Lincoln Electric Cruiser Manuel utilisateur
- Taper
- Manuel utilisateur

CRUISER
™
TRACTOR
Manual del Operador
Guarde para consulta futura
Fecha de Compra
Código
: (ejemplo: 10859)
Número de serie: (ejemplo: U1060512345)
IMS10098 | Fecha de Publicación Abril, 2012
© Lincoln Global, Inc. All Rights Reserved.
Para usarse con máquinas con números de código:
11767
Registre su máquina:
www.lincolnelectric.com/register
Servicio Autorizado y Localizador de Distri
-
buidores:
www.lincolnelectric.com/locator
Need Help? Call 1.888.935.3877
to talk to a Service Representative
Hours of Operation:
8:00 AM to 6:00 PM (ET) Mon. thru Fri.
After hours?
Use “Ask the Experts” at lincolnelectric.com
A Lincoln Service Representative will contact you
no later than the following business day.
For Service outside the USA:
Email: [email protected]

GRACIAS POR ADQUIRIR UN
PRODUCTO DE PRIMERA
CALIDAD DE LINCOLN
ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN
EN PERFECTO ESTADO DE INMEDIATO
El comprador pasa a ser el propietario del equipo una vez
que la empresa de transportes lo entrega en destino.
Consecuentemente, cualquier reclamación por daños
materiales durante el envío deberá hacerla el comprador ante
la empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se
diseñan y fabrican teniendo presente la seguridad. No
obstante, la seguridad en general aumenta con una
instalación correcta ... y un uso razonado por su parte.
NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA
LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE
SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes
de actuar y sea siempre cauteloso.
Verá este cuadro siempre que deba seguir exactamente
alguna instrucción con objeto de evitar daños físicos
graves o incluso la muerte.
Verá este cuadro siempre que deba seguir alguna instrucción
con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.
N
O se acerque demasiado al arco.
S
i es necesario, utilice lentillas para
p
oder trabajar a una distancia
r
azonable del arco.
LEA y ponga en práctica el
contenido de las hojas de datos
sobre seguridad y el de las
etiquetas de seguridad que
encontrará en las cajas de los
materiales para soldar.
TRABAJE EN ZONAS VENTILADAS o
instale un sistema de extracción, a fin de eliminar humos
y gases de la zona de trabajo en general.
SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con
la ventilación natural será suficiente siempre que aleje la
cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES
o utilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algún síntoma poco
habitual. Es posible que haya que revisar el ambiente
y el sistema de ventilación.
UTILICE PROTECTORES OCULARES,
AUDITIVOS Y CORPORALES CORRECTOS
PROTÉJASE los ojos y la cara con un casco para
soldar de su talla y con una placa de filtrado del
grado adecuado (v. la norma Z49.1 del ANSI).
PROTÉJASE el cuerpo de las salpicaduras por
soldadura y de los relámpagos del arco con ropa
de protección, como tejidos de lana, guantes
y delantal ignífugos, pantalones de cuero
y botas altas.
PROTEJA a los demás de salpicaduras, relámpagos
y ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la
protección auricular.
ASEGÚRESE de que los equipos de protección estén en
buen estado.
Utilice gafas de protección en la zona
de trabajo EN TODO MOMENTO.
SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan
estado en contacto con sustancias de riesgo, a menos que se
hayan lavado correctamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o galvanizadas,
a menos que haya adoptado medidas para aumentar la
ventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionales
PROTEJA las bombonas de gas comprimido del calor
excesivo, de las descargas mecánicas y de los arcos; asegure
las bombonas para que no se caigan.
ASEGÚRESE de que las bombonas nunca pasen por un
circuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo
de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE
FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.
ATENCIÓN
PRECAUCIÓN
Seguridad, 01 de 04 - 15/06/2016

ADVERTENCIA: De acuerdo con el Estado
de California (EE. UU.), respirar los gases
de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades
para la función reproductora.
• Arranque y utilice el motor siempre en una zona
bien ventilada.
• Si se encuentra en una zona sensible, asegúrese
de expulsar los gases de escape.
• No modifique ni altere el sistema de expulsión
de gases.
• No deje el motor en ralentí a menos que sea necesario.
Para saber más, acceda a
www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar,
el producto provoca humos y gases que, de acuerdo
con el Estado de California, provocan anomalías
congénitas y, en algunos casos, cáncer (§ 25249.5
y siguientes del Código de Salud y Seguridad del
Estado de California).
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA.
PROTÉJASE Y PROTEJA A LA PERSONAS DE SU
ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES
O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN. LOS PORTADORES DE MARCAPASOS
DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR
EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si
quiere saber más sobre seguridad, le recomendamos que adquiera
una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos
de corte y soldadura” a través de la Sociedad Estadounidense
de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la
norma W117.2-1974 de CSA. Podrá recoger una copia gratuita
del folleto E205, “Seguridad en los procesos de soldadura por
arco”, en Lincoln Electric Company, situada en 22801 St. Clair
Avenue, Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN,
USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE
A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO
AL RESPECTO.
1.a. Apague el motor antes de iniciar la resolución
de problemas y el trabajo de mantenimiento,
a menos que el motor deba estar encendido
para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese
de expulsar todos los gases de escape del motor al aire libre.
PARA EQUIPOS DE MOTOR.
SEGURIDAD
ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN
65 PARA CALIFORNIA
SECCIÓN A:
ADVERTENCIAS
ADVERTENCIA: Cáncer y toxicidades para la
función reproductora (www.P65warnings.ca.gov)
1.c. No ponga carburante cerca de un arco de
soldadura con llama ni cuando el motor esté en
funcionamiento. Detenga el motor y deje que
se enfríe antes de volver a repostar para evitar
las pérdidas de combustible derivadas de la
evaporación al entrar en contacto con las partes del motor que
estén calientes. No derrame combustible al llenar el depósito.
Si derrama algo de combustible, límpielo y no arranque el motor
hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes,
cubiertas de seguridad y piezas del equipo
estén bien instalados y en buen estado.
No acerque las manos, el pelo, la ropa ni
las herramientas a la correa trapezoidal,
engranajes, ventiladores y otras piezas
móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de
seguridad para dar el mantenimiento necesario. Retire las cubiertas
solo cuando sea necesario y vuelva a colocarlas en cuanto termine
de hacer la tarea por la que las haya retirado. Sea extremadamente
cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate
de hacer funcionar el regulador o el eje portador pulsando el
acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental
al cambiar el motor o el generador de soldadura, desconecte los
cables de la bujía, la tapa del distribuidor o el dinamomagneto,
según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de
presión del radiador mientras que el motor
esté caliente.
2.a. El flujo de corriente eléctrica por los conductores genera campos
electromagnéticos (EM) localizados. La corriente de soldadura
genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo
que los operarios portadores de marcapasos deberán acudir a su
médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener
otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos
para reducir al mínimo la exposición a los campos EM derivados
del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice
cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares.
Si el cable del electrodo queda a su derecha, el cable
auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más
cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.
LOS CAMPOS
ELECTROMAGNÉTICOS
PUEDEN SER PELIGROSOS.
Seguridad, 02 de 04 - 16/05/2018

