ESAB Arcmaster 400 MST Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à


WE APPRECIATE YOUR BUSINESS!
Congratulations on your new Thermal Arc product. We are proud
to have you as our customer and will strive to provide you with
the best service and reliability in the industry. This product is backed
by our extensive warranty and world-wide service network. To
locate your nearest distributor or service agency call
1-800-752-7621, or visit us on the web at www.thermalarc.com.
This Operating Manual has been designed to instruct you on the
correct use and operation of your Thermal Arc product. Your
satisfaction with this product and its safe operation is our ultimate
concern. Therefore please take the time to read the entire manual,
especially the Safety Precautions. They will help you to avoid
potential hazards that may exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Thermal Arc is a Global Brand of Arc Welding Products for
Thermadyne Industries Inc. We manufacture and supply to major
welding industry sectors worldwide including; Manufacturing,
Construction, Mining, Automotive, Aerospace, Engineering, Rural
and DIY/Hobbyist.
We distinguish ourselves from our competition through market-
leading, dependable products that have stood the test of time. We
pride ourselves on technical innovation, competitive prices,
excellent delivery, superior customer service and technical support,
together with excellence in sales and marketing expertise.
Above all, we are committed to develop technologically advanced
products to achieve a safer working environment within the welding
industry.

WARNINGS
Read and understand this entire Manual and your employer’s safety practices before installing,
operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer's best judgement,
the Manufacturer assumes no liability for its use.
ArcMaster 400 MST Inverter Arc Welder
Instruction Manual Number 0-4905 for:
Part Number 10-3089
Published by:
Thermadyne Industries Inc.
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.thermalarc.com
Copyright 2006 by
Thermadyne Industries Inc.
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher
is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any
loss or damage caused by any error or omission in this Manual, whether such error
results from negligence, accident, or any other cause.
Publication Date: April 26, 2006
Record the following information for Warranty purposes:
Where Purchased: ___________________________________
Purchase Date: ___________________________________
Equipment Serial #: ___________________________________

TABLE OF CONTENTS
SECTION 1: SAFETY INSTRUCTIONS AND WARNINGS ................................................................. 1
SYMBOL LEGEND................................................................................................................. 11
SECTION 2: INTRODUCTION AND DESCRIPTION ....................................................................... 12
2.01 How to Use This Manual .............................................................................................................................12
2.02 Equipment Identification .............................................................................................................................12
2.03 Receipt of Equipment..................................................................................................................................12
2.04 Description .................................................................................................................................................13
2.05 Functional Block Diagram ...........................................................................................................................14
2.06 Transporting Methods.................................................................................................................................14
SECTION 3: INSTALLATION RECOMMENDATIONS..................................................................... 15
3.01 Environment ...............................................................................................................................................15
3.02 Location......................................................................................................................................................15
3.03 Electrical Input Connections........................................................................................................................15
3.04 Electrical Input Requirements .....................................................................................................................16
3.05 Input Power ................................................................................................................................................17
3.06 High Frequency Introduction.......................................................................................................................17
3.07 High Frequency Interference .......................................................................................................................18
3.08 Duty Cycle...................................................................................................................................................18
3.09 Specifications .............................................................................................................................................19
SECTION 4: OPERATOR CONTROLS ...................................................................................... 20
4.01 ARC MASTER 400 MST Controls................................................................................................................20
4.02 Weld Parameter Descriptions for ARC MASTER 400 MST ..........................................................................23
4.03 Weld Process Selection for the ARC MASTER 400 MST .............................................................................24
4.04 Weld Parameter Descriptions......................................................................................................................24
4.05 Weld Parameters.........................................................................................................................................26
4.06 Power Source Features...............................................................................................................................26
SECTION 5: SEQUENCE OF OPERATION ................................................................................. 28
5.01 Stick Welding..............................................................................................................................................29
5.02 LIFT TIG Welding ........................................................................................................................................29
5.03 MIG Welding...............................................................................................................................................30
5.04 Save-Load Operation...................................................................................................................................30
SECTION 6: BASIC TIG WELDING GUIDE................................................................................. 31
6.01 Electrode Polarity........................................................................................................................................31
6.02 Tungsten Electrode Current Ranges............................................................................................................31
6.03 Tungsten Electrode Types...........................................................................................................................31
6.04 Guide for Selecting Filler Wire Diameter......................................................................................................32
6.05 Shielding Gas Selection...............................................................................................................................32
6.06 TIG Welding Parameters for Low Carbon & Low Alloy Steel Pipe ...............................................................32
6.07 Welding Parameters for Steel......................................................................................................................33

TABLE OF CONTENTS
SECTION 7: BASIC STICK WELDING GUIDE ............................................................................. 34
7.01 Electrode Polarity........................................................................................................................................34
7.02 Effects of Stick Welding Various Materials..................................................................................................34
SECTION 8.0 BASIC MIG WELDING GUIDE ............................................................................... 36
8.01 Setting of the Power Source .......................................................................................................................36
8.02 Position of MIG Torch.................................................................................................................................36
8.03 Distance from the MIG Torch Nozzle to the Work Piece ..............................................................................36
8.04 Travel Speed...............................................................................................................................................37
8.05 Electrode Wire Size Selection......................................................................................................................37
8.06 Deposition Rate Comparison.......................................................................................................................37
SECTION 9: ROUTINE MAINTENANCE.................................................................................... 38
SECTION 10: BASIC TROUBLESHOOTING................................................................................. 39
10.01 Solving MIG Problems beyond the Welding Terminals..............................................................................39
10.02 MIG Welding Problems.............................................................................................................................41
10.03 TIG Welding Problems..............................................................................................................................43
10.04 Stick Welding Problems............................................................................................................................45
10.05 Power Source Problems ...........................................................................................................................47
SECTION 11: VOLTAGE REDUCTION DEVICE (VRD) ..................................................................... 49
11.01 VRD Specification .....................................................................................................................................49
11.02 VRD Maintenance .....................................................................................................................................49
11.03 Switching VRD On/Off...............................................................................................................................50
SECTION 12: POWER SOURCE ERROR CODES .......................................................................... 52
APPENDIX A - INTERCONNECT DIAGRAM .................................................................................... 55
APPENDIX B - ARCMASTER 400 MST ACCESSORIES ....................................................................... 57
LIMITED WARRANTY AND SCHEDULE
GLOBAL CUSTOMER SERVICE CONTACT INFORMATION.................................................Inside Rear Cover


