Lincoln Electric Square Wave TIG 175 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

SQUARE WAVE™TIG 175
MANUEL DE LʼOPÉRATEUR
IMF10059-A
Août, 2011
La sécurité dépend de vous
Le matériel de soudage et de
coupage à l'arc Lincoln est conçu
et construit en tenant compte de la
sécurité. Toutefois, la sécurité en
général peut être accrue grâce à
une bonne installation... et à la plus
grande prudence de votre part. NE
PAS INSTALLER, UTILISER OU
RÉPARER CE MATÉRIEL SANS
AVOIR LU CE MANUEL ET LES
MESURES DE SÉCURITÉ QU'IL
CONTIENT. Et, par dessus tout,
réfléchir avant d'agir et exercer la
plus grande prudence.
Sʼapplique aux machines dont le numéro de code est
11691,11826
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © Lincoln Global Inc.

POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et dʼentretenir à moins
quʼil ne soit nécessaire que le moteur tourne pour effectuer
lʼentretien.___________________________-
_________________________
1.b. Ne faire fonctionner les moteurs quʼà lʼex-
térieur ou dans des endroits bien aérés ou
encore évacuer les gaz dʼéchappement du
moteur à lʼextérieur.
__________________________________________________
1.c. Ne pas faire le plein de carburant près dʼune
flamme nue, dʼun arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêch-
er que du carburant renversé ne se vaporise
au contact de pièces du moteur chaudes et
ne sʼenflamme. Ne pas renverser du carbu-
rant quand on fait le plein. Si du carburant
sʼest renversé, lʼessuyer et ne pas remettre le
moteur en marche tant que les vapeurs nʼont
pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
rité doivent être toujours en place et en bon état. T
enir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
dʼautres pièces en mouvement quand on met en marche,
utilise ou répare le matériel.
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer lʼentretien prescrit. Ne
déposer les protecteurs que quand cʼest nécessaire et les
remettre en place quand lʼentretien prescrit est terminé.
Toujours agir avec la plus grande prudence quand on tra-
vaille près de pièces en mouvement.
____________________________________________________
1.f. Ne pas mettre les mains près du ventilateur
du moteur. Ne pas appuyer sur la tige de
commande des gaz pendant que le moteur
tourne.
__________________________________________________
1.g.Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entretenant
le groupe électrogène de soudage, de connecter les fils des
bougies, le chapeau de distributeur ou la magnéto
i
SÉCURITÉ
i
LE SOUDAGE À LʼARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CAR-
DIAQUE DEVRAIENT CONSULTER LEUR MÉDECIN AVANT DʼUTILISER LʼAPPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement dʼacheter un exemplaire de la norme Z49.1, de lʼANSI auprès de lʼAmerican Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
SʼASSURER QUE LES ÉTAPES DʼINSTALLATION, DʼUTILISATION, DʼENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QUʼÀ DES PERSONNES QUALIFIÉES.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles et
des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant dʼentreprendre le soudage
2.c. Lʼexposition aux champs électromagnétiques lors du
soudage peut avoir dʼautres effets sur la santé que lʼon ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum lʼexposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1.
Regrouper les câbles dʼélectrode et de retour. Les fixer
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles dʼélectrode et de retour.
Si le câble dʼélectrode se trouve à droite, le câble de retour
doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près pos-
sible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant de
soudage.
1.h. Pour éviter de sʼébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz dʼéchappement du moteur diesel et certains de
leurs constituants sont connus par lʼÉtat de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Les gaz dʼéchappement de ce produit contiennent des
produits chimiques connus par lʼÉtat de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci sʼapplique aux moteurs diesel.
Ceci sʼapplique aux moteurs à essence.
AVERTISSEMENT

ii
SÉCURITÉ
ii
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se pro-
téger les yeux contre les étincelles et le rayon-
nement de l'arc quand on soude ou quand on observe l'arc de
soudage. Le masque à serre-tête et les oculaires filtrants doivent
être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de lʼélectrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si lʼon porte des vêtements
mouillés. Porter des gants isolants secs et ne comportant pas de
trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suff-
isantes pour couvrir entièrement la zone de contact physique
avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides ou
si l'on porte des vêtements mouillés; sur les construc-
tions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, sʼil y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la terre)
utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise de
terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonc-
tionnement. Remplacer l'isolation endommagée.
3.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
3.h. Ne jamais toucher simultanément les pièces sous tension
des porte-électrodes connectés à deux sources de courant
de soudage parce que la tension entre les deux peut corre-
spondre à la tension à vide totale des deux appareils.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
LES FUMÉES ET LES
GAZ peuvent être
dangereux.
5.a Le soudage peut produire des fumées et des
gaz dangereux pour la santé. Éviter d'inhaler ces fumées et
ces gaz. Quand on soude, tenir la tête à l'extérieur des
fumées. Utiliser un système de ventilation ou d'évacuation
suffisant au niveau de l'arc pour évacuer les fumées et les
gaz de la zone de travail. Quand on soude avec des élec-
trodes qui nécessitent une ventilation spéciale comme
les électrodes en acier inoxydable ou pour revêtement
dur (voir les directives sur le contenant ou la fiche sig-
nalétique) ou quand on soude de l'acier au plomb ou cad-
mié ainsi que d'autres métaux ou revêtements qui pro-
duisent des fumées très toxiques, limiter le plus possible
l'exposition et au-dessous des valeurs limites d'exposi-
tion (TLV) en utilisant une ventilation mécanique ou par
aspiration à la source. Dans les espaces clos ou dans
certains cas à l'extérieur, un appareil respiratoire peut
être nécessaire. Des précautions supplémentaires sont
également nécessaires quand on soude sur l'acier gal-
vanisé.
5.b. Le fonctionnement de lʼappareil de contrôle des vapeurs de
soudage est affecté par plusieurs facteurs y compris lʼutilisa-
tion et le positionnement corrects de lʼappareil, son entretien
ainsi que la procédure de soudage et lʼapplication con-
cernées. Le niveau dʼexposition aux limites décrites par
OSHA PEL et ACGIH TLV pour les ouvriers doit être vérifié
au moment de lʼinstallation et de façon périodique par la suite
afin dʼavoir la certitude quʼil se trouve dans lʼintervalle en
vigueur.
5.c.
Ne pas souder dans les endroits à proximité des vapeurs d'hy-
drocarbures chlorés provenant des opérations de dégrais-
sage, de nettoyage ou de pulvérisation. La chaleur et le ray-
onnement de l'arc peuvent réagir avec les vapeurs de solvant
pour former du phosgène, gaz très toxique, et d'autres pro-
duits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l'arc peuvent
chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spé-
cialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.e. Lire et comprendre les instructions du fabricant pour cet
appareil et le matériel de réserve à utiliser, y compris la fiche
de données de sécurité des matériaux (MSDS) et suivre les
pratiques de sécurité de lʼemployeur. Les fiches MSDS sont
disponibles auprès du distributeur de matériel de soudage ou
auprès du fabricant.
5.f. Voir également le point 1.b.

