Miller LIVEARC WELDING PERFORMANCE MANAGEMENT SYSTEM Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
Ce manuel convient également à

LiveArc
Système de gestion du rendement
de soudage
Procédés
Description
MIG
Soudage à l’arc à protection
par fil fourré (FCAW−G)
Système de formation de soudage
OM-267 357F/cfr 2016−09
www.MillerWelds.com
MANUEL DE L’UTILISATEUR

Félicitations et merci d’avoir choisi Miller. Dès maintenant, vous pouvez fai-
re votre travail, comme il faut. Nous savons que vous n’avez pas le temps de
faire autrement.
C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à
souder à l’arc en 1929, s’efforçait de fournir des produits de qualité
supérieure destinés à offrir des performances optimales pendant de longues
années. Comme vous, ses clients exigeaient les meilleurs produits disponible
sur le marché.
Aujourd’hui, la tradition continue grâce aux gens qui fabriquent et vendent
les produits Miller. L’engagement de fournir le matériel et le service
répondant aux même exigences rigoureuses de qualité et de valeur qu’en
1929 demeure inchangé.
Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos
produits Miller. Veuillez prendre le temps de lire les précautions de sécurité.
Elles vous aident à vous protéger contre des dangers éventuels au travail.
Miller vous permet une installation rapide et l’exploitation facile.
Convenablement entretenu, le matériel Miller vous
assure des performances fiables pendant de longues
années. Si la réparation de l’appareil s’avère
nécessaire, le chapitre sur le dépannage vous aide à
faire un diagnostic rapide. En vous référant ensuite
à la liste des pièces détachées, vous pouvez trouver
exactement la (les) pièce(s) nécessaire(s) au
dépannage. Vous trouverez également les
informations concernant la garantie et l’entretien
de votre appareil.
Miller est le premier
fabricant de matériel de
soudage aux États-Unis à
être certifié conforme au
système d’assurance du
contrôle de la qualité ISO
9001.
Miller Electric fabrique une gamme complète
de machines à souder et d’équipements liés au
soudage. Pour des renseignements sur les autres produits Miller,
adressez-vous à votre distributeur local Miller pour obtenir le catalogue le
plus récent sur toute la gamme, ou les feuilles techniques de chaque produit.
Miller, votre partenaire soudage!
Chaque source de
soudage Miller bénéficie
d’une garantie “sans
soucis”

Table des matières
SECTION 1 − MESURES DE SÉCURITÉ − À LIRE AVANT UTILISATION 1...........................
1-1. Symboles utilisés 1.....................................................................
1-2. Dangers liés au système de formation en soudure 1.........................................
1-3. Proposition californienne 65 Avertissements 2..............................................
1-4. Principales normes de sécurité 2.........................................................
SECTION 2 − DÉFINITIONS 3..................................................................
2-1. Symboles et définitions divers 3..........................................................
SECTION 3 − CARACTÉRISTIQUES TECHNIQUES 5.............................................
3-1. Introduction 5.........................................................................
3-2. Emplacement du numéro de série et de la plaque signalétique 6...............................
3-3. Caractéristiques techniques 6............................................................
3-4. Caractéristiques environnementales 6.....................................................
3-5. Règle d’appellation des programmes de soudure Miller 7.....................................
3-6. Règle d’appellation des programmes de soudure Miller − SMAW 7.............................
SECTION 4 − INSTALLATION 9................................................................
4-1. Choix d’un emplacement 9..............................................................
4-2. Installation du support de moniteur sur la table de soudage 10..................................
4-3. Bras de positionnement 11...............................................................
4-4. Bras de rallonge et serre−joint en C 12.....................................................
4-5. Limites de hauteur du serre−joint en C par position de soudage (GMAW/FCAW) 13................
4-6. Mise à la terre de la table de travail 14......................................................
4-7. Installation du support à outil de soudure sur le devant 14......................................
4-8. Installation de la pince de masse de la source de courant de soudage 15.........................
4-9. Installation GMAW SmartGun 16..........................................................
4-10. Branchements au moniteur à écran tactile 17................................................
4-11. Branchement de l’alimentation au moniteur 18...............................................
SECTION 5 − COMMANDES ET COMPOSANTS DU SYSTÈME 19...................................
5-1. Commandes du moniteur à écran tactile 19..................................................
5-2. Caméras et marqueurs du système de formation 20..........................................
5-3. Commandes SmartGun 21...............................................................
5-4. Utilisation de l’outil d’étalonnage de joints 22.................................................
SECTION 6 − FONCTIONNEMENT 23............................................................
6-1. Réglage de l’équipement 23..............................................................
6-2. Démarrage 23..........................................................................
6-2A. Écran de connexion 23..................................................................
6-2B. Sélectionner le programme 25.............................................................
6-2C. Étalonnage de la table 27.................................................................
6-2D. Préparation à la soudure 28...............................................................
6-2E. Pratique en mode SIM (Simulation) (GMAW/FCAW Only) 31...................................
6-2F. Tests en mode Weld (Soudage) 34.........................................................
SECTION 7 − OUTILS D’ADMINISTRATION 36....................................................
7-1. Mode Administration 36..................................................................
7-2. Réglage de paramètres de l’équipement 36..................................................
7-3. Mises à jour logicielles 36................................................................
7-4. Sauvegarde et restauration des données 37.................................................
7-5. Étalonnage de l’outil de soudure 37........................................................
7-6. Outil d’étalonnage de joints 37............................................................
7-7. Étalonnage de la table 37.................................................................
7-8. Réglage de la tringlerie entre la caméra et les bras 37.........................................
7-9. Étalonnage du serre−joint en C 37.........................................................
7-10. Paramètres de caméra 37................................................................
7-11. Optimisation du suivi 37..................................................................
7-12. Rétablir les réglages par défaut du système 37..............................................