1
ARCMASTER 400 MST
7. Use fully insulated electrode holders. Never dip holder in water to
cool it or lay it down on the ground or the work surface. Do not
touch holders connected to two welding machines at the same
time or touch other people with the holder or electrode.
8. Do not use worn, damaged, undersized, or poorly spliced cables.
9. Do not wrap cables around your body.
10. Ground the workpiece to a good electrical (earth) ground.
11. Do not touch electrode while in contact with the work (ground)
circuit.
12. Use only well-maintained equipment. Repair or replace damaged
parts at once.
13. In confined spaces or damp locations, do not use a welder with
AC output unless it is equipped with a voltage reducer. Use
equipment with DC output.
14. Wear a safety harness to prevent falling if working above floor
level.
15. Keep all panels and covers securely in place.
WARNING
ARC RAYS can burn eyes and skin; NOISE can damage
hearing. Arc rays from the welding process produce
intense heat and strong ultraviolet rays that can burn
eyes and skin. Noise from some processes can damage
hearing.
1. Wear a welding helmet fitted with a proper shade of filter (see
ANSI Z49.1 listed in Safety Standards) to protect your face and
eyes when welding or watching.
2. Wear approved safety glasses. Side shields recommended.
1.01 Arc Welding Hazards
WARNING
ELECTRIC SHOCK can kill.
Touching live electrical parts can cause fatal shocks or
severe burns. The electrode and work circuit is electrically
live whenever the output is on. The input power circuit
and machine internal circuits are also live when power
is on. In semiautomatic or automatic wire welding, the
wire, wire reel, drive roll housing, and all metal parts
touching the welding wire are electrically live. Incorrectly
installed or improperly grounded equipment is a hazard.
1. Do not touch live electrical parts.
2. Wear dry, hole-free insulating gloves and body protection.
3. Insulate yourself from work and ground using dry insulating mats
or covers.
4. Disconnect input power or stop engine before installing or
servicing this equipment. Lock input power disconnect switch
open, or remove line fuses so power cannot be turned on
accidentally.
5. Properly install and ground this equipment according to its Owner’s
Manual and national, state, and local codes.
6. Turn off all equipment when not in use. Disconnect power to
equipment if it will be left unattended or out of service.
SECTION 1:
SAFETY INSTRUCTIONS AND WARNINGS
!
WARNING
PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS KEEP
AWAY UNTIL CONSULTING YOUR DOCTOR. DO NOT LOSE THESE INSTRUCTIONS. READ OPERATING/INSTRUCTION MANUAL BEFORE
INSTALLING, OPERATING OR SERVICING THIS EQUIPMENT.
Welding products and welding processes can cause serious injury or death, or damage to other equipment or property, if the operator does not
strictly observe all safety rules and take precautionary actions.
Safe practices have developed from past experience in the use of welding and cutting. These practices must be learned through study and
training before using this equipment. Some of these practices apply to equipment connected to power lines; other practices apply to engine
driven equipment. Anyone not having extensive training in welding and cutting practices should not attempt to weld.
Safe practices are outlined in the American National Standard Z49.1 entitled: SAFETY IN WELDING AND CUTTING. This publication and other
guides to what you should learn before operating this equipment are listed at the end of these safety precautions. HAVE ALL INSTALLATION,
OPERATION, MAINTENANCE, AND REPAIR WORK PERFORMED ONLY BY QUALIFIED PEOPLE.