iii
SÉCURITÉ
iii
Se référer à http://www.lincolnelectric.com/safety pour des informations supplémentaires en matière de sécurité.
Pour des Appareils à
Puissance ÉLECTRIQUE
8.a. Couper l'alimentation d'entrée en utilisant
le disjoncteur à la boîte de fusibles avant
de travailler sur le matériel.
8.b. Installer le matériel conformément au Code
Électrique National des États Unis, à tous
les codes locaux et aux recommandations
du fabricant.
8.c. Mettre à la terre le matériel conformément au Code Élec-
trique National des États Unis et aux recommandations du
fabricant.
LES BOUTEILLES peu-
vent exploser si elles sont
endommagées.
7.a. N'utiliser que des bouteilles de gaz com-
primé contenant le gaz de protection con-
venant pour le procédé utilisé ainsi que des
détendeurs en bon état conçus pour les gaz et la pression utilisés.
Choisir les tuyaux souples, raccords, etc. en fonction de l'applica-
tion et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou endom-
magées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur, d'ét-
incelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute autre
pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA “Précautions pour le Maniement en toute Sécurité de
Gaz Comprimés dans des Cylindres », que l'on peut se pro-
curer auprès de la Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA22202.
LES ÉTINCELLES DE
SOUDAGE peuvent
provoquer un incendie
ou une explosion.
6.a. Enlever les matières inflammables de la zone de soudage. Si ce n'est pas pos-
sible, les recouvrir pour empêcher que les étincelles de soudage ne les
atteignent. Les étincelles et projections de soudage peuvent facilement s'in-
filtrer dans les petites fissures ou ouvertures des zones environnantes. Éviter
de souder près des conduites hydrauliques. On doit toujours avoir un extinc-
teur à portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de travail, on doit pren-
dre des précautions spéciales pour éviter les dangers. Se référer à la
“Sécurité pour le Soudage et le Coupage” (ANSI Z49.1) et les consignes d'u-
tilisation relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de l'électrode ne
touche la pièce ou la terre. Un contact accidentel peut produire une surchauffe
et créer un risque d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des contenants
sans avoir pris les mesures qui s'imposent pour s'assurer que ces opérations
ne produiront pas des vapeurs inflammables ou toxiques provenant des sub-
stances à l'intérieur. Elles peuvent provoquer une explosion même si elles ont
été «nettoyées». For information, purchase “Recommended Safe Practices
for the Preparation for Welding and Cutting of Containers and Piping That
Have Held Hazardous Substances”, AWS F4.1 from the American Welding
Society
(see address above).
6.e. Mettre à l'air libre les pièces moulées creuses ou les contenants avant de
souder, de couper ou de chauffer. Elles peuvent exploser.
6.f. Les étincelles et les projections sont expulsées de l'arc de soudage. Porter
des vêtements de protection exempts d'huile comme des gants en cuir, une
chemise épaisse, un pantalon sans revers, des chaussures montantes et un
casque ou autre pour se protéger les cheveux. Utiliser des bouche-oreilles
quand on soude hors position ou dans des espaces clos. Toujours porter des
lunettes de sécurité avec écrans latéraux quand on se trouve dans la zone de
soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible de la zone de
soudage. Si les câbles de retour sont connectés à la charpente du bâtiment
ou à d'autres endroits éloignés de la zone de soudage cela augmente le risque
que le courant de soudage passe dans les chaînes de levage, les câbles de
grue ou autres circuits auxiliaires. Cela peut créer un risque d'incendie ou sur-
chauffer les chaînes de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.
6.i. Lire et appliquer la Norme NFPA 51B “pour la Prévention des Incendies
Pendant le Soudage, le Coupage et dʼAutres Travaux Impliquant de la
Chaleur”, disponible auprès de NFPA, 1 Batterymarch Park,PO Box 9101,
Quincy, Ma 022690-9101.
6.j. Ne pas utiliser de source de puissance de soudage pour le dégel des tuyau-
teries.

iv
SÉCURITÉ
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suiv-
antes:
Sûreté Pour Soudage A LʼArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher met-
allique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble de
soudage et la machine à souder en bon et sûr état defonc-
tionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à soud-
er parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de nʼimporte quelle partie
du corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi quʼun verre blanc afin de se protéger les yeux du ray-
onnement de lʼarc et des projections quand on soude ou
quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
lʻarc.
c. Protéger lʼautre personnel travaillant à proximité au
soudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc de
soudage. Se protéger avec des vêtements de protection libres
de lʼhuile, tels que les gants en cuir, chemise épaisse, pan-
talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où lʼon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possible de
la zone de travail quʼil est pratique de le faire. Si on place la
masse sur la charpente de la construction ou dʼautres endroits
éloignés de la zone de travail, on augmente le risque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de lʼarc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté, voir
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
lʼélectricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la debranch-
er à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.

vv
Merci
dʼavoir choisi un produit de QUALITÉ Lincoln Electric. Nous tenons à ce
que vous soyez fier dʼutiliser ce produit Lincoln Electric ••• tout comme
nous sommes fiers de vous livrer ce produit.
Lisez complètement ce Manuel de lʼOpérateur avant dʼessayer dʼutiliser cet appareil. Gardez ce manuel et maintenez-le
à portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière aux consignes de sécurité
que nous vous fournissons pour votre protection. Le niveau dʼimportance à attacher à chacune dʼelle est expliqué ci-après :
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel.
ATTENTION
Veuillez examiner immédiatement le carton et le matériel
Quand ce matériel est expédié, son titre passe à lʼacheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par lʼacheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur lʼidentification du matériel pour pouvoir sʼy reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Produit _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de Modèle _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro e code / Code dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de série _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Date dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Lieu dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours
les informations que vous avez inscrites ci-dessus.
Inscription en Ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax : Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
WEB SITE www.lincolnelectric.com. Choisissez "Support", puis
"Enregistrez votre produit». S'il vous plaît remplir le formulaire et envoyer votre
inscription.
POLITIQUE DʼASSISTANCE AU CLIENT
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente dʼappareils de soudage de grande qualité, les
pièces de rechange et les appareils de coupage. Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente. Quelquefois,
les acheteurs peuvent demander à Lincoln Electric de les conseiller ou de les informer sur lʼutilisation de nos produits. Nous répondons à nos
clients en nous basant sur la meilleure information que nous possédons sur le moment. Lincoln Electric nʼest pas en mesure de garantir de
tels conseils et nʼassume aucune responsabilité à lʼégard de ces informations ou conseils. Nous dénions expressément toute garantie de
quelque sorte quʼelle soit, y compris toute garantie de compatibilité avec lʼobjectif particulier du client, quant à ces informations ou conseils.
En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la mise à jour ou à la correction
de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations ou conseils ne créé, ni étend ni altère
aucune garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant sensible, mais le choix et lʼutilisation de produits spécifiques vendus par Lincoln Electric relève uniquement
du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de Lincoln Electric affectent
les résultats obtenus en appliquant ces types de méthodes de fabrication et dʼexigences de service.
Susceptible dʼêtre Modifié - Autant que nous le sachons, cette information est exacte au moment de lʼimpression. Prière de visiter le site
www.lincolnelectric.com pour la mise à jour de ces info

TABLE DES MATIÈRES
Page
_______________________________________________________________________________________
Installation ......................................................................................................Section A
Spécifications Techniques ...........................................................................................A-1
Mesures De Sécurité
.. ............................................................................................................................................A-2
Choix Dʼun Emplacement Approprié .....................................................................A-2
Meulage.................................................................................................................A-2
Empilage................................................................................................................A-2
Levage ..................................................................................................................A-2
Inclinaison..............................................................................................................A-2
Caractéristiques Nominales Environnementales...................................................A-2
Mise À La Terre De La Machine Et Protection Contre Les Interférences De Haute Fréquence
.......A-2,A-3
Branchements Dʼentrée ...............................................................................................A-3
Procédure De Reconnexion Dʼentrée ..........................................................................A-3
Branchements De Sortie
..................................................................................................A-4
Branchements Pour Le Soudage Tig (GTAW)................................................A-4
Branchement De La Torche Tig ......................................................................A-4
Branchement Du Câble De Travail .................................................................A-4
Branchement Du Gaz De Protection ..............................................................A-4
Branchement De La Télécommande ..............................................................A-5
Branchements Pour Le Soudage À La Baguette (SMAW) ............................A-5
Branchement Du Câble de la Baguette Électrode et du Câble de Travail .....A-5
______________________________________________________________________________
FONCTIONNEMENT
................................................................................................................................Section B-1
Spécifications Techniques............................................................................................B-1
Description Du Produit.................................................................................................B-1
Équipement Inclus.................................................................................................B-1
GTAW (Soudage TIG):....................................................................................B-1
SMAW (Soudage à la Baguette):....................................................................B-1
Capacité De Soudage ...........................................................................................B-1
Contrôles Et Réglages.................................................................................B-2
à
B-3
Étapes De Fonctionnement...................................................................................B-3
Soudage En Mode Tig ....................................................................................B-3
Fonctionnement De La Télécommande..........................................................B-3
Bénéfices De La Conception De La SQUARE WAVE™ ..............................B-3
Soudage À La Baguette .......................................................................................B-4
______________________________________________________________________________
Accessories ............................................................................................................................................... .......Section C
Équipement En Option.................................................................................................C-1
______________________________________________________________________________
Entretien ..............................................................................................................................................................Section D
Mesures De Sécurité ...................................................................................................D-1
Entretien De Routine Et Périodique.............................................................................D-1
______________________________________________________________________________
Dépannage . . . . . . . . . . . . . . . . . . . . . . . . . . . .....................................................................................Section E
Mesures De Sécurité.......................................................................................................E-1
Comment Utiliser Le Guide De Dépannage
...............................................................................E-1
Guide De Dépannage ............................................................................................E-2 à E-7
______________________________________________________________________________
Diagrammes . . . . . . . . . . . . . . . . . . . . . . . . . .......................................................................................Section F
Diagramme De Cablage
....................................................................................................................................F-1
______________________________________________________________________________
LISTE DE PIÈCES ................................................................................................................................................P-650
vivi