UNA DESCARGA
ELÉCTRICA LE PUEDE
MATAR.
3.a. Los circuitos auxiliar (tierra) y del electrodo
están vivos desde el punto de vista
eléctrico cuando el soldador está encendido. No toque dichas
partes “vivas” con el cuerpo. Tampoco las toque si lleva
ropa que esté mojada. Utilice guantes secos y herméticos
para aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.
Asegúrese de que el aislante sea lo suficientemente
amplio como para cubrir toda la zona de contacto
físico con la pieza y el suelo.
Además de adoptar las medidas de seguridad
habituales, si debe soldar en condiciones
arriesgadas desde el punto de vista eléctrico
(en zonas húmedas o mientras lleva ropa
mojada; en estructuras metálicas como
suelos, rejas o andamios; en posiciones poco
habituales, como sentado, de rodillas
o tumbado, si hay probabilidades de tocar
de forma accidental la pieza de trabajo o el
suelo), el operario deberá utilizar los
siguientes equipos:
• Soldador (TIG) semiautomático para corriente continua (CC)
• Soldador (electrodo) manual para CC
• Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, el
electrodo, el carrete del electrodo, el cabezal del equipo, la
boquilla y la pistola semiautomática también están vivas
desde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buena
conexión eléctrica con el metal que se esté soldando.
La conexión deberá hacerse lo más cerca posible de
la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo
o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del
equipo y la máquina de soldar en buen estado de
funcionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desde
el punto de vista eléctrico de los soportes de los electrodos
conectados a los dos equipos, ya que la tensión existente
entre las dos podría ser equivalente a la tensión de los
circuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo,
utilice un arnés a modo de protección por si se produjera
una descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONES
DEL ARCO QUEMAN.
4
.a. Utilice un protector con el filtro y las
c
ubiertas debidos para protegerse los ojos de las chispas
y
de las radiaciones del arco cuando esté soldando
u
observando una soldadura por arco. Los protectores
f
aciales y las lentes de filtrado deberán adaptarse
a
las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos
y duraderos para protegerse la piel y proteger a sus
compañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones con
una pantalla ignífuga y pídales que no miren al arco y que
no se expongan a la radiación del arco ni
a las salpicaduras.
LOS HUMOS Y GASES
PUEDEN SER
PELIGROSOS.
5.a. Al soldar, se pueden generar humos y gases
peligrosos para la salud. Evite respirar dichos humos y gases.
Si va a soldar, no se acerque al humo. Asegúrese de que haya
una buena ventilación en la zona del arco para garantizar que
no se respiren los humos y gases. Si debe soldar
superficies revestidas (consulte las instrucciones
del contenedor o las hojas de datos sobre
seguridad) o superficies de plomo, acero u otros
metales cadmiados, asegúrese de exponerse lo
menos posible y de respetar los PEL (límites de
exposición permisibles) de la OSHA y los TLV
(valores límite) de la ACGIH. Para ello, utilice los
sistemas de extracción y de ventilación locales,
a menos que la evaluación de la exposición
indiquen lo contrario. En espacios cerrados
y, en algunos casos, en espacios abiertos,
necesitará un respirador. Además, deberá
tomar precauciones adicionales cuando
suelde acero galvanizado.
5. b. La función del equipo de control del humo de la soldadura se
ve afectada por varios factores, como el uso y la colocación
correctos del equipo, el mantenimiento del equipo y los
procedimientos concretos aplicados a la hora de soldar.
El nivel de exposición de los trabajadores deberá
comprobarse en el momento de la instalación y de forma
periódica después de entonces, a fin de garantizar que este
se ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas de
vapores de hidrocarburo clorado procedentes de operaciones
de desengrasado, limpieza o pulverización. El calor y la
radiación del arco pueden reaccionar con los vapores del
disolvente y formar fosgeno, un gas muy tóxico, y otros
productos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura por
arco pueden desplazar el aire y
provocar lesiones o incluso
la muerte. Asegúrese de que haya suficiente ventilación, en
particular en zonas cerradas, para garantizar que el aire que
respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del
equipo
y de los fungibles utilizados, incluidas la hojas de datos sobre
seguridad, y siga las prácticas de seguridad aprobadas por su
empresa. Obtendrá hojas de datos sobre seguridad de la mano
de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.
SEGURIDAD
Seguridad, 03 de 04 - 15/06/2016