2
ARCMASTER 400 MST
3. Use protective screens or barriers to protect others from flash
and glare; warn others not to watch the arc.
4. Wear protective clothing made from durable, flame-resistant
material (wool and leather) and foot protection.
5. Use approved ear plugs or ear muffs if noise level is high.
WARNING
FUMES AND GASES can be hazardous to your health.
Welding produces fumes and gases. Breathing these
fumes and gases can be hazardous to your health.
1. Keep your head out of the fumes. Do not breath the fumes.
2. If inside, ventilate the area and/or use exhaust at the arc to remove
welding fumes and gases.
3. If ventilation is poor, use an approved air-supplied respirator.
4. Read the Material Safety Data Sheets (MSDSs) and the
manufacturer’s instruction for metals, consumables, coatings, and
cleaners.
5. Work in a confined space only if it is well ventilated, or while
wearing an air-supplied respirator. Shielding gases used for
welding can displace air causing injury or death. Be sure the
breathing air is safe.
6. Do not weld in locations near degreasing, cleaning, or spraying
operations. The heat and rays of the arc can react with vapors to
form highly toxic and irritating gases.
7. Do not weld on coated metals, such as galvanized, lead, or
cadmium plated steel, unless the coating is removed from the
weld area, the area is well ventilated, and if necessary, while
wearing an air-supplied respirator. The coatings and any metals
containing these elements can give off toxic fumes if welded.
WARNING
WELDING can cause fire or explosion.
Sparks and spatter fly off from the welding arc. The flying
sparks and hot metal, weld spatter, hot workpiece, and
hot equipment can cause fires and burns. Accidental
contact of electrode or welding wire to metal objects
can cause sparks, overheating, or fire.
1. Protect yourself and others from flying sparks and hot metal.
2. Do not weld where flying sparks can strike flammable material.
3. Remove all flammables within 35 ft (10.7 m) of the welding arc.
If this is not possible, tightly cover them with approved covers.
4. Be alert that welding sparks and hot materials from welding can
easily go through small cracks and openings to adjacent areas.
5. Watch for fire, and keep a fire extinguisher nearby.
6. Be aware that welding on a ceiling, floor, bulkhead, or partition
can cause fire on the hidden side.
7. Do not weld on closed containers such as tanks or drums.
8. Connect work cable to the work as close to the welding area as
practical to prevent welding current from traveling long, possibly
unknown paths and causing electric shock and fire hazards.
9. Do not use welder to thaw frozen pipes.
10. Remove stick electrode from holder or cut off welding wire at
contact tip when not in use.
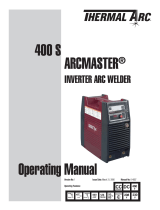
Welding or cutting Electrode Size Filter Welding or cutting Electrode Size Filter
Torch soldering 2 Gas metal-arc
Torch brazing 3 or 4 Non-ferrous base metal All 11
Oxygen Cutting Ferrous base metal All 12
Light Under 1 in., 25 mm 3 or 4 Gas tungsten arc welding All 12
Medium 1 to 6 in., 25-150 mm 4 or 5 (TIG) All 12
Heavy Over 6 in., 150 mm 5 or 6 Atomic hydrogen welding All 12
Gas welding Carbon arc welding All 12
Light Under 1/8 in., 3 mm 4 or 5 Plasma arc welding
Medium 1/8 to 1/2 in., 3-12 mm 5 or 6 Carbon arc air gouging
Heavy Over 1/2 in., 12 mm 6 or 8 Light 12
Shielded metal-arc Under 5/32 in., 4 mm 10 Heavy 14
5/32 to 1/4 in., 12 Plasma arc cutting
Over 1/4 in., 6.4 mm 14 Light Under 300 Amp 9
Medium 300 to 400 Amp 12
Heavy Over 400 Amp 14
Eye protection filter shade selector for welding or cutting
(goggles or helmet), from AWS A6.2-73.

3
ARCMASTER 400 MST
WARNING
FLYING SPARKS AND HOT METAL can cause injury.
Chipping and grinding cause flying metal. As welds cool,
they can throw off slag.
1. Wear approved face shield or safety goggles. Side shields
recommended.
2. Wear proper body protection to protect skin.
WARNING
CYLINDERS can explode if damaged.
Shielding gas cylinders contain gas under high pressure.
If damaged, a cylinder can explode. Since gas cylinders
are normally part of the welding process, be sure to treat
them carefully.
1. Protect compressed gas cylinders from excessive heat, mechanical
shocks, and arcs.
2. Install and secure cylinders in an upright position by chaining
them to a stationary support or equipment cylinder rack to prevent
falling or tipping.
3. Keep cylinders away from any welding or other electrical circuits.
4. Never allow a welding electrode to touch any cylinder.
5. Use only correct shielding gas cylinders, regulators, hoses, and
fittings designed for the specific application; maintain them and
associated parts in good condition.
6. Turn face away from valve outlet when opening cylinder valve.
7. Keep protective cap in place over valve except when cylinder is in
use or connected for use.
8. Read and follow instructions on compressed gas cylinders,
associated equipment, and CGA publication P-1 listed in Safety
Standards.
!
WARNING
Engines can be dangerous.
WARNING
ENGINE EXHAUST GASES can kill.
Engines produce harmful exhaust gases.
1. Use equipment outside in open, well-ventilated areas.
2. If used in a closed area, vent engine exhaust outside and away
from any building air intakes.
WARNING
ENGINE FUEL can cause fire or explosion.
Engine fuel is highly flammable.
1. Stop engine before checking or adding fuel.
2. Do not add fuel while smoking or if unit is near any sparks or
open flames.
3. Allow engine to cool before fueling. If possible, check and add
fuel to cold engine before beginning job.
4. Do not overfill tank — allow room for fuel to expand.
5. Do not spill fuel. If fuel is spilled, clean up before starting engine.
WARNING
MOVING PARTS can cause injury.
Moving parts, such as fans, rotors, and belts can cut fingers and hands
and catch loose clothing.
1. Keep all doors, panels, covers, and guards closed and
securely in place.
2. Stop engine before installing or connecting unit.
3. Have only qualified people remove guards or covers for
maintenance and troubleshooting as necessary.
4. To prevent accidental starting during servicing, disconnect
negative (-) battery cable from battery.
5. Keep hands, hair, loose clothing, and tools away from moving
parts.
6. Reinstall panels or guards and close doors when servicing
is finished and before starting engine.
WARNING
SPARKS can cause BATTERY GASES TO EXPLODE;
BATTERY ACID can burn eyes and skin.
Batteries contain acid and generate explosive gases.
1. Always wear a face shield when working on a battery.
2. Stop engine before disconnecting or connecting battery cables.
3. Do not allow tools to cause sparks when working on a battery.
4. Do not use welder to charge batteries or jump start vehicles.
5. Observe correct polarity (+ and –) on batteries.