A-1
INSTALLATION
SQUARE WAVE™ TIG 175
A-1
SPÉCIFICATIONS TECHNIQUES - SQUARE WAVE™ TIG 175 (K1478-5)
Câblage et Protection sur la base du Code Électrique National de 2008.
Utiliser un Fusible ou un Disjoncteur de type Super Lag à action retardée. Les modèles ayant une fiche NEMA
6-50P peuvent être utilisés avec un réceptacle protégé 6-50R de 50 amp, ou avec un réceptacle protégé 6-50R
de 70 amp maximum sʼil est dédié à la soudeuse.
Numéro
de Code
11691
Volts à Ampérage Nominal
15.0 V CA/CC
14.7 V CA/CC
14.3 V CA/CC
14.1V CA/CC
26.0 V CA/CC
25.0 V CA/CC
25.0 V CA/CC
24.0 V CA/CC
Type de Sortie
CC (Courant Constant)
CA/CC
Courant dʼEntrée à
Sortie Nominale
58/52 CA/CC Baguette et TIG CC – 64/57 TIG CA
Ampérage
150
125
110
90
150
125
110
90
Tension de Circuit
Ouvert Maximum
(BAGUETTE ET TIG)
CA TCO : 74
CC TCO : 59
Tension
Normal
208/230/1/60
Facteur de Marche
GTAW 25% Facteur de Marche
40% Facteur de Marche
60% Facteur de Marche
100% Facteur de Marche
SMAW 25% Facteur de Marche
40% Facteur de Marche
60% Facteur de Marche
100% Facteur de Marche
Registre de Courant
de Sortie
10-175 Amps
CA et CC
ENTRÉE - MONOPHASÉE UNIQUEMENT
SORTIE NOMINALE
SORTIE
TAILLES DE FUSIBLES RECOMMANDÉES
Hauteur Largeur Profondeur Poids
Source 19,53 in. 13,72 in. 24,94 in. Environ 200 lbs.
dʼAlimentation
496 mm 349 mm 633 mm 90,9 kgs.
DIMENSIONS PHYSIQUES

A-2
INSTALLATION
SQUARE WAVE™ TIG 175
A-2
LES CHOCS ÉLECTRIQUES peuvent etre mortels.
• Seul le personnel qualifié est autorisé à réaliser
cette installation.
• Couper la puissance dʼentrée au niveau de lʼinter-
rupteur de déconnexion ou de la boîte à fusibles
avant de travailler à lʼintérieur de cet appareil.
• Ne pas toucher les pièces sous alimentation élec-
trique.
• Toujours brancher la SQUARE WAVE™ TIG 175 sur
une source dʼalimentation raccordée à la masse
conformément au Code Électrique National et à tout
autre code local.
AVERTISSEMENT
MESURES DE SÉCURITÉ
CHOIX DʼUN EMPLACEMENT APPROPRIÉ
Place the welder where clean cooling air can freely circulate
in through the rear louvers and out through the front and side
louvers. Dirt, dust or any foreign material that can be drawn
into the welder should be kept at a minimum. Failure to
observe these precautions can result in excessive operating
temperatures and nuisance shut-downs.
MEULAGE
Ne pas diriger les particules de meulage vers la soudeuse.
Une abondance de matériaux conducteurs peut provoquer
des problèmes dʼentretien.
EMPILAGE
La SQUARE WAVE™ TIG 175 ne peut pas être empilée.
LEVAGE ET DÉPLACEMENT
La SQUARE WAVE™ TIG 175 doit être soulevée par au
moins deux personnes ou bien à lʼaide dʼun appareil de lev-
age. (La soudeuse pèse environ 200 lbs./ 90,9 kg). La
machine est équipée de poignées de levage conçues pour
faciliter le levage. Un chariot en option est disponible pour
déplacer facilement lʻappareil. Se reporter à la section des «
Accessoires » de ce manuel.
INCLINAISON
Chaque machine doit être placée sur une surface nivelée
stable, soit directement soit sur un chariot recommandé. La
machine peut basculer si cette procédure nʼest pas suivie
.
CARACTÉRISTIQUES NOMINALES ENVIRONNEMEN-
TALES
La source dʼalimentation SQUARE WAVE™ TIG 175 pos-
sède des caractéristiques nominales environnementales
conformes à IP21. Elle peut être utilisée en intérieur dans
des milieux industriels et commerciaux normaux. Eviter de
lʼutiliser dans des endroits où il y a des chutes dʼeau telles
que la pluie. Lire et appliquer les « Avertissements
Concernant les Chocs Électriques » dans la section des
Mesures de Sécurité si le soudage doit être réalisé dans des
conditions électriquement dangereuses telles que souder
dans des endroits humides ou bien sur ou dans la pièce à
souder.
MISE À LA TERRE DE LA MACHINE ET PROTECTION CON-
TRE LES INTERFÉRENCES DE HAUTE FRÉQUENCE
La soudeuse doit être mise à la terre. Consulter les codes élec-
triques locaux et nationaux pour connaître les méthodes
appropriées de mise à la terre.
Le générateur de haute fréquence, semblable à un
émetteur radio, peut être tenu pour responsable de
problèmes dʼinterférence avec des appareils de radio,
télévision et électroniques. Ces problèmes peuvent
être le résultat dʼune interférence radiée. Des méth-
odes appropriées de mise à la terre peuvent réduire ou
éliminer les interférences radiées.
Les interférences radiées peuvent se développer de
lʼune des quatre manières suivantes :
1. Interférence directe radiée depuis la soudeuse.
2. Interférence directe radiée depuis les fils de
soudage.
3. Interférence directe radiée due à une alimentation
en retour dans les lignes dʼalimentation.
4. Interférence due au re-rayonnement de « captage »
par des objets métalliques non raccordés à la
masse.
Les problèmes peuvent être minimisés si lʼon se sou-
vient de ces facteurs de contribution et si on installe
lʼappareil en respectant les instructions suivantes.
1. Conserver les lignes dʼalimentation de la soudeuse
aussi courtes que possible et en envelopper autant
que possible dans un conduit métallique rigide ou
dans un blindage équivalent pour une distance de
50 pieds (15,2 m). Il devrait y avoir un bon contact
électrique entre ce conduit et la masse de la con-
sole de la soudeuse. Les deux extrémités du con-
duit doivent être raccordées sur une terre plantée et
toute la longueur doit être continue.
2. Conserver les fils de travail et dʼélectrode aussi
courts et aussi proches que possible. Les longueurs
ne doivent pas dépasser 25 ft. (7,6 m). Regrouper
les fils avec du ruban adhésif lorsque cela est pra-
tique.
3. Vérifier que le recouvrement en caoutchouc des
câbles de torche et de travail ne présente pas de
coupures ni de craquelures qui permettraient des
fuites de haute fréquence.
4. Maintenir la torche en bon état de fonctionnement
et tous les branchements bien serrés afin de réduire
les fuites de haute fréquence.
5. La pièce à souder doit être connectée à une prise
de terre proche de la pince à souder, en appliquant
lʼune des méthodes suivantes :
Lire cette section dʼ« Installation » dans sa totalité
avant de commencer lʼinstallation.