LAS CHISPAS
DERIVADAS DE
CORTES
Y SOLDADURAS
PUEDEN PROVOCAR
INCENDIOS O EXPLOSIONES.
6.a. Elimine cualquier factor de riesgo de incendio de la zona de
trabajo. Si no fuera posible, cubra los materiales para evitar
q
ue las chispas puedan crear un incendio. Recuerde que las
chispas derivadas de las soldaduras pueden pasar con
facilidad, a través de grietas pequeñas a zonas adyacentes.
Además, los materiales pueden calentarse con rapidez. Evite
soldar cerca de conductos hidráulicos. Asegúrese de tener
un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las
zonas de trabajo, tome las medidas apropiadas para evitar
situaciones de riesgo. Consulte el documento “Seguridad en
los trabajos de corte y soldadura” (norma Z49.I del ANSI)
y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que el
circuito del electrodo no toque en absoluto la zona de trabajo ni
el suelo. Si se pusieran en contacto de forma accidental, dichas
partes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores
hasta que se haya asegurado de que tales procedimientos no
harán que los vapores inflamables o tóxicos del interior de
dichas piezas salgan al exterior. Estos pueden provocar
explosiones incluso si se han “limpiado”. Para saber más,
adquiera el documento “Prácticas seguras y recomendables de
preparación para los procesos de corte y soldadura de
contenedores y conductos que han contenido sustancias
peligrosas” (AWS F4.1) a través de la Sociedad Estadounidense
de Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes de
calentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras.
Utilice prendas de protección, como guantes de piel, camisas
gruesas, pantalones sin dobladillos, botas altas y un gorro
para el pelo. Utilice un protector auricular cuando suelde en
un lugar distinto del habitual o en espacios cerrados. Cuando
esté en la zona de trabajo, utilice siempre gafas de
protección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo
como le sea posible. Conectar los cables auxiliares a la
estructura del edificio o a cualquier otra ubicación distinta
de la zona de trabajo aumenta las probabilidades de que la
corriente pase por cadenas de elevación, cables de grúas u
otros circuitos alternos. Esto podría generar un riesgo de
incendio y sobrecalentar los cables
y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, “Norma para la
prevención de incendios en trabajos de soldadura y corte
entre otros”, disponible a través de la NFPA, situada en 1
Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo para
descongelar conductos.
SI SE DAÑAN, LAS BOMBONAS
PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas
comprimido que contengan los gases de
protección adecuados para el proceso en
cuestión, así como reguladores diseñados
p
ara un gas y presión concretos. Todos los
conductos, empalmes, etc. deberán ser
adecuados para el uso en cuestión y mantenerse en buen
estado.
7.b. Guarde las bombonas siempre en vertical y asegúrelas
correctamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
• Alejadas de aquellas zonas en las que puedan recibir
golpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura por
arco y de corte y de cualquier otra fuente de calor,
chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna
otra pieza viva desde el punto de vista eléctrico entre en
contacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de la
bombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estar
en su sitio y bien apretadas, excepto cuando la bombona se
esté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas
de gas comprimido, las instrucciones del material asociado y
la publicación P-l de la CGA, “Precauciones para la
manipulación segura de las bombonas de gas comprimido”,
disponible a través de la Asociación de Gas Comprimido,
situada en 14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPOS
ELÉCTRICOS.
8.a. Desconecte la potencia de entrada a través
del interruptor de desconexión del cuadro
de fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico
Nacional de EE. UU., los códigos locales aplicables
y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico
Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety
para saber más sobre la seguridad.
SEGURIDAD
Seguridad, 04 de 04 - 15/06/2016

PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instruc-
tions et les précautions de sûreté specifiques qui parraissent
dans ce manuel aussi bien que les précautions de sûreté
générales suivantes:
Sûreté Pour Soudage A LʼArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une
grande partie du corps peut être en contact avec la
masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à soud-
er parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se pro-
téger contre les chutes dans le cas ou on recoit un choc. Ne
jamais enrouler le câble-électrode autour de nʼimporte quelle
partie du corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi quʼun verre blanc afin de se protéger les yeux du
rayonnement de lʼarc et des projections quand on soude
ou quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
lʻarc.
c. Protéger lʼautre personnel travaillant à proximité au
soudage à lʼaide dʼécrans appropriés et non-inflamma-
bles.
4. Des gouttes de laitier en fusion sont émises de lʼarc de
soudage. Se protéger avec des vêtements de protection
libres de lʼhuile, tels que les gants en cuir, chemise épaisse,
pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où lʼon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé
de la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possible
de la zone de travail quʼil est pratique de le faire. Si on place
la masse sur la charpente de la construction ou dʼautres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de lev-
age, câbles de grue, ou autres circuits. Cela peut provoquer
des risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de lʼarc peuvent réagir avec les
vapeurs du solvant pour produire du phosgéne (gas forte-
ment toxique) ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code
de lʼélectricité et aux recommendations du fabricant. Le dis-
positif de montage ou la piece à souder doit être branché à
une bonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste
seront effectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la
debrancher à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
iv
SEGURIDAD
iv

