Renishaw MI 8-4 Installation & User's Guide
- Taper
- Installation & User's Guide
La page est en cours de chargement...
La page est en cours de chargement...

1-0
Installation and user's guide
MI 8-4 interface unit
Manuel d'installation et d'utilisation
Interface MI 8-4
MI 8–4 Schnittstelleneinheit
Guida d'installazione e d'uso
Interfaccia MI 8–4
Installations– und Benutzerhandbuch
2-0
4-0
3-0
Français
English
Italiano
Deutsch
La page est en cours de chargement...
La page est en cours de chargement...

S4
E
SEGURIDAD
Información para el usuario
Sustituir los fusibles fundidos con componentes
nuevos del mismo tipo.Remitirse a la sección titulada
SEGURIDAD (SAFETY) en la documentación sobre el
producto.
Quitar la corriente antes de emprender cualquier
operación de mantenimiento.
Remitirse a las instrucciones de manejo del
proveedor de la máquina.
Información para el proveedor de la máquina
Corresponde al proveedor de la máquina asegurar
que el usuario esté consciente de cualquier peligro
que implica el manejo de la máquina, incluyendo los
que se mencionan en la documentación sobre los
productos Renishaw y le corresponde también
asegurarse de proporcionar dispositivos de
protección y dispositivos de bloqueo de seguridad
adecuados.
Bajo determinadas circunstancias la señal de la sonda
puede indicar erroneamente que la sonda está
asentada.No fiarse de las señales de la sonda para
parar el movimiento de la máquina.
F
SECURITE
Informations à l’attention de l’utilisateur
Remplacer les fusibles grillés par des composants
neufs du même type. Consulter la section SECURITE
de votre documentation.
Mettre la machine hors tension avant d’entreprendre
toute opération de maintenance.
Consulter le mode d’emploi du fournisseur de la
machine.
Informations à l’attention du fournisseur de la
machine
Il incombe au fournisseur de la machine d’assurer
que l’utilisateur prenne connaissance des dangers
d’exploitation, y compris ceux décrits dans la
documentation du produit Renishaw, et d’assurer que
des protections et verrouillages de sûreté adéquats
soient prévus.
Dans certains cas, il est possible que le signal issu du
capteur indique à tort que celui-ci est hors matière.
Ne pas se fier aux signaux du capteur qui ne
garantissent pas toujours l’arrêt de la machine.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

GARANTIE
Les équipements défectueux sous garantie doivent
être renvoyés à votre fournisseur.
Aucune réclamation ne sera prise en compte
si l'équipement Renishaw a été mal utilisé ou
si des réparations ou réglages ont été tentés
par des personnes non autorisées.
MODIFICATION DE L'EQUIPEMENT
Renishaw se réserve le droit de modifier les
spécifications sans préavis.
MACHINES CNC
Les machines–outils à CNC doivent uniquement
être utilisées par des opérateurs compétents,
en suivant les consignes du fabricant.
MAINTENANCE DU MI 8-4
Aucune maintenance n'est requise.
ENVIRONNEMENT
Température
Le MI 8–4 doit être stocké à des températures
comprises entre au-dessus de –10° et 70° C et
peut fonctionner à des températures ambiantes
comprises entre 0° et 50° C.
Manuel d'installation et d'utilisation – Français
La page est en cours de chargement...
La page est en cours de chargement...

2-3
SECURITE
MI 8-4
Cette interface doit être alimentée sous 24 V, via une alimentation extérieure
conforme aux principales recommandations de la norme BSEN61010 ou
spécifications équivalentes.
Il est essentiel pour que la sécurité soit préservée, que le fusible FS1 situé
sur le circuit imprimé soit remplacé par un autre identique et du même
calibre. Le fusible préconisé par Renishaw a pour référence :
List No P-FS20-1A25 ou Littlefuse List No 251-250.
L'alimentation extérieure connectée sur les bornes B1/B2 de cette interface,
doit avoir le 0 V relié au point de masse commun côté machine.
Ne pas appliquer une tension supérieure à 30 V entre l'une des bornes de
connexion de la MI 8-4 et la borne de masse (B3).
L'alimentation de la sortie isolée "totem-pole" connectée aux bornes A10 et
A12 de la MI 8-4 doit être fournie par le controleur et être limitée à 8 A.
Vérifier que la machine outil est arrêtée et que l'alimentation est déconnectée
de la MI 8-4 avant de remplacer un fusible, effectuer
une connexion ou modifier la position de l'interrupteur SW1.
Système utilisant un palpeur LP2 avec transmission par fil :
Le palpeur LP2 monté en broche, ne doit en aucun cas être soumis à une
rotation quand son câble est connecté.
Si tel était le cas, de graves dommages pourraient en résulter pour les
personnes à proximité immédiate.

