Tweco Robotics QCT-1 Conductor Tube Alignment Fixture Guide d'installation
- Catégorie
- Robotique
- Taper
- Guide d'installation

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
Revision No: A
CONDUCTOR TUBE
ALIGNMENT
FIXTURE
Installation and Operation
Guide
English
Français
Español
QCT-1
Issue Date: November 11, 2008 Manual No: SM-QCT-1

Congratulations on your new Tweco
®
Robotics product. We are proud
to have you as our customer and will strive to provide you with the
best service and reliability in the industry. This product is backed by
our extensive warranty and world-wide service network. To locate your
nearest distributor or service agency, please contact a representative at
the address and phone number in your area listed on the inside back
cover of this manual, or visit us on the web at www.tweco.com.
This Operating Manual has been designed to instruct you on the correct
use and operation of your Tweco
®
Robotics product. Your satisfaction
with this product and its safe operation is our ultimate concern.
Therefore, please take the time to read the entire manual, especially the
Safety Precautions. They will help you to avoid potential hazards that
may exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Tweco
®
Robotics is a Global Brand of Arc Welding Products for
Thermadyne Industries Inc. We manufacture and supply to major
welding industry sectors worldwide including; Manufacturing,
Construction, Mining, Automotive, Aerospace, Engineering, Rural and
DIY/Hobbyist.
We distinguish ourselves from our competition through market-leading,
dependable products that have stood the test of time. We pride ourselves
on technical innovation, competitive prices, excellent delivery, superior
customer service and technical support, together with excellence in
sales and marketing expertise.
Above all, we are committed to develop technologically advanced
products to achieve a safer working environment within the welding
industry.
WE APPRECIATE YOUR BUSINESS!

!
!
WARNING
READ AND UNDERSTAND THIS ENTIRE MANUAL AND YOUR EMPLOYER’S SAFETY PRACTICES BEFORE INSTALLING,
OPERATING, OR SERVICING THE EQUIPMENT.
WHILE THE INFORMATION CONTAINED IN THIS MANUAL REPRESENTS THE MANUFACTURER’S BEST JUDGMENT, THE
MANUFACTURER ASSUMES NO LIABILITY FOR ITS USE.
Conductor Tube Alignment Fixture
Installation and Operation Guide
Instruction Manual Number SM-QCT-1
Published by:
Tweco
®
Products Inc.
2800 Airport Road
Denton, TX 76208
(940) 566-2000
www.tweco.com
Copyright © 2008 by
Thermadyne Industries Inc.
® All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any loss or damage caused by any
error or omission in this Manual, whether such error results from negligence, accident, or any other cause.
Publication Date: November 11, 2008
Record the following information for Warranty purposes:
Where Purchased: ________________________
Purchase Date: ________________________
Equipment Serial #: ________________________
i

CONDUCTOR TUBE ALIGNMENT FIXTURE
QCT-1
ii
Table of Contents
SECTION 1:SAFETY INSTRUCTIONS AND WARNINGS ........................................... 1-1
1.01 Welding Hazards .......................................................................................1-1
1.02 Principal Safety Standards ........................................................................1-3
1.03 Safety and Health ......................................................................................1-3
SECTION 2:INTRODUCTION AND DESCRIPTION .................................................. 2-4
2.01 How to Use this Manual ............................................................................2-4
2.02 Receipt of Equipment ................................................................................2-4
2.03 Introduction ..............................................................................................2-4
SECTION 3:INSTALLATION AND OPERATION ...................................................... 3-6
SECTION 4:REPLACEMENT PARTS ................................................................4-10
STATEMENT OF WARRANTY ........................................................................
5-11

