ESAB LAF 1250 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

FR
Valid for serial no. 644401 FR 2007--02--050449 015
LAF 1250 DC
Manuel d’instructions

2
CERTIFICAT DE CONFORMITÉ
ESAB AB, W e lding Equipment, S--695 81 Laxå Suède, certifie que la source de courant de soudage
LAF 1250 à partir du numéro de série 606 est conforme à la norme EN 60974--1 selon les cinditions
de la directive (73/23/CEE) avec additif (93/68/CEE) et à la norme EN 60974--10 selon les conditions
de la directive (89/336/CEE) avec additif (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
L
axå 2006--04--19

-- 3 --
TOCf
Sous réserve de modifications sans avis préalable.
1 SÉCURITÉ 4.........................................................
2 INTRODUCTION 6...................................................
2.1 Généralités 6...............................................................
2.2 Caractéristiques techniques 6.................................................
3 INSTALLATION 7....................................................
3.1 Généralités 7...............................................................
3.2 Désemballage et placement 7.................................................
3.3 Raccordements 7...........................................................
3.4 Carte à circuit imprimé 8.....................................................
4 MISE EN MARCHE 9.................................................
4.1 Généralités 9...............................................................
4.2 Organes de contrôle 9.......................................................
4.3 Miseenmarche 9...........................................................
5 ENTRETIEN 10.......................................................
5.1 Généralités 10...............................................................
5.2 Nettoyage 10................................................................
6 COMMANDE DES PIÈCES DE RECHANGE 10...........................
SCHÉMA 12.............................................................
LISTE DES COMPOSANTS 13...........................................
INSTRUCTIONS DE BRANCHEMENT 14...................................
LISTE DE PIÈCES DÉTACHÉES 15........................................

-- 4 --
SafF
1 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

-- 5 --
SafF
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
AVERTISSEMENT
Ce produit est destiné à un usage industriel. Dans des environnements
domestiques ce produit peut provoquer des interférences parasitaires.
C’est la responsabilité de l’utilisateur de prendre les précautions adéquates.
ATTENTION!
Lire attentivement le mode d’emploi avant
d’installer la machine et de l’utiliser .
Ne pas jeter les appareils électriques avec les déchets ordinaires !
Conformément à la Directive Européenne 2002/96/EC relative aux déchets d’équipements
électriques ou électroniques (DEEE), et à sa transposition dans la législation nationale,
les appareils électriques doivent être collectés à part et être soumis à un recyclage
respectueux de l’environnement. En tant que propriétaire de l’équipement, vous devriez
vous informer sur les systèmes de collecte approuvés auprès nos représentants locaux.
Appliquer cette Directive Européenne améliorera l’environnement et la santé !
FR

-- 6 --
fja3d1fa
2 INTRODUCTION
2.1 Généralités
LAF 1250 est une source de courant triphasé, télécommandée, prévue pour le
soudage à l’arc mécanisé avec électrode fusible (MIG/MAG) ou sous flux mécanisé
à grand rendement. Du type à commande à distance, la source de courant ne
s’utilise qu’avec le coffret de commande A2--A6 Process Controller (PEH) d’ESAB.
La source de courant est refroidie par ventilateur et protégée contre les surcharges
par un thermorupteur. Le déclenchement du thermorupteur est signalé par
l’allumage du témoin jaune situé sur la face avant. Le réarmement du thermorupteur
est automatique lorsque la température r edevient normale.
La source de courant et le coffret de commande sont reliés par un bus à deux
conducteurs qui permet la commande précise du procédé de soudage.
Le réglage de la source de courant s’effectue sur la face avant du coffret de
commande qui permet de régler tous les paramètres de soudage.
Le mode de fonctionnement de la source de courant est contrôlé et surveillé par le
coffret de commande qui permet également de régler les caractéristiques de marche
et d’arrêt. Les paramètres de courant préréglés peuvent être surveillés pendant la
soudure.
Pour une information plus détaillée sur le m ode de fonctionnem ent et les possibilités
de réglage de la source de courant, se référer au mode d’emploi du coffret de
commande A2--A6 Process Controller.
2.2 Caractéristiques techniques
LAF 1250
Tension 400/415/500 V, 3μ50 Hz
400/440/550 V, 3μ60 Hz
Charge permise à:
100 % facteur de marche 1250 A/ 44 V
Plagederéglage
MIG/MAG
Soudage d’arc sous flux
60 A/ 17 V --1250 A/ 44 V
40 A/ 22 V --1250 A / 44 V
Tension à vide 51 V
Puissance à vide 220 W
Rendement 0,87
Facteur de puissance 0,92
Poid s 490 kg
Dimensions L x L x H 774 x 598 x 1430
Classe de protection IP 23
Classe d’utilisation
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
FR