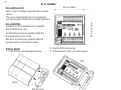
ASSEMBLAGE DU MI 8–4
2. Faire glisser la Plaquette de Circuits
Imprimés dans le boîtier.
3. Monter le couvercle d'extrémité.
Appuyer dessus pour un montage rapide.
2-4
93 mm
80 mm
Montage du MI 8–4
Le MI 8–4 se monte sur rails DIN et est compatible
avec tous les rails porteurs DIN EN.
La fixation alternative Dual Lock permet au MI 8–4
d'être fixée sur n'importe quelle surface plane.
Les deux formes de montage sont fournies.
Sélectionner les pièces appropriées et assembler
comme cela est montré.
Installation du MI 8-4
Il convient de monter l'interface dans l'armoire
de commande de la machine–outil.
Veiller à éviter les sources éventuelles
d'interférence telles que les transformateurs
triphasés et les contrôleurs moteur.
Montage sur rails DIN
1. Monter le support de DIN Rail à l'arrière
du boîtier.
Plaquette de
Circuit Imprimés
Capot d'extrémité
Boîtier
Montage sur rail DIN

2-5
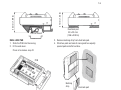
5. Presser les tampons Dual Lock les uns contre les autres
pour monter le MI 8-4.
6. Séparer les tampons pour enlever le MI 8-4 de la surface.
43 mm
31 mm
Tampon Dual Lock
60 x 26 mm
Capot d'extrémité
Tampon Dual Lock
Bande arrière
Tampon DUAL LOCK
1. Faire glisser la Plaquette de Circuits
Imprimés dans le boîtier
2. Monter le couvercle d'extrémité.
Appuyer dessus pour un montage rapide.
3. Oter la bande arrière du Tampon Dual Lock
4. Coller deux tampons sur l'arrière du boîter et les deux
autres espacés de façon égale sur la surface plane.
Plaquette de
Circuit Imprimé
Montage sur rail DIN

Commande CNC
de la machine
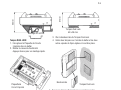
REGLAGE DE L'OUTIL
Tour
Bras automatique
Transmission câblée
Palpeur RP2, LP2 ou TS20
ATTENTION
L'interface MI 8–4 ne doit JAMAIS être
utilisé avec un Module de Mise en Forme
de Signal (SCM) directe fourni avec les
Bras Haute Précision (HPA) et certains
palpeurs TS20 Renishaw.
Interface
MI 8–4
Interface
MI 8–4
Transmission câblée
Interface
MI 8–4
Palpeur MP4, MP6–3,
LP2 ou TS27R
REGLAGE DE L'OUTIL
Centre d'usinage
INSTALLATION ET CONTROLE DE LA PIECE A USINER
Centre d'usinage
2-6
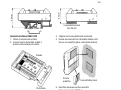
Les machines–outils CNC employant un système de palpeur Renishaw pour le réglage de l'outil ou la
préparation et le contrôle de la pièce à usiner doivent aussi être équipées d'un interface pour convertir les
signaux du palpeur en une forme acceptée par la commande CNC de la machine. L'interface MI 8–4 fait
partie de systèmes de palpeur utilisant une transmission câblée de signal.
Palpeur LP2
Porte–outil MA2
Transmission câblée
Câble souple à raccord manuel
Commande CNC
de la machine
Commande CNC
de la machine
Plateau de la machine–outil
Immobilisation automatique
de la broche – option
INTERFACE MI 8-4