Table des matières
SECTION 8 − GESTION DES PROGRAMMES 38..................................................
8-1. Mode Administration 38..................................................................
8-2. Création de nouveaux programmes 39.....................................................
SECTION 9 − GESTION DES UTILISATEURS 41..................................................
9-1. Mode Administration 41..................................................................
9-2. Création d’un nouvel utilisateur 41.........................................................
9-3. Modification des renseignements d’utilisateur 42.............................................
9-4. Recherche d’un numéro de série de soudure 43..............................................
9-5. Exportation d’un fichier de rapport 43.......................................................
SECTION 10 − AFFICHAGE DU TABLEAU DE BORD 44...........................................
SECTION 11 − OPÉRATION DE MODULE SMAW EN OPTION 45....................................
11-1. Point de connexion du boîtier de routeur SMAW 45...........................................
11-2. Connexion du système de formation au module SMAW en option 46.............................
11-3. Connexion à l’alimentation d’entrée du boîtier de routeur SMAW 48..............................
11-4. Commandes du SmartStinger 49..........................................................
11-5. Pièces de soudure à pointage 50..........................................................
11-6. Confirmation de fente d’électrode 51.......................................................
11-7. Utilisation des guides de position du pistolet SmartStinger 52...................................
11-8. Réglage de l’équipement 52..............................................................
SECTION 12 − ENTRETIEN 53..................................................................
12-1. Entretien courant 53.....................................................................
12-2. Vider le plateau de particules de la table de travail 54.........................................
12-3. Protection contre la surcharge 54..........................................................
12-4. Retrait et remplacement des produits consommables du pistolet SmartGun 55....................
12-5. Remplacement de doublure Quick Load SmartGun 56........................................
SECTION 13 − DÉPANNAGE 57.................................................................
13-1. Tableau de dépannage 57................................................................
SECTION 14 − SCHÉMA ÉLECTRIQUE 59........................................................
SECTION 15 − LISTE DES PIÈCES 61...........................................................
SECTION 16 − ENTENTE D’UTILISATION DE LOGICIEL 67........................................
GARANTIE