PROCÉDURE DE RECONNEXION DʼENTRÉE
Sur des soudeuses à tensions dʼentrée multiples, vérifier que
la machine soit branchée conformément aux instructions
suivantes pour la tension fournie à la soudeuse.
Le non-respect de ces instructions peut provoquer la
panne immédiate des composants se trouvant à lʼin-
térieur de la soudeuse.
___________________________________________
Les modèles à tensions multiples sont livrés branchés
sur la tension la plus haute. Pour modifier ce branche-
ment, se référer aux instructions ci-dessous.
Pour le branchement de la tension nominale la plus faible (Se
reporter à la Figure A.1):
1. Retirez le couvercle en tôle. (Code 11691)
1a. Retirez le côté du boîtier de droite. (Code 11826)
2. Débrancher le fil H3 de lʼinterrupteur de puissance et lʼisoler du fil
H2.
3. Brancher le fil H2 sur lʼinterrupteur de puissance là où H3 était
branché.
4. Serrer les connexions.
5. Remettre le couvercle en tôle et les vis. (Code 11691)
5a. Remplacer côté du boîtier à droite et toutes les vis. (Code
11826)
Pour le branchement de la tension nominale la plus élevée ((Se
reporter à la Figure A.1):
Normalement, la machine est livrée avec les branchements effec-
tués pour la tension nominale la plus haute; cependant, il convient
de vérifier les points suivants :
1. Retirez le couvercle en tôle. (Code 11691)
1a. Retirez le côté du boîtier de droite. (Code 11826)
2. Débrancher le fil H2 de lʼinterrupteur de puissance et lʼisoler du fil
H3.
3. Brancher le fil H3 sur lʼinterrupteur de ligne là où H2 était branché.
4. Serrer les connexions.
5. Remettre le couvercle en tôle et les vis. (Code
11691)
5a. Remplacer côté du boîtier à droite et toutes les vis.
(Code 11826)
A-3
INSTALLATION
SQUARE WAVE™ TIG 175
A-3
a) Une tuyauterie à eau métallique souterraine en con-
tact direct avec la terre sur dix pieds ou davantage.
b) Une tuyauterie galvanisée de 3/4" (19 mm) ou une
tige solide de 5/8" (16 mm) en fer, acier ou cuivre
galvanisé enfoncée dans la terre sur au moins huit
pieds.
La mise à la terre doit être effectuée solidement et le câble
de terre doit être aussi court que possible et de la même
taille que le câble de travail ou bien dʼune taille supérieure.
Une mise à la terre sur les conduits électriques de la struc-
ture de lʼimmeuble ou sur un long système de tuyauterie
pourrait avoir pour conséquence un re-rayonnement, en
transformant ces pièces en antennes de radiation.
6. Maintenir le couvercle et toutes les vis bien en place.
7. Les conducteurs électriques situés à moins de 50 ft
(15,2 m) de la soudeuse doivent être enveloppés dans
des conduits métalliques rigides raccordés à la masse
ou dans un blindage équivalent, lorsque cela est pos-
sible.
8. Lorsque la soudeuse se trouve à lʼintérieur dʼun
immeuble métallique, celui-ci doit être raccordé à
plusieurs terres électriques plantées (comme indiqué
au point 5(b) ci-dessus) sur la périphérie de lʼimmeu-
ble.
Si ces recommandations de procédures dʼinstallation ne
sont pas suivies, cela pourrait provoquer des problèmes
dʼinterférence dʼappareils électroniques, de radio ou de
télévision, et il pourrait en résulter une mauvaise qualité
de soudage due à une perte de puissance de haute
fréquence.
BRANCHEMENTS DʼENTRÉE
Vérifier que la tension, la phase et la fréquence de lʼali-
mentation dʼentrée soient identiques à celles spécifiées
sur la plaque signalétique située sur lʼarrière de la
machine.
Les modèles à 208/230 volts sont équipés dʼune fiche
NEMA 6-50P sur le cordon dʼalimentation dʼentrée.
Demander à un électricien qualifié dʼamener lʼalimentation
dʼentrée sur le réceptacle ou le cordon conformément à
tous les codes électriques locaux et nationaux. Utiliser une
ligne monophasée ou une phase dʼune ligne biphasée ou
triphasée. Choisir une taille de fil dʼentrée et de terre con-
formément aux codes électriques locaux ou nationaux. Se
reporter à la page de Spécifications Techniques au
début de cette section. Installer sur le circuit dʼentrée les
fusibles Super Lag
1
ou les disjoncteurs à retardement
recommandés. Lʼutilisation de fusibles ou de disjoncteurs
plus petits que ceux qui sont recommandés peut avoir
pour conséquence des interruptions dues aux courants
dʼappel de la soudeuse même si on ne soude pas avec de
forts courants.
ATTENTION
1
Aussi connus sous le nom de disjoncteurs « à retard indépendant » ou « ther-
momagnétiques » ; disjoncteurs présentant un retard de lʼaction de déclenche-
ment qui diminue au fur et à mesure que la magnitude du courant augmente.
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Couper la puissance dʼentrée au
niveau de lʼinterrupteur de décon-
nexion ou de la boîte à fusibles
avant de travailler sur cet appareil.

A-4
INSTALLATION
SQUARE WAVE™ TIG 175
A-4
Une torche pour soudage TIG avec câble et connecteur est fournie
avec la soudeuse. Eteindre la machine. Brancher la fiche de con-
nexion rapide du câble de la torche sur le Réceptacle de Sortie
dʼÉlectrode / Gaz sur lʼavant de la soudeuse puis la tourner dans le
sens des aiguilles dʼune montre jusquʼà ce quʼelle soit bien serrée. Il
sʼagit dʼune terminale à connexion rapide qui permet aussi le
branchement du gaz pour la protection gazeuse de la torche.
Pour éviter de recevoir un choc de haute fréquence, main-
tenir la torche TIG et les câbles en bon état.
__________________________________________
BRANCHEMENT DU CÂBLE DE TRAVAIL
Un câble de travail auquel est fixée une pince à souder est
branché en usine sur la SQUARE WAVE™ TIG 175. Afin de
minimiser les interférences de haute fréquence, se référer à la
section de Mise à la Terre de la Machine et Protection con-
tre les Interférences de Haute Fréquence de ce manuel
pour prendre connaissance de la procédure correcte pour
mettre à la terre la pince à souder et la pièce à souder.
BRANCHEMENT DU GAZ DE PROTECTION
Un régulateur ajustable de pression du gaz et un débitmètre
sont fournis avec la SQUARE WAVE™ TIG 175. Obtenir le
gaz inerte de protection nécessaire (généralement de lʼar-
gon). Raccorder la bouteille de gaz avec le régulateur de pres-
sion et le débitmètre. Installer le tuyau à gaz entre le régula-
teur et lʼadmission du gaz (située sur lʼarrière de la soudeuse).
Lʼadmission de gaz possède un filetage femelle à droite de
5/16-18 ; CGA #032.
Le chariot en option comprend une plateforme tournante qui
simplifie le chargement et le déchargement des bouteilles de
gaz.
Pour charger une bouteille de gaz, il convient de lʼincliner
légèrement sur le côté puis de la faire tourner vers la plate-
forme. Le poids de la bouteille lui-même suffit à pousser la
plateforme vers le bas contre le sol, en formant une rampe.
A ce moment-là, on peut faire tourner la bouteille jusquʼen
haut de la plateforme pour quʼelle y prenne sa position finale.
Attacher la bouteille à sa place au moyen de la chaîne
fournie. Pour décharger, suivre ces points à lʼenvers.
FIGURE A.1 Fils de Reconnexion
FILS D’ENTRÉE
L1 ET L2
FIL H1
(NE PAS
RETIRER)
POUR LA TENSION NOMINALE LA PLUS FAIBLE :
H2 BRANCHÉ
POUR LA TENSION NOMINALE LA PLUS HAUTE :
H3 BRANCHÉ
VUE ARRIÈRE DE L’INTERRUPTEUR DE LIGNE
La BOUTEILLE de gaz peut
exploser si elle est endommagée.
• Maintenir la bouteille de gaz bien droite et
enchaînée à un support fixe.
• Tenir la bouteille de gaz éloignée des zones
où elle pourrait subir des dommages.
• Ne jamais permettre que la torche touche la bouteille de gaz.
• Tenir la bouteille de gaz éloignée des pièces sous alimenta-
tion électrique.
• Pression dʼadmission maximum : 150 psi.
___________________________________________
AVERTISSEMENT
BRANCHEMENTS POUR LE SOUDAGE TIG
(GTAW)
BRANCHEMENT DE LA TORCHE TIG
Se reporter à lʼÉquipement Inclus dans la Section «
Opération » de ce manuel pour connaître lʼéquipement
pour soudage TIG compris avec la SQUARE WAVE™
TIG 175.
AVERTISSEMENT
BRANCHEMENTS DE SORTIE
FIGURE A.2 Emplacement des Branchements de Sortie
RÉCEPTACLE DE SORTIE
DʼÉLECTRODE / GAZ
CÂBLE DE TRAVAIL ET
PINCE