vivi
TABLA DE CONTENIDO
Página
Instalación ......................................................................................................................Sección A
Especificaciones Técnicas ...................................................................................................A-1
Descripción Física General ..................................................................................................A-2
Descripción Funcional General ............................................................................................A-2
Procesos Recomendados ....................................................................................................A-2
Limitaciones del Proceso .....................................................................................................A-2
Limitaciones del Equipo .......................................................................................................A-2
Fuentes de Poder Recomendadas.......................................................................................A-2
Características del Diseño ...................................................................................................A-2
Ubicación..............................................................................................................................A-3
Ensamble General................................................................................................................A-4
Arbotantes, Mecanismo de Dirección Manual, Ensamble....................................................A-5
Mecanismo de Dirección Manual, Ajuste .............................................................................A-6
Riel Transversal ...................................................................................................................A-6
Eje del Carrete de Alambre ..................................................................................................A-6
Cubierta del Carrete de Alambre ..................................................................................A-7, A-8
Brazo Removible ..................................................................................................................A-9
Ajuste del Enderezador de Alambre...................................................................................A-10
Rotación de la Placa de Alimentación................................................................................A-10
Tolva de Fundente .............................................................................................................A-11
Cables ................................................................................................................................A-11
Conexiones de Cables, Tamaños de Cables de Soldadura...............................................A-12
Configuración del Sistema .................................................................................................A-13
Juntas a Tope ............................................................................................................A-14/A-17
Juntas de Filete .........................................................................................................A-17/A-18
Filete Horizontal.........................................................................................................A-19/A-20
Filete Plano................................................................................................................A-21/A-22
Soldadura de Tubería ................................................................................................A-23/A-24
________________________________________________________________________________
Operación .......................................................................................................................Sección B
Precauciones de Seguridad, Símbolos Gráficos..................................................................B-1
Controles Colgantes.............................................................................................................B-2
Movimiento del Tractor.........................................................................................................B-2
Indicador Láser, Sensión al Contacto ..................................................................................B-3
Secuencia de Encendido......................................................................................................B-3
Configuración del Alimentador de Alambre..........................................................................B-4
Cambio y Configuración de los Modos de Soldadura ..........................................................B-4
Frecuencia............................................................................................................................B-4
Ajuste del Equilibrio..............................................................................................................B-5
Ajuste de Compensación .....................................................................................................B-5
Secuencia de Soldadura ......................................................................................................B-5
Opciones de Inicio................................................................................................................B-5
Operación de las Opciones de Inicio....................................................................................B-6
Opciones Finales, Operación de las Opciones Finales........................................................B-6
Memorias..............................................................................................................................B-7
Límites ...........................................................................................................................B-7/B-9
Interruptores Dip...................................................................................................................B-9
Menú de Funciones de Configuración .......................................................................B-10/B-12
________________________________________________________________________________
Accesorios ................................................................................................Section C
Kits Opcionales y Accesorios ...............................................................................C-1
Kits de Rodillos Impulsores y Tubos Guía.............................................................C-1
Accesorios Incluidos con CRUISER™ .................................................................C-2
________________________________________________________________________________
Mantenimiento................................................................................................Sección D
Mantenimiento de Rutina.......................................................................................D-1
Mantenimiento Periódico.......................................................................................D-1
________________________________________________________________________________
Localización de Averías ................................................................................Sección E
Cómo Utilizar la Guía de Localización de Averías.................................................E-1
Guía de Localización de Averías ..................................................................E-2, E-3
________________________________________________________________________________
Diagramas de Cableado.................................................................................Sección F
________________________________________________________________________________
Páginas de Partes..................................................................................................................P-683

A-1
INSTALACIÓN
CRUISER™
A-1
ESPECIFICACIONES TÉCNICAS - CRUISER
™
K-3048-1
Alimentadores de Alambre – Voltaje y Corriente de Entrada
VOLTAJE AMPERIOS DE ENTRADA
40 VDC 8 AMPS
Salida Nominal
CICLO DE TRABAJO AMPERIOS
100% 1000 AMPS
Dimensiones Físicas (como se envían de fábrica)*
(Tamaño y Peso Generales Dependientes de la Configuración)
MODELO ALTURA ANCHO PROFUNDIDAD PESO
K3048-1 736 mm (29 pulg.) 548 mm (23 pulg.) 914 mm (36 pulg.) 94 kg. (207 lb)
Rangos de Temperatura
Temperatura de Operación -40ºC a +50ºC (-40ºF a 122ºF)
Temperatura de Almacenamiento -40ºC a +85ºC (-40ºF a 185ºF)
SAW
ENGRANAJE Rango WFS Tamaños de Alambre
1.3 a 12.5 m/min
(50 a 500 ipm)
0.4 a 7.5 m/min
(15 a 300 ipm)
0.4 a 5.0 m/min
(15 a 200 ipm)
142:1*
95:1
57:1
1.6 a 5.6 mm
(1/16 a 7/32 pulgadas)
1.6 a 2.4 mm
(1/16 a 3/32 pulgadas)
1.6 a 2.4 mm
(1/16 a 3/32 pulgadas)
* = engranaje instalado en el mecanismo de alimentación como se equipó de fábrica.