CONDUCTOR TUBE ALIGNMENT FIXTURE
1-1
QCT-1
SAFETY INSTRUCTIONS AND WARNINGS
SECTION 1:
SAFETY INSTRUCTIONS AND WARNINGS
!
!
WARNING
SERIOUS INJURY OR DEATH MAY RESULT IF WELDING AND CUTTING EQUIPMENT IS NOT PROPERLY INSTALLED,
USED AND MAINTAINED. MISUSE OF THIS EQUIPMENT AND OTHER UNSAFE PRACTICES CAN BE HAZARDOUS. THE
OPERATOR, SUPERVISOR AND HELPER MUST READ AND UNDERSTAND THE FOLLOWING SAFETY WARNINGS AND
INSTRUCTIONS BEFORE INSTALLING OR USING ANY WELDING OR CUTTING EQUIPMENT.
THE WELDING AND CUTTING PROCESS IS USED IN MANY POTENTIALLY DANGEROUS ENVIRONMENTS SUCH
AS ELEVATED HEIGHTS, AREAS OF LIMITED VENTILATION, CLOSE QUARTERS, AROUND WATER, IN HOSTILE
ENVIRONMENTS, ETC., AND IT IS IMPORTANT THAT THE OPERATOR(S) ARE AWARE OF THE DANGERS ASSOCIATED
WITH WORKING IN THESE TYPES OF CONDITIONS. BE CERTAIN THAT THE OPERATOR(S) ARE TRAINED IN
SAFE PRACTICES FOR ENVIRONMENTS IN WHICH THEY ARE EXPECTED TO WORK AND UNDER COMPETENT
SUPERVISION.
IT IS ESSENTIAL THAT THE OPERATOR, SUPERVISOR AND ALL OTHER PERSONNEL IN THE WORK AREA ARE AWARE
OF THE DANGERS OF THE WELDING OR CUTTING PROCESS. TRAINING AND PROPER SUPERVISION ARE IMPORTANT
FOR A SAFE WORK PLACE. KEEP THESE INSTRUCTIONS FOR FUTURE USE. ADDITIONAL RECOMMENDED SAFETY
AND OPERATING INFORMATION IS REFERENCED IN EACH SECTION.
5. All ground connections must be checked periodically
to determine that they are mechanically strong and
electrically adequate for the required current.
6. When engaged in alternating current, welding, or
cutting under wet conditions or warm surroundings
where perspiration is a factor, the use of reliable
automatic controls for reducing the no-load voltage
is recommended to reduce shock hazard.
7. When the welding or cutting process requires values of
open circuit voltages in alternating current machines
higher than 80 volts, and direct current machines
higher than 100 volts, means must be provided to
prevent the operator from making accidental contact
with the high voltage by adequate insulation or other
means.
8. When welding is to be suspended for any substantial
length of time, such as during lunch or overnight,
all electrodes should be removed from the electrode
holder and the electrode holder carefully located so
that accidental contact cannot occur.
9. The holder must be disconnected from the power
source when not in use.
10.
Never immerse Mig-Guns, electrode holders, tig
torches, plasma torches, or electrodes in water.
WARNING
SMOKE, FUMES AND GASES CAN BE DANGEROUS TO
YOUR HEALTH.
1.01 Welding Hazards
WARNING
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH.
INSTALL AND MAINTAIN EQUIPMENT IN ACCORDANCE
WITH THE NATIONAL ELECTRICAL CODE (NFPA 70)
AND LOCAL CODES. DO NOT SERVICE OR REPAIR
EQUIPMENT WITH POWER ON. DO NOT OPERATE
EQUIPMENT WITH PROTECTIVE INSULATORS
OR COVERS REMOVED. SERVICE OR REPAIR TO
EQUIPMENT MUST BE DONE BY A QUALIFIED REPAIR
TECHNICIAN, OR TRAINED PERSONNEL ONLY.
1. Do not touch live electrical parts.
2.
Do not touch an electrode with bare skin and electrical
ground at the same time.
3. Always keep welding gloves dry and in good
condition.
NOTE
Aluminized protective clothing can become
part of the electrical path.
4. Keep oxygen cylinders, chains, wire ropes, cranes,
hoists, and elevators away from any part of the
electrical path.

CONDUCTOR TUBE ALIGNMENT FIXTURE
1-2
QCT-1
SAFETY INSTRUCTIONS AND WARNINGS
21. Flammable hair preparations should not be used when
welding or cutting. Wear ear plugs to protect ears from
sparks.
22. Where the work area permits, the operator should be
enclosed in an individual booth painted with a finish of
low reflectivity such as zinc oxide. This is an important
factor for absorbing ultraviolet radiations, and lamp black.
The operator should be enclosed with non-combustible
screens similarly painted.
WARNING
WELDING SPARKS CAN CAUSE FIRES AND
EXPLOSIONS.
23. Causes of fire and explosion are: combustibles reached by
the arc, flame, flying sparks, hot slag, or heated material.
Remove combustibles from the work area and/or provide
a fire watch.
24
. Avoid oily or greasy clothing as sparks may ignite them. Have
a fire extinguisher nearby, and know how to use it.
25.
Be alert to the danger of conduction or radiation. For
example, if welding or cutting is to be done on a metal
wall, partition, ceiling, or roof, precautions must be taken
to prevent ignition of combustibles on the other side.
26. Do not w
eld or cut containers that have held combustibles.
All hollow spaces, cavities and containers should be vented
prior to welding or cutting to permit the escape of air or
gases. Purging with inert gas is recommended.
27.
Never use oxygen in a welding torch. Use only inert
gases or inert gas mixes as required by the process. Use
of combustible compressed gases can cause explosions
resulting in personal injury or death. Arcing against any
compressed gas cylinder can cause cylinder damage or
explosion.
WARNING
NOISE CAN DAMAGE HEARING.
28. Noise from the air carbon-arc process can damage
your hearing. Wear protective hearing devices to ensure
protection when noise levels exceed OSHA standards.
Adequate hearing protection devices must be worn by
operators and surrounding personnel to ensure personal
protection against noise.
11. Keep smoke, fumes, and gases from the breathing area.
12. Fumes from the welding or cutting process are of various
types and strengths, depending on the kind of base metal
being worked on. To ensure your safety, do not breathe
these fumes.
13. Ventilation must be adequate to remove smoke, fumes,
and gases during the operation to protect operators and
other personnel in the area.
14. Vapors of chlorinated solvents can form the toxic gas
“Phosgene” when exposed to ultraviolet radiation from
an electric arc. All solvents, degreasers, and potential
sources of these vapors must be removed from the work
area.
15. Fumes produced by welding or cutting, particularly in
confined places, can cause discomfort and physical harm
if inhaled over an extended period of time.
16. Provide adequate ventilation in the welding or cutting area.
Use air-supplied respirators if ventilation is not adequate to
remove all fumes and gases. Never ventilate with oxygen.
Oxygen supports and vigorously accelerates fire.
WARNING
ARC RAYS, HOT SLAG AND SPARKS CAN INJURE
EYES AND BURN SKIN .
17. The welding and cutting processes produces extreme
localized heat and strong ultraviolet rays.
18. Never attempt to weld or cut without a welding helmet
with the proper lens. Ensure that the lens complies with
federal guidelines. A number 12 to 14 shade filter lens
provides the best protection against arc radiation. When
in a confined area, prevent the reflected arc rays from
entering around the helmet.
19. Ensure all personnel in the work area are protected from
arc rays and sparks. Approved shielding curtains and
appropriate goggles should be used to provide protection
to staff in the surrounding area and operators of nearby
equipment.
20. Unprotected skin should also be covered from arc rays,
heat and molten metal. Always wear protective gloves and
clothing that does not allow skin to become exposed. All
pockets should be closed and cuffs sewn shut. Leather
aprons, sleeves, leggings, etc., should be worn for out-of-
position welding and cutting or for heavy operations using
large electrodes. High top work shoes provide adequate
protection from foot burns. For added protection use
leather spats.