A-5
INSTALLATION
SQUARE WAVE™ TIG 175
A-5
BRANCHEMENT DE LA TÉLÉCOMMANDE
Un réceptacle pour télécommande se trouve sur lʼa-
vant de la console de la soudeuse afin de pouvoir
brancher une télécommande sur la machine. Une
Amptrol™ à pédale, télécommande activée par action
du pied, est comprise avec la SQUARE WAVE™ TIG
175. Se reporter à la section des « Accessoires en
Option » de ce manuel pour voir les autres télécom-
mandes disponibles.
BRANCHEMENTS POUR LE SOUDAGE À
LA BAGUETTE (SMAW)
BRANCHEMENT DU CÂBLE DE LA BAGUETTE
ÉLECTRODE ET DU CÂBLE DE TRAVAIL
Se reporter à lʼÉquipement Inclus dans la Section «
Opération » de ce manuel pour connaître lʼéquipement
pour soudage à la BAGUETTE compris avec la
SQUARE WAVE™ TIG 175.
Un support dʼélectrode avec câble est fourni avec la
SQUARE WAVE™ TIG 175. Eteindre la machine.
Brancher la fiche de connexion rapide du câble de la
torche sur le Réceptacle de Sortie dʼÉlectrode / Gaz
puis la tourner dans le sens des aiguilles dʼune montre
jusquʼà ce quʼelle soit bien serrée. Le câble de travail
et la pince à souder sont branchés depuis lʼusine.

B-1
FONCTIONNEMENT
B-1
DESCRIPTION DU PRODUIT
La SQUARE WAVE™ TIG 175 est une source dʼali-
mentation de soudage à lʼarc CA/CC TIG (GTAW) à
courant constant et à registre simple avec démarreur /
stabilisateur dʼarc intégré. Elle est aussi capable de
souder à la Baguette (SMAW).
La SQUARE WAVE™ TIG 175 est recommandée pour
les procédés de soudage TIG (GTAW) et à la Baguette
(SMAW) dans sa capacité de sortie de 10 à 175 amps,
en polarité CA et CC.
ÉQUIPEMENT INCLUS
• Câble de Travail et Pince à Souder.
• Cordon dʼEntrée avec Fiche dʼEntrée NEMA 6-50P.
Pour procédé GTAW (Soudage TIG) :
• Torche TIG (Série 17) avec:
• Câble en une seule pièce de 12,5 ft. (3,8 m).
• Corps de Pince de Serrage de 3/32"..
• Pince de Serrage de 3/32".
• Électrode en Tungstène à 2% de cérium de
3/32" x 7"..
• Chapeau de siège long.
• Buse de gaz en Alumine de 7/16" de
diamètre.
• Régulateur ajustable de pression pour gaz argon et
débitmètre.
• Tuyau à gaz.
• Télécommande Amptrol™ à Pédale pour contrôler
le courant avec câble de 15 ft. (4,6 m).
Pour procédé SMAW (Soudage à la Baguette) :
• Support dʼélectrode avec câble et fiche pour
branchement rapide.
CAPACITÉ DE SOUDAGE
La SQUARE WAVE™ TIG 175 a un régime nominal de
150 amps, 15 volts avec facteur de marche de 25% sur
une base de dix minutes. Elle est capable de facteurs
de marche supérieurs avec des courants de sortie plus
faibles. Elle a la capacité de 175 amps, 27 volts à un
facteur de marche inférieur. Si le facteur de marche est
dépassé, une protection thermique coupe la sortie
jusquʼà ce que la machine refroidisse.
SQUARE WAVE™ TIG 175
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Ne pas toucher les pièces sous ali-
mentation électrique ou lʼélectrode
les mains nues ou avec des vête-
ments humides.
•
Sʼisoler du travail et du sol.
•
Toujours porter des gants isolants secs.
•
Lire et respecter les « Avertissements
concernant les Chocs Électriques »
dans la section des « Mesures de
Sécurité » si le soudage doit être réalisé
dans des conditions dangereuses telles
que dans des endroits humides ou bien
sur ou dans la pièce à souder.
LES VAPEURS ET LES GAZ
peuvent être dangereux.
• Maintenir la tête hors des vapeurs.
• Utiliser la ventilation ou un système
dʼéchappement pour évacuer les
vapeurs de la zone de respiration.
LES ÉTINCELLES DE SOUDAGE
peuvent provoquer des incendies ou
des explosions
• Tenir les matériaux inflammables
éloignés.
• Do not weld on containers that
have held combustibles.
LES RAYONS DES ARCS
peuvent causer des brûlures.
• Porter des protections pour les
yeux, les oreilles et le corps.
MESURES DE SÉCURITÉ
Lire et comprendre cette section dans sa totalité avant
de faire fonctionner cette machine.
Suivre les instructions de sécurité supplémen-
taires décrites au début de ce manuel.
AVERTISSEMENT

B-2
FONCTIONNEMENT
B-2
1. INTERRUPTEUR DE PUISSANCE - Allume ou
éteint la soudeuse. Lorsque la soudeuse est
ALLUMÉE, le ventilateur tourne.
2. INTERRUPTEUR TIG / BAGUETTE - Permet de
sélectionner le mode de sortie, soit TIG (GTAW) soit
Baguette (SMAW). Se reporter au Soudage en
Mode TIG et au Soudage en Mode Baguette plus
loin dans ce chapitre pour des informations concer-
nant le fonctionnement de la machine dans chacun
de ces modes.
3. INTERRUPTEUR DE POLARITÉ - Permet de
sélectionner entre le soudage en polarité CA ____,
CC- , CC+ . En polarité CC+, lʼélec-
trode est positive et la pince à souder est négative.
Utiliser CC+ pour la plupart du soudage à la
Baguette. En CC-, lʼélectrode est négative et la
pince à souder est positive. Utiliser CC- pour le
soudage TIG de lʼacier inoxydable et de lʼacier doux.
La polarité CA est recommandée pour le soudage
TIG de lʼaluminium.
Ne pas changer la position de lʼinterrup-
teur de polarité pendant le soudage car
cela pourrait endommager la machine.
------------------------------------------------------------------------
4. CONTRÔLE DU COURANT - Ce contrôle est actif
en modes TIG aussi bien quʼen mode Baguette. En
mode Baguette, le contrôle de courant règle le
courant de soudage. En mode TIG, ce contrôle règle
le courant maximum. LʼAmptrol™ ajuste le courant
de soudage depuis le réglage minimum de la
machine jusquʼà son réglage maximum.
5. INDICATEUR LUMINEUX DE SURCHAUFFE -
Si la soudeuse se surchauffe car la circulation de
lʼair est bloquée, à cause dʼune température
ambiante élevée ou dʼun excès de facteur de
marche, un thermostat interne sʼouvre pour inhab-
iliter la sortie de soudage et cette lumière jaune sʼal-
lume. Les ventilateurs continueront à refroidir lʼap-
pareil pendant ce temps. La lumière sʼéteint lorsque
la machine a refroidi et que le thermostat est refroi-
di.
SQUARE WAVE™ TIG 175
CONTRÔLES ET RÉGLAGES
Tous les contrôles et les réglages de lʼopérateur se situent sur lʼavant de la SQUARE WAVE™ TIG 175. Se
reporter à la Figure B.1 et aux explications correspondantes.
FIGURE B.1 - PANNEAU DE CONTRÔLE
1. INTERRUPTEUR DE PUISSANCE
2. INTERRUPTEUR TIG / BAGUETTE
3. INTERUPTEUR DE POLARITÉ
4. CONTRÔLE DE COURANT
5.
INDICATEUR LUMINEUX DE SURCHAUFFE
6. CONNECTEUR DE TÉLÉCOMMANDE
7.
RÉCEPTACLE DE SORTIE POUR ÉLECTRODE / GAZ
8.
CÂBLE DE TRAVAIL ET PINCE À SOUDER
ATTENTION
1
2
3
4
5
6
7
8