A-2
INSTALACIÓN
CRUISER™
A-2
DESCRIPCIÓN FÍSICA GENERAL
CRUISER™ es una plataforma modular de propulsión
automática que sirve para realizar soldaduras de arco
sumergidas. Un diseño único de tubo y abrazadera brinda
flexibilidad para montar los componentes de alimentación en
cualquier posición.
El alambre se alimenta al arco a través del mecanismo de
alimentación comprobado. Todos los rodillos impulsores,
boquillas, puntas de contacto y enderezadores de alambre
son comunes entre los mecanismos de alimentación MaxSA
y el mecanismo de alimentación CRUISER™. El mecanismo
de alimentación gira alrededor de dos ejes para establecer
los ángulos de tracción/arrastre e inclinación de la antorcha.
El mecanismo de alimentación se monta en dos rieles X-Y
de trabajo pesado. Los rieles transversales permiten el
ajuste fácil de la punta electrizada del electrodo y de la posi-
ción del alambre en la junta.
Toda la estructura de mástil y brazo se puede separar de la
base para fines de portabilidad y movilidad.
El tractor es impulsado por un motor magnético permanente
de CD con una caja de engranajes de 5 etapas con todos los
engranajes metálicos. Un codificador de alta resolución
mantiene la velocidad del tractor consistente incluso a bajas
velocidades. Las ruedas están hechas de una goma
resistente a alta temperatura, especialmente unida a un
núcleo de aluminio. Asimismo, en el eje se encuentran mon-
tadas ruedas guía y un engranaje para poder operar las sec-
ciones de recorrido K396.
El tractor se puede configurar para una operación de 3 ó 4
ruedas. La configuración flexible de las ruedas permite que
el tractor se ensamble de tal manera que se logre un equi-
librio óptimo, al tiempo que las ruedas se alinean para el
seguimiento de la junta.
Todos los controles se encuentran en un control colgante de
peso ligero que se conecta al tractor a través del cable
ArcLink. La cubierta del colgante está fabricada de aluminio
para resistir los impactos y altas temperaturas.
DESCRIPCIÓN GENERAL FUNCIONAL
CRUISER™ es una plataforma modular para soldadu-
ra de arco sumergida.
PROCESOS RECOMENDADOS
• SAW (AC, DC+, DC-) hasta 1000 amps.
• Tiny Twin
LIMITACIONES DEL PROCESO
• CRUISER™ no soporta procedimientos de arco
abierto.
LIMITACIONES DEL EQUIPO
• Tobera de extensión curva limitada al alambre de 3/16”.
• La inductancia del electrodo y cables de trabajo pueden
afectar el desempeño del arco. No enrolle el exceso de
cable.
• Para comunicaciones digitales robustas, no utilice más
de 200 pies de cable de control.
• CRUISER™ opera sólo en 40 VCD.
• No hay 115 VCA en el tractor.
• El radio de giro mínimo de CRUISER™ es de 10 pies
cuando se ensambla con 3 ruedas.
• El radio de giro mínimo de CRUISER™ es de 20 pies
cuando se ensambla con 4 ruedas.
• Las ruedas de goma están clasificadas a 260°C (500°F).
• El puntero láser montaje no es compatible con la
boquilla o la boquilla pequeña doble K148.
FUENTES DE PODER RECOMENDADAS
• Power Wave CA/CD 1000
CARACTERÍSTICAS DEL DISEÑO
Incluye Funciones Estándar
Desempeño del Arco
• La combinación de CRUISER™ y Power Wave
AC/DC 1000 proporciona nuevos niveles de pro-
ductividad de arco sumergido.
Controles del Usuario
•
Peso ligero, control colgante de mano.
• Cuatro memorias para selección rápida de procedimientos
comunes.
• Control de secuencia completa para ajustar la soldadura
de principio a fin.
• Todos los controles de soldadura localizados en el control
colgante, incluyendo la selección del programa.
• Indicador láser para ayudar a dirigir a la CRUISER™.
Mecanismo de Alimentación
• Engranajes intercambiables para alimentar alambres de
diámetro pequeño a alta velocidad y alambres de mayor
diámetro a baja velocidad.
• Motor magnético permanente de CD, alto torque con
tacómetro para un control exacto de la velocidad de ali-
mentación de alambre.
• Incluye un enderezador de alambre de tres rollos.
• Utiliza toberas de contacto de arco sumergido de Lincoln
estándar.
Tractor y Armazón
• Se configura con base en el diseño de 3 ó 4 ruedas de
patente pendiente, para el mejor recorrido y equilibrio.
• Motor magnético permanente de CD con codificador para
velocidades de recorrido estables y precisas.
• Todos los engranajes de acero para larga vida.
• Embrague de recorrido de accionamiento fácil.
• Totalmente ensamblados para uso de recorrido.
• Ruedas de goma de alta temperatura para tracción superi-
or y resistencia al calor de hasta 260°C (500°F).
• Rieles de trabajo pesado para ajustar la posición del elec-
trodo en la junta
.

A-3
INSTALACIÓN
CRUISER™
A-3
UBICACIÓN
Mantenga espacio libre entre las partes a potencial del
electrodo, y todos los otros componentes del tractor. Las
partes que están a potencial de electrodo son:
• Alambre
• Carrete de Alambre
• Rodillos de enderezador de alambre
• Adaptador de buje de conducto metálico
• 4 cabezas de tornillo en la parte posterior del
enderezador de alambre
• Placa de alimentación y rodillos impulsores
• Ensamble de la tobera de contacto
• Extensiones de la tobera
• Punta de contacto
Opere la CRUISER™ sólo en superficies estables y
secas.
Operar el tractor en superficies inclinadas requiere
ajustar y/o ensamblarlo en forma distinta a la enviada
de fábrica.
No sumerja el tractor.
Es responsabilidad del usuario/fabricante/operador
ensamblar el tractor de tal manera que se mantenga
estable y haya espacios libres eléctricos seguros.
El tractor está clasificado para uso en exteriores
(IP23S) con la cubierta del carrete de alambre instala-
da.
Proteja la CRUISER™ de las antorchas precalentadas.
La DESCARGA ELÉCTRICA
puede causar la muerte.
• No toque el mecanismo de ali-
mentación, rodillos impulsores,
tobera, bobina de alambre, electro-
do o motor de mecanismo de ali-
mentación cuando la salida de sol-
dadura esté ENCENDIDA.
• El tractor es una pieza automática de equipo que se
puede controlar en forma remota.
• APAGUE la alimentación en el interruptor de desconex-
ión o caja de fusibles antes de intentar conectar o
desconectar las líneas de alimentación, cables de sali-
da o cables de control.
• No opere sin las cubiertas, paneles o guardas.
• No permita que el electrodo o carrete de alambre toque
el armazón del tractor.
• Sólo personal calificado deberá realizar esta insta-
lación.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
------------------------------------------------------------------------
ADVERTENCIA
Las PARTES MÓVILES pueden
provocar lesiones.
• Aléjese de las partes móviles.
• Las partes del tractor se pueden
mover repentinamente cuando se
aflojan los pernos.
• Todas las abrazaderas y collarines deberán asegu-
rarse antes de operar.
• Configure el tractor para operación estable, con una
tolva de fundente llena y vacía, y un carrete lleno y
vacío.
------------------------------------------------------------------------
ADVERTENCIA