4
ARCMASTER 400 MST
WARNING
STEAM AND PRESSURIZED HOT COOLANT can burn
face, eyes, and skin.
The coolant in the radiator can be very hot and under
pressure.
1. Do not remove radiator cap when engine is hot. Allow engine to cool.
2. Wear gloves and put a rag over cap area when removing cap.
3. Allow pressure to escape before completely removing cap.
!
WARNING
This product, when used for welding or cutting, produces
fumes or gases which contain chemicals know to the
State of California to cause birth defects and, in some
cases, cancer. (California Health & Safety code Sec.
25249.5 et seq.)
NOTE
Considerations About Welding And The Effects of Low
Frequency Electric and Magnetic Fields
The following is a quotation from the General Conclusions Section of
the U.S. Congress, Office of Technology Assessment, Biological Effects
of Power Frequency Electric & Magnetic Fields - Background Paper,
OTA-BP-E-63 (Washington, DC: U.S. Government Printing Office, May
1989): “...there is now a very large volume of scientific findings based
on experiments at the cellular level and from studies with animals and
people which clearly establish that low frequency magnetic fields
interact with, and produce changes in, biological systems. While most
of this work is of very high quality, the results are complex. Current
scientific understanding does not yet allow us to interpret the evidence
in a single coherent framework. Even more frustrating, it does not yet
allow us to draw definite conclusions about questions of possible risk
or to offer clear science-based advice on strategies to minimize or
avoid potential risks.”
To reduce magnetic fields in the workplace, use the following
procedures:
1. Keep cables close together by twisting or taping them.
2. Arrange cables to one side and away from the operator.
3. Do not coil or drape cable around the body.
4. Keep welding power source and cables as far away from
body as practical.
ABOUT PACEMAKERS:
The above procedures are among those also normally
recommended for pacemaker wearers. Consult your
doctor for complete information.
1.02 Principal Safety Standards
Safety in Welding and Cutting, ANSI Standard Z49.1, from American
Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33126.
Safety and Health Standards, OSHA 29 CFR 1910, from Superintendent
of Documents, U.S. Government Printing Office, Washington, D.C.
20402.
Recommended Safe Practices for the Preparation for Welding and
Cutting of Containers That Have Held Hazardous Substances, Ameri-
can Welding Society Standard AWS F4.1, from American Welding
Society, 550 N.W. LeJeune Rd., Miami, FL 33126.
National Electrical Code, NFPA Standard 70, from National Fire
Protection Association, Batterymarch Park, Quincy, MA 02269.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-
1, from Compressed Gas Association, 1235 Jefferson Davis Highway,
Suite 501, Arlington, VA 22202.
Code for Safety in Welding and Cutting, CSA Standard W117.2, from
Canadian Standards Association, Standards Sales, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3.
Safe Practices for Occupation and Educational Eye and Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Insti-
tute, 1430 Broadway, New York, NY 10018.
Cutting and Welding Processes, NFPA Standard 51B, from National
Fire Protection Association, Batterymarch Park, Quincy, MA 02269.

5
ARCMASTER 400 MST
1.03 Precautions de Securite en Soudage à l’Arc
!
MISE EN GARDE
LE SOUDAGE A L’ARC EST DANGEREUX
PROTEGEZ-VOUS, AINSI QUE LES AUTRES, CONTRE LES BLESSURES GRAVES POSSIBLES OU LA MORT. NE LAISSEZ PAS LES ENFANTS
S’APPROCHER, NI LES PORTEURS DE STIMULATEUR CARDIAQUE (A MOINS QU’ILS N’AIENT CONSULTE UN MEDECIN). CONSERVEZ CES
INSTRUCTIONS. LISEZ LE MANUEL D’OPERATION OU LES INSTRUCTIONS AVANT D’INSTALLER, UTILISER OU ENTRETENIR CET EQUIPEMENT.
Les produits et procédés de soudage peuvent sauser des blessures graves ou la mort, de même que des dommages au reste du matériel et à la
propriété, si l’utilisateur n’adhère pas strictement à toutes les règles de sécurité et ne prend pas les précautions nécessaires.
En soudage et coupage, des pratiques sécuritaires se sont développées suite à l’expérience passée. Ces pratiques doivent être apprises par
étude ou entraînement avant d’utiliser l’equipement. Toute personne n’ayant pas suivi un entraînement intensif en soudage et coupage ne devrait
pas tenter de souder. Certaines pratiques concernent les équipements raccordés aux lignes d’alimentation alors que d’autres s’adressent aux
groupes électrogènes.
La norme Z49.1 de l’American National Standard, intitulée “SAFETY IN WELDING AND CUTTING” présente les pratiques sécuritaires à suivre.
Ce document ainsi que d’autres guides que vous devriez connaître avant d’utiliser cet équipement sont présentés à la fin de ces instructions de
sécurité.
SEULES DES PERSONNES QUALIFIEES DOIVENT FAIRE DES TRAVAUX D’INSTALLATION, DE REPARATION, D’ENTRETIEN ET D’ESSAI.
1.04 Dangers Relatifs au Soudage à l’Arc
AVERTISSEMENT
L’ELECTROCUTION PEUT ETRE MORTELLE.
Une décharge électrique peut tuer ou brûler gravement.
L’électrode et le circuit de soudage sont sous tension
dès la mise en circuit. Le circuit d’alimentation et les
circuits internes de l’équipement sont aussi sous ten-
sion dès la mise en marche. En soudage automatique
ou semi-automatique avec fil, ce dernier, le rouleau ou
la bobine de fil, le logement des galets d’entrainement
et toutes les pièces métalliques en contact avec le fil de
soudage sont sous tension. Un équipement
inadéquatement installé ou inadéquatement mis à la terre
est dangereux.
1. Ne touchez pas à des pièces sous tension.
2. Portez des gants et des vêtements isolants, secs et non troués.
3 Isolez-vous de la pièce à souder et de la mise à la terre au moyen
de tapis isolants ou autres.
4. Déconnectez la prise d’alimentation de l’équipement ou arrêtez le
moteur avant de l’installer ou d’en faire l’entretien. Bloquez le
commutateur en circuit ouvert ou enlevez les fusibles de
l’alimentation afin d’éviter une mise en marche accidentelle.
5. Veuillez à installer cet équipement et à le mettre à la terre selon le
manuel d’utilisation et les codes nationaux, provinciaux et locaux
applicables.
6. Arrêtez tout équipement après usage. Coupez l’alimentation de
l’équipement s’il est hors d’usage ou inutilisé.
7. N’utilisez que des porte-électrodes bien isolés. Ne jamais plonger
les porte-électrodes dans l’eau pour les refroidir. Ne jamais les
laisser traîner par terre ou sur les pièces à souder. Ne touchez
pas aux porte-électrodes raccordés à deux sources de courant en
même temps. Ne jamais toucher quelqu’un d’autre avec l’électrode
ou le porte-électrode.
8. N’utilisez pas de câbles électriques usés, endommagés, mal
épissés ou de section trop petite.
9. N’enroulez pas de câbles électriques autour de votre corps.
10. N’utilisez qu’une bonne prise de masse pour la mise à la terre de
la pièce à souder.
11. Ne touchez pas à l’électrode lorsqu’en contact avec le circuit de
soudage (terre).
12. N’utilisez que des équipements en bon état. Réparez ou remplacez
aussitôt les pièces endommagées.
13. Dans des espaces confinés ou mouillés, n’utilisez pas de source
de courant alternatif, à moins qu’il soit muni d’un réducteur de
tension. Utilisez plutôt une source de courant continu.
14. Portez un harnais de sécurité si vous travaillez en hauteur.
15. Fermez solidement tous les panneaux et les capots.