FONCTION DU MI 8–4
2-7
L'interface MI 8–4 transforme les signaux
émis par les palpeurs câblés Renishaw et
les convertit en des sorties compatibles qui
sont ensuite transmises à la commande CNC
de la machine. La commande mémorise les
décalages et répond aux entrées du palpeur.
L'interface est conçu pour permettre au
palpeur Renishaw de se connecter directement
à l'entrée standard de "Mesure Automatique
de Longueur" du Fanuc (XAE, ZAE).
Le constructeur de la machine–outil devra
prévoir QUATRE sorties au niveau de la
commande indiquant l'axe mobile de la
machine, pour obtenir un signal de
déclenchement de palpeur.
Bloc de connexions A Interrupteur SW1
LED - diode électroluminescente
Bloc de connexions BFusible
Lorsque le stylet dévie au contact d'un outil
ou d'une pièce à usiner, la sortie du MI 8–4
change d'état et la LED passe du vert au rouge.
LED d'état de palpeur
La LED bicolore d'état de palpeur est éteinte
lorsque le MI 8–4 est hors tension.
Elle est verte lorsque le stylet du palpeur
est au repos ou que l'interface est désactivé,
et rouge lorsque le palpeur est déclenché.
Un exemple type de la logique PMC en échelle
d'une interface palpeur à commande OTC
Fanuc est donné aux pages 2–8 et 2–9.
Ce signal demandera au MI 8–4 d'envoyer
un signal de déclenchement de palpeur sur
un des quatre canaux de sortie disponibles
(X–, X+, Z– ou Z+).
(SELX– SELX+ SELZ– SELZ+).
LED d'indication des mouvements machine
Quatre LED vertes de diagnostic sont aussi prévues
pour l'axe mobile de la machine. Par exemple, pour un
déplacement sur l'axe X–, la LED X– s'allumera signaler.
Lorsque le palpeur s'écarte de la surface de contact,
la LED passe à nouveau au vert, signalant que le stylet
du palpeur s'est remis en place et que le palpeur est
prêt pour le contact programmé suivant.

Exemple type de schéma de logique PMC en échelle
A+MIT1
Y82.4
A–MIT1
Y82.5
G0QSM
G132.7
A+MIT2
Y82.6
A–MIT2
Y82.7
GOQSM
G132.7
PAGE DE
DECALAGE
EST FORCEE
SELX–
A–MIT1
Y82.5
A+MIT1
Y82.4
GOQSM
G132.7
A+MIT2
Y82.6
A–MIT2
Y82.7
SELX+
LE PALPEUR EST EN POSITION ET PRET
➤
1 234567
+MIT1
X8.2
+X
G116.2
PINPOS
X?.?
–MIT1
X8.3
–X
G116.3
COMMANDE OTC FANUC
2-8

GOQSM
G132.7
G0QSM
G132.7
A-MIT1
Y82.5
A+MIT1
Y82.4
A–MIT2
Y82.7
A+MIT2
Y82.6
+MIT2
X8.4
SELZ+
➤
REGLEUR
OUTIL AUX
AUTS
R518.0
–MIT1
X8.3
+MIT1
X8.4
–MIT2
X8.5
SELZ–
A–MIT2
Y82.7
–Z
G117.3
A+MIT2
Y82.6
A-MIT1
Y82.5
A+MIT1
Y82.4
+MIT1
X8.2
–MIT2
X8.5
+Z
G117.2
2-9
8 9 10 12 13 14 15 16 17
UTILISER CE DRAPEAU POUR
INTERDIRE LE DEPLACEMENT
DU PALPEUR ACTIF
c.à.d. Interdiction du mouvement du
bras ou interdiction de l'indexage du
porte–outil revolver etc.