A-4
INSTALACIÓN
CRUISER™
A-4
ENSAMBLE GENERAL
Abrazaderas
•
Apriete los pernos de las abrazaderas a 34 Nm (25 pies-libras).
• Utilice las abrazaderas con una llave en los tubos horizontales.
Collarines
•
Apriete el tornillo del collarín a 0.3 Nm (42 pulg-libras)
Oreja de Levante
•
Apriete el hardware de la oreja de levante a 0.17 Nm (24
pulg-libras). No apriete de más o el mástil puede deformarse.
Cadena y Anclaje del Mástil
• La cadena deberá de conectarse desde la base al
mástil antes de levantar.
• Apriete todo el hardware como se muestra.
La DESCARGA ELÉCTRICA
puede causar la muerte.
• Las abrazaderas y collarines que
no están bien asegurados pueden
moverse provocando que las
partes en el potencial del electrodo
hagan contacto con el armazón del
tractor u otros componentes.
• Sólo personal calificado deberá instalar, utilizar o dar
servicio a este equipo.
------------------------------------------------------------------------
ADVERTENCIA
El EQUIPO QUE CAE puede
provocar lesiones.
• Levante sólo con equipo de
capacidad adecuada.
• Asegúrese de que la máquina
está estable cuando la levante.
• No levante la máquina si el gan-
cho de levante esta dañado.
• No levante la máquina mientras esté suspendida de
la oreja de levante.
• No asegurar las abrazaderas, collarines, cadenas y
oreja de levante adecuadamente puede dar como
resultado lesiones físicas.
------------------------------------------------------------------------
ADVERTENCIA
FIGURA A.1 - ABRAZADERAS
Apriete a 34 Nm (25 pies-libras
)
Llave de la Abrazadera
FIGURA A.2 – COLLARINES
Apriete 0.3 Nm
(42 pulg-libras)
FIGURA A.3 - OREJA DE LEVANTE
Apriete a 0.17 Nm
(24 pulg-libras)
FIGURA A.4 – CADENA Y ANCLAJE DEL MÁSTIL
Conecte la cadena
de la base al mástil
Apriete a 0.17 Nm
(24 pulg-libras)
Apriete a 34 Nm
(25 pulg-libras)
Apriete el tornillo del collarín
a 0.3 Nm (42 pulg-libras)

A-5
INSTALACIÓN
CRUISER™
A-5
ARBOTANTES
Los arbotantes “dirigen” a CRUISER™ a lo largo de una
superficie vertical guiándola a un ángulo ligero. La compen-
sación sugerida entre los arbotantes frontal y trasero es de
12.7mm (½”). Arbotantes más grandes aumentan la fricción
que impulsa a la CRUISER™ hacia delante y pueden causar
errores de sobrecorriente del motor de recorrido, así como un
rápido desgaste de las ruedas.
Cuando ensamble la CRUISER™, ajuste el riel transversal a
la posición intermedia y posicione el alambre en la junta.
Después ensamble los arbotantes frontal y posterior, y haga
ajustes finos a la posición del alambre utilizando el riel trans-
versal.
Los arbotantes se pueden apilar para lograr longitud
adicional. Deslice la Tuerca T (S28835) en la extrusión
y después inserte un perno de ¼-20 a través de las
ranuras del arbotante.
MECANISMO DE DIRECCIÓN MANUAL,
ENSAMBLE
Como se envía de fábrica, el mecanismo de dirección
manual está ensamblado con una rueda guía para recor-
rido en una junta a tope. La rueda guía se puede reem-
plazar con una rueda de goma para dirección manual.
FIGURA A.5 – ARBOTANTES
DIRECCION DE
LA VIAJAR
FIGURA A.6 – EXTENSIÓN DE LOS ARBOTANTES
Perno de ¼-20
Roldana de
Seguridad
Roldana Plana
Tuerca T
(S28835)
FIGURA A.7 – MECANISMO DE DIRECCIÓN MANUAL
Perno de 3/8-16 x 2.50
Roldana
Plana
Roldana de
Seguridad
Roldana
Plana
Tuerca
Hexagonal
Buje
T11267-B
Buje
T11267-B
Rueda Guía
S7393-2
Perno de 3/8-16 x 2.50
Roldana
Plana
Roldana de
Seguridad
Roldana
Plana
Tuerca
Hexagonal
Buje
S17073-5A
Rueda
S17073-5