6
ARCMASTER 400 MST
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC PEUT BRÛLER LES YEUX
ET LA PEAU; LE BRUIT PEUT ENDOMMAGER L’OUIE.
L’arc de soudage produit une chaleur et des rayons
ultraviolets intenses, susceptibles de brûler les yeux et
la peau. Le bruit causé par certains procédés peut
endommager l’ouïe.
1. Portez une casque de soudeur avec filtre oculaire de nuance
appropriée (consultez la norme ANSI Z49 indiquée ci-après) pour
vous protéger le visage et les yeux lorsque vous soudez ou que
vous observez l’exécution d’une soudure.
2. Portez des lunettes de sécurité approuvées. Des écrans latéraux
sont recommandés.
3. Entourez l’aire de soudage de rideaux ou de cloisons pour protéger
les autres des coups d’arc ou de l’éblouissement; avertissez les
observateurs de ne pas regarder l’arc.
4. Portez des vêtements en matériaux ignifuges et durables (laine et
cuir) et des chaussures de sécurité.
5. Portez un casque antibruit ou des bouchons d’oreille approuvés
lorsque le niveau de bruit est élevé.
AVERTISSEMENT
LES VAPEURS ET LES FUMEES SONT DANGEREUSES
POUR LA SANTE.
Le soudage dégage des vapeurs et des fumées
dangereuses à respirer.
1. Eloignez la tête des fumées pour éviter de les respirer.
2. A l’intérieur, assurez-vous que l’aire de soudage est bien ventilée
ou que les fumées et les vapeurs sont aspirées à l’arc.
3. Si la ventilation est inadequate, portez un respirateur à adduction
d’air approuvé.
4. Lisez les fiches signalétiques et les consignes du fabricant rela-
tives aux métaux, aux produits consummables, aux revêtements
et aux produits nettoyants.
5. Ne travaillez dans un espace confiné que s’il est bien ventilé; sinon,
portez un respirateur à adduction d’air. Les gaz protecteurs de
soudage peuvent déplacer l’oxygène de l’air et ainsi causer des
malaises ou la mort. Assurez-vous que l’air est propre à la respi-
ration.
6. Ne soudez pas à proximité d’opérations de dégraissage, de
nettoyage ou de pulvérisation. La chaleur et les rayons de l’arc
peuvent réagir avec des vapeurs et former des gaz hautement
toxiques et irritants.
Opération de coupage
ou soudage
Dimension d'électrode ou
Epiasseur de métal ou
Intensité de courant
Nuance de
filtre oculaire
Opération de coupage
ou soudage
Dimension d'électrode ou
Epiasseur de métal ou
Intensité de courant
Nuance de
filtre oculaire
Brassage tendre
au chalumeau toutes conditions 2 Soudage á l'arc sous gaz
avec fil plein (GMAW)
Brassage fort
au chalumeau toutes conditions 3 ou 4 métaux non-ferreux toutes conditions 11
Oxycoupage métaux ferreux toutes conditions 12
mince moins de 1 po. (25 mm) 2 ou 3 Soudage á l'arc sous gaz avec
électrode de tungstène (GTAW) toutes conditions 12
moyen de 1 á 6 po. (25 á 150 mm) 4 ou 5 Soudage á l'hydrogène
atomique (AHW) toutes conditions 12
épais plus de 6 po. (150 mm) 5 ou 6 Soudage á l'arc avec
électrode de carbone (CAW) toutes conditions 12
Soudage aux gaz Soudage á l'arc Plasma (PAW) toutes dimensions 12
mince moins de 1/8 po. (3 mm) 4 ou 5 Gougeage Air-Arc avec
électrode de carbone
moyen de 1/8 á 1/2 po. (3 á 12 mm) 5 ou 6 mince 12
épais plus de 1/2 po. (12 mm) 6 ou 8 épais 14
Soudage á l'arc avec
électrode enrobees
(SMAW)
moins de 5/32 po. (4 mm) 10 Coupage á l'arc Plasma (PAC)
5/32 á 1/4 po. (4 á 6.4 mm) 12 mince moins de 300 amperès 9
plus de 1/4 po. (6.4 mm) 14 moyen de 300 á 400 amperès 12
épais plus de 400 amperès 14
SELECTION DES NUANCES DE FILTRES OCULAIRS POUR LA PROTECTION
DES YEUX EN COUPAGE ET SOUDAGE (selon AWS á 8.2-73)