B-3
FONCTIONNEMENT
B-3
6. CONNECTEUR DE TÉLÉCOMMANDE - Ce connecteur
permet de brancher une télécommande. Voir le
Fonctionnement de la Télécommande dans cette section
du manuel.
7. RÉCEPTACLE DE SORTIE POUR ÉLECTRODE / GAZ -
Ce réceptacle à branchement rapide permet le raccorde-
ment électrique au support dʼélectrode et au câble pour le
soudage à la baguette et une connexion combinée élec-
trique et de gaz pour la torche TIG en soudage TIG.
8. CÂBLE DE TRAVAIL - Ce câble de travail est branché sur
la soudeuse en usine et il est raccordé à la pièce à souder
pour compléter le circuit de soudage. Se référer à la Mise à
la Terre de la Machine et Protection contre les
Interférences de Haute Fréquence dans la section «
Installation » de ce manuel pour connaître la procédure
appropriée de mise à la terre de la pince à souder et de la
pièce à souder afin de minimiser les interférences de haute
fréquence.
ÉTAPES DE FONCTIONNEMENT
SOUDAGE EN MODE TIG
1. Brancher la torche TIG et la fiche pour connexion rapide du
câble dans le réceptacle de sortie pour Électrode / Gaz. Ce
réceptacle contient aussi un branchement intégral de gaz pour
la torche. Raccorder la pince à souder sur la pièce à souder
2. Placer lʼinterrupteur TIG/STICK (TIG/Baguette) sur « TIG »
3. Placer lʼInterrupteur de Polarité sur CC- pour souder de lʼacier
ou de lʼacier inoxydable, ou sur CA pour souder de lʼalumini-
um.
4. Brancher lʼAmptrol à pédale sur le Connecteur de
Télécommande.
5. Ouvrir la soupape de gaz de la bouteille et ajuster le débit-
mètre de sorte à obtenir le flux souhaité.
6. Placer lʼinterrupteur de puissance sur « MARCHE ». NOTE :
Le gaz circulera pendant 15 secondes au moment dʼallumer la
machine.
7. Placer le contrôle de courant du panneau de contrôle sur lʼam-
pérage maximum souhaité.
8. Appuyer sur lʼAmptrol à pédale pour alimenter la torche et
établir un arc avec la pièce à souder.
NOTE: Lorsque lʼinterrupteur TIG/STICK (TIG /Baguette) se trou-
ve sur « TIG », en appuyant sur la télécommande, on fait circuler
un prégaz de 0,5 seconde avant dʼalimenter la torche TIG.
Lorsquʼon relâche la télécommande, la torche TIG nʼest plus sous
énergie et la circulation du gaz continue pendant un postgaz de
15 secondes. Lorsque lʼinterrupteur de polarité est placé sur CC,
le Démarreur dʼArc TIG sʼallume et sʼéteint automatiquement,
pour faire démarrer et stabiliser lʼarc. En CA, le Démarreur dʼArc
TIG sʼallume avec la sortie et reste allumé en permanence
jusquʼà ce que la télécommande soit relâchée.
FONCTIONNEMENT DE LA TÉLÉCOMMANDE
Une Amptrol™ à pédale est comprise avec la SQUARE
WAVE™ TIG 175 pour contrôler le courant à distance pendant
le soudage TIG. Une Amptrol manuelle en option peut égale-
ment être utilisée. Un Interrupteur de Démarrage dʼArc en
option put être utilisé pour faire démarrer et cesser le soudage
si aucun contrôle du courant à distance nʼest souhaité. Se
reporter à la section des « Accessoires » de ce manuel
LʼAmptrol à pédale et lʼAmptrol manuelle fonctionnent de la
même façon. Afin de simplifier la rédaction, lʼexplication suiv-
ante ne se réfèrera quʼaux « Amptrol », ce qui signifiera les
deux modèles, à pédale et manuel. Le terme « minimum » se
réfère à une pédale en position « haute », comme elle le serait
sans aucune pression du pied, ou une Amptrol manuelle en
position relaxée, sans aucune pression du pouce. « Maximum
» se réfère à une Amptrol à pédale appuyée à fond ou à une
Amptrol manuelle complètement étirée.
Lorsque la soudeuse est en mode TIG, lʼactivation de
lʼAmptrol alimente la terminale de lʼélectrode et fait varier le
courant de soudage de sortie de sa valeur minimum de 10
Amps à la valeur maximum établie par le Contrôle de Courant
sur le panneau de travail. Ceci aide à éliminer les dommages
accidentels causés par les courants élevés sur la pièce à
souder et/ou sur le tungstène, et permet un contrôle fin du
courant. Lorsque la soudeuse est en mode baguette, une télé-
commande nʼa aucun effet et nʼest pas utilisée.
Il est important de remarquer que, dans certains cas, le
tungstène ne pourra pas faire démarrer un arc avec le courant
minimum car il peut être trop grand ou trop froid. Pour démar-
rer un arc fiable, il faut appuyer sur lʼAmptrol assez fort pour
que le courant de sortie de la machine soit proche de lʼinter-
valle dʼopération du tungstène. Par exemple, un tungstène de
3/32" peut être utilisé en CC- pour souder sur tout le registre.
Pour commencer la soudure, lʼopérateur peut avoir à aug-
menter le contrôle de courant et à appuyer sur lʼAmptrol sur ¼
de la distance vers le bas. Si on appuie sur lʼAmptrol jusquʼà
sa position minimum, ce ne sera peut-être pas suffisant pour
faire démarrer lʼarc. De même, si le contrôle de courant est
réglé trop faible, lʼarc risque de ne pas démarrer. Dans la plu-
part des cas, un tungstène trop grand ou trop froid ne pourra
pas établir un arc avec des courants faibles. Ceci est normal.
En CC-, la SQUARE WAVE™ TIG 175 fera démarrer une
électrode en tungstène de 3/32 à 2% de thorium à 15
ampères, pourvu que la pointe de lʼélectrode soit correctement
raccordée à la masse et quʼelle ne soit pas contaminée.
BÉNÉFICES DE LA CONCEPTION DE LA SQUARE
WAVE™
En soudage TIG CA de lʼaluminium, la partie positive de
lʼonde CA permet le nettoyage (retrait de lʼoxyde dʼalumini-
um) de la pièce à souder. Ceci est souhaitable sur des
matériaux ayant un fort recouvrement dʼoxyde tel que lʼalu-
minium. Cependant, la partie positive peut aussi provoquer
la surchauffe de lʼélectrode à des courants élevés, ce qui
aurait pour conséquence des « crachats » de tungstène. La
partie négative de lʼonde CA ne permet aucune action de net-
toyage mais concentre plus de chaleur sur la pièce.
SQUARE WAVE™ TIG 175