-- 7 --
fja3i1fa
3 INSTALLATION
3.1 Généralités
L’installatio n d o it être assurée p ar un technicien q u alifié.
3.2 Désemballage et placement
ATTENTION -- RISQUE DE BASCULEMENT!
Ancrer l’équipement, en particulier si le plancher est irrégulier ou incliné.
S Poser la source de courant sur un sol plan.
S Disposer la source de courant de manière à ne pas gêner son refroidissement.
Instruction de levage
3.3 Raccordements
S La source de courant est livrée commutée pour
une tension d’alimentation de 400 V. Pour une
autre tension, effectuer les commutations requises
sur les transformateurs principal et de commande
conformément aux instructions de connexion à la
page 14.
S La section du câble d’alimentation et le gabarit de
son fusible de protection doivent se conformer à la
réglementation en vigueur (voir tableau à la page
8).
S Raccorder le câble de terre à la vis repérée .
S Serrer le dispositif de décharge de câble(1).
S Raccorder le câble d’alimentation aux réglettes
principales L1, L2 et L3.
S Raccorder le câble de commande au connecteur 28
pôles (2) sur la face intérieure de la source de courant
et au coffret de commande.
S Raccorderlapriseà1brochelecâbledemesure(4).
S Raccorder le câble de retour et de soudage approprié aux contacts (3) repérés +
et -- sur la face avant de la source de courant.
FR

-- 8 --
fja3i1fa
Raccordement au secteu r
LAF 1250 50 Hz 60 Hz
Tension 400 V / 415 V 500 V 400 V / 440 V 550 V
Courant:
100% 99 A 80 A 99 A 80 A
Section de câble 3x35+ 25 mm
2
3x25+ 16 mm
2
3 x35+ 25 mm
2
3x25+ 16 mm
2
Fusible lent 100 A 80 A 100 A 80 A
3.4 Carte à circuit imprimé
Commutateur DIP
La carte à circuit imprimé (AP1) est pourvue de deux commutateurs DIP (SW1 et
SW2) préréglés en usine. Le réglage de ces commutateurs ne doit pas être modifié.
Lors de la réception d’une carte d e rechange, vérifier le positionnement des
commutateurs DIP (et r égler éventuellement) avant l’installation de la carte sur la
source de courant.
S Commutateur DIP SW1
Le commutateur DIP (SW1) configure la
communication avec le coffret de commande
A2--A6 Process Controller (PEH).
S Commutateur DIP SW2
Pour que le contrôleur du processus
A2--A6 Process Controller (PEH) puisse
connaître la taille de la source qui a été
connectée, l’interrupteur DIP (SW2) doit être réglé.
Réglage du commutateur DIP SW1
S Mettre l’interrup teur 6 sur ”OFF” et les autres
interrupteurs sur ”ON”.
Réglage du commutateur DIP SW2
S Mettre l’interrup teur 2 sur “OFF” et les au tres
interrupteurs sur “ON”.
Programme de la source de courant
Le programme de la source de courant de soudage est
stocké dans la capsule mémoire IC 6 (flash memory),
montée dans un support. La capsule est remplaçable.
FR

-- 9 --
fja3o1fa
4 MISE EN MARCHE
4.1 Généralités
Les prescriptions générales de sécurité pour l’utilisation d e l’équipement figu-
rent en page 4. En prendre connaissance avant d’utiliser l’équipement.
Attention! N’utilisez jamais la source de courant sans les plaques laterales.
4.2 Organes de contrôle
La face avant regroupe les organes de commande suivants:
1. Interrupteur principal qui commande l’alimentation électrique de la source de
courant.
2. Témoin (blanc) qui s’allume lorsque l’interrupteur principal est positionné sur ”I”,
mise sous tension.
3. Témoin (jaune) qui s’allume lorsque le thermorupteur se déclenche par suite de
la surchauffe d’un transformateur. Le témoin s’éteint automatiquement lorsque la
température redevient normale.
4. Bouton--poussoir de réarmement du disjoncteur automatique FU2 de la tension
d’alimentation 42 V.
4.3 Mise en marche
S Raccorder le câble de retour à la pièce à souder.
S Mettre l’interrupteur principal (1) sur ”I”.
Le témoin blanc (2) s’allume et le ventilateur est mis en marche.
S Régler les paramètres de soudage et commencer la soudure à l’aide du coffret
de commande A2 --A6 Process Controller (voir mode d’emploi,
référence 0443 745 xxx).
FR