7
ARCMASTER 400 MST
7. Ne soudez des tôles galvanisées ou plaquées au plomb ou au
cadmium que si les zones à souder ont été grattées à fond, que si
l’espace est bien ventilé; si nécessaire portez un respirateur à ad-
duction d’air. Car ces revêtements et tout métal qui contient ces
éléments peuvent dégager des fumées toxiques au moment du
soudage.
AVERTISSEMENT
LE SOUDAGE PEUT CAUSER UN INCENDIE OU UNE
EXPLOSION
L’arc produit des étincellies et des projections. Les
particules volantes, le métal chaud, les projections de
soudure et l’équipement surchauffé peuvent causer un
incendie et des brûlures. Le contact accidentel de
l’électrode ou du fil-électrode avec un objet métallique
peut provoquer des étincelles, un échauffement ou un
incendie.
1. Protégez-vous, ainsi que les autres, contre les étincelles et du
métal chaud.
2. Ne soudez pas dans un endroit où des particules volantes ou des
projections peuvent atteindre des matériaux inflammables.
3. Enlevez toutes matières inflammables dans un rayon de 10, 7
mètres autour de l’arc, ou couvrez-les soigneusement avec des
bâches approuvées.
4. Méfiez-vous des projections brulantes de soudage susceptibles
de pénétrer dans des aires adjacentes par de petites ouvertures
ou fissures.
5. Méfiez-vous des incendies et gardez un extincteur à portée de la
main.
6. N’oubliez pas qu’une soudure réalisée sur un plafond, un plancher,
une cloison ou une paroi peut enflammer l’autre côté.
7. Ne soudez pas un récipient fermé, tel un réservoir ou un baril.
8. Connectez le câble de soudage le plus près possible de la zone
de soudage pour empêcher le courant de suivre un long parcours
inconnu, et prévenir ainsi les risques d’électrocution et d’incendie.
9. Ne dégelez pas les tuyaux avec un source de courant.
10. Otez l’électrode du porte-électrode ou coupez le fil au tube-con-
tact lorsqu’inutilisé après le soudage.
11. Portez des vêtements protecteurs non huileux, tels des gants en
cuir, une chemise épaisse, un pantalon revers, des bottines de
sécurité et un casque.
AVERTISSEMENT
LES ETINCELLES ET LES PROJECTIONS BRULANTES
PEUVENT CAUSER DES BLESSURES.
Le piquage et le meulage produisent des particules
métalliques volantes. En refroidissant, la soudure peut
projeter du éclats de laitier.
1. Portez un écran facial ou des lunettes protectrices
approuvées. Des écrans latéraux sont recommandés.
2. Portez des vêtements appropriés pour protéger la peau.
AVERTISSEMENT
LES BOUTEILLES ENDOMMAGEES PEUVENT
EXPLOSER
Les bouteilles contiennent des gaz protecteurs sous
haute pression. Des bouteilles endommagées peuvent
exploser. Comme les bouteilles font normalement partie
du procédé de soudage, traitez-les avec soin.
1. Protégez les bouteilles de gaz comprimé contre les sources de
chaleur intense, les chocs et les arcs de soudage.
2. Enchainez verticalement les bouteilles à un support ou à un cadre
fixe pour les empêcher de tomber ou d’être renversées.
3. Eloignez les bouteilles de tout circuit électrique ou de tout soudage.
4. Empêchez tout contact entre une bouteille et une électrode de
soudage.
5. N’utilisez que des bouteilles de gaz protecteur, des détendeurs,
des boyauxs et des raccords conçus pour chaque application
spécifique; ces équipements et les pièces connexes doivent être
maintenus en bon état.
6. Ne placez pas le visage face à l’ouverture du robinet de la bouteille
lors de son ouverture.
7. Laissez en place le chapeau de bouteille sauf si en utilisation ou
lorsque raccordé pour utilisation.
8. Lisez et respectez les consignes relatives aux bouteilles de gaz
comprimé et aux équipements connexes, ainsi que la publication
P-1 de la CGA, identifiée dans la liste de documents ci-dessous.
AVERTISSEMENT
LES MOTEURS PEUVENT ETRE DANGEREUX
LES GAZ D’ECHAPPEMENT DES MOTEURS PEUVENT
ETRE MORTELS.
Les moteurs produisent des gaz d’échappement nocifs.

