontkoppeling van het apparaat bestaat uit de stekker en de elektrische installatie. De gebruiker moet zich ervan verzekeren dat het
stopcontact goed toegankelijk is.
- Il dispositivo di scollegamento di sicurezza è costituito dalla presa elettrica in coordinazione con l’installazione elettrica domestica. L’utente
deve assicurarsi dell’accessibilità della presa.
Refroidissement / Cooling / Kühlung / Refrigeración / Охлаждение / Koeling / Raffreddamento
P 1L/min
- Puissance de refroidissement pour 1Litre par minute / Cooling capacity for 1 liter per minute / Kühlleistung für 1 Liter pro Minute / Capacidad
de refrigeración de 1 litro por minuto / Охлаждающая способность 1 литр в минуту / Koelcapaciteit voor 1 liter per
minuut / Capacità di raffreddamento per 1 litro al minuto
Pmax
- Pression maximale en sortie / Maximum outlet pressure / Maximaler Ausgangsdruck / Presión máxima de salida / Максимальное
давление на выходе / Maximale uitlaatdruk / Pressione massima in uscita
MPa - Mégapascal / Megapascal / Megapascal / Megapascal / Мегапаскаль / Megapascal / Megapascal
IEC 60974-2
- Le groupe de refroidissement est conforme à la norme EN60974-2.
- The cooling unit complies with the EN60974-2 standard.
- Das Kühlaggregat entspricht der Norm EN60974-2.
- La unidad de refrigeración cumple con la norma EN60974-2.
- Охлаждающее устройство соответствует стандарту EN60974-2.
- De koelunit voldoet aan de EN60974-2 norm.
- L'unità di raffreddamento è conforme alla norma EN60974-2.
GYS SAS
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















GYS PROTIG 201 AC/DC Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
- Ce manuel convient également à