Lincoln Electric Power Wave 355M Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

POWER WAVE
®
355M
Manuel de l’Opérateur
Conserver comme référence future
Date d’Achat
Code:
(ex: 10859)
Série: (ex: U1060512345)
IMF
845-A | Date d’Émission | 12-Jan
© Lincoln Global, Inc. All Rights Reserved.
Pour utilisation avec les machines ayant les Numéros de Code:
11141, 11489
Pour enregistrer la machine:
www.lincolnelectric.com/register
Recherche d’Atelier de Service et Distribu
-
teur Agréés:
www.lincolnelectric.com/locator
Need Help? Call 1.888.935.3877
to talk to a Service Representative
Hours of Operation:
8:00 AM to 6:00 PM (ET) Mon. thru Fri.
After hours?
Use “Ask the Experts” at lincolnelectric.com
A Lincoln Service Representative will contact you
no later than the following business day.
For Service outside the USA:
Email: [email protected]

POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et dʼentretenir à moins
quʼil ne soit nécessaire que le moteur tourne pour effectuer
lʼentretien.___________________________-
_________________________
1.b.Ne faire fonctionner les moteurs quʼà lʼex-
térieur ou dans des endroits bien aérés ou
encore évacuer les gaz dʼéchappement du
moteur à lʼextérieur.
__________________________________________________
1.c. Ne pas faire le plein de carburant près dʼune
flamme nue, dʼun arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêch-
er que du carburant renversé ne se vaporise
au contact de pièces du moteur chaudes et
ne sʼenflamme. Ne pas renverser du carbu-
rant quand on fait le plein. Si du carburant
sʼest renversé, lʼessuyer et ne pas remettre
le moteur en marche tant que les vapeurs
nʼont pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
rité doivent être toujours en place et en bon état. Tenir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
dʼautres pièces en mouvement quand on met en marche,
utilise ou répare le matériel.
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer lʼentretien prescrit.
Ne déposer les protecteurs que quand cʼest nécessaire et
les remettre en place quand lʼentretien prescrit est terminé.
Toujours agir avec la plus grande prudence quand on tra-
vaille près de pièces en mouvement.
____________________________________________________
1.f. Ne pas mettre les mains près du ventilateur
du moteur. Ne pas appuyer sur la tige de
commande des gaz pendant que le moteur
tourne.
__________________________________________________
1.g.Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entre-
tenant le groupe électrogène de soudage, de connecter les
fils des bougies, le chapeau de distributeur ou la magnéto
i
SÉCURITÉ
i
LE SOUDAGE À LʼARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE
DEVRAIENT CONSULTER LEUR MÉDECIN AVANT DʼUTILISER LʼAPPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement dʼacheter un exemplaire de la norme Z49.1, de lʼANSI auprès de lʼAmerican Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
SʼASSURER QUE LES ÉTAPES DʼINSTALLATION, DʼUTILISATION, DʼENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QUʼÀ DES PERSONNES QUALIFIÉES.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles
et des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant dʼentreprendre le soudage
2.c. Lʼexposition aux champs électromagnétiques lors du
soudage peut avoir dʼautres effets sur la santé que lʼon ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum lʼexposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1.
Regrouper les câbles dʼélectrode et de retour. Les fixer
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles dʼélectrode et de
retour. Si le câble dʼélectrode se trouve à droite, le câble de
retour doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près
possible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant
de soudage.
1.h. Pour éviter de sʼébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz dʼéchappement du moteur diesel et certains de
leurs constituants sont connus par lʼÉtat de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Les gaz dʼéchappement de ce produit contiennent des
produits chimiques connus par lʼÉtat de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci sʼapplique aux moteurs diesel.
Ceci sʼapplique aux moteurs à essence.
AVERTISSEMENT

ii
SÉCURITÉ
ii
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se pro-
téger les yeux contre les étincelles et le rayon-
nement de l'arc quand on soude ou quand on observe l'arc de
soudage. Le masque à serre-tête et les oculaires filtrants doivent
être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de
l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de lʼélectrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si lʼon porte des vête-
ments mouillés. Porter des gants isolants secs et ne comportant
pas de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suff-
isantes pour couvrir entièrement la zone de contact
physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides
ou si l'on porte des vêtements mouillés; sur les con-
structions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, sʼil y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la
terre) utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise
de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonc-
tionnement. Remplacer l'isolation endommagée.
3.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
3.h. Ne jamais toucher simultanément les pièces sous tension
des porte-électrodes connectés à deux sources de courant
de soudage parce que la tension entre les deux peut corre-
spondre à la tension à vide totale des deux appareils.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
L
ES FUMÉES ET LES GAZ
peuvent être dangereux.
5.a. Le soudage peut produire des fumées et
des gaz dangereux pour la santé. Éviter de
respirer ces fumées et ces gaz. Pendant lesoudage, maintenir sa
tête hors des fumées. Utiliser suffisamment de ventilation et/ou
d'échappement au niveau de l'arc pour tenir les fumées et les
gaz hors de la zone de respiration. Lorsqu'on soude avec des
électrodes ayant besoin d'une ventilation spéciale telles que
celles en acier inoxydable ou pour le rechargement dur (voir
les instructions ou le conteneur ou la MSDS)ou sur le plomb
ou de l'acier cadmié ou sur d'autres métaux ou recouvre-
ments produisant des vapeurs très toxiques, maintenir le
niveau d'exposition aussi bas que possible et dans les lim-
ites OHAS-PEL et ACGIH TLV au moyen de l'échappement
local ou d'une ventilation mécanique. Dans des espaces
confinés ou dans certaines circonstances à l'extérieur, un
respirateur peut s'avérer nécessaire. Des précautions sup-
plémentaires doivent également être prises pour souder sur
de l'acier galvanisé.
5.b. Le fonctionnement de lʼappareil de contrôle des vapeurs de
soudage est affecté par plusieurs facteurs y compris lʼutilisa-
tion et le positionnement corrects de lʼappareil, son entretien
ainsi que la procédure de soudage et lʼapplication con-
cernées. Le niveau dʼexposition aux limites décrites par
OSHA PEL et ACGIH TLV pour les ouvriers doit être vérifié
au moment de lʼinstallation et de façon périodique par la
suite afin dʼavoir la certitude quʼil se trouve dans lʼintervalle
en vigueur.
5.c.
Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de
dégraissage, de nettoyage ou de pulvérisation. La chaleur et
le rayonnement de l'arc peuvent réagir avec les vapeurs de
solvant pour former du phosgène, gaz très toxique, et
d'autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l'arc peu-
vent chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spé-
cialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.e. Lire et comprendre les instructions du fabricant pour cet
appareil et le matériel de réserve à utiliser, y compris la
fiche de données de sécurité des matériaux (MSDS) et suiv-
re les pratiques de sécurité de lʼemployeur. Les fiches
MSDS sont disponibles auprès du distributeur de matériel
de soudage ou auprès du fabricant.
5.f. Voir également le point 1.b.

SÉCURITÉ
Pour des Appareils à
Puissance ÉLECTRIQUE
8.a. Couper l'alimentation d'entrée en utilisant
le disjoncteur à la boîte de fusibles avant
de travailler sur le matériel.
8.b. Installer le matériel conformément au
Code Électrique National des États Unis, à
tous les codes locaux et aux recomman-
dations du fabricant.
8.c. Mettre à la terre le matériel conformément au Code Élec-
trique National des États Unis et aux recommandations du
fabricant.
LES BOUTEILLES peu-
vent exploser si elles
sont endommagées.
7.a. N'utiliser que des bouteilles de gaz com-
primé contenant le gaz de protection con-
venant pour le procédé utilisé ainsi que des
détendeurs en bon état conçus pour les gaz et la pression util-
isés. Choisir les tuyaux souples, raccords, etc. en fonction de
l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA “Précautions pour le Maniement en toute Sécurité de
Gaz Comprimés dans des Cylindres », que l'on peut se pro-
curer auprès de la Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA22202.
iii
iii
LES ÉTINCELLES DE
SOUDAGE peuvent
provoquer un incendie
ou une explosion.
6.a.
Enlever les matières inflammables de la
zone de soudage. Si ce n'est pas possible, les recouvrir
pour empêcher que les étincelles de soudage ne les
atteignent. Les étincelles et projections de soudage peuvent
facilement s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder près des con-
duites hydrauliques. On doit toujours avoir un extincteur à
portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de
travail, on doit prendre des précautions spéciales pour éviter
les dangers. Se référer à la “Sécurité pour le Soudage et le
Coupage” (ANSI Z49.1) et les consignes d'utilisation rela-
tives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du cir-
cuit de l'électrode ne touche la pièce ou la terre. Un contact
accidentel peut produire une surchauffe et créer un risque
d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts
ou des contenants sans avoir pris les mesures qui s'im-
posent pour s'assurer que ces opérations ne produiront pas
des vapeurs inflammables ou toxiques provenant des sub-
stances à l'intérieur. Elles peuvent provoquer une explosion
même si elles ont été «nettoyées». For information, pur-
chase “Recommended Safe Practices for the
Preparation
for
Welding and Cutting of Containers and Piping That Have
Held Hazardous Substances”, AWS F4.1 from the American
Welding Society
(see address above).
6.e. Mettre à l'air libre les pièces moulées creuses ou les con-
tenants avant de souder, de couper ou de chauffer. Elles
peuvent exploser.
6.f.
Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts
d'huile comme des gants en cuir, une chemise épaisse, un
pantalon sans revers, des chaussures montantes et un
casque ou autre pour se protéger les cheveux. Utiliser des
bouche-oreilles quand on soude hors position ou dans des
espaces clos. Toujours porter des lunettes de sécurité avec
écrans latéraux quand on se trouve dans la zone de
soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible
de la zone de soudage. Si les câbles de retour sont con-
nectés à la charpente du bâtiment ou à d'autres endroits
éloignés de la zone de soudage cela augmente le risque
que le courant de soudage passe dans les chaînes de lev-
age, les câbles de grue ou autres circuits auxiliaires. Cela
peut créer un risque d'incendie ou surchauffer les chaînes
de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.
6.i. Lire et appliquer la Norme NFPA 51B “pour la Prévention
des Incendies Pendant le Soudage, le Coupage et dʼAutres
Travaux Impliquant de la Chaleur”, disponible auprès de
NFPA, 1 Batterymarch Park,PO Box 9101, Quincy, Ma
022690-9101.
6.j. Ne pas utiliser de source de puissance de soudage pour le
dégel des tuyauteries.
Visitez http://www.lincolnelectric.com/safety pour obtenir l´information additionnelle.