8
ARCMASTER 400 MST
1. Utilisez l’équipement à l’extérieur dans des aires ouvertes et bien
ventilées.
2. Si vous utilisez ces équipements dans un endroit confiné, les
fumées d’échappement doivent être envoyées à l’extérieur, loin
des prises d’air du bâtiment.
AVERTISSEMENT
LE CARBURANT PEUR CAUSER UN INCENDIE OU UNE
EXPLOSION.
Le carburant est hautement inflammable.
1. Arrêtez le moteur avant de vérifier le niveau e carburant ou de
faire le plein.
2. Ne faites pas le plein en fumant ou proche d’une source d’étincelles
ou d’une flamme nue.
3. Si c’est possible, laissez le moteur refroidir avant de faire le plein
de carburant ou d’en vérifier le niveau au début du soudage.
4. Ne faites pas le plein de carburant à ras bord: prévoyez de l’espace
pour son expansion.
5. Faites attention de ne pas renverser de carburant. Nettoyez tout
carburant renversé avant de faire démarrer le moteur.
AVERTISSEMENT
DES PIECES EN MOUVEMENT PEUVENT CAUSER DES
BLESSURES.
Des pièces en mouvement, tels des ventilateurs, des
rotors et des courroies peuvent couper doigts et mains,
ou accrocher des vêtements amples.
1. Assurez-vous que les portes, les panneaux, les capots et les
protecteurs soient bien fermés.
2. Avant d’installer ou de connecter un système, arrêtez le moteur.
3. Seules des personnes qualifiées doivent démonter des protecteurs
ou des capots pour faire l’entretien ou le dépannage nécessaire.
4. Pour empêcher un démarrage accidentel pendant l’entretien,
débranchez le câble d’accumulateur à la borne négative.
5. N’approchez pas les mains ou les cheveux de pièces en
mouvement; elles peuvent aussi accrocher des vêtements amples
et des outils.
6. Réinstallez les capots ou les protecteurs et fermez les portes après
des travaux d’entretien et avant de faire démarrer le moteur.
AVERTISSEMENT
DES ETINCELLES PEUVENT FAIRE EXPLOSER UN
ACCUMULATEUR; L’ELECTROLYTE D’UN ACCUMU-
LATEUR PEUT BRULER LA PEAU ET LES YEUX.
Les accumulateurs contiennent de l’électrolyte acide et
dégagent des vapeurs explosives.
1. Portez toujours un écran facial en travaillant sur un accumu-lateur.
2. Arrêtez le moteur avant de connecter ou de déconnecter des câbles
d’accumulateur.
3. N’utilisez que des outils anti-étincelles pour travailler sur un
accumulateur.
4. N’utilisez pas une source de courant de soudage pour charger
un accumulateur ou survolter momentanément un véhicule.
5. Utilisez la polarité correcte (+ et –) de l’accumulateur.
AVERTISSEMENT
LA VAPEUR ET LE LIQUIDE DE REFROIDISSEMENT
BRULANT SOUS PRESSION PEUVENT BRULER LA
PEAU ET LES YEUX.
Le liquide de refroidissement d’un radiateur peut être
brûlant et sous pression.
1. N’ôtez pas le bouchon de radiateur tant que le moteur n’est pas
refroidi.
2. Mettez des gants et posez un torchon sur le bouchon pour l’ôter.
3. Laissez la pression s’échapper avant d’ôter complètement le
bouchon.
1.05 Principales Normes de Securite
Safety in Welding and Cutting, norme ANSI Z49.1, American Weld-
ing Society, 550 N.W. LeJeune Rd., Miami, FL 33128.
Safety and Health Standards, OSHA 29 CFR 1910, Superintendent of
Documents, U.S. Government Printing Office, Washington, D.C.
20402.
Recommended Safe Practices for the Preparation for Welding and
Cutting of Containers That Have Held Hazardous Substances, norme
AWS F4.1, American Welding Society, 550 N.W. LeJeune Rd., Miami,
FL 33128.
National Electrical Code, norme 70 NFPA, National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269.
Safe Handling of Compressed Gases in Cylinders, document P-1,
Compressed Gas Association, 1235 Jefferson Davis Highway, Suite
501, Arlington, VA 22202.
Code for Safety in Welding and Cutting, norme CSA W117.2 Asso-
ciation canadienne de normalisation, Standards Sales, 276 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3.
Safe Practices for Occupation and Educational Eye and Face Protec-
tion, norme ANSI Z87.1, American National Standards Institute, 1430
Broadway, New York, NY 10018.
Cutting and Welding Processes, norme 51B NFPA, National Fire Pro-
tection Association, Batterymarch Park, Quincy, MA 02269.

9
ARCMASTER 400 MST
1.06 Declaration Of Conformity
Manufacturer: Thermadyne Corporation
Address: 82 Benning Street
West Lebanon, New Hampshire 03784
USA
The equipment described in this manual conforms to all applicable aspects and regulations of the ‘Low Voltage Directive’ (European Council
Directive 73/23/EEC as amended by Council Directive 93/68/EEC) and to the National legislation for the enforcement of this Directive.
The equipment described in this manual conforms to all applicable aspects and regulations of the “EMC Directive” (European Council Directive
89/336/EEC) and to the National legislation for the enforcement of this Directive.
Serial numbers are unique with each individual piece of equipment and details description, parts used to manufacture a unit and date of
manufacture.
National Standard and Technical Specifications
The product is designed and manufactured to a number of standards and technical requirements. Among them are:
• CSA (Canadian Standards Association) standard C22.2 number 60 for Arc welding equipment.
• UL (Underwriters Laboratory) rating 94VO flammability testing for all printed-circuit boards used.
• CENELEC EN50199 EMC Product Standard for Arc Welding Equipment.
• ISO/IEC 60974-1 (BS 638-PT10) (EN 60 974-1) (EN50192) (EN50078) applicable to plasma cutting
equipment and associated accessories.
• For environments with increased hazard of electrical shock, Power Supplies bearing the S mark conform to EN50192 when used in
conjunction with hand torches with exposed cutting tips, if equipped with properly installed standoff guides.
• Extensive product design verification is conducted at the manufacturing facility as part of the routine design and manufacturing process.
This is to ensure the product is safe, when used according to instructions in this manual and related industry standards, and performs as
specified. Rigorous testing is incorporated into the manufacturing process to ensure the manufactured product meets or exceeds all
design specifications.
Thermadyne has been manufacturing products for more than 30 years, and will continue to achieve excellence in our area of manufacture.
Manufacturers responsible representative:
Steve Ward
Operations Director
Thermadyne Europe
Europa Building
Chorley N Industrial Park
Chorley, Lancashire,
England PR6 7BX


11
SYMBOL LEGEND
Amperage
STICK (Shielded Metal Arc SMAW)
Voltage
Pulse Current Function
Hertz (frequency)
Spot Time (GTAW)
SEC Seconds
Remote Control (Panel/Remote)
% Percent
Remote Function
DC (Direct Current)
Arc Control (SMAW)
AC (Alternating Current
Gas Post-Flow
Standard Function
Gas Pre-Flow
Slope Function VRD Voltage Reduction Device Circuit
Slope W/Repeat Function
Negative
Spot Function
Positive
Impulse Starting (High Frequency
GTAW)
Gas Input
Touch Start (Lift Start TIG circuit
GTAW)
Gas Output

12
SECTION 2: INTRODUCTION AND DESCRIPTION
2.01 How to Use This Manual
This Owner’s Manual applies to Part Number:
10-3089
To ensure safe operation, read the entire manual,
including the chapter on safety instructions and
warnings.
Throughout this manual, the words WARNING,
CAUTION, and NOTE may appear. Pay particular
attention to the information provided under these
headings. These special annotations are easily
recognized as follows:
WARNING
A WARNING gives information regarding
possible personal injury.
CAUTION
A CAUTION refers to possible equipment
damage.
NOTE
A NOTE offers helpful information
concerning certain operating procedures.
Additional copies of this manual may be purchased
by contacting Thermal Arc at the address and
phone number given in the next section. Include the
Owner’s Manual number and equipment
identification numbers.
Electronic copies of this manual can also be
downloaded at no charge in Acrobat PDF format by
going to the Thermal Arc web site listed below and
clicking on the Literature Library link:
http://www.thermalarc.com
2.02 Equipment Identification
The unit’s identification number (specification or
part number), model, and serial number usually
appear on a nameplate attached to the control
panel. In some cases, the nameplate may be
attached to the rear panel. Equipment which does
not have a control panel such as gun and cable
assemblies is identified only by the specification or
part number printed on the shipping container.
Record the number for future reference.
2.03 Receipt of Equipment
When you receive the equipment, check it against
the invoice to make sure it is complete and inspect
the equipment for possible damage due to
shipping. If there is any damage, notify the carrier
immediately to file a claim. Furnish complete
information concerning damage claims or shipping
errors to the location in your area listed in the
inside back cover of this manual.
Include all equipment identification numbers as
described above along with a full description of the
parts in error.
Move the equipment to the installation site before
uncrating the unit. Use care to avoid damaging the
equipment when using bars, hammers, etc., to un-
crate the unit.

13
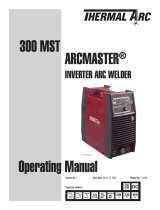
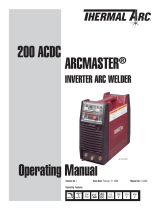
2.04 Description
The Thermal Arc™ ARC MASTER 400 MST is a single & three-phase DC arc welding power source with Constant
Current (CC) and Constant Voltage (CV) output characteristics. This unit is equipped with a Digital
Volt/Amperage, lift arc starter for use with Gas Tungsten Arc Welding (GTAW), Arc Control and Hot Start for
Shielded Metal Arc Welding (SMAW), Inductance Control for Gas Metal Arc Welding (GMAW) processes. The
power source is totally enclosed in an impact resistant, flame resistant and non-conductive plastic case.
400A5A (A)
(V)
OCV
18V
420A
160A
STICK Process
400A25A (A)
(V)
OCV
10V
5A (A)
(V)
OCV
10V
480A
36V
400A
LIFT-TIG Process MIG Process
Figure 1. Model 400 MST Volt-Ampere Curve
Note
Volt-Ampere curves show the maximum Voltage and Amperage output capabilities of the welding
power source. Curves of other settings will fall between the curves shown.

14
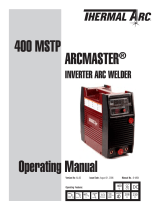
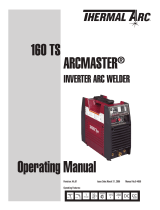
2.05 Functional Block Diagram
Figure 2 illustrates the Functional Block Diagram of the 400 MST-power supply.
To each control circuit
Main
Circuit
Switch
Filter
Input
Diode Capacitor
DC Power
Primary
Voltage
Sensor
IGBT
Inverter
Themal
Detector
Main
Transformers
(T1)
Output
Inductor
Output
Diodes Transformer
(HCT1)
Hall Current
Lift Tig Mode
Output Short
Sensing
Circuit
Stick Mode
VRD
Sensing
Circuit
Thermal
Sensor
Circuit
Drive
Circuit
+/-15VDC +18VDC
+24VDC +5VDC
Trouble
Sensing
Circuit
14PIN
Receptacle
(CON1)
Current
Adjustment
Circuit
Reference
Adjustment &
Mode select Switch
Panel Circuit Boad
Sequence
Control Fan Control
Circuit Fan
Input
Power
Primary
Circuit
Sensor
Down
Transformers
AC115V,AC24V
(T3)
Over
Current
Protect
19PIN
Receptacle
(CON2)
Themal
Detector
14PIN-19PIN
Select Switch
(S3)
Figure 2. 400 MST Model Functional Block Diagram
2.06 Transporting Methods
This unit is equipped with a handle for carrying purposes.
WARNING 1
ELECTRIC SHOCK can kill. DO NOT TOUCH live electrical parts. Disconnect input power conductors
from de-energized supply line before moving the welding power source.
WARNING 2
FALLING EQUIPMENT can cause serious personal injury and equipment damage.
Lift unit with handle on top of case.
Use handcart or similar device of adequate capacity.
If using a fork lift vehicle, place and secure unit on a proper skid before transporting.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68




































































ESAB Arcmaster 400 MST Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
- English: ESAB Arcmaster 400 MST User manual
Documents connexes
-
 Thermal Arc 400 MST ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 400 MST ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 300 MST ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 300 MST ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 400 MSTP ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 400 MSTP ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
ESAB 300 MST ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 400 S ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 400 S ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 300 TS ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 300 TS ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 400 S ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 400 S ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 200 ACDC ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 200 ACDC ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 160 TS ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 160 TS ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 300 TS ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 300 TS ARCMASTER® Inverter Arc Welder Manuel utilisateur