B-4
FONCTIONNEMENT
B-4
La forme dʼonde CA de la SQUARE WAVE™ TIG 175
optimise le nettoyage et la chauffe de la pièce, ce qui
donne comme résultat la capacité de souder sur tout le
registre de 10 à 75 ampères en TIG CA ou en TIG CC-
, avec seulement une électrode de 3/32" en tungstène
à 2% de cérium.
SOUDAGE À LA BAGUETTE
1. Placer le support dʼélectrode et la fiche à branche-
ment rapide du câble dans le réceptacle de sortie pour
électrode. Tourner dans le sens des aiguilles dʼune
montre jusquʼà ce quʼils soient bien serrés. Connecter
la pince à souder sur la pièce à souder.
2. Placer lʼinterrupteur TIG/STICK (TIG/Baguette) sur
« STICK » (BAGUETTE).
3. Régler lʼinterrupteur de Polarité en fonction du type
dʼélectrode utilisée (le plus souvent CC+).
4. Placer lʼélectrode sur le support dʼélectrode.
5.
Placer lʼinterrupteur de marche/arrêt sur « MARCHE ».
6. Ajuster le Contrôle de Courant sur lʼampérage
souhaité.
7. Amorcer un arc et souder.
NOTE: Lorsque lʼinterrupteur TIG/STICK
(TIG/Baguette) se trouve sur la position « STICK »
(BAGUETTE), la sortie est toujours allumée si lʼinter-
rupteur de marche/arrêt est allumé. Une télécom-
mande nʼa aucun effet sur le courant de soudage et la
circulation du gaz, et le démarreur dʼarc TIG à haute
fréquence est inhabilité.
SQUARE WAVE™ TIG 175
En mode de Soudage à la Baguette, la
terminale de sortie et lʼélectrode se trou-
vent sous alimentation électrique dès que
lʼinterrupteur de marche/arrêt est placé
sur la position de marche.
AVERTISSEMENT
REGISTRES DʼAMPÉRAGES RECOMMANDÉS POUR LES ÉLECTRODES - SQUARE WAVE™ TIG 175
La SQUARE WAVE™ TIG 175 a un régime nominal de 10-175 Amps.
Procédé SMAW
ÉLECTRODE POLARITÉ 3/32" 1/8" 5/32"
Fleetweld 5P, Fleetweld 5P+ CC+ 40 - 70 75 - 130 90 - 175
Fleetweld 180 CC+ 40 - 80 55 - 110 105 - 135
Fleetweld 37 CC+ 70 - 95 100 - 135 145 - Max
Fleetweld 47 CC- 75 - 95 100 - 145 135 - Max
Jet-LH MR CC+ 85 - 110 110 - 160 130 - Max
Blue Max Acier Inoxydable CC+ 40 - 80 75 - 110 95 - 110
Red Baron Acier Inoxydable CC+ 40 - 70 60 - 100 90 - 140
Les procédures pour lʼacier doux se basent sur les procédures recommandées dans la liste C2.10 8/94 et l régime nominale maximum de la SQUARE WAVE™ TIG 175.
Les procédures pour Jet-LH MR se basent sur Jet-LH 78 MR.
Les procédures pour Blue Max se basent sur C6.1 6/95.
Les procédures pour Red Baron se basent sur ES-503 10/93
Procédé GTAW
Polarité Électrode CC- CA Débit de Gaz Argon
Préparation Pointe dʼÉlectrode
Pointue Arrondie Approximatif
Type dʼÉlectrode
EWZr C.F.H. (l/min.)
EWTh-1, EWCe-2 EWTh-1, EWTh-2
EWTh-2, EWLa-1 EWP EWCe-2, EWLa-1 Acier
Taille dʼÉlectrode (in.) EWG EWG Aluminium Inoxydable
.010 Jusquʼà 15 A. Jusquʼà 10 A. Jusquʼà 15 A. 3-8 (2-4) 3-8 (2-4)
.020 Jusquʼà 15 A. Jusquʼà 15 A. Jusquʼà 20 A. 5-10 (3-5) 5-10 (3-5)
.040 Jusquʼà 80 A. Jusquʼà 40 A. Jusquʼà 60 A. 5-10 (3-5) 5-10 (3-5)
1/16 Jusquʼà 150 A. Jusquʼà 100 A. Jusquʼà 130 A. 5-10 (3-5) 9-13 (4-6)
3/32 Jusquʼà MAX. A. Jusquʼà 160 A. Jusquʼà MAX. A. 13-17 (6-8) 11-15 (5-7)
1/8 X Jusquʼà MAX. A. X 15-23 (7-11) 11-15 (5-7)
Les électrodes en tungstène sont classées de la manière suivante par la Société Américaine de Soudage (AWS) :
Pure..................................EWP........vert
1% Thorium....................EWTh-1...........jaune
+2% Thorium....................EWTh-2...........rouge
+2% Cerium.....................EWCe-2..........orange
+1,5% Lanthane...............EWLa-1............noir
+0,15 à 0,40% Zircone......EWZr...............marron
Les électrodes en Tungstène au Cerium sont désormais largement acceptées en tant que substitut des électrodes en tungstène à 2% de Thorium pour les applications en CA et en CC.

C-1
ACCESSOIRES
C-1
ÉQUIPEMENT EN OPTION
K964-1 Chariot avec Plateforme Tournante pour
Bouteille de Gaz Simple - Ce chariot est équipé
dʼune plateforme tournante permettant de charger et
de décharger facilement les bouteilles de gaz sans les
soulever. Il a été conçu spécialement pour la source
dʼalimentation SQUARE WAVE™ TIG 175 et il con-
vient à des bouteilles de 7" à 9 1/4" de diamètre. Le
chariot est livré complètement assemblé et il se monte
directement sur le source dʼalimentation.
K963-3 Amptrol™ Manuelle - Une Amptrol à Pédale
de Lincoln est incluse avec la SQUARE WAVE™ TIG
175 pour contrôler le courant à distance pendant le
soudage TIG. LʼAmptrol Manuelle K963-3 peut être
utilisée à la place de lʼAmptrol à Pédale si on souhaite
une télécommande répondant au pouce.
K814 Interrupteur de Démarrage dʼArc -
lʼInterrupteur de Démarrage dʼArc peut être utilisé à la
place de lʼAmptrol à Pédale incluse avec la SQUARE
WAVE™ TIG 175. Il permet la marche / lʼarrêt du
soudage TIG au niveau de courant établi par le
Contrôle de Courant sur le panneau de contrôle.
LʼInterrupteur de Démarrage dʼArc ne permet pas le
contrôle du courant à distance.
Torches Magnum® PTA-9 et PTA-17 - Les torches
TIG Magnum® standard suivantes avec un câble en
une seule pièce peuvent être utilisées avec la
SQUARE WAVE™ TIG 175.
• K1781-1 PTA-9 12,5 ft chapeau de siège moyen.
• K1781-3 PTA-9 25 ft chapeau de siège moyen.
• K1781-9 PTA-9F 12,5 ft Paquet de Torche à Tête
Flexible avec câble
(1)
Ultra-Flex™..
• K1782-1 PTA-17 12,5 ft long chapeau de siège.
• K1782-3 PTA-17 25 ft long chapeau de siège.
• K1782-12 PTA-17 12.5 ft chapeau de siège long
avec câble Ultra-Flex™.
(1)
La K1781-9 comprend un adaptateur Twist-Mate, un corps de
pinces de serrages de lentille de gaz de 1/16", des pinces de ser-
rage et la lentille de Gaz.
NOTE: Each torch requires a Twite-Mate adapter (one
is included with the torch that comes with the
machine). Collets, collet bodies, and nozzles are not
included and must be ordered separately.
Voir la Publication E12.150 de Lincoln pour y trouver
une liste complète des Torches TIG et des pièces de
rechange pour Torches.
K1622-1 Adaptateur de Torche Twist-Mate - Un
adaptateur est livré avec la torche du soudeur. Pour ne
pas avoir à échanger cette pièce de torche en torche
(il faut un adaptateur pour raccorder les torches TIG
Magnum PTA-9 ou PTA-17 avec câble en une seule
pièce sur la SQUARE WAVE™ TIG 175), on peut com-
mander des adaptateurs supplémentaires. La fiche à
branchement rapide permet le branchement du gaz et
du courant de soudage.
Kits de Pièces pour Torches TIG - Des kits de
pièces sont disponibles pour les torches TIG PTA-9 et
PTA-17. Ces kits comprennent le chapeau de siège,
les pinces de serrage, les corps de pinces de serrage,
les buses et les tungstènes.
Commander KP507 pour les torches PTA-9
Commander KP508 pour les torches PTA-17
Voir la publication E12.150 pour le détail des kits de
pièces.
Consommables à Longueur Coupée - Des métaux
de remplissage pour le soudage TIG sont disponibles
pour souder lʼacier inoxydable, lʼacier doux, lʼalumini-
um et les alliages de cuivre. Voir la publication C9.10.
• K2374-1 Support pour Baguette dʼÉlectrode et
Câble (Inclus avec la machine) - Support dʼÉlec-
trode de 200 amp avec câble de 10 ft (3,1 m) et con-
necteur Twist-Mate.
SQUARE WAVE™ TIG 175