CONDUCTOR TUBE ALIGNMENT FIXTURE
1-3
QCT-1
SAFETY INSTRUCTIONS AND WARNINGS
1.02 Principal Safety Standards
1.03 Safety and Health
NOTE
Be sure to read and fully comprehend the safety
instuctions and warnings contained within
section 1 of this manual before performing
any welding or cutting operations.
!
!
WARNING
SERIOUS INJURY OR DEATH MAY RESULT IF
WELDING AND CUTTING EQUIPMENT IS NOT
PROPERLY INSTALLED, USED AND MAINTAINED.
MISUSE OF THIS EQUIPMENT, OR OTHER UNSAFE
PRACTICES, CAN BE HAZARDOUS.
• Electric shock can cause injury or death.
• Smoke, fumes, and gases can be dangerous to your
health.
• Arc rays, hot slag, and sparks can injure or burn
unprotected eyes and skin.
• Welding sparks can cause fires and explosions.
• Excessive noise can damage your hearing.
SAFETY AND OPERATING REFERENCES
1. Code of Federal Regulations. (OSHA)
Section 29 Part 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 and 1000.
U.S. Government Printing Office, Washington, DC. 20402.
2. ANSl Z49.1 "Safety In Welding and Cutting."
3. ANSI Z87.1 "Practice for Occupational and Educational Eye and Face Protection."
4. ANSl Z88.2 "Standard Practice for Respiratory Protection."
American National Standards Institute, 1430 Broadway, New York, NY. 10018.
5. AWS F4.1 "Recommended Safe Practices for Welding and Cutting Containers."
6. AWS C5.3 "Recommended Practices for Air Carbon-Arc Gouging and Cutting."
The American Welding Society, 550 NW Lejeune RD., P.O.Box 351040, Miami FL. 33135
7. NFPA 51B “Fire Prevention in Cutting and Welding Processes.”
8. NFPA-7 “National Electrical Code.”
National Fire Protection Association, Battery Park, Quincy, MA. 02269.
9. CSA W117.2, "Safety in Welding, Cutting and Allied Processes."
Canadian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.

CONDUCTOR TUBE ALIGNMENT FIXTURE
2-4
QCT-1
INTRODUCTION AND DESCRIPTION
2.03 Introduction
The Tweco
®
Robotics QCT-1 Quick Conductor Tube
Alignment Fixture, was engineered to enable the manual
adjustment of the tool center point (“TCP”) before and/or
after a collision. It provides you with the ability to set the
TCP on eight conductor tube bend angles and a variety
of tube lengths.
It is recommended that any new and/or used conductor
tubes first be aligned with the QCT-1 alignment fixture before
creating the robot’s weld program and parameters.
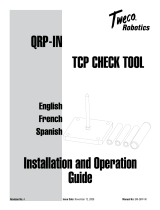
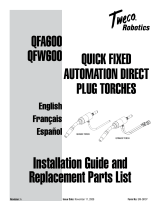
The QCT-1 alignment fixture comes standard with the
items shown in Figure 1. Before starting the installation,
please read and understand the installation and operation
procedures outlined in this manual.
2.01 How to Use this Manual
To ensure safe operation, read the entire manual, including
the chapters on safety instructions and warnings.
Throughout this manual, the words WARNING, CAUTION,
and NOTE may appear. Pay particular attention to the
information provided under these headings. These special
annotations are easily recognized as follows:
WARNING
A WARNING GIVES INFORMATION REGARDING
POSSIBLE PERSONAL INJURY.
CAUTION
A CAUTION refers to possible equipment
damage.
NOTE
A NOTE offers helpful information concerning
certain operating procedures.
2.02 Receipt of Equipment
When you receive the equipment, check it against the
invoice to make sure it is complete and inspect the
equipment for possible damage due to shipping. If there is
any damage, notify the carrier immediately to file a claim.
Furnish complete information concerning damage claims
or shipping errors to the location in your area listed in the
inside back cover of this manual. Include a full description
of the parts in error.
If you want additional or replacement copies of this CD,
please contact Tweco
®
Robotics at the address and phone
number in your area listed on the inside back cover of this
manual. Include the Manual number (from page i) and
CD part number: CDROBOTICS.
!
!
SECTION 2:
INTRODUCTION AND DESCRIPTION

CONDUCTOR TUBE ALIGNMENT FIXTURE
3-5
QCT-1
INTRODUCTION AND DESCRIPTION
Item
No.
Description Qty.
1 Front Alignment Block Assembly 1
2 Rear Alignment block Assembly 1
3 Clamp Block Assembly 1
4 Adjustment Bar Assembly 1
5 Nozzle Spacer for QTRW66 Series Conductor Tubes 1
6 Nozzle Spacer for QTRW64 Series Conductor Tubes 1
7 Head Spacer for QTRW64 Nozzle Spacer 1
8 Head Spacer for QTR66 Series Conductor Tubes 1
9 Allen Wrench Kit 1
10 Alignment Pin for QTR66 Series Conductor Tubes 1
11 Alignment Pin for QTR66-45 Conductor Tube 1
12 Alignment Pin for QTRW64 Conductor Tubes 1
13 Alignment Pin for QTRW64-45 Conductor Tube 1
14 Alignment Pin for QTRW66 Conductor Tubes 1
15 Alignment Pin for QTRW66-45 Conductor Tube 1
16 Alignment Pin for QTRW63 Conductor Tubes 1
17 Fixture Base Plate 1
4
5
6
7
8
2
3
1
17
9
10
11
12
13
14
15
16
Figure 1: QCT-1 Conductor Tube Alignment Fixture

CONDUCTOR TUBE ALIGNMENT FIXTURE
3-6
QCT-1
SECTION 3:
INSTALLATION AND OPERATION
1. Remove the QCT-1 alignment fixture from the
wooden shipping crate. Check to ensure all items
shown in Figure 1 are located and identified. If any of
the component parts are missing, please notify the
local Tweco Welding Distributor or Tweco Products
Customer Service Department at 1-800-426-1888.
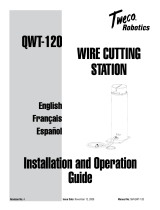
2. Mount the alignment fixture to a solid worktable within
close proximity of the robot cell. The fixture base has
two 1/2” (12,70mm) holes, counter bored to accept
a 1/2” socket head cap screws (not supplied). Refer
to Figure 2.
MOUNTING
HOLES FOR 1/2”
SOCKET HEAD
CAP SCREW
Figure 2: Fixture Mounting
The rear alignment block assembly is positioned
and set in the “STANDARD” location on the fixture.
This location will allow any of the standard QTR and
QTRW series conductor tubes to be adjusted without
relocating the rear alignment block assembly. Refer
to Figure 3.
REAR ALIGNMENT BLOCK
ASSEMBLY
MARKED “STANDARD”
FOR POSITIONING
Figure 3: Rear Alignment Block Assembly in Standard
Position
NOTE
If the conductor tube assembly is not a
“STANDARD”, relocate the rear alignment
block assembly by following the steps listed
below.
A. Remove the four 5/16”-18 socket head cap screws
on the alignment block assembly. Refer to Figure 4.
5/16-18” MOUNTING
SCREWS
REAR ALIGNMENT
BLOCK ASSEMBLY
Figure 4: Rear Alignment Block Assembly and Mounting
Screws
B. The fixture plate allows the rear alignment block
assembly to be moved in 1.525” (38,74mm)
increments. Refer to Figure 5.
BUSHINGS
Figure 5: Bushing Location for Rear Alignment Lock
Assembly
NOTE
There are two bullet nose dowel pins pressed
into position on the under side of the rear
alignment block assembly. The dowel pins
must be aligned with the drill bushings that
are in the fixture plate.
C. Position the rear alignment block assembly to
meet your specific requirements.
D. Re-insert and tighten the 5/16”-18 socket
head cap screws into the rear alignment block
assembly.
3. Remove the gas nozzle, diffuser and contact tip from
the conductor tube assembly.
4. Select the correct alignment pin for the specific
conductor tube assembly being adjusted. Thread and
wrench tighten this alignment pin on the conductor
tube assembly. Refer to Figure 6 and Table 1.
INSTALLATION AND OPERATION

CONDUCTOR TUBE ALIGNMENT FIXTURE
3-7
QCT-1
Figure 6: Alignment Pins
INSTALLATION AND OPERATION
Alignment Pin
Part No.
Alignment
Pin Stock
No.
Conductor Tube
Assembly
QCT-QTR 3500-1363 QTR66-18, QTR66-
180, QTR66-180L,
QTR66-22, QTR66-22L,
QTR66-45L, QTR66-60
QCT-QTRL 3500-1364 QTR66-45
QCT-QTRW63 3500-1365 QTRW63 Series (All)
QCT-QTRW64 3500-1366 QTRW64-18, QTRW64-
180, QTR64-180-L,
QTRW64-22, QTRW64-
22L, QTRW64-45L,
QTRW64-60
QCT-
QTRW64L
3500-1367 QTRW64-45
QCT-QTRW66 3500-1368 QTRW66-18, QTRW66-
180, QTRW66-180L,
QTRW66-22, QTRW66-
22L, QTRW66-45L,
QTRW66-60
QCT-
QTRW66L
3500-1369 QTRW66-45
5. Select the correct nozzle spacer for the specific
conductor tube assembly being adjusted. Refer to
Figure 7 and Table 2.
Nozzle Spacer
Part No.
Nozzle
Spacer
Stock No.
Conductor Tube
Assembly
QCT-24 3500-1360 QTRW64 Series
QCT-26 3500-1361 QTRW66 Series
QCT-24-A
1.000” O.D.
25.4MM
QCT-26-A
1.063” O.D.
27MM
Figure 7: Nozzle Spacers
Table 2: Nozzle Spacer/Conductor Tube Assembly
Table 1: Alignment Pin/Conductor Tube Assembly
6. Select the correct head spacer for the nozzle spacer
and conductor tube assembly being adjusted. The head
spacer will need to be inserted into the adjustment bar
assembly. Secure the head spacer with the set screw
on the adjustment assembly. Refer to Figure 8 and
Table 3.
QCT-8S-1A
1.020” I.D.
25,91MM
QTC-8S-2A
.790” I.D.
20,07MM
Figure 8: Head Spacer
Head Spacer
Part No.
Head
Spacer
Stock No.
Conductor Tube
Assembly
QCT-8S-1 3500-1355 QTRW64
QCT-8S-2 3500-1356
QTR66 AND QTRW63
Series
Table 3: Head Spacer/conductor Tube Assembly
NOTE
No head spacer is required for QTRW66 Series
conductor tube assembly.
7. Remove the two 1/2” hex nuts from the block clamp
assembly. Refer to Figure 9.
CLAMP BLOCK
HEX NUTS
Figure 9: Tube Clamp in Position With 1/2” Hex Nuts
8. Remove the block clamp assembly and insert the
conductor tube assembly into the rear alignment
block assembly. The two stainless steel locating pins
protruding from the rear alignment block will align
the conductor tube on the alignment fixture. Refer to
Figure 10.

CONDUCTOR TUBE ALIGNMENT FIXTURE
3-8
QCT-1
INSTALLATION AND OPERATION
REAR ALIGNMENT
BLOCK ASSEMBLY
CONDUCTOR TUBE
ASSEMBLY
STAINLESS STEEL PINS
Figure 10: Conductor Tube/rear Alignment Block
Assembly
9. Insert the factory supplied 5/32” allen wrench into the
conductor tube locking screw on the rear alignment
block assembly. Rotate the screw clockwise until the
conductor tube is held in place. Refer to Figure 11.
CONDUCTOR TUBE
LOCKING SCREW
Figure 11: Conductor Tube Locking Screw on Rear
Alignment Block Assembly
10. Remove the two 5/16”-18 socket head cap screws
from the front alignment block assembly.
11. Locate the assembly according to the conductor tube
assembly degree of bend. (eg., if the conductor tube
bend equals 22.5°, set the front alignment assembly in
the 22.5° location on the fixture). Refer to Figure 12.
ALIGNMENT
LOCATIONS
Figure 12: Outline of Front Alignment Block Locations
NOTE
The front alignment block can be positioned
in the following positions on the alignment
fixture:
180° - 18° - 22.5° - 22.5°L - 45° - 45°L
- 60°
NOTE
There are two bullet nose dowel pins pressed
into position on the under side of the front
alignment block assembly. The dowel pins
must be aligned with the drill bushings that
are in the fixture plate.
12. Secure the front alignment block into position with the
5/16”-18 socket head cap screws removed in Step 10.
13. While holding the alignment sleeve assembly on the
front alignment block, slide the alignment sleeve pin
forward until it contacts the brass alignment pin on the
conductor tube.
14. Verify that the machined point on the alignment sleeve
pin is centered to the small hole in the brass alignment
pin. If the alignment sleeve pin is centered properly, the
alignment sleeve will slide over the brass alignment pin.
This indicates that no adjustments would be required on
the conductor tube assembly. Refer to Figure 13.
Figure 13: Alignment Sleeve Pin and Brass Alignment Pin
BRASS
ALIGNMENT
PIN
ALIGNMENT
SLEEVE PIN
15. Remove the front alignment block assembly from the
fixture plate by removing the two 5/16”-18 socket
head cap screws.
16. Remove the conductor tube assembly from the rear
alignment block assembly by rotating the conductor
tube locking screw counterclockwise.
17. Remove the nozzle spacer and the brass alignment pin
from the conductor tube assembly and replace these
items with the standard diffuser, tip, and nozzle.
NOTE
On the QTRW series conductor tube assemblies,
be sure the insulator ring is in place between
the conductor tube and diffuser.
18. The conductor tube assembly is now ready to be put
into operation.

CONDUCTOR TUBE ALIGNMENT FIXTURE
3-9
QCT-1
D. Set the conductor tube assembly on the radius
block and slide the conductor tube assembly
into the rear alignment block assembly.
E. Insert the factory supplied 5/32” allen wrench
into the conductor tube locking screw on the
rear alignment block assembly. Rotate the screw
clockwise until the conductor tube is held tightly
in place. Refer to Figure 11, on page 3-7.
F. Place the upper portion of the clamp block assembly
into its position and secure it with the two 1/2” hex
nuts.
G. Slide the adjustment bar assembly over the
nozzle spacer or the conductor tube assembly
and position the center of the adjustment bar as
shown in Figure 15.
INSTALLATION AND OPERATION
19. If the alignment sleeve pin is not centered and requires
adjustments, follow the steps below:
A. Loosen the conductor tube locking screw on the
rear alignment block assembly.
B. Remove the conductor tube from the rear
alignment block assembly.
C. Position the machined radius block on the
fixture. Refer to Figure 14.
CLAMP BLOCK
RADIUS BLOCK
Figure 14: Small Radius Block in Position
H. Place the front alignment block back into its
position and secure with the two 5/16”-18 socket
head cap screws.
I. While holding the alignment sleeve assembly on the
front alignment block, slide the alignment sleeve
pin forward until it contacts the brass alignment
pin on the conductor tube. Refer to Figure 16.
Figure 15: Adjustment Bar Assembly to Conductor Tube
Assembly
ADJUSTMENT
BAR ASSEMBLY
CONDUCTOR TUBE
ASSEMBLY
ALIGNMENT
SLEEVE PIN
BRASS
ALIGNMENT
PIN
Figure 16: Alignment Sleeve Pin and Brass Alignment Pin
J. Determine what adjustments are required and
adjust accordingly.
K. Repeat Steps 14 and 15 until the alignment
sleeve pin is in the center of the brass alignment
pin and the alignment sleeve will slide over the
same alignment pin.
20. Remove the front alignment block assembly from the
fixture plate by removing the two 5/16”-18 socket head
cap screws.
21. Remove the adjustment bar assembly from the
conductor tube assembly.
22. Remove the conductor tube assembly from the rear
alignment block assembly by rotating the conductor
tube locking screw counterclockwise.
23. Remove the nozzle spacer and brass alignment pin
from the conductor tube assembly and replace these
items with the standard diffuser, tip, and nozzle
assembly.
NOTE
On the QTRW series conductor tube assemblies,
be sure the insulator ring is in place between
the conductor tube and diffuser.
24. The conductor tube assembly is now ready to be put
into operation.

CONDUCTOR TUBE ALIGNMENT FIXTURE
4-10
QCT-1
REPLACEMENT PARTS
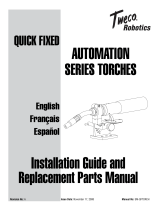
Item No. Part No. Stock No. Description
1 QCT-2 3500-1350 Front Alignment Block Assembly
2 QCT-P 3500-1358 Front Alignment Pin and Sleeve Assembly
3 QCT-3 3500-1351 Rear Alignment Block Assembly
4 QCT-5 3500-1352 Block Clamp Assembly
5 QCT-8 3500-1354 Adjustment Bar Assembly (Includes Item #8 and #9)
6 QCT-26 3500-1361 Nozzle Spacer for QTRW66 Series Conductor Tubes
7 QCT-24 3500-1360 Nozzle Spacer for QTRW64 Series Conductor Tubes
8 QCT-8S1 3500-1355 Adjustment Bar Head Spacer - 1.020” (25.91mm) ID
9 QCT-8S2 3500-1356 Adjustment Bar Head Spacer - .790” (20.07mm) ID
10 QCT-QTR 3500-1363 Alignment Pin F/ QTR66 Series Conductor Tube Assembly ***
11 QCT-QTRL 3500-1364 Alignment Pin F/ QTR66 Series Conductor Tube Assembly ***
12 QCT-QTRWL63 3500-1365 Alignment Pin F/ QTRW63 Series Conductor Tube Assembly ***
13 QCT-QTRW64 3500-1366 Alignment Pin F/ QTRW64 Series Conductor Tube Assembly ***
14 QCT-QTRW64L 3500-1367 Alignment Pin F/ QTRW64 Series Conductor Tube Assembly ***
15 QCT-QTRW66 3500-1368 Alignment Pin F/ QTRW66 Series Conductor Tube Assembly ***
16 QCT-QTRW66L 3500-1369 Alignment Pin F/ QTRW66 Series Conductor Tube Assembly ***
SECTION 4:
REPLACEMENT PARTS
4
5
6
7
8
2
3
1
9
10
11
12
13
14
15
*** Refer to Table 1 for more detail on specific conductor tube assemblies
QCT-1 Series Replacement Parts

CONDUCTOR TUBE ALIGNMENT FIXTURE
5-11
QCT-1
STATEMENT OF WARRANTY
LIMITED WARRANTY: THERMADYNE
®
warrants that its products will be free of defects in workmanship or material.
Should any failure to conform to this warranty appear within the time period applicable to the THERMADYNE products
as stated below, THERMADYNE shall, upon notification thereof and substantiation that the product has been stored,
installed, operated, and maintained in accordance with THERMADYNE’s specifications, instructions, recommendations
and recognized standard industry practice, and not subject to misuse, repair, neglect, alteration, or accident, correct
such defects by suitable repair or replacement, at THERMADYNE’s sole option, of any components or parts of the
product determined by THERMADYNE to be defective.
THIS WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ALL OTHER WARRANTIES, EXPRESS OR IMPLIED, INCLUDING
ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE.
LIMITATION OF LIABILITY: THERMADYNE shall not under any circumstances be liable for special or consequential
damages, such as, but not limited to, damage or loss of purchased or replacement goods, or claims of customers of
distributor (hereinafter the “Purchaser”) for service interruption. The remedies of the Purchaser set forth herein are
exclusive and the liability of THERMADYNE with respect to any contract, or anything done in connection therewith such
as the performance or breach thereof, or from the manufacture, sale, delivery, resale, or use of any goods covered by or
furnished by THERMADYNE whether arising out of contract, negligence, strict tort, or under any warranty, or otherwise,
shall not, except as expressly provided herein, exceed the price of the goods upon which such liability is based.
THIS WARRANTY BECOMES INVALID IF REPLACEMENT PARTS OR ACCESSORIES ARE USED WHICH MAY IMPAIR
THE SAFETY OR PERFORMANCE OF ANY THERMADYNE PRODUCT.
THIS WARRANTY IS INVALID IF THE PRODUCT IS SOLD BY NON-AUTHORIZED PERSONS.
This warranty is effective for the time stated in the Warranty Schedule beginning on the date that the authorized
distributor delivers the products to the Purchaser.
Warranty repairs or replacement claims under this limited warranty must be submitted by an authorized THERMADYNE
repair facility within thirty (30) days of the repair. No transportation costs of any kind will be paid under this warranty.
Transportation charges to send products to an authorized warranty repair facility shall be the responsibility of the
Purchaser. All returned goods shall be at the Purchaser’s risk and expense. This warranty supersedes all previous
THERMADYNE warranties.

WARRANTY SCHEDULE
The warranty is effective below for the time stated in the Warranty Schedule beginning on the date that the authorized
distributor delivers the products to the purchaser. THERMADYNE
®
reserves the right to request documented evidence of date
of purchase.
Engine Driven Welders Parts / Labor
Scout
®
, Raider
®
, Explorer™
Original Main Power Stators and Inductors 3 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
Engines and Associated Components are NOT Warranted by Thermal Arc
®
, Although Most are Warranted by the Engine Manufacturer. SEE THE ENGINE
MANUFACTURERS’ WARRANTY FOR DETAILS.
See the Engine Manufacturers’ Warranty
for Details
GMAW/FCAW (MIG) Welding Equipment Parts / Labor
Fabricator
®
131, 181, 190, 210, 251, 281; Fabstar
®
4030; PowerMaster
®
350, 350P, 500, 500P; Excel-Arc
®
6045; Wire Feeders: Ultrafeed
®
, Porta-feed
®
Original Main Power Transformer and Inductor 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors 1 year / 1 year
GTAW (TIG) & Multi-process Inverter Welding Equipment Parts / Labor
160TS, 300TS, 400TS, 185AC/DC, 200AC/DC, 300AC/DC, 400GTSW, 400MST, 300MST, 400MSTP
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors 1 year / 1 year
Plasma Welding Equipment Parts / Labor
Ultima
®
150
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
Welding Console, Weld Controller, Weld Timer 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors, Coolant Recirculators 1 year / 1 year
SMAW (Stick) Welding Equipment Parts / Labor
Dragster™ 85
Original Main Power Magnetics 1 year / 1 year
Original Main Power Rectifiers, Control P.C. Boards 1 year / 1 year
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
160S, 300S, 400S
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
General Arc Equipment Parts / Labor
Water Recirculators 1 year / 1 year
Plasma Welding Torches 180 days / 180 days
Gas Regulators (Supplied with Power Sources) 180 days / NA
MIG and TIG Torches (Supplied with Power Sources) 90 days / NA
Replacement Repair Parts 90 days / NA
MIG, TIG and Plasma Welding Torch Consumable Items NA / NA
Gas Welding and Cutting Equipment Parts / Labor
Victor
®
Professional 5 years / NA
Oxygen Conservers 2 years / NA
Aluminum Cylinders Lifetime / NA
Cutting Machine Motors 1 year / NA
HP&I Brass Regulators/Manifolds 2 years / NA
HP&I Stainless Regulators/Manifolds 1 year / NA
HP&I Corrosive Gas Regulators/Manifolds 90 days / NA
TurboTorch
®
3 years / NA
CutSkill
®
2 years / NA
Steel Cylinders 1 year / NA
Victor Medical 6 years / NA
Victor VSP 2 years / NA
Firepower
®
MIG Welders 5-2-1 years / NA
Transformers 5 years / NA
Parts Used in Rental Applications
1 year from date sold by seller to authorized
distributor
MIG Torches and Arc Accessories Parts / Labor
Arcair
®
N6000 90 days / NA
Eliminator
®
Spool and Pull Guns 90 days / NA
Robotic Deflection Mounts 90 days / NA
QRM-100 Anti-Spatter Applicator 90 days / NA
TC and TCV Water Coolers 1 year / NA
TSC-96 Smoke Collector 1 year / NA
ESG-1, EPG-CR1, EPG-CR2 Control Boxes for Eliminator Spool & Pull Guns 1 year / NA
QRC-2000 Nozzle Cleaning Stations 1 year / 1 year
QRC-3000 UltraSonic Cleaning Stations 2 years / 2 years
All other products 30 days from date purchaser purchases from seller. 30 days / NA
Plasma Cutting Systems Parts / Labor
Automated Plasma 2 years / 1 year
CutMaster™ 3 years / 3 years
PakMaster
®
XL PLUS 3 years / 1 year
Drag-Gun
®
1 year / 1 year
Drag-Gun Plus 2 years / 1 year
Torches 1 year / 1 year
Consoles, Control Equipment, Heat Exchangers and Accessory Equipment 1 year / 1 year


© Thermadyne Industries, Inc., 2008 www.thermadyne.com Printed in U.S.A.
W O R L D H E A D Q UA R T E R S : 1 6 0 5 2 S w i n g l e y R i d g e R o a d , S u i t e 3 0 0 • S t . L o u i s , M i s s o u r i 6 3 0 1 7 U. S . A .
A Global Cutting & Welding Market Leader
™
Denton, TX USA
U.S. Customer Care
Ph: (1) 800-426-1888
Fax: (1) 800-535-0557
Miami, FL USA
Sales Office, Latin America
Ph: (1) 954-727-8371
Fax: (1) 954-727-8376
Oakville, Ontario, Canada
Canada Customer Care
Ph: (1) 905-827-4515
Fax: (1) 800-588-1714
International Customer Care
Ph: (1) 905-827-9777
Fax: (1) 905-827-9797
Chorley, United Kingdom
Customer Care
Ph: (44) 1257-261755
Fax: (44) 1257-224800
Milan, Italy
Customer Care
Ph: (39) 0236546801
Fax: (39) 0236546840
Cikarang, Indonesia
Customer Care
Ph: 62 21+ 8983-0011 / 0012
Fax: 62 21+ 893-6067
Osaka, Japan
Sales Office
Ph: 816-4809-8411
Fax: 816-4809-8412
Melbourne, Australia
Australia Customer Care
Ph: 1300-654-674
Fax: 613+ 9474-7391
International
Ph: 613+ 9474-7508
Fax: 613+ 9474-7488
Rawang, Malaysia
Customer Care
Ph: 603+ 6092-2988
Fax: 603+ 6092-1085
Shanghai, China
Sales Office
Ph: 86-21-64072626
Fax: 86-21-64483032
Singapore
Sales Office
Ph: 65+ 6832-8066
Fax: 65+ 6763-5812
THE AMERICAS EUROPE ASIA/PACIFIC
U.S. Customer Care: ARCAIR
®
/ STOODY
®
/ THERMAL ARC
®
/ THERMAL DYNAMICS
®
/ TWECO
®
/ VICTOR
®
................... 800-426-1888 / FAX 800-535-0557
FIREPOWER
®
................. 800-858-4232 / FAX 800-535-0557 TDC AUTOMATION................... 866-279-2628 / FAX 800-535-0557
TURBOTORCH
®
............. 800-238-0282 / FAX 800-535-0557 VICTOR MEDICAL .................... 800-382-8187 / FAX 800-535-0557
VICTOR SPECIALTY PRODUCTS ................... 800-569-0547 / FAX 800-535-0557
Canada Customer Care: 905-827-4515 / FAX 800-588-1714
•
International Customer Care: 905-827-9777 / FAX 905-827-9797
CIGWELD Customer Care: 1300-654-674 / FAX 613+ 9474-7391
•
www.thermadyne.com

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
DISPOSITIF
D’ALIGNEMENT DE
TUBE CONDUCTEUR
Guide D’installation
et D’utilisation
English
Français
Español
QCT-1
Révision: A Date d’émission: 11 novembre 2008 No de Forma: SM-QCT-1

VOTRE ACTIVITÉ NOUS INTÉRESSE!
Félicitations pour votre nouveau produit Tweco
®
. Nous sommes
fiers de vous avoir comme client et nous tâcherons de vous fournir
les meilleurs services et fiabilité dans l’industrie. Ce produit est
soutenu par une vaste garantie et un réseau mondial de service.
Pour localiser votre distributeur ou agence de service le plus proche,
veuillez communiquer avec un représentant à l’adresse ou au numéro
de téléphone correspondant à votre région, indiqué au verso de la
couverture du manuel, ou visitez notre site web www.tweco.com.
Ce Manuel d’utilisation a été conçu pour vous permettre d’utiliser et de
faire fonctionner correctement votre produit Tweco
®
. Votre satisfaction
et le fonctionnement en toute sécurité de votre produit sont nos
principaux soucis. Par conséquent, veuillez prendre le temps de lire
tout le manuel, spécialement en ce qui concerne les Précautions de
Sécurité. Ceci vous aidera à éviter déventuels accidents qui pourraient
survenir en travaillant avec ce produit.
VOUS ÊTES EN BONNE COMPAGNIE!
La Marque de Choix pour les Entrepreneurs et les Fabricants dans le
Monde.
Tweco
®
Robotics est une marque globale de produits de soudage à
l’arc pour Thermadyne Industries Inc. Nous fabriquons et fournissons
aux plus grands secteurs de lindustrie de soudage dans le monde
dont: Fabrication, Construction, Exploitation Minière, Automobile,
Aérospatial, Ingénierie, Rural et Loisirs/Bricolage.
Nous nous distinguons de notre concurrence grâce à nos produits
en tête du marché, fiables, ayant résisté à l’épreuve du temps. Nous
sommes fiers de notre innovation technique, nos prix compétitifs,
notre excellente livraison, notre service clientèle et notre support
technique de qualité supérieure, ainsi que de l’excellence dans les
ventes et l’expertise en marketing.
Surtout, nous nous engageons à développer des produits utilisant
des technologies de pointe pour obtenir un environnement de travail
plus sécurisé dans l’industrie de la soudure.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54






















































Tweco Robotics QCT-1 Conductor Tube Alignment Fixture Guide d'installation
- Catégorie
- Robotique
- Taper
- Guide d'installation
dans d''autres langues
Documents connexes
-
 Tweco Robotics QCT-1 Conductor Tube Alignment Fixture Guide d'installation
Tweco Robotics QCT-1 Conductor Tube Alignment Fixture Guide d'installation
-
 Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
-
 Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
-
 Tweco Robotics Quick Robotic Torch Guide d'installation
Tweco Robotics Quick Robotic Torch Guide d'installation
-
Tweco Robotics Light Weight Quick Robotics Torch Guide d'installation
-
 Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
-
 Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guide d'installation
Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guide d'installation
-
 Tweco Robotics Quick Fixed Automation Series Torches Guide d'installation
Tweco Robotics Quick Fixed Automation Series Torches Guide d'installation
-
 Tweco Robotics QRC™-2000 Nozzle Cleaning Station Guide d'installation
Tweco Robotics QRC™-2000 Nozzle Cleaning Station Guide d'installation
-
 Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guide d'installation
Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guide d'installation









Autres documents
-
 Tweco Smoke Collector Manuel utilisateur
Tweco Smoke Collector Manuel utilisateur
-
 Thermal Arc 350 350P 500 500P Powermaster CC/CV Power Source Manuel utilisateur
Thermal Arc 350 350P 500 500P Powermaster CC/CV Power Source Manuel utilisateur
-
ESAB Robotics RDM-2000 Robotic Deflection Mount Guide d'installation
-
 Firepower Welding/Cutting Cart Troubleshooting instruction
Firepower Welding/Cutting Cart Troubleshooting instruction
-
 Firepower Firepower Basic Utility Cart Troubleshooting instruction
Firepower Firepower Basic Utility Cart Troubleshooting instruction
-
 Firepower Firepower Roll Cage (MST220i Only) Troubleshooting instruction
Firepower Firepower Roll Cage (MST220i Only) Troubleshooting instruction