A-6
INSTALACIÓN
CRUISER™
A-6
MECANISMO DE DIRECCIÓN MANUAL,
AJUSTE
A fin de dirigir la CRUISER™ a la Derecha:
Afloje el perno B
Apriete el perno A para establecer el ángulo de la rueda.
Ajuste el perno B
A fin de dirigir la CRUISER™ a la Izquierda:
Afloje el perno A
Apriete el perno B para establecer el ángulo de la rueda
Ajuste el perno A
RIEL TRANSVERSAL
Cada riel tiene 102mm (4”) de recorrido.
Cuando ensamble la CRUISER™, verifique que no
haya componentes en el potencial del electrodo que
hagan contacto con el armazón a lo largo de toda la
distancia de recorrido de los rieles.
Los rieles pueden desensamblarse y después posi-
cionarse en relación entre si.
EJE DEL CARRETE DE ALAMBRE
• Coloque el eje del carrete de alambre para evitar
que el carrete y electrodo hagan contacto con el
armazón del tractor y base.
• El eje del carrete de alambre debe ser horizontal u
orientarse hacia arriba.
FIGURA A.8 – AJUSTE
Izquierda
Derecha
FIGURA A.9 – LÍMITES DE CARGA
FIGURA A.10 – VARIAS CONFIGURACIONES DE RIEL POSIBLES
POSICIÓN
DE FÁBRICA
FIGURA A.11 – EJE DEL CARRETE DE ALAMBRE

A-7
INSTALACIÓN
CRUISER™
A-7
ENSAMBLE DE LA CUBIERTA DEL CARRETE DE ALAMBRE
1. Determine la orientación angular de la cubierta del car-
rete de alambre en relación con la abrazadera del eje. A
fin de cambiar el ángulo de la cubierta, remueva los 6
pernos que aseguran la parte posterior de la cubierta al
soporte de montaje utilizando una llave de 7/16”. Vuelva
a ensamblar al ángulo deseado, mantenga el empaque
centrado en relación a la parte posterior de la cubierta.
Se tomaron las precauciones debidas para que la
cubierta gire en incrementos de 30°.
2. Desatornille el freno del eje, y remueva las partes del
mismo y el eje.
3. Remueva dos de los pernos del ensamble del eje utilizando
una llave hexagonal de 1/4”. Ensamble la cubierta de regreso
en el ensamble del eje, y apriete los pernos.
FIGURA A.11A – ENSAMBLE DE LA CUBIERTA
FIGURA A.11B – MONTAJE DE LA CUBIERTA
SOPORTE
EMPAQUE
PARTE POSTERIOR
DE LA CUBIERTA
HARDWARE

A-8
INSTALACIÓN
CRUISER™
A-8
4. Vuelva a ensamblar las partes del eje como se muestra.
5. Si se requiere, cambie la posición del ensamble del buje
esférico. Utilice una llave de 7/16” para aflojar y apretar
el hardware.
6. Enrosque el conducto en el conector metálico en el
ensamble del buje esférico. Después, deslice la funda a
lo largo del conducto y sobre el conector metálico.
7. Cuando ensamble la cubierta a la parte posterior de la
misma, verifique si ésta está bien asentada por todos
lados.
FIGURA A.11c – PARTES DEL EJE
FIGURA A.11d - CONDUCTO, CONECTOR METÁLICO, FUNDA
CONDUCTO
FUNDA
CONECTOR
METÁLICO

A-9
INSTALACIÓN
CRUISER™
A-9
BRAZO REMOVIBLE
• Coloque el brazo removible en tal forma que no
haga contacto con el carrete y electrodo.
• Enrute el electrodo a través del conducto del brazo
removible al mecanismo de alimentación.
FIGURA A.12 – BRAZO REMOVIBLE
Conducto
Espacio Libre
Requerido
Entrada de
Alambre

A-10
INSTALACIÓN
CRUISER™
A-10
AJUSTE DEL ENDEREZADOR DE ALAMBRE
El enderezador de alambre controla la cantidad de cur-
vatura (o “curva”) en el alambre. Una curvatura exce-
siva puede afectar la alineación del alambre en la
junta. Muy poca curvatura da como resultado un con-
tacto de alambre insuficiente en la punta de contacto.
A fin de ajustar el enderezador de alambre:
1. Apague la alimentación en la fuente de poder de soldadura.
2. Afloje los dos tornillos que fijan el enderezador de alambre a
la placa de alimentación con una llave hexagonal de ¼”.
3. Coloque el enderezador según se desee para
remover o agregar curvatura al alambre.
4. Apriete los dos tornillos que fijan el enderezador de
alambre a la placa de alimentación.
5. Encienda la fuente de poder.
6. Alimente el alambre a través del enderezador.
Ajuste la cantidad de presión en el alambre con el
enderezador hasta que lograr la curvatura deseada
cuando el alambre sale de la punta.
NOTA: Una curvatura ligera del alambre ayuda a
mantener un buen contacto eléctrico dentro
de la punta de contacto.
ROTACIÓN DE LA PLACA DE ALIMENTACIÓN
La placa de alimentación del mecanismo de alimentación se
puede girar sobre el eje del rodillo impulsor. Dependiendo de
cómo el tractor se ensambla, girar la placa de alimentación
cambiará el ángulo de inclinación o ángulo de arrastre.
1. Apague la alimentación de la fuente de energía de soldadu-
ra.
2. Afloje el tornillo de fijación en la placa de alimentación con
una llave hexagonal de 5/16”.
3. Gire la placa de alimentación a la nueva posición. No per-
mita que las superficies en el potencial del electrodo toquen
el armazón, tolva de fundente, base o rieles del tractor.
4. Apriete el tornillo de fijación para asegurar la placa de ali-
mentación.
5. Como se equipa de la fábrica, el tractor está configurado
con “A” como la entrada y “B” como la salida. A fin de hacer
“B” la entrada y “A” la salida, vea el MENÚ DE
CONFIGURACIÓN.
FIGURA A.13 – TORNILLOS DEL ENDEREZADOR DE ALAMBRE
FIGURA A.14 – ENDEREZADOR DE ALAMBRE
ELIMINAR
CURVATURA
AGREGAR
CURVATURA
FIGURA A.15 – ROTACIÓN DE LA PLACA DE ALIMENTACIÓN