2-10
SPECIFICATION DU MI 8–4
Alimentation
Le MI 8–4 peut tirer sa puissance de l'alimentation en
24 V nominal CC de la machine CNC. Autrement,
il peut être mis sous tension par un bloc
d'alimentation PSU3.
La gamme de tension d'entrée du MI 8–4 est de
15 V à 30 V CC. (Tension d'alimentation avec une
ondulation de – 16,5 à 28,5 V avec une ondulation
crête à crête de 3 V à 100 Hz).
La charge maximale avec les sorties déconnectées
est de 80 mA. Chaque connexion de sortie XAE/ZAE
augmentera le courant d'alimentation.
Entrée du palpeur
Normalement fermé, ouvert pour déclenchement.
Entrée du signal d'interdiction
Lorsque le signal d'interdiction est actif, les sorties
sont dans un état de repos indépendamment de
l'état en cours du palpeur.
Fonctionnement à deux palpeurs – réglage d'outil
et contrôle
Le MI 8–4 possède un dispositif pour connecter une
sortie venant d'un système de palpeur Renishaw
différent (c'est à dire le contrôle) et ensuite pour
sélectionner quelle entrée de palpeur (réglage
d'outil ou contrôle) est envoyé vers les sorties.
La sélection du palpeur est commandée par l'entrée
de la commande de la machine au MI 8–4 (Code M).
Lorsque l'entrée de Sélectionner le contrôle est
active, l'entrée du système de contrôle est envoyée
vers les sorties. L'entrée du palpeur (réglage d'outil)
Fonctionnement à deux palpeurs – suite
lorsqu'elle est inactive, est envoyée vers les sorties.
L'entrée du système de contrôle peut être entraînée
par un relais normalement fermé (ouvert pour le
déclenchement) ou par une sortie totem-pole
(haute pour déclenchement).
Interruption, sélectionner le contrôle et
entrées de mouvement des axes de la machine
Ces entrées sont un transistor à collecteur ouvert
(OCT), un totem-pole, et un relais compatible.
Ils peuvent être configurés comme actif bas ou
actif haut. Ils peuvent également être terminés par
des résistances chutrices ou montantes.
Avec le commun des résistances d'entrée (A9)
connecté au 0 V, toutes les entrées ont des
résistances chutrices de 2,4 k. Lorsqu'il est
connecté du 15 V au 30 V CC, toutes les entrées
ont des résistances montantes de 2,4 k.
L'interrupteur SW1–3 commande la polarité
des signaux d'entrée.
SW1–3 ARRET = Entrées actives hautes
SW1–3 MARCHE = Entrées actives basses
Tension en bas = 4,0 V max.
Tension en haut = 11,0 V min.
Si les entrées ne sont pas à être utilisées, alors le
SW3–1 devra être dans un état par défaut d'ARRET
et le commun des résistances d'entrée (A9) devra
être connecté au zéro. Ceci rend toutes les entrées
inactives.

2-11
Comptabilité LTT – suite
Avec SW1–4 MARCHE, la sortie d'état du
palpeur sera compatible LTT indépendamment
de la tension d'alimentation.
Courant d'alimentation avec SW1–4 MARCHE
22 mA max. à 30 V
15 mA max. à 10 V
"Mesure de Longueur Automatique" FANUC
Les quatre entrées de "mouvement des axes
machine" (B4, B6, B8, B10) au MI 8–4 sont
un transistor à collecteur ouvert (OCT), un
totem-pole, et un relais compatible.
Les quatre sorties (B5, B7, B9, B11) sont
des sorties totem-pole alimentées par une
tension d'alimentation de 15 V à 30 V (B1, B2)
au MI 8–4.
Haute tension de sortie
(Alimentation en tension moins 4,0 V max.)
à 20 mA.
(Alimentation en tension moins 3,4 V max.)
à 10 mA.
Basse tension de sortie
1,5 V max. à 20 mA
1,0 V max. à 10 mA
Les sorties sont protégées contre des
courts–circuits par une circuiterie de
limitation de courant.
Sorties XAE/ZAE d'état du palpeur
L'interrupteur SW1–1 commande la polarité de tous
les signaux de sortie.
SW1–1 ARRET = Sortie déclenchée = Haut
SW1–1 MARCHE = Sortie déclenchée = Bas
Sortie d'état de palpeur
C'est une sortie isolée totem-pole qui nécessite une
connexion à trois fils : signal, puissance et mise à la terre.
Elle fonctionne sur une gamme d'alimentation allant de
4,75 à 30 V et tirera et dissipera jusqu'à 20 mA.
Haute tension de sortie
(Alimentation en tension moins 3,5 V max.) à 20 mA
(Alimentation en tension moins 2,8 V max.) à 10 mA
Basse tension de sortie
0,6 V max. à 20 mA
0,4 V max. à 10 mA
Courant d'alimentation
10 mA max. à 30 V
Les trois fils sont protégés contre des courts–circuits
par une circuiterie de limitation de courant.
Comptabilité LTT
La sortie d'état du palpeur est compatible LTT avec
une tension d'alimentation de 5 V ± 5 %. Si cette tension
d'alimentation n'est pas disponible, alors une autre
tension d'alimentation dans une gamme de 4,75 à 30 V
peut être utilisée avec SW1–4 MARCHE.
Tension sortie haut = 2,5 V min. à 2,5 mA
Tension sortie bas = 0,4 V à 10 mA