iv
SÉCURITÉ
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suiv-
antes:
Sûreté Pour Soudage A LʼArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de nʼimporte quelle partie
du corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi quʼun verre blanc afin de se protéger les yeux du ray-
onnement de lʼarc et des projections quand on soude ou
quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
lʻarc.
c. Protéger lʼautre personnel travaillant à proximité au
soudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc de
soudage. Se protéger avec des vêtements de protection libres
de lʼhuile, tels que les gants en cuir, chemise épaisse, pan-
talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où lʼon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possible
de la zone de travail quʼil est pratique de le faire. Si on place
la masse sur la charpente de la construction ou dʼautres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de lev-
age, câbles de grue, ou autres circuits. Cela peut provoquer
des risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de lʼarc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
lʼélectricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la debranch-
er à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.

vv
Merci
dʼavoir choisi un produit de QUALITÉ Lincoln Electric. Nous tenons à ce
que vous soyez fier dʼutiliser ce produit Lincoln Electric ••• tout comme
nous sommes fiers de vous livrer ce produit.
Lisez complètement ce Manuel de lʼOpérateur avant dʼessayer dʼutiliser cet appareil. Gardez ce manuel et maintenez-le
à portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière aux consignes de sécurité
que nous vous fournissons pour votre protection. Le niveau dʼimportance à attacher à chacune dʼelle est expliqué ci-après :
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel.
ATTENTION
Veuillez examiner immédiatement le carton et le matériel
Quand ce matériel est expédié, son titre passe à lʼacheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par lʼacheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur lʼidentification du matériel pour pouvoir sʼy reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Produit _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de Modèle _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro e code / Code dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de série _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Date dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Lieu dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours
les informations que vous avez inscrites ci-dessus.
Inscription en Ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax : Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
WEB SITE www.lincolnelectric.com. Choisissez "Support", puis
"Enregistrez votre produit». S'il vous plaît remplir le formulaire et envoyer votre inscrip-
tion.
POLITIQUE DʼASSISTANCE AU CLIENT
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente dʼappareils de soudage de grande qualité, les
pièces de rechange et les appareils de coupage. Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente.
Quelquefois, les acheteurs peuvent demander à Lincoln Electric de les conseiller ou de les informer sur lʼutilisation de nos produits. Nous
répondons à nos clients en nous basant sur la meilleure information que nous possédons sur le moment. Lincoln Electric nʼest pas en
mesure de garantir de tels conseils et nʼassume aucune responsabilité à lʼégard de ces informations ou conseils. Nous dénions expressé-
ment toute garantie de quelque sorte quʼelle soit, y compris toute garantie de compatibilité avec lʼobjectif particulier du client, quant à ces
informations ou conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la
mise à jour ou à la correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations ou
conseils ne créé, ni étend ni altère aucune garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant sensible, mais le choix et lʼutilisation de produits spécifiques vendus par Lincoln Electric relève uniquement
du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de Lincoln Electric affectent
les résultats obtenus en appliquant ces types de méthodes de fabrication et dʼexigences de service.
Susceptible dʼêtre Modifié - Autant que nous le sachons, cette information est exacte au moment de lʼimpression. Prière de visiter le site
www.lincolnelectric.com pour la mise à jour de ces info

vi
vi
TABLE DES MATIÈRES
Page
Installation .......................................................................................................Section A
Spécifications Techniques - POWER WAVE
®
355M .............................................A-1
Mesures de Sécurité..............................................................................................A-2
Choix de LʼEmplacement Approprié ......................................................................A-2
Empilage .........................................................................................................A-2
Inclinaison .......................................................................................................A-2
Connexions DʼEntrée et de Terre....................................................................A-2
Raccordement du Cordon DʼAlimentation.......................................................A-2
Montages du Chariot.......................................................................................A-2
Câbles de Sortie, Connexions et Limites...............................................................A-3
Polarité de LʼÉlectrode Négative ...........................................................................A-3
Détection de Tension............................................................................................ A-4
Interconnexions de la Power Wave au Chargeur de Fil
Semi-Automatique Power Feeed...........................................................................A-5
Description du Système.........................................................................................A-5
Configuration du Système..............................................................................A-6, A-7
Soudure avec Power Waves Multiples ..................................................................A-8
Spécifications du Câble de Contrôlee....................................................................A-8
Instructions pour LʼÉmplacement du Fil Détecteur DʼArcs Multiple
Désynchronisé et du Fil de Travail ........................................................................A-9
Spécifications des Réceptacles DʼEntrée et de Sortie.........................................A-10
Réglages et Emplacements de LʼInterrupteur Dip ........................................A-10
Interrupteur Dip du Tableau de Contrôle.......................................................A-10
________________________________________________________________________
Fonctionnement ..............................................................................................Section B
Mesures de Sécurité..............................................................................................B-1
Description Générale.............................................................................................B-1
Procédés et Appareils Recommandés ..................................................................B-1
Procédés Recommandés................................................................................B-1
Appareils Requis .............................................................................................B-2
Limites.............................................................................................................B-2
Facteur de Marche et Période de Temps........................................................B-2
Contrôles sur le Devant du Coffre...................................................................B-2
Procédures Nominales....................................................................................B-3
Procédures Supplémentaires..........................................................................B-3
Réalisation dʼune Soudure ..............................................................................B-3
Réglages de Soudure .....................................................................................B-3
Tension de Soudure Constante ......................................................................B-4
Soudure par Impulsions ..................................................................................B-5
TIG GTAW, SMAW, et Gougeage À LʼArc......................................................B-6
Procédures de Soudure Recommandées pour Power Mode™ .....................B-7
________________________________________________________________________
Accessoires.....................................................................................................Section C
Équipement Optionnel...........................................................................................C-1
Installé en Usine .............................................................................................C-1
Installé sur le Terrain ......................................................................................C-1
Équipement Lincoln Compatible .....................................................................C-1
________________________________________________________________________
Entretien...........................................................................................................Section D
Mesures de Sécurité..............................................................................................D-1
Procédure de Décharge du Capaciteur.................................................................D-1
Entretien de Routine..............................................................................................D-1
Entretien Périodique..............................................................................................D-1
Spécifications de Calibrage...................................................................................D-1
________________________________________________________________________
Déppanage.......................................................................................................Section E
Comment Utiliser le Guide de Dépannage ............................................................E-1
Utilisation de LʼIndicateur Lumineux pour Résourdre les Problémes
du Système............................................................................................................E-2
Guide de Dépannage...............................................................................E-3 thru E-7
________________________________________________________________________
Diagramme de Cablage . POWER WAVE
®
355M / 405 M ...................Section F-1, F-2
Diagramme de Connexion...........................................................................Section F-3
Impression de Dimensions..........................................................................Section F-4
________________________________________________________________________
Liste des Pièces ......................................................................................................P418
________________________________________________________________________