D-1
ENTRETIEN
D-1
SQUARE WAVE™ TIG 175
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Faire réaliser lʼentretien de cet
appareil par le personnel qualifié.
• Couper la puissance dʼentrée au
niveau de lʼinterrupteur de décon-
nexion ou de la boîte à fusibles
avant de travailler sur lʼappareil.
• Ne pas toucher les pièces sous
alimentation électrique.
Pour éviter de recevoir un choc de haute fréquence, maintenir
la torche TIG et les câbles en bon état de fonctionnement.
1. Débrancher les lignes dʼalimentation de la machine avant de
réaliser lʼentretien périodique.
2. Nettoyer périodiquement lʼintérieur de la machine avec un sys-
tème à faible pression dʼair. Prendre soin de nettoyer à fond les
éléments suivants.
• Transformateur principal
• Réceptacle de Sortie pour Électrode / Gaz
• Interrupteur de Polarité
• Ensemble du Redresseur
• Ensemble du Démarreur dʼArc / Éclateur
• Tableaux de Circuits Imprimés
• Pales du Ventilateur
3. Réaliser une inspection de la sortie de la soudeuse et des câbles
de contrôle pour vérifier quʼils ne présentent pas dʼeffilochage,
de coupures ou de parties nues.
4. Maintenir la torche TIG et les câbles en bon état de fonction-
nement.
5. Nettoyer les évents à air afin de garantir une bonne circulation de
lʼair et un refroidissement approprié.
6. Le moteur du ventilateur possède des roulements à billes her-
métiques qui nʼont besoin dʼaucun entretien.
7. RÉGLAGE DE LʼÉCLATEUR
Lʼéclateur est réglé en usine sur une distance de 0,015 pouces
(0,4 mm). Voir la Figure C.1. Ce réglage est approprié pour la plu-
part des applications. Lorsquʼune fréquence moins élevée est
souhaitée, le réglage peut-être diminué à 0,008 pouces (0,2 mm).
MESURES DE SÉCURITÉ
ENTRETIEN DE ROUTINE ET PÉRIODIQUE
AVERTISSEMENT
AVERTISSEMENT
Prendre des précautions extrêmes pour travailler sur un circuit à
haute fréquence. Les hautes tensions quʼil génère peuvent être
mortelles. Couper la puissance dʼentrée au moyen de lʼinterrup-
teur de déconnexion ou de la boîte à fusibles avant de travailler à
lʼintérieur de la machine. Ceci est particulièrement important
pour travailler sur le circuit secondaire du transformateur de
haute tension (T3) car la tension de sortie y est dangereusement
haute.
Se reporter à la Figure C.1. Note : dans des environnements
extrêmement sales où les contaminants conducteurs sont présents
en abondance, utiliser de lʼair à faible pression ou un morceau de
papier résistant pour nettoyer lʼéclateur. Ne pas modifier le réglage
dʼusine.
Pour réviser lʼéclateur :
- Couper la puissance dʼentrée comme spécifié ci-dessus.
- Retire el (Código envolvente 11691) o (Código de derecho lado
de la caja 11.826) de la máquina, la chispa se encuentra en la
parte inferior derecha.
- Vérifier la distance disruptive au moyen dʼune jauge dʼépaisseur.
Si un réglage est nécessaire :
- Ajuster la distance en dévissant la vis à tête Allen sur lʼun des
blocs en aluminium puis la visser dans sa nouvelle position.
Si la distance est correcte :
- Vuelva a colocar la (Código envolvente 11691) o (Código de
derecho lado de la caja 11.826).
8. Réaliser une inspection du tuyau à gaz et du dispositif dʼad-
mission pour détecter dʼéventuelles craquelures ou fuites.
9. Changer toute étiquette ou autocollant illisible.
10. Vérifier que le circuit de la machine et de soudage soit cor-
rectement raccordé à terre
.
Distance de 0,015
CÔTÉ DROIT DE LA MACHINE
FIGURE C.1 ÉCLATEUR
CHANGEMENT DU MOTEUR DU VENTILATEUR OU DʼUNE PALE
Lorsquʼon installe une nouvelle pale ou un nouveau moteur de ventilateur, sʼassurer de
maintenir lʼespacement approprié de lʼaxe, conformément à la Figure C.2 ci-dessous.
.30
Figure C.2
AVERTISSEMENT

NE PAS utiliser de multimètre pour mesurer les tensions de sortie en mode de
soudage TIG. La tension à Haute Fréquence du Démarreur dʼArc pourrait
endommager le multimètre.
ATTENTION
E-1
DÉPANNAGE
E-1
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations
de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
ATTENTION
Ce guide de Dépannage est fourni pour aider à localis-
er et à réparer de possibles mauvais fonctionnements
de la machine. Simplement suivre la procédure en trois
étapes décrite ci-après.
Étape 1. LOCALISER LE PROBLÈME (SYMPTÔME)
.
Regarder dans la colonne intitulée « PROBLÈMES
(SYMPTÔMES) ». Cette colonne décrit les symptômes
que la machine peut présenter. Chercher lʼénoncé qui
décrit le mieux le symptôme présenté par la machine.
Étape 2. CAUSE POSSIBLE
La deuxième colonne, intitulée « CAUSE POSSIBLE
», énonce les possibilités externes évidentes qui peu-
vent contribuer au symptôme présenté par la machine
Étape 3. ACTION RECOMMANDÉE.
Cette colonne suggère une action recommandée pour
une Cause Possible ; en général elle spécifie de con-
tacter le concessionnaire autorisé de Service sur le
Terrain Lincoln Electric le plus proche.
Si vous ne comprenez pas ou si vous nʼêtes pas en
mesure de réaliser les actions recommandées de
façon sûre, contactez le Service sur le Terrain Lincoln
autorisé le plus proche.
COMMENT UTILISER LE GUIDE DE DÉPANNAGE
Lʼentretien et les Réparations ne doivent être effectués que par le Personnel formé par lʼUsine Lincoln Electric.
Des réparations non autorisées réalisées sur cet appareil peuvent mettre le technicien et lʼopérateur de la
machine en danger et elles annuleraient la garantie dʼusine. Par sécurité et afin dʼéviter les Chocs Électriques,
suivre toutes les observations et mesures de sécurité détaillées tout au long de ce manuel.
__________________________________________________________________________
AVERTISSEMENT

E-2
DÉPANNAGE
E-2
SQUARE WAVE™ TIG 175
Suivre les instructions de Sécurité détaillées tout au long de ce manuel.
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations
de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
ATTENTION
PROBLÈMES DE SORTIE
PROBLÈMES
(SYMPTOMES)
ZONES POSSIBLES
DE DÉRÉGLAGE
ACTION
RECOMMANDÉE
La machine est morte –
Pas de sortie – Pas de ventilateur
Le ventilateur tourne - Pas de sortie
de la machine ni en mode de
soudage à la baguette ni en mode
TIG.
Le ventilateur tourne - Pas de sortie
de la machine ni en mode de
soudage à la baguette ni en mode
TIG et lʼindicateur lumineux sur le
panneau de contrôle est allumé.
La machine ne répond pas (pas de
circulation de gaz, pas de haute
fréquence et pas de tension de cir-
cuit ouvert) quand lʼinterrupteur de
démarrage dʼarc ou lʼAmptrol est
activé – le ventilateur fonctionne.
1. Vérifier que lʼinterrupteur de
marche/arrêt se trouve sur la position «
MARCHE » et que la machine soit
branchée.
2. Vérifier la tension dʼentrée sur la
machine. La tension dʼentrée doit corre-
spondre à la plaque signalétique et aux
branchements de la tension. Se référer
à la Procédure de Reconnexion dans la
section « Installation » de ce manuel.
3. Les fusibles de la ligne dʼentrée ont
sauté ou sont manquants.
1. Vérifier que les tensions dʼentrée soient
appropriées et quʼelles correspondent à
la plaque signalétique et aux indications
de la Reconnexion de tension.
2. Vérifier que lʼinterrupteur de polarité ne
se trouve pas entre deux positions.
1. Lʼapplication de soudage a peut-être
dépassé le facteur de marche
recommandé. Attendre que le venti-
lateur ait refroidi lʼappareil et que
lʼindicateur lumineux sʼéteigne pour
faire fonctionner la machine.
1. La machine DOIT se trouver en
mode TIG.
2. LʼAmptrol est peut-être
défectueuse. Vérifier la continu-
ité entre les goupilles « D » et «
E » sur le connecteur du câble
lorsquʼon appuie sur lʼAmptrol.
Contacter le Concessionnaire de
Service sur le Terrain local Agréé par
Lincoln pour une assistance de dépan-
nage technique.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
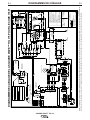 26
26
-
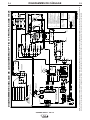 27
27
-
 28
28
-
 29
29
-
 30
30






























Lincoln Electric Square Wave TIG 175 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric PRECISION TIG 275 Mode d'emploi
-
Lincoln Electric Power Wave S350 Mode d'emploi
-
-
Lincoln Electric Red-D-Arc FX450 Mode d'emploi
-
Lincoln Electric Invertec V155-S Mode d'emploi
-
Lincoln Electric Classic 300D Mode d'emploi
-
-
Lincoln Electric Ranger 305 LPG Mode d'emploi
-
-