2-12
ETAT
PALPEUR
Repos Dévié Repos
Etat palpeur et
options de
sortie XAE/ZAE
choisies
Haut
Bas
Haut
Bas
Note :
Le temps de suppression de rebondissement au changement
d'état est de 20 ms ±5 ms. Le temps de suppression de
rebondissement est le délai d'indisponibilité imposé après
que le MI 8–4 ait répondu à un déclenchement de palpeur,
avant qu'il ne puisse être utilisé de nouveau.
Les signaux de sortie de l'interface doivent être compatibles
avec la commande de la machine.
Etat
normalement haut
SW1-1 ST
Etat
normalement bas
SW1-1 HT
Rebondissement contact Remise en place
Ecartement
Point de
déclenchement
FORMES D'ONDES DES SIGNAUX DE SORTIE DU MI 8–4
La page est en cours de chargement...

2-14
B
SW1
SW1–4
Sortie d'état du palpeur
compatible LTT sans
alimentation + 5 V
(de 4,75 V à 30 V)
SW1–2
Voir Note
SW1–1
Sorties
Déclenchement
Haut
SW1–1
Sorties
Déclenchement
Bas
SW1–'3
Entrées Actives
Hautes
SW1 –3
Entrées Actives Basses
INTERRUPTEUR SW1
Note: Le SW1–2 devrait être dans une position
d'arrêt. Cet interrupteur active un circuit defiltration
directe. Il ne doit pas être réglé par l'utilisateur.
BROCHE DESCRIPTION
B1 ALIMENTATION 24 V
B2 ALIMENTATION 0 V
B3 CONNEXION MACHINE
EN ETOILE
B4 ENTREE SELX–
B5 SORTIE X–
B6 ENTREE SELX+
B7 SORTIE X+
B8 ENTREE SELZ–
B9 SORTIE Z–
B10 ENTREE SELZ+
B11 SORTIE Z+
B12 BLINDAGE
MI 8-4 - CONNEXION AU BORNIER ET INTERRUPTEUR SW1
FS1
PROTECTION DE L'ALIMENTATION
Fusible FS1 250 mA (FF) enfichés
Commandé
par
code M
SORTIE X–
SORTIE X+
SORTIE Z–
SORTIE Z+
ALIMENTATION ENTREE
Connexion machine en étoile
15 V à 30 V
0 V

2-15
A
CABLAGE : PALPEUR–MI 8–4
Utiliser un câble blindé à deux fils.
Chaque fil 2,5 mm
2
dia. max.
Longueur maximale admise 30 m.
Bleu
Vert ou Rouge
0 V ou (de 15 V à 30 V)
2
3
3
LP2 RP2
MP6-3
●
●
MP4 TS20
TS27R
●
●
Couleur
coeur
Palpeur
No de
borne.
ETAT DU
PALPEUR
RELAIS STATIQUE
ETAT SYSTEME DE
CONTROLE (NC)
ENTREE PALPEUR
Voir tableau
ci–dessus
Commandé
par
code M
BROCHE DESCRIPTION
A1 BLINDAGE
A2 ENTREE + PALPEUR
A3 ENTREE – PALPEUR
A4 ENTREE + SYSTEME CONTROLE
A5 ENTREE – SYSTEME CONTROLE
A6 ECRAN SYSTEME PALPEUR
DE CONTROLE
A7 SELECTION CONTROLE
A8 INTERDICTION PALPEUR
A9 COMMUN RESISTANCES ENTREE
A10 SORTIE + ALIMENTATION
A11 SORTIE ETAT PALPEUR
A12 SORTIE – ALIMENTATION
Bleu
Vert
Rouge
Un câble blindé est recommandé pour l'état
du palpeur lorsqu'entraînant une entrée LTT.
Egalement pour toutes les connexions de
MI 8–4 à la commande CNC lorsque des
longueurs de câble de 3 à 10 mètres sont
utilisées et qu'il peut y avoir des interférences.
Câblage MI 8–4 à la commande CNC
Utilise des fils simples.
Chaque fil d'un diamètre de 2,5 mm
2
maximum.
Longueur maximum admise 3 mètres.
Sélection
Interdiction