A-11
INSTALACIÓN
CRUISER™
A-11
TOLVA DE FUNDENTE
La tolva de fundente puede montarse ya sea sobre un tubo
horizontal o vertical, o sobre el mecanismo de alimentación.
Para el mejor flujo de fundente, mantenga la manguera que va
de la tolva a la tobera tan vertical como sea posible.
CABLES
Cables de Control Arclink
Los Cables de Control ArcLink están disponibles en dos for-
mas:
• La serie K1543-xx para la mayoría de las instalaciones en
interiores o de fábrica.
• La serie K2683-xx para uso en exteriores o cuando el
equipo se mueve frecuentemente.
Los cables de control ArcLink/LincNet son cables de una alta
calidad especial para comunicación digital. Son cables con-
ductores calibre 5 de cobre con un recubrimiento de goma tipo
SO. Hay un par trenzado de calibre 20 para comunicaciones
de red. Este par tiene una impedancia de aproximadamente
120 ohms y una demora de propagación por pie de menos de
2.1 nanosegundos. Existen dos conductores de calibre 12 que
se utilizan para suministrar 40VCD a la red. El quinto alambre
es de calibre 18 y se utiliza como un cable de sensión del
electrodo.
El uso de cables no estándar puede llevar a paros del sistema,
deficiente inicio de arco y problemas de alimentación de alam-
bre.
Los cables de control conectan la fuente de poder al alimen-
tador de alambre, y éste a los otros alimentadores de alambre.
Los cables de control se pueden conectar de extremo a
extreme para extender su longitud. Utilice un máximo de 61 m
(200 pies) de cable de control entre los componentes.
FIGURA A.16 – MONTAJE DE TUBO VERTICAL
FIGURA A.17 - MONTAJE DE TUBO HORIZONTAL
FIGURA A.18 – MONTAJE DEL MECANISMO DE ALIMENTACIÓN
FIGURA A.19 – CABLES DE CONTROL ARCLINK
A
B
C
D
E
A
B
C
D
E
Fuente de Poder Alimentador de Alambre
Pin Función Pin Función
A ArcLink A ArcLink
B ArcLink B ArcLink
C Sensión de voltaje 67 C Sensión de voltaje 67
D 40 VCD D 40 VCD
E Común E Común

A-12
INSTALACIÓN
CRUISER™
A-12
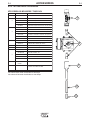
CONEXIONES DE CABLES
TAMAÑOS DE CABLES DE SOLDADURA
A continuación, se muestra una tabla con los tamaños
de cables de cobre recomendados para las diferentes
corrientes y ciclos de trabajo. Las longitudes estipu-
ladas son la distancia de la soldadora al trabajo y de
regreso a la soldadora. Básicamente, los tamaños de
cables se aumentan para mayores longitudes con el
fin de minimizar la caída de cables.
** Los valores tabulados son para la operación a temperatura ambiente de 40°C y menos. Las aplicaciones por arriba
de los 40°C pueden requerir cables más grandes que los recomendados, o cables clasificados a más de 75°C.
FIGURA A.20 – MONTAJE DEL MECANISMO DE ALIMENTACIÓN
Entrada de ArcLink
(5 pines)
Cable e Sensión
de Electrodo 67
Mecanismo de
alimentación y
láser (14 pines)
Conector del
control colgante
(5
p
ines)
TAMAÑOS DE CABLES RECOMENDADOS (COBRE CUBIERTO DE GOMA – CLASIFICADO A 75°C)**
Amperios
0 a 50 Pies 50 a 100 Pies 100 a 150 Pies 150 a 200 Pies 200 a 250 Pies
600
600
600
650
650
700
60
80
100
60
80
100
3/0
2-1/0
2-1/0
3/0
2-1/0
2-2/0
3/0
2-1/0
2-1/0
3/0
2-1/0
2-2/0
3/0
2-1/0
2-1/0
4/0
2-1/0
2-3/0
4/0
2-2/0
2-2/0
2-2/0
2-2/0
2-3/0
2-3/0
2-3/0
2-3/0
2-3/0
2-3/0
2-4/0
800
800
1000
80
100
80
3-1/0
2-3/0
2-4/0
3-1/0
2-3/0
2-4/0
3-1/0
2-3/0
2-4/0
2-3/0
2-3/0
2-4/0
2-4/0
2-4/0
4-2/0
1000
1200
1200
1500
1500
100
80
100
80
100
3-3/0
3-4/0
4-4/0
4-4/0
5-4/0
3-3/0
3-4/0
4-4/0
4-4/0
5-4/0
3-3/0
3-4/0
4-4/0
4-4/0
5-4/0
3-3/0
3-4/0
4-4/0
4-4/0
5-4/0
3-3/0
3-4/0
4-4/0
4-4/0
5-4/0
Ciclo de
Trabajo
Porcentual
TAMAÑOS DE CABLES PARA LAS LONGITUDES COMBINADAS DE ELECTRODOS
Y CABLES DE TRABAJO

A-13
INSTALACIÓN
CRUISER™
A-13
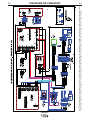
CONFIGURACIÓN DEL SISTEMA
POWER WAVE AC/DC 1000 SD
CABLE DE
SESIÓN DE
TRABAJO
CABLE
ARCLINK
CABLE DE
SOLDADURA
DEL ELECTRODO
CABLE DE
SOLDADURA
DE TRABAJO
CARRIL
FIGURA A.21 - CONFIGURACIÓN DEL SISTEMA
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54






















































Lincoln Electric Cruiser Manuel utilisateur
- Taper
- Manuel utilisateur
dans d''autres langues
Documents connexes
-
Lincoln Electric TIG Module Manuel utilisateur
-
-
-
-
Lincoln Electric Cool Arc 40 Mode d'emploi
-
-
-
-
-