-- 1 0 --
fja3m1fa
5 ENTRETIEN
5.1 Généralités
NOTA.
Toutes les conditions de garantie du fournisseur de la machine cessent de
s’appliquer dans le cas où le propr iétaire ou l’utilisateur de l’équipement entreprend
une quelconque intervention de dépannage de la machine en dehors du contrat de
maintenance.
5.2 Nettoyage
S A besoin nettoyer la source de courant.
Cela se fait bien à l’aide de l’air comprimé sec.
ATTENTION!
Le bouchage de la sortie ou de la prise d’air peut occasionner une surchauffe.
Note :
Afin d’assurer un fonctionnement sûr du contacteur, maintenez les parties
magnétiques propres.
Si le contacteur doit être nettoyé, vous devez le démonter et chaque pièce doit être
nettoyée. Vous pouvez aussi remplacer le contacteur.
AVERTISSEMENT!
N’utilisez jamais de système à air comprimé pour nettoyer un contacteur sans l’avoir
d’abord démonté complètement.
6 COMMANDE DES PIÈCES DE RECHANGE
LAF 1250 DC est conçue et éprouvée conformément à la norme internationale et euro-
péenne IEC/EN60974--1 et IEC/EN 60974--10.
Il incombe à l’entreprise chargée de tout travail de maintenance ou de réparation de
s’assurer que le produit demeure conforme à la norme susmentionnée après leur inter-
vention.
La commande des pièces de rechange s’effectue auprès d u représentant ESAB le
plus proche, se reporter à la dernière page du manuel. Dans toute commande, priè-
re d’indiquer le type et le numéro de série de machine ainsi que les désignations et
les numéros de pièces conformément à la liste des pièces de rechange donnée à la
page 15. Cela facilite l’expédition et assur e une livr a ison cor recte.
FR

-- 1 1 --
sida

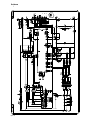
Schéma
-- 1 2 --
fja3e11a

Liste des composants
-- 1 3 --
fja3e11b
C = Component designation in the circuit diagram
C
Denomination Remarks
V2 Silicon diode
C4 Capacitor 400 V
FU1 Fuse 16 A, 500 V
FU2 Automatic fuse 20 A
KM1 Contactor 42 V, 50 Hz
AP1 Circuit board
M1 Fan
QF Main switch (black)
HL1 Indicating lamp (white)
HL2 Indicating lamp (yellow)
V1 Thyristor 1100 A/300 V
TC1 Control transformer 42 V, 900VA
AP2 Circuit board, insulation
AP3 Circuit board, EMC filter
TC2 T ransformer

Instructions de branchement
-- 1 4 --
fja3c12a
LAF 1250

Liste de pièces détachées
-- 1 5 --
sparefram
Edition 2006--06--26
Ordering no. Denomination Notes
0456 323 880 Welding power source LAF 1250
Abbreviations used in the spare parts list:
C = Component designation in the circuit diagram

-- 1 6 --
f456323s
Item
no.
Qty. Ordering no. Denomination Remarks C
0456323880 Welding power source LAF 1250
1 1 0551203081 Shunt 1500 A RS1
2 0191085105 Capacitor 400 V C4
3 1 0490600606 Silicon diode V4
6 1 0320445882 Inductor L1
7 1 0320444882 Inductor coil
8 1 0460004880 Fan complete
8:1 1 0459983880 Fa n M1
9 3 0320924882 Thyristor bridge
10 0041051606 Contact protection
11 1 0320946001 Th yristor 1100 A/ 300 V V1
12 2 0567200610 Fuse 16 A, 500 V FU1
13 1 0320746002 Main switch (black) QF
14 1 0192576004 Indicating lamp (white) HL1
15 1 0192576303 Indicating lamp (yellow) HL2
16 1 0193586104 Automatic fuse 20 A FU2
18 2 0156388001 Handle
19 1
1
0486368880
0486525880
Circuit board
Flash memory
AP1
IC6
20 0805586131 Contactor KM2
21 1 0442849880 Contactor KM1
22 3 0319828001 T ransformer TC2
23 0460092001 Contact transformer 42 V, 900 VA TC1
24 1 0486224880 Circuit board, EMC filter AP3
25 2 0158115880 Cable inlet
26 1 0469842880 T ransformer coil
27 1 0469845880 T ransformer TM1
28 0490600626 Silicon diode V2
33 1 0487068880
0368544006
Circuit board, insulation
Sleeve socket
28--pole, Burndy
AP2
XS24
34 1 0191093135 Resistor 680R R4
35 0523300201 Positive terminal
36 0319445001 Thermostat

-- 1 7 --
f456323s

ESAB AB
SE--695 81 L AXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
061127
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18


















ESAB LAF 1250 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB LAF 1250 Manuel utilisateur
-
ESAB LAF 1250M Manuel utilisateur
-
ESAB LAF 1000 ES Manuel utilisateur
-
-
-
ESAB LAF 1600M Manuel utilisateur
-
-
-
-