PALPEUR
DE CONTROLE
2-16
Fonctions de sélection du palpeur pour un palpeur de contrôle et un palpeur de réglage d'outil
NC
INTERFACE
MI 5 ou MI 12
Relais statique de sortie
d'état du palpeur (NC)
OU
A6
Blindage
A4
+
A10
A11
A12
A1 A2 A3
A9
A7
B1
24 V
B2
0 V
24 V 0 V
MI 8-4
Connexion
machine
en étoile
B3
Lorsque la même machine est équipée
d'un palpeur de contrôle et d'un palpeur
de réglage d'outil, le MI 8–4 prévoit un
circuit permettant à la commande de la
machine de choisir le palpeur à activer.
Un code M sélectionne le signal palpeur
à être envoyé aux entrées du palpeur
de commande de la machine.
CABLAGE POUR CONFIGURATIONS A DEUX PALPEURS
24 V (rose)
Etat (turquoise)
0 V (bleu)
OMI
Etat palpeur réglé
sur "normalement
bas"
Blindage
Palpeur
+
Palpeur
–
Alimentation +
Etat palpeur
Alimentation–
Code M de
sélection du
palpeur
Blindage
ENTREES
PALPEUR
SORTIES
PALPEUR
MACHINE–OUTIL
Commun
résistances
entrées
Sélectionner Contrôle
0 V (chutrice)
ou
24 V (montante)
PALPEUR DE
REGLAGE D'OUTIL

2-17
POUR LA SURETE DE
L'OPERATEUR
Nous vous recommandons
d'installer le dispositif
d'IMMOBILISATION
AUTOMATIQUE DE LA
BROCHE sur votre machine.
Ce schéma illustre le
branchement du palpeur
dans une fiche à distance
avant d'autoriser la rotation
de la broche.
Ce dispositif empêche la
broche de tourner lorsque
le palpeur est utilisé.
Palpeur LP2
Porte–outil MA2
A1
A2
A3
MI 8-4
3
4 k7
0,25 W
Montage du câble
Réf. A–1016–6451
24 V
COMMANDE NUMERIQUE MACHINE
Fiche à distance
Réf. Lemo
EGG 1K 303 CNL
ou
Réf. Renishaw
P/CN21/0303
Connecter à la
broche nº3
(broches 1&2
non connectées)
TABLEAU DE CABLAGE
Blindage
Bleu
Vert
*
Type Référence Description
MI 8-4 A-2157-0001 Interface MI 8-4.
Fusible P-FS20-1A25 Fusible FS1 250 mA (FF)
SYSTEME DE CONTROLE CABLE LP2
No. de
broche fiche
3
1
2
A1
A2
A3
Bloc de
connexions MI 8-4
Couleur
du câble
Note Le blindage doit être référencé à
la connexion machine en étoile.
*
NOMENCLATURE – Toujours citer la référence de la pièce en commande, lors de la commande
HAUT
Immobilisation
de la broche
BAS
Autorisation de la
rotation de la broche
ENTREE
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82


















































































Renishaw MI 8-4 Installation & User's Guide
- Taper
- Installation & User's Guide
dans d''autres langues
- italiano: Renishaw MI 8-4
- English: Renishaw MI 8-4
- Deutsch: Renishaw MI 8-4
Documents connexes
-
Renishaw PSU3 Installation & User's Guide
-
-
-
-
-
-
-
-
-