OM-267 357 Page 1
SECTION 1 − MESURES DE SÉCURITÉ −
À LIRE AVANT UTILISATION
Training System 2015-09_fre
Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives
aux précautions de sécurité et au mode opératoire.
1-1. Symboles utilisés
DANGER! − Indique une situation dangereuse qui si on
l’évite pas peut donner la mort ou des blessures graves.
Les dangers possibles sont montrés par les symboles
joints ou sont expliqués dans le texte.
Indique une situation dangereuse qui si on l’évite pas
peut donner la mort ou des blessures graves. Les dan-
gers possibles sont montrés par les symboles joints ou
sont expliqués dans le texte.
AVIS − Indique des déclarations pas en relation avec des blessures
personnelles.
Indique des instructions spécifiques.
Ce groupe de symboles veut dire Avertissement! Attention! DANGER
DE CHOC ELECTRIQUE, PIECES EN MOUVEMENT, et PIECES
CHAUDES. Consulter les symboles et les instructions ci-dessous y
afférant pour les actions nécessaires afin d’éviter le danger.
1-2. Dangers liés au système de formation en soudure
Les symboles représentés ci-dessous sont utilisés dans ce ma-
nuel pour attirer l’attention et identifier les dangers possibles. En
présence de l’un de ces symboles, prendre garde et suivre les
instructions afférentes pour éviter tout risque. Les instructions
en matière de sécurité indiquées ci-dessous ne constituent
qu’un sommaire des instructions de sécurité plus complètes
fournies dans les normes de sécurité énumérées dans la Sec-
tion 1-4. Lire et observer toutes les normes de sécurité.
Seul un personnel qualifié est autorisé à installer, faire fonc-
tionner, entretenir et réparer cet appareil.
Le système de formation de soudure présente les mêmes
dangers que ceux liés au soudage. Lire les manuels d’utili-
sation de la source de courant de soudage et du dévidoir pour
en savoir plus sur les dangers associés au soudage à l’arc.
Lire également la norme ANSI Z49.1 (American National
Standard Institute) « Safety in Welding, Cutting, and Allied
Processes » sur le site de l’American Welding Society
(www.aws.org).
LIRE LES INSTRUCTIONS.
Lire et appliquer les instructions sur les
étiquettes et le Mode d’emploi avant
l’installation, l’utilisation ou l’entretien de
l’appareil. Lire les informations de sécurité au
début du manuel et dans chaque section.
N’utiliser que les pièces de rechange recommandées par le
constructeur.
Effectuer l’installation, l’entretien et toute intervention selon les
manuels d’utilisateurs, les normes nationales, provinciales et de
l’industrie, ainsi que les codes municipaux.
Ne pas réparer, modifier ou démonter le système de formation, et
ne pas l’utiliser avec des pièces ou accessoires non fournis par le
fabricant. Utiliser uniquement des composants et accessoires
approuvés par le fabricant.
S’assurer que toute la quincaillerie est bien serrée.
Ne pas utiliser le système de formation avant d’être certain qu’il
est bien monté et qu’il fonctionne correctement.
Avant chaque utilisation, inspecter le système de formation pour
déceler tout signe de dommage et s’assurer qu’il est bien installé
et maintenu correctement.
Utiliser le système de formation seulement conformément au
manuel.
UNE DÉCHARGE ÉLECTRIQUE peut
entraîner la mort.
Tout contact avec des pièces électriques sous
tension peut causer un choc mortel ou des brûlures
graves.
Ne pas toucher aux pièces électriques sous
tension.
Couper le courant avant d’installer ou de faire l’entretien de cet
équipement.
Ne pas toucher à des surfaces mises à la terre pendant
l’utilisation de cet équipement (tuyaux, enceintes, structures et
autres pièces métalliques).
En effectuant les raccordements d’entrée, fixer d’abord le
conducteur de mise à la terre approprié et contre-vérifier les
connexions.
Les câbles doivent être exempts d’humidité, d’huile et de
graisse; protégez−les contre les étincelles et les pièces
métalliques chaudes.
L’équipement doit être hors tension lorsqu’il n’est pas utilisé. Ne
pas laisser l’équipement tant qu’il n’est pas en arrêt complet.
N’utiliser qu’un matériel en bon état. Réparer ou remplacer
sur-le-champ les pièces endommagées. Entretenir l’appareil
conformément à ce manuel.
Maintenir solidement en place tous les panneaux latéraux et les
capots.
Ne pas utiliser le système de formation pendant un orage
électrique. Mettre l’équipement hors tension et débrancher
l’alimentation électrique jusqu’à ce que soit éliminé le risque
d’éclairs.
Toujours vérifier la terre du cordon d’alimentation − Vérifier et
s’assurer que la fiche du cordon est raccordée à une prise
correctement mise à la terre.
Ne pas utiliser l’équipement en conditions humides ou
mouillées.
Des matériels mal installés ou mal mis à la terre présentent un
danger. Installer, mettre à la terre et utiliser correctement cet
appareil, conformément à son manuel d’utilisation et aux codes
nationaux, provinciaux et municipaux. Lire également la norme
Z49.1 de l’American National Standard Institute (ANSI), Safety
in Welding, Cutting, and Allied Processes, (Règles de sécurité
en soudage, coupage et procédés connexes) de l’American
Welding Society (www.aws.org).

OM-267 357 Page 2
Risque D’INCENDIE OU
D’EXPLOSION.
Ne pas placer l’appareil sur, au-dessus ou
à proximité de surfaces inflammables.
Ne pas installer l’appareil à proximité de
produits inflammables.
Pour ne pas compromettre la protection fournie par l’équip-
ement, utiliser uniquement le système de formation pour ce dont
il est conçu. Ne pas utiliser la table du système de formation pour
des tâches qui ne sont pas liées à la soudure, comme la peinture,
la coupe du bois ou toute autre activité qui pourrait produire des
matières inflammables.
LES PIÈCES CHAUDES peuvent
provoquer des brûlures.
Ne