A-1
INSTALLATION
POWER WAVE
®
355M
A-1
SPÉCIFICATIONS TECHNIQUES – POWER WAVE
®
355M
ENTRÉE TENSION C.A. & SORTIE C.C.
Nom du
Information
Entrée Régime Sortie c.c. Registre Poids avec Dimensions
Produit pour Tension Amps/Volts/Facteur Sortie Cordon HxLxP
Commander
c.a. de Marche (continu)
200 350A / 34V / 60% 14.8” x 13.3” x
POWER K2368-1 208-230/ 27.8”*
WAVE 380-400/ AMPS (81.5 lbs.) (373 x 338 x
355M 415-460/ 5-425
(37.0 kg.)
706*)mm
575 300A / 32V /100%
1& 3 Phase
*Poignées comprises
50/60 Hz
*Longueur globale poignée comprise ; 21,6" (549 mm) sans la poignée .
Isolement Classe 180 (H)
Tension
200
208
230
380
400
415
460
575
200
208
230
380
400
415
460
575
Phases
1
1
1
1
1
1
1
1
3
3
3
3
3
3
3
3
300Amps @
32Volts(100%)
Non
recommandé
76
69
Non
recommandé
Non
recommandé
41
36
31
41
39
36
23
22
22
19
16
350Amps @
34Volts(60%)
Non
recommandé
94
85
Non
recommandé
Non
recommandé
64
42
37
50
50
42
28
27
26
23
18
Cordon de
Ligne AWG
2
4
---
6
8
8
6
6
8
8
8
8
8
8
Taille des
Fusibles
---
125A
125A
---
---
80A
70A
50A
80A
80A
70A
40A
40A
40A
40A
30A
POWER WAVE
®
355M COURANT DʼENTRÉE
CÂBLES DE SORTIE, CONNEXIONS ET LIMITES
La Taille des Fusibles Recommandée est Basée sur le Code Électrique National des U.S.A. et les Sorties Maximales de la Machine
Entrée 50/60 Hz Sortie Recommandation
Note 1 : Non estimé est indiqué par 4 « x » sur la plaque de régime dans la boîte.
Note 2 : Lorsquʼon opère sur ces entrées, le cordon de ligne doit être remplacé par un conducteur dʼentrée de 6 AWG ou plus.
Choisir la taille du câble de sortie en fonction du tableau suivant.*
Taille des Câbles pour Longueurs Combinées de Câbles dʼÉlectrodes et de Travail (cuivre) à 75oC estimées à:
FACTEUR DE MARCHE
100%
60%
COURANT
300
350
LONGUEUR JUSQUʼÀ 200FT (61m)
2/0
2/0
200-250FT (61-76m)
2/0
2/0
Notes
Note 1
Note 2
Note 2
Note 1
Note 1
Note 2
Note 2
Note 2
*Lincoln Electric recommande lʼutilisation dʼun minimum de 2/0 de câble de soudure pour la soudure par impulsions.

A-2
INSTALLATION
POWER WAVE
®
355M
A-2
CHOIX DE LʼEMPLACEMENT APPROPRIÉ
LʼInvertec POWER WAVE
®
355M fonctionne même dans
des environnements rigoureux. Cependant, il est impor-
tant de suivre des mesures préventives simples afin
dʼassurer une longue vie de lʼappareil et un fonction-
nement fiable.
• La machine doit être placée là où lʼair propre circule
librement de telle sorte que les mouvements de lʼair sur
lʼarrière, les côtés et le bas de lʼappareil ne soient pas
gênés.
• La saleté et la poussière qui pourraient être attirées à
lʼintérieur de la machine doivent être maintenues au
niveau minimum. Dans le cas contraire, cela pourrait
provoquer des températures dʼopération excessives et
une panne ennuyeuse.
• Tenir la machine au sec. Lʼabriter pour la protéger de la
pluie et de la neige. Ne pas la placer sur un sol humide
ou dans des flaques dʼeau.
•
NE PAS LA MONTER SUR DES SURFACES COMBUSTIBLES.
Lorsquʼune surface combustible se trouve
directement sous des appareils électriques
stationnaires ou fixes, cette surface doit
être couverte au moyen dʼune plaque en
acier dʼau moins 0,06" (1,6mm) dʼépais-
seur, laquelle devra sʼétendre à au moins
5,90" (150mm) au-delà de lʼappareil sur
tous ses côtés.
-----------------------------------------------------------------------
EMPILAGE
POWER WAVE
®
355M ne doit pas être empilée.
INCLINAISON
Placer la machine directement sur une surface sûre et
à niveau ou sur un chariot recommandé. La machine
pourrait basculer si cette procédure nʼest pas suivie.
CONNEXIONS DʼENTRÉE ET DE TERRE
• Seul un électricien qualifié doit brancher lʼInvertec
POWER WAVE
®
355M. Lʼinstallation devra être
effectuée en accord avec le Code Électrique
National approprié, tous les codes locaux et lʼinfor-
mation détaillée ci-après.
• Lorsquʼelles sont reçues directement de lʼusine, les
machines à tensions multiples sont connectées
internement pour 460VCA. Si lʼentrée désirée est de
460VCA, la machine peut être branchée au système
dʼalimentation sans aucun réglage nécessaire à lʼin-
térieur de la machine.
MESURES DE SÉCURITÉ
LES CHOCS ÉLECTRIQUES peuvent
être mortels.
• APPUYER SUR LʼINTERRUPTEUR
POUR COUPER LA PUISSANCE
DʼENTRÉE AVANT DʼESSAYER DE
BRANCHER OU DÉBRANCHER LES
LIGNES DʼALIMENTATION DʼENTRÉE, LES
CÂBLES DE SORTIE OU LES CÂBLES DE
CONTRÔLE.
• Cette opération ne doit être réalisée que par le
personnel autorisé.
• Brancher le fil vert ou vert/jaune du cordon
dʼalimentation à la terre conformément au Code
Électrique National des U.S.A.
----------------------------------------------------------------------
AVERTISSEMENT
• Pour une opération initiale à 200VCA – 415VCA et
575VCA, il sera nécessaire dʼeffectuer des
réglages de tension dʼentrée sur le tableau.
• Ouvrir la porte dʼaccès sur lʼarrière de la machine.
• Pour 200 ou 230 : placer le grand interrupteur sur
200-230.
• Pour des tensions supérieures : placer le grand
interrupteur sur 380-575.
• Déplacer le fil « A » sur la borne appropriée.
RACCORDEMENT DU CORDON DʼALIMENTATION
Un cordon dʼalimentation de 10 ft. (3,5 m) est fourni et
connecté dans la machine. Suivre les instructions de
raccordement du cordon dʼalimentation.
• Un raccordement incorrect peut provoquer des
dommages à lʼappareil.
-----------------------------------------------------------------------
Entrée Mono Phasique
Raccorder le fil vert ou vert / jaune à la terre dʼaprès le
Code Électrique National.
Raccorder les fils noir et blanc à lʼalimentation.
Envelopper le fil rouge de ruban adhésif afin de lui
fournir un isolement de 600V.
Entrée Tri Phasique
Raccorder le fil vert ou vert / jaune à la terre dʼaprès le
Code Électrique National.
Raccorder les fils noir, rouge et blanc à lʼalimentation.
MONTAGES DU CHARIOT
W
A
R
NI
N
G
W
A
RN
ING
AV
I
S
O D
E
P
RE
CA
UC
ION
ATT
E
NTION
!
!
!
!
L
or
e
m
i
p
s
u
m
d
o
l
or
s
i
t
a
m
et
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
L
or
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
et
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
a
m
n
on
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
id
u
n
t
u
t
e
l
i
t
,e
d
d
i
a
m
n
on
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
qu
a
m
e
r
a
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
qu
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
do
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
di
p
i
s
c
i
ng
Lo
r
e
m
i
p
s
u
m
do
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
ib
h
e
ui
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
l
a
or
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
a
t
l
a
or
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
er
ad
i
p
i
s
c
i
n
g
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
ad
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
am
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
ni
b
h
e
u
is
m
o
d
t
i
nc
i
d
u
n
t
u
t
l
ao
r
ee
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
at
l
ao
r
ee
t
d
o
l
o
r
e
m
a
g
na
a
l
i
q
u
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
ue
r
a
d
i
p
i
s
c
i
n
g
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
di
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
a
m
n
on
u
m
m
y
n
i
b
h
eu
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
on
u
m
m
y
n
i
b
h
eu
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
l
a
o
r
e
et
d
o
l
or
e
m
a
gn
a
a
li
q
u
a
m
e
r
a
t
l
a
o
r
e
et
d
o
l
or
e
m
a
gn
a
a
l
i
q
u
a
m
e
r
a
t
L
o
r
e
m
i
p
s
um
d
ol
o
r
s
i
t
a
m
et
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
pi
s
c
i
n
g
L
o
r
e
m
i
p
s
um
d
ol
o
r
s
i
t
a
m
et
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
e
l
it
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
un
t
u
t
e
l
it
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
l
a
o
r
e
e
t
d
ol
o
r
e
m
a
g
n
a
a
l
i
qu
a
m
e
r
a
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
qu
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
d
o
l
or
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
et
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
a
m
n
o
nu
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
nc
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
o
nu
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
nc
i
d
u
n
t
u
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
al
i
q
u
a
m
e
r
a
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
al
iq
u
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
in
g
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
sm
o
d
t
i
n
c
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
ag
n
a
a
l
i
q
u
a
m
e
r
at
l
a
o
r
ee
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
ua
m
e
r
at
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
ad
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
ni
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
is
m
o
d
t
i
n
c
i
d
u
n
t
u
t
l
ao
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
al
i
q
u
a
m
e
r
a
t
l
ao
r
e
e
t
d
o
l
o
r
e
m
a
g
na
al
i
q
u
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
d
o
lo
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
ue
r
a
d
i
p
i
s
c
i
n
g
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
ue
r
a
d
i
p
i
s
ci
n
g
e
l
it
,
e
d
d
i
a
m
no
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
nc
i
d
un
t
u
t
e
l
it
,
e
d
d
i
a
m
no
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
nc
i
d
u
n
t
u
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
a
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
a
t
L
or
em
i
p
s
u
m
d
o
lo
r
s
i
t
am
e
t
c
on
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
ng
L
or
em
i
p
s
u
m
d
o
l
o
r
s
i
t
am
e
t
c
on
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
ng
e
l
i
t
,
e
d
d
i
a
m
no
nu
m
m
y
n
i
b
h
eu
i
s
m
o
d
t
i
nc
i
d
u
n
t
u
t
e
l
i
t
,
e
d
di
a
m
no
nu
m
m
y
n
i
b
h
eu
i
s
m
o
d
t
i
nc
i
d
u
n
t
u
t
l
a
o
r
e
e
t
d
o
l
or
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
a
t
l
a
o
r
e
e
t
d
o
l
or
e
m
a
g
n
a
a
l
iq
u
a
m
e
r
at
L
o
r
e
m
i
p
s
u
m
d
ol
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
L
o
r
e
m
i
p
s
u
md
ol
o
r
s
i
t
a
m
et
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
id
u
n
t
ut
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
id
u
n
t
u
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
al
i
q
u
am
e
r
a
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
al
i
q
u
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
do
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
ng
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
ad
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
a
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
ad
i
pi
s
c
i
n
g
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
ad
i
pi
sc
i
ng
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
bh
e
u
i
s
m
o
d
t
i
nc
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
ni
bh
e
u
i
s
m
o
d
t
i
nc
i
d
u
n
tu
t
la
o
r
ee
t
d
ol
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
er
a
t
la
o
r
ee
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
er
a
t
L
o
r
e
m
ip
s
u
m
d
o
lo
r
s
it
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
is
c
i
n
g
L
o
r
e
mip
s
u
m
d
o
lo
r
s
it
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
ip
is
c
in
g
e
lit
,
e
d
d
ia
m
n
o
n
u
m
my
n
ib
h
e
u
is
m
o
d
t
in
c
id
u
n
t
u
t
e
lit
,
e
d
d
ia
m
n
o
n
u
m
m
y
n
ib
h
e
u
is
m
o
d
t
in
c
id
u
n
t
u
t
la
o
r
e
e
t
d
o
lo
r
e
m
a
g
n
a
a
liq
u
a
m e
r
a
t
la
o
r
e
e
t
d
o
lo
r
e
m
a
g
n
a
a
liq
u
a
me
r
a
t
L
o
r
e
m
ip
s
u
m
d
o
lo
r
s
it
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
ip
is
c
in
g
L
o
r
e
m
ip
s
u
md
o
lo
r
s
it
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
ip
is
c
in
g
e
lit,
e
d
d
ia
m n
o
n
u
mm
y
n
ib
h
e
u
is
m
o
d
t
in
c
id
u
n
t
u
t
e
l
it
,
e
d
d
ia
m
n
o
n
u
m
my
n
ib
h
e
u
is
mo
d
t
in
c
id
u
n
t
u
t
la
o
r
e
e
t
d
o
lo
r
e
m
a
g
n
a
a
liq
u
a
m
e
r
a
t
la
o
r
e
e
t
d
o
lo
r
e
m
a
g
n
a
a
liq
u
a
m
e
r
a
t
L
o
r
e
m
ip
s
u
m
d
o
lo
r
s
it
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
ip
isc
in
g
L
o
r
e
m
ip
s
u
m
d
o
lo
r
s
it
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
ip
is
c
in
g
e
l
it
,
e
d
d
ia
m
n
o
n
u
m
m
y
n
ib
h
e
u
is
m
o
d
t
in
c
id
u
n
t
u
t
e
lit
,
e
d
d
ia
m
n
o
n
u
m
m
y
n
ib
h
e
u
is
m
o
d
t
in
c
id
u
n
t
u
t
la
o
r
e
e
t
d
o
lo
r
e
m
a
g
n
a
a
li
q
u
a
m
e
r
a
t
la
o
r
e
e
t
d
o
lo
r
e
m
a
g
n
a
a
liq
u
a
me
r
a
t
L
o
r
e
m
ip
s
u
m
d
o
lo
r
s
it
a
m
e
t
c
o
n
s
e
c
t
e
tu
e
r
a
d
ip
is
c
in
g
L
o
r
e
m
ip
s
u
m
d
o
lo
r
s
it
a
m
e
t
c
o
n
se
c
t
e
t
u
e
r
a
d
ip
is
c
in
g
e
lit
,
e
d
d
ia
m
n
o
n
u
m
m
y
n
ib
h
e
u
is
m
o
d
t
in
c
id
u
n
t
u
t
e
lit
,
e
d
d
i
a
mn
o
n
u
m
m
y
n
ib
h
e
u
is
m
o
d
t
in
c
id
u
n
t
u
t
la
o
r
e
e
t
d
o
lo
r
e
m
a
g
n
a
a
liq
u
a
m
e
r
a
t
la
o
r
e
e
t
d
o
lo
r
e
m
a
g
n
a
a
liq
u
a
m
e
r
a
t
L
or
e
m
i
p
s
u
m
d
o
l
or
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
er
a
d
i
p
i
s
c
i
n
g
L
or
e
m
i
p
s
u
m
do
l
or
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
ia
m
n
o
n
u
m
m
y
ni
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
ia
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
gn
a
a
l
i
qu
a
m
e
r
a
t
l
a
o
r
e
e
t
d
o
l
o
r
e
m
a
gn
a
a
l
i
qu
a
m
e
r
a
t
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
L
o
r
e
m
i
p
s
u
m
d
o
l
o
r
s
i
t
a
m
e
t
c
o
n
s
e
c
t
e
t
u
e
r
a
d
i
p
i
s
c
i
n
g
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
b
h
e
u
i
s
m
o
d
t
in
c
i
d
u
n
t
u
t
e
l
i
t
,
e
d
d
i
a
m
n
o
n
u
m
m
y
n
i
bh
e
u
i
s
m
o
d
t
i
n
c
i
d
u
n
t
u
t
la
o
r
ee
t
d
o
l
or
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
at
l
a
o
r
ee
t
d
o
l
o
r
e
m
a
g
n
a
a
l
i
q
u
a
m
e
r
a
t
WA
R
N
IN
G
R
E
M
O
T
E
P
O
W
E
R
O
F
F
O
N
P
O
W
E R
W A V
E
3
5 5
GREEN OR
GREEN/YELLOW
RED
BLACK
WHITE
5.50
10.00
MOUNTING HOLE LOCATIONS
M19527
1/4-20 NUT (4 PLACES)
NOTE: MOUNTING SCREWS CA
10/01
N NOT PROTR
UDE MORE THAN
0.5 IN
CHES INSIDE THE MACHINE.
11.8
4
3.50
ATTENTION
ATTENTION
noir
vert ou vert/jaune
rouge
blanc
EMPLACEMENT DES ORIFICES DE MONTAGE
NOTE : LES VIS DE MONTAGE NE DOIVENT PAS DÉPASSER DE PLUS
DE 0,5 POUCES À LʼINTÉRIEUR DE LA MACHINE.
ÉCROU _-20 (4 EMPLACEMENTS)

Les raccordements de sortie sur certaines Power
Wave
®
sont faits au moyen de clous de sortie filetés
de 1/2-13 placés sous le couvercle de sortie à
ressorts en bas de la face antérieure du coffre.
La plupart des applications de soudage fonctionnent
avec une électrode positive (+). Pour ces applications,
connecter le câble de lʼélectrode entre le chargeur de
fil et la terminale Twist-Mate de sortie positive (+) sur
la source dʼalimentation. Brancher lʼautre extrémité du
câble dʼélectrode sur la plaque dʼalimentation du
guide-fil. Le tenon du câble dʼélectrode doit se trouver
contre la plaque dʼalimentation. Sʼassurer que le
branchement vers la plaque dʼalimentation établit un
étroit contact électrique métal à métal. La taille du
câble dʼélectrode doit être fonction des spécifications
données dans la section des connexions du câble de
sortie. Brancher un fil de travail de la terminale Twist-
Mate de sortie négative (-) de la source dʼalimentation
vers la pièce à souder. Le raccordement de la pièce
doit être ferme et sûre, surtout si on prévoit de la
soudure par impulsions.
Pour de plus amples informations de Sécurité concer-
nant les réglages des câbles dʼélectrode et de travail,
se reporter à la norme « INFORMATION DE
SÉCURITÉ » placée sur le devant du Manuel
dʼInstructions.
Les chutes de tension excessives dues à des
mauvais raccordements de la pièce ont souvent
pour résultat une qualité de soudure insatis-
faisante.
------------------------------------------------------------------------
POLARITÉ DE LʼÉLECTRODE NÉGATIVE
Lorsquʼune polarité négative de lʼélectrode est néces-
saire, comme dans le cas de certaines applications
Innershield, inverser les connexions de sortie au
niveau de la source dʼalimentation : câble dʼélectrode
vers la terminale Twist-Mate négative (-), et câble de
travail vers la terminale Twist-Mate positive (+).
Lorsquʼon travaille avec une polarité dʼélectrode néga-
tive, lʼinterrupteur DIP « Polarité de Détection dʼÉlec-
trode» doit être réglé sur la position « Négative » sur
le tableau de circuits imprimés de la Tête
dʼAlimentation du Guide-Fil. Le réglage par défaut de
lʼinterrupteur correspond à la polarité dʼélectrode posi-
tive. Pour plus de détails, consulter le manuel dʼin-
structions de lʼAlimentation de Puissance.
A-3
INSTALLATION
POWER WAVE
®
355M
A-3
CÂBLES DE SORTIE, CONNEXIONS ET LIMITES
Brancher un fil de travail de taille et longueur suff-
isantes (dʼaprès le tableau A.1) entre la terminale de
sortie appropriée sur la source dʼalimentation et la
pièce à travailler. Sʼassurer que le raccordement à la
pièce à travailler établit un étroit contact électrique
métal à métal. Afin dʼéviter des problèmes dʼinter-
férence avec dʼautres appareils et dʼassurer le
meilleur fonctionnement possible, diriger tous les
câbles directement vers la pièce à souder ou vers le
chargeur de fil. Eviter les longueurs excessives et ne
pas embobiner de surplus de câble.
Lorsquʼon utilise une source dʼalimentation de
type inverseur comme la Power Wave
®
, il convient
dʼutiliser les plus grands câbles de soudure (élec-
trode et pièce à souder) qui soient pratiques, pour
le moins un câble de cuivre de 2/0 – même si le
courant moyen de sortie nʼen aurait pas besoin
normalement. Au moment de lʼimpulsion, le
courant dʼimpulsion peut atteindre de très hauts
niveaux. Les chutes de tension peuvent devenir
excessives, ce qui conduirait à des caractéris-
tiques de soudure de pauvre qualité si des câbles
de soudure trop petits sont utilisés.
------------------------------------------------------------------------
INDUCTANCE DES CÂBLES ET SES EFFETS
SUR LA SOUDURE PAR IMPULSIONS
Pour des processus de Soudure par Impulsions, lʼin-
ductance des câbles provoquera une dégradation du
rendement de la soudure. Pour une longueur totale de
la boucle de soudage inférieure à 50 ft.(15,24m), des
câbles de soudage traditionnels peuvent être utilisés
sans aucun effet sur le rendement de la soudure.
Pour une longueur totale de la boucle de soudage
supérieure à 50 ft.(15,24m), les Câbles de Soudage
Coaxiaux K1796 sont recommandés. La longueur de
la boucle de soudage est définie par la longueur totale
du câble dʼélectrode (A) + la longueur du câble de tra-
vail (B) + la longueur de la pièce à souder (C). (Voir
Figure A.3).
Pour de grandes longueurs de pièces à souder, il est
bon dʼavoir une base glissante pour maintenir la
longueur totale de la boucle de soudage en dessous
de 50 ft.(15,24m). (Voir Figure A.4).
ATTENTION
ATTENTION
B
A
C
FIGURE A.3
POWER
WAVE
WORK
A
C
B
POWER
WAVE
FIGURE A.4
K1796 COAXIAL CABLE
MEASURE FROM END
OF OUTER JACKET OF
CABLE
C
A
B
WORK
SLIDING
WORK
CÂBLE COAXIAL K1796
MESURE DEPUIS LʼEXTRÉMITÉ
DE LA GAINE E TÉRIEURE
DU CÂBLE
BASE GLISSANTE
PIÈCE À SOUDER
PIÈCE À SOUDER

A-4
INSTALLATION
POWER WAVE
®
355M
A-4
DÉTECTION DE TENSION
On obtient le meilleur fonctionnement de lʼarc lorsque
les Power Wave ont des données exactes sur lʼétat
des arcs. Selon le processus, lʼinductance dans les
câbles dʼélectrode et fils de travail peut avoir une influ-
ence sur la tension qui apparaît sur les bornes de la
soudeuse. Les fils détecteurs de tensions améliorent
lʼexactitude de lʼétat de lʼarc et peuvent avoir un effet
spectaculaire sur le fonctionnement. Des Kits de Fils
Détecteurs (K940-10, -25 ou -50) sont disponibles
dans ce but.
Si la détection de tension est habilitée mais les fils
détecteurs sont absents ou mal branchés, ou bien
si lʼinterrupteur de polarité de lʼélectrode nʼest pas
bien configuré, des sorties de soudage extrême-
ment élevées peuvent survenir.
------------------------------------------------------------------------
Le fil détecteur dʼÉLECTRODE (67) est intégré dans
le câble de contrôle et il est automatiquement habilité
pour tous les procédés semi-automatiques. Le fil
détecteur de la PIÈCE (21) est raccordé à la Power
Wave sur le connecteur à 4 goupilles. Par défaut, la
tension de la pièce est contrôlée sur la borne de sortie
de la POWER WAVE
®
355M. Pour de plus amples
informations concernant le fil détecteur de la PIÈCE
(21), se reporter à la partie « Détection de la
Tension de la Pièce à Souder » dans le paragraphe
suivant.
Habiliter les fils détecteurs de tension comme suit :
TABLEAU A.1
Procédé Fil 67 Détecteur de Fil 21 Détecteur de
Tension de lʼÈlectrode* Tension de la Pièce
GMAW Fil 67 requis Fil 21 optionnel
GMAW-P
Fil 67 requis Fil 21 optionnel
FCAW Fil 67 requis Fil 21 optionnel
GTAW
Détection tension sur bornes Détection tension sur bornes
SMAW
Détection tension sur bornes Détection tension sur bornes
SAW Fil 67 requis Fil 21 optionnel
CAC-C
Détection tension sur bornes Détection tension sur bornes
* Le fil 67 détecteur de tension de lʼélectrode est inté-
gré au câble de contrôle du chargeur de fil.
Détection de la Tension de la Pièce à Souder
Le manque de la POWER WAVE
®
355M normale sur la
borne de la pièce (fil détecteur de la pièce déshabilité).
Pour des procédés qui requièrent la détection de la
tension de la pièce à souder, raccorder le fil 21
détecteur de tension de la pièce (K940) du réceptacle
du fil détecteur de la pièce de la Power Wave
®
vers la
pièce à souder. Attacher le fil détecteur à la pièce à
souder aussi près que possible de la soudure de
façon pratique, mais pas sur le passage du retour de
courant de lʼélectrode vers la prise de terre. Habiliter
la détection de tension de la pièce à souder sur la
Power Wave
®
. (Voir « Réglages et Emplacement de
lʼInterrupteur DIP » dans la Section Installation de ce
manuel).
DÉTECTION DE LA TENSION DE LʼÉLECTRODE
La fonction dʼhabiliter ou de déshabiliter la détection
de tension de lʼélectrode est automatiquement config-
urée au travers dʼun programme informatique. Le fil
67 de détection de lʼélectrode se trouve à lʼintérieur du
câble qui va vers le chargeur de fil et il est toujours
branché lorsquʼon est en présence dʼun chargeur de
fil.
Important : la polarité de lʼélectrode doit être con-
figurée au niveau de la tête dʼalimentation pour
tous les procédés semi-automatiques. Dans le cas
contraire, des sorties de soudure extrêmement
élevées pourraient survenir.
------------------------------------------------------------------------
ATTENTION
ATTENTION

INTERCONNEXIONS DE LA POWER
WAVE AU CHARGEUR DE FIL SEMI-
AUTOMATIQUE POWER FEED
La POWER WAVE
®
355M et la famille Power Feed
®
semi-automatique communiquent au moyen dʼun
câble de contrôle à 5 conducteurs (K1543). Le câble
de contrôle consiste en deux fils dʼalimentation, une
paire tressée pour la communication numérique et un
fil pour la détection de tension. Les câbles sont
conçus pour être raccordés bout à bout afin de
faciliter leur extension. Le réceptacle de sortie sur la
POWER WAVE
®
355M se trouve sur le devant du cof-
fre. Le réceptacle dʼentrée sur la Power Feed
®
se trou-
ve normalement sur lʼarrière du chargeur ou sur le bas
de lʼinterface usager.
Du fait de la flexibilité de la plateforme, la configura-
tion peut varier. Voici une description générale du sys-
tème. Pour des renseignements spécifiques concer-
nant la configuration, consulter le manuel dʼinstruc-
tions concernant la Power Feed
®
semi-automatique.
DESCRIPTION DU SYSTÈME
La POWER WAVE
®
355M et la famille de produits Power
Feed
®
M utilisent un système de communication
numérique qui sʼappelle ArcLink. Résumé de façon sim-
ple, ArcLink permet le passage de grandes quantités
dʼinformations à de très hautes vitesses entre les com-
posants (nœuds) dans le système. Le système nʼa
besoin que de deux fils pour la communication, et grâce
à sa structure de type collecteur, les composants peu-
vent être branchés sur le réseau dans nʼimporte quel
ordre, simplifiant ainsi les réglages du système.
Chaque « système » ne doit contenir quʼune seule
source dʼalimentation. Le nombre de chargeurs de fil
est déterminé en fonction du type de chargeur de fil.
Se reporter au manuel dʼinstructions du chargeur de fil
pour plus de détails.
A-5
INSTALLATION
POWER WAVE
®
355M
A-5

A-6
INSTALLATION
A-6
POWER WAVE
®
355M
CONFIGURATION DU SYSTÈME
La source dʼalimentation fera une « Carte Automatique » du
système, ce qui élimine la plupart des besoins dʼinstallation
dʼinterrupteurs DIP pour configurer le système.
Si une « Carte Automatique » dʼun système ne peut
être réalisée, lʼindicateur lumineux clignotera vite en
vert et la sortie de la soudeuse sera déshabilitée.
Si la « Carte Automatique » dʼun système ne peut pas
être réalisée, consulter le manuel dʼinstructions de
lʼaccessoire utilisé pour obtenir des renseignements
de configuration concernant les réglages de lʼinterrup-
teur DIP, ou consulter le représentant Lincoln le plus
proche.
POWER WAVE
®
355M
INTERFACE ANA-
LOGUE DU
CONTRÔLEUR PLC
DU ROBOT
POWER WAVE
®
355M
POWER WAVE
®
355M
POWER WAVE
®
355M
TÊTE DʼALIMEN-
TATION
FEED HEAD 1
BOITE DE
CONTRÔLE
CHARGEUR À UNE TÊTE CHARGEUR À DEUX TÊTES
CHARGEUR À BRAS À UNE TÊTE
PF-10R
CHARGEUR À BRAS À UNE TÊTE
JUSQUʼÀ 4 CHARGEURS
DE FIL PERMIS
JUSQUʼÀ 4 TÊTES
DʼALIMENTATION
PERMISES
MODULE
GUIDE
FIL

A-7
INSTALLATION
POWER WAVE
®
355M
A-7
Dans ce cas, les têtes dʼalimentation individuelles ont besoin dʼêtre assignées au contrôle à tête double, la fonc-
tion de carte automatique de la POWER WAVE
®
355M doit être déshabilitée et les Groupes dʼAppareils doivent
être réglés. (Voir la Figure A.8). (Voir la documentation concernant le Chargeur pour obtenir des renseignements
sur les réglages des interrupteurs DIP du chargeur).
Système dont on ne peut PAS réaliser de « Carte Automatique »
POWER WAVE
®
355M
POWER WAVE
®
355M
POWER WAVE
®
355M
TÊTE
DOUBLE
TÊTE
DOUBLE
APPLICATION AUTOMATIQUE RUDE ALTERNÉE
(utilisant une Interface Usager, un Module Guide-fil et la POWER FEED PF-10R)
APPLICATION AUTOMATIQUE RUDE COMBINÉE
(avec Alimentation semi-automatique, Module Guide-fil et POWER FEED PF-10R)
CHARGEUR À BRAS À DEUX TÊTES
(utilisant deux têtes individuelles)
PF-10R
FH-1
FH-2
PF-10R
MODULE
GUIDE
FIL
(FH1)
MODULE
GUIDE
FIL
(FH1)

A-8
INSTALLATION
POWER WAVE
®
355M
A-8
Connect All Work
Sense Leads at the End
of the Joint
Connect All Welding
Work Leads at the
Beginning of the Joint
Travel
Direction
POWER WAVE 355M
POWER WAVE 355M
DEUX POWER WAVE
®
FIGURE A.6
SPÉCIFICATIONS DU CÂBLE DE CONTRÔLE
Lʼutilisation de câbles de contrôle Lincoln authentiques
est recommandée à tout moment. Les câbles Lincoln
sont conçus spécifiquement pour satisfaire les besoins
en communication et puissance du système de la
Power Wave
®
et Power Feed
®
.
Lʼutilisation de câbles non homologués, spéciale-
ment pour des longueurs supérieures à 25 pieds,
peut provoquer des problèmes de communication
(pannes du système), une accélération du moteur
faible (démarrage de lʼarc faible) et une faible force
de guidage du fil (problèmes de dévidage du fil).
------------------------------------------------------------------------
La série de câbles de contrôle K1543 peut être rac-
cordée bout à bout pour une extension facile. Ne pas
dépasser 100 pieds (30,5m) de longueur totale du
câble de contrôle.
SOUDURE AVEC POWER WAVES
®
MULTIPLES
Prendre des précautions spéciales lorsque plus dʼune
Power Wave
®
soude simultanément sur une même
pièce. Une déviation de lʼarc et une interférence de lʼarc
peuvent survenir ou être amplifiées.
Chaque source dʼalimentation requiert un fil de travail
de la borne de travail vers lʼappareil de soudure. Ne
pas combiner tous les fils de travail en un seul fil. Les
directions de parcours de la soudure doivent être
dans le sens qui sʼéloigne du fil de travail comme on
le montre plus loin. Raccorder tous les fils de détec-
tion de la pièce de chaque source dʼalimentation vers
la pièce au bout de la soudure. (Voir Figure A.6).
Afin dʼobtenir les meilleurs résultats possible dʼune
soudure par impulsions, effectuer les mêmes réglages
de taille du fil et de vitesse de dévidage du fil pour
toutes les Power Wave
®
. Lorsque ces paramètres sont
identiques, la fréquence des impulsions sera la
même, ce qui aidera à stabiliser les arcs.
Chaque pistolet à souder nécessite son propre régu-
lateur de gaz de protection pour une vitesse correcte
du flux et une bonne couverture du gaz de protection.
Ne pas essayer de fournir du gaz de protection pour
deux pistolets ou plus à partir dʼun seul régulateur.
Si un système anti-éclaboussures est utilisé, chaque
pistolet doit avoir son propre système anti-éclabous-
sures.
ATTENTION
ATTENTION
Direction du
Parcours
Raccorder tous les Fils
De Détection de la Pièce
Au bout de la Jointure
Raccorder tous les Fils De Travail
de Soudure Au Début de la Jointure

A-9
INSTALLATION
POWER WAVE
®
355M
A-9
INSTRUCTIONS POUR LʼEMPLACEMENT DU FIL DÉTECTEUR DʼARCS MULTIPLES DÉSYNCHRONISÉS ET DU FIL DE TRAVAIL
MAUVAIS
MIEUX
MEILLEUR
• Le flux du courant de lʼArc No.1
affecte le fil détecteur No.2
• Le flux du courant de lʼArc No.2
affecte le fil détecteur No.1
• Aucun des fils détecteurs ne saisit
la tension correcte de la pièce,
provoquant lʼinstabilité du démar-
rage et de lʼarc de soudure.
• Le Détecteur No.1 nʼest affecté que par le
courant de soudage de lʼarc No.1
• Le Détecteur No.2 nʼest affecté que par le
courant de soudage de lʼarc No.2
• Du fait des chutes de tension au travers de
la pièce à souder, la tension de lʼArc peut
être faible, provoquant un besoin de dévia-
tion des procédures normales.
• Les deux fils Détecteurs se trouvent
hors du passage du courant.
• Les deux fils Détecteurs détectent
la tension de lʼarc avec exactitude
• Pas de chute de tension entre lʼArc
et le fil Détecteur
• Meilleurs démarrages, meilleurs
arcs, résultats les plus fiables.
Source
DʼAlimentation
#1
Source
DʼAlimentation
#2
Source
DʼAlimentation
#2
Source
DʼAlimentation
#1
Source
DʼAlimentation
#1
Source
DʼAlimentation
#2
Pièce No.1
Détecteur No.1
Pièce No.2
Détecteur No.2
Pièce No.1
Détecteur No.1
Pièce No.2
Détecteur No. 2
Flux du courant
Flux du courant
Flux du courant
Pièce No.1
Détecteur No.1
Pièce No.1
Pièce No.2

A-10
INSTALLATION
POWER WAVE
®
355M
A-10
SPÉCIFICATIONS DES RÉCEPTACLES DʼENTRÉE ET DE SORTIE
TABLEAU A.2
RÉCEPTACLE DU CHARGEUR DE FIL
GOUPILLE FIL No. FONCTION
A53
Collecteur L de Communication
B54
Collecteur H de Communication
C 67A Détecteur Tension Électrode
D 52 0vdc -
E 51 +40vdc +
TABLEAU A.3
RÉCEPTACLE DU DÉTECTEUR DE TENSION
GOUPILLE FIL No. FONCTION
3 21A
Détecteur de Tension de la Pièce
TABLEAU A.4
RÉCEPTACLE RS232
GOUPILLE FIL No. FONCTION
2 253 RS232 Recevoir
3 254 RS232 Transmettre
4 # Goupille5
5 # Goupille4
6 # # Goupille20
20 # # Goupille6
7 251 RS232 Commun
RÉGLAGES ET EMPLACEMENTS DE LʼIN-
TERRUPTEUR DIP
Les interrupteurs DIP sur les tableaux de circuits
imprimés permettent une configuration sur mesure de la
Power Wave
®
. Pour avoir accès aux interrupteurs DIP :
LES CHOCS ÉLECTRIQUES peu-
vent être mortels.
1. Couper lʼélectricité à la source dʼali-
mentation en appuyant sur lʼinterrupteur
de déconnexion.
• Sʼisoler du travail et du sol.
• Toujours porter des gants isolants secs.
------------------------------------------------------------------------
2. Retirer lʼemballage de protection qui se trouve autour de
la source dʼalimentation.
3. Le tableau de contrôle se trouve sur lʼassemblage central
en face du devant du coffre. Localiser lʼinterrupteur DIP à
8 positions et chercher lʼinterrupteur 8 de lʼinterrupteur
DIP.
4. Au moyen dʼun crayon ou de tout autre petit objet, faire
glisser lʼinterrupteur sur la position « OFF » (éteint) si le fil
détecteur de la pièce nʼest PAS branché. A lʼinverse, faire
glisser lʼinterrupteur sur la position « ON » (allumé) si le fil
détecteur de la pièce est présent.
INTERRUPTEUR DIP DU TABLEAU DE
CONTRÔLE
interrupteur 1= réservé à un usage ultérieur
interrupteur 2= réservé à un usage ultérieur
interrupteur 3= réservé à un usage ultérieur
interrupteur 4= réservé à un usage ultérieur
interrupteur 5= réservé à un usage ultérieur
interrupteur 6= réservé à un usage ultérieur
interrupteur 7= repérage automatique sur carte
interrupteur 8* = fil détecteur de la pièce
(Voir la Figure A.8 pour le Chargeur à Bras à Deux Têtes).
interrupteur 7*
Repérage automatique sur carte
éteint
Repérage automatique sur carte habilité (par défaut)
allumé Repérage automatique sur carte inhabilité
interrupteur 8*
Fil détecteur de la pièce
éteint Fil détecteur de pièce non branché
allumé Fil détecteur de pièce branché
* Le réglage dʼusine pour lʼinterrupteur 8 est sur la
position OFF (éteint)
CONTROL BOARD (DIP Switch Location)
FIGURE A.7
O
N
12 345678
AVERTISSEMENT
5. Remettre en place lʼemballage de protection et les
vis. Le tableau de circuits imprimés « lira » lʼinterrup-
teur lorsque la puissance sera rétablie et il configurera
le fil détecteur de tension de la pièce correctement.
}
40VDC
TABLEAU DE CONTRÔLE (Emplacement de lʼInterrupteur DIP)
FIGURE A.8

DESCRIPTION GÉNÉRALE
La source dʼalimentation semi-automatique de la
POWER WAVE
®
355M est conçue pour former partie
dʼun système de soudure modulaire à procédés multi-
ples. En fonction de sa configuration, elle peut sup-
porter un courant constant, une tension constante,
une puissance constante et des modes de soudure
par impulsions.
La source dʼalimentation de la POWER WAVE
®
355M
est conçue pour être utilisée avec la famille semi-
automatique de chargeurs de fils Power Feed
®
, en
fonctionnant comme un système. Chaque composant
dans le système a un ensemble spécial de circuits
pour « parler avec » les autres composants du sys-
tème, de telle sorte que chaque composant (source
dʼalimentation, chargeur de fil, interface usager) sait
ce que les autres font à tout moment. Ces com-
posants communiquent avec Arclink .
La POWER WAVE
®
355M est un inverseur, source
dʼalimentation de soudage contrôlé numériquement et
à haut rendement, capable dʼun contrôle complexe en
forme dʼondes à haute vitesse. Correctement équipée,
elle peut supporter les procédés GMAW, GMAW-P,
FCAW, SMAW, GTAW ET CAC-A. Elle transporte un
régime de sortie de 350 Amps, 34 Volts à 60% de fac-
teur de marche et 300 Amps, 32 Volts à 100% de fac-
teur de marche.
PROCÉDÉS ET APPAREILS
RECOMMANDÉS
PROCÉDÉS RECOMMANDÉS
La POWER WAVE
®
355M peut être installée sous un
certain nombre de configurations, avec pour certaines
un besoin de matériel ou de programmes de soudure
optionnels. Chaque machine est préprogrammée dʼu-
sine avec de multiples procédés de soudure, qui inclu-
ent normalement GMAW, GMAW-P, FCAW, GRAW et
CAC-A pour une variété de matériaux comprenant
acier doux, acier inoxydable, conducteurs avec âmes
et aluminium.
La POWER WAVE
®
355M est recommandée pour la
soudure semi-automatique et peut aussi être convenable
pour des applications automatiques rudes de base.
• Cette Power Wave
®
nʼest pas recommandée pour
dʼautres procédés que ceux qui sont mentionnés.
B-1
FONCTIONNEMENT
B-1
POWER WAVE
®
355M
MESURES DE SÉCURITÉ
Lire entièrement cette section d’instructions sur le
fonctionnement avant de faire marcher la machine.
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• A moins d’utiliser un dispositif d’ali-
mentation à froid, lorsque l’alimenta-
tion se fait avec un pistolet à
gachette, l’électrode et le mécan-
isme de guidage sont toujours élec-
triquement énergisés et ils peuvent
le rester pendant plusieurs secondes
après que la soudure ait cessé.
• Ne pas toucher les pièces sous tension ou
l’électrode les mains nues ou si l’on porte des
vêtements humides.
• S’isoler du travail et du sol.
• Toujours porter des gants isolants secs.
-------------------------------------------------------------
LES VAPEURS ET LES GAZ peuvent
être dangereux.
• Maintenir la tête hors des vapeurs.
•
Utiliser la ventilation ou un système
d’échappement pour évacuer les
vapeurs de la zone de respiration.
-------------------------------------------------------------
LES ÉTINCELLES DE SOUDURE
peuvent provoquer des incendies
ou des explosions.
• Tenir les matériaux inflammables
éloignés.
• Ne pas souder sur des récipients qui ont con-
tenu du combustible.
-----------------------------------------------------------
LES RAYONS DES ARCS peuvent causer des brûlures.
• Porter des protections pour les
yeux, les oreilles et le corps.
Suivre les instructions supplémentaires détaillées
au début de ce manuel.
AVERTISSEMENT

5. DISJONTEUR INTERNE: protège le circuit de 115
volts c.a.
6. CONNECTEUR A FIL (FIL DÉTECTEUR)
7. CONNECTEUR DE DIAGNOSTIC (RS-232)
8. RÉCEPTACLE DU CHARGEUR DE FIL (5
GOUPILLES)
9. TERMINALE TWIST-MATE NÉGATIVE
10. TERMINALE TWIST-MATE POSITIVE
FIGURE B.1
10
4
6
1
3
2
5
7
8
9
SCHÉMA DE LA FACE ANTÉRIEURE DU
COFFRE POWER WAVE
®
355M
POWER WAVE
®
355M – Fonctionnement Semi-Automatique
La POWER WAVE
®
355M ne peut être utilisée
quʼavec des chargeurs de fil semi-automatiques
Power Feed
®
M compatibles avec ArcLink. En
outre, les chargeurs de fil semi-automatique Power
Feed
®
peuvent requérir de matériel optionnel pour
accéder à certains modes de soudure sur la Power
Wave
®
. Les autres modèles de chargeurs Lincoln, ou
tout autre modèle de chargeur de fil qui ne soit pas de
la marque Lincoln, ne peuvent pas être utilisés.
Tous les programmes et procédures de soudage sont
sélectionnés au travers de lʼinterface usager semi-
automatique Power Feed
®
M.
APPAREILS REQUIS
Tout appareil chargeur de fil semi-automatique com-
patible avec ArcLink. En particulier, la famille Power
Feed
®
M semi-automatique.
LIMITES
• Seuls les chargeurs de fil semi-automatiques Power
Feed
®
M et les interfaces usagers compatibles avec
ArcLink peuvent être utilisés. Les autres chargeurs
de fil Lincoln ou dʼune autre marque ne peuvent pas
être utilisés.
• Limites de Sortie de la POWER WAVE
®
355M
La POWER WAVE
®
355M peut supporter un courant
de sortie moyen maximum de 350 Amps à 60% de
facteur de marche.
FACTEUR DE MARCHE ET PÉRIODE DE TEMPS
Le facteur de marche est basé sur une période de dix
minutes. Un facteur de marche de 60% représente 6
minutes de soudure et 4 minutes de ralenti dans une
période de 10 minutes.
CONTRÔLES SUR LE DEVANT DU COFFRE
Tous les contrôles de lʼopérateur sont placés sur le
devant du coffre de la Power Wave
®
. (Voir Figure B.1).
1. INTERRUPTEUR DE PUISSANCE : contrôle la
puissance dʼentrée vers la Power Wave
®
.
2. INDICATEUR DE SITUATION : une lumière bicol-
ore qui indique les erreurs du système. Pour le
fonctionnement normal, la lumière est verte et fixe.
Les situations dʼerreurs sont indiquées dans la
Section E de Solutions de Problèmes de ce
Manuel.
NOTE : lʼindicateur lumineux de la POWER WAVE
®
355M clignotera en vert, et parfois en vert et rouge,
pendant au plus une minute lorsque la machine est
allumée pour la première fois. Il sʼagit dʼune situation
normale car la machine réalise un auto test à lʼal-
lumage.
B-2
FONCTIONNEMENT
B-2
POWER WAVE
®
355M
3. LUMIÈRE DE TEMPÉRATURE ÉLEVÉE (sur-
charge thermique) : une lumière jaune qui sʼallume
quand survient une température trop élevée. La
sortie est déshabilitée et le ventilateur continue à
fonctionner jusquʼà ce que la machine refroidisse.
Lorsquʼelle a refroidi, la lumière sʼéteint et la sortie
est réhabilitée.
4. DISJONCTEUR CB1 DU CHARGEUR DE FIL: pro-
tège lʼalimentation du chargeur de fil en 40 volt c.c.

RÉGLAGES DE SOUDAGE
Tous les réglages se font sur le composant du sys-
tème connu sous le nom dʼInterface Usager (Boîtier
de Contrôle), qui contient les interrupteurs, boutons,
et écrans numériques nécessaires au contrôle de la
Power Wave
®
et un chargeur de fil Power Feed
®
.
Normalement, le Boîtier de Contrôle est livré comme
faisant partie du chargeur de fil. Il peut être monté
directement sur le chargeur de fil ou bien séparément,
comme cela peut être le cas pour une installation de
soudure à bras.
Du fait que le Boîtier de Contrôle peut être configuré
avec de nombreuses options différentes, il se peut
que votre système nʼait pas tous les réglages suiv-
ants. Sans tenir compte de la disponibilité, tous les
contrôles sont décrits plus bas. Pour de plus amples
informations, consulter le manuel dʼinstructions du
chargeur de fil Power Feed
®
.
• WFS / AMPS:
En modes de soudure synergiques (TC synergique,
GMAW à impulsions), la WFS (vitesse de dévidage du
chargeur de fil) est le paramètre de contrôle dominant,
qui contrôle toutes les autres variables. Lʼusager règle la
WFS en fonction de facteurs tels que la taille de la
soudure, les besoins de pénétration, lʼentrée de la tête,
etc. La Power Wave
®
utilise alors les réglages de la WFS
pour ajuster ses caractéristiques de sortie (tension de
sortie, courant de sortie) dʼaprès des réglages prépro-
grammés contenus dans la Power Wave
®
.
En modes non synergiques, le contrôle de la WFS se
comporte davantage comme une source dʼalimentation
TC conventionnelle où la WFS et la tension sont des
réglages indépendants. De ce fait, pour conserver les
caractéristiques de lʼarc, lʼopérateur doit régler la tension
pour compenser tous changements effectués sur la WFS.
En modes de courant continu (baguette, TIG), ce contrôle
règle le courant de sortie, en amps.
• VOLTS / TRIM:
En modes de tension constante (TC synergique, TC
normale), le contrôle règle la tension de soudage.
En modes de soudage synergique à impulsions
(uniquement GMAW à impulsions), lʼusager peut mod-
ifier les réglages fins pour ajuster la longueur de lʼarc.
Elle est réglable de 0,500 à 1,500. un réglage fin de
1,000 est un bon point de départ pour la plupart des
situations.
• MODE DE SOUDAGE
Il peut être sélectionné par nom (TC/MIG, CC/Baguette
ondulée, gouge, etc.) ou par numéro de mode (10, 24,
71, etc.) en fonction des options du Boîtier de Contrôle.
La sélection dʼun mode de soudage détermine les carac-
téristiques de sortie de la source dʼalimentation de la
Power Wave
®
. Pour une description plus complète des
modes de soudage disponibles sur la Power Wave
®
, se
reporter à lʼexplication ci-après.
B-3
FONCTIONNEMENT
POWER WAVE
®
355M
B-3
PROCÉDURES NOMINALES
La Power Wave
®
est conçue pour fonctionner avec un
dépassement dʼélectrode de 3/4" (7,62) pour
procédés TC et à Impulsions.
PROCÉDURES SUPPLÉMENTAIRES
Un dépassement dʼélectrode excessivement court ou
long peut fonctionner seulement sur une base limitée,
sʼil fonctionne.
RÉALISATION DʼUNE SOUDURE
La durabilité dʼun produit ou structure fonction-
nant avec des programmes de soudage est et doit
être la seule responsabilité du constructeur /
usager. De nombreuses variables au-delà du con-
trôle de The Lincoln Electric Company affectent
les résultats obtenus lors de lʼapplication de ces
programmes. Ces variables comprennent, mais
nʼy sont pas limitées, le procédé de soudage, la
chimie et la température de la plaque, la concep-
tion de la soudure, les méthodes de fabrication et
les exigences de service. La gamme disponible
dʼun programme de soudage peut ne pas être
appropriée pour toutes les applications, et le con-
structeur / usager est et doit être le seul respons-
able du choix des programmes de soudage.
------------------------------------------------------------------------
Les mesures pour faire fonctionner la Power Wave
®
dépendront des options installées sur lʼinterface
usager (boîtier de contrôle) du système de soudage.
La flexibilité du système de la Power Wave
®
permet à
lʼusager dʼadapter le fonctionnement pour obtenir le
meilleur rendement possible.
Tout dʼabord, tenir compte du procédé de soudage
souhaité et de la pièce à souder. Choisir un matériau
et un diamètre dʼélectrode, un gaz de protection et un
procédé (GMAW, GMAW-P, etc.).
Deuxièmement, trouver dans le logiciel de soudage le
programme qui se rapproche le plus du procédé de
soudage souhaité. Le logiciel normal livré avec les
Power Wave
®
contient une ample gamme de
procédés courants et il pourra satisfaire la plupart des
besoins. Si un programme de soudage spécial est
souhaité, contacter le concessionnaire Lincoln Electric
le plus proche.
Pour réaliser une soudure, la Power Wave
®
a besoin
de connaître les paramètres de soudage souhaités.
La famille Power Feed
®
(PF) de chargeurs commu-
nique les réglages à la Power Wave
®
au travers de la
connexion du câble de contrôle. La longueur de lʼarc,
la vitesse de dévidage du fil, le contrôle de lʼarc, etc.
sont tous communiqués de façon numérique au tra-
vers du câble de contrôle.
AVERTISSEMENT
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
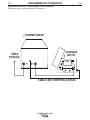 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42










































Lincoln Electric Power Wave 355M Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric Power Feed 10M Mode d'emploi
-
-
-
Lincoln Electric Arc Tracker Mode d'emploi
-
Lincoln Electric Power Wave S350 Mode d'emploi
-
-
-
Lincoln Electric AutoDrive 4R220 Mode d'emploi
-
-
Lincoln Electric Square Wave TIG 175 Mode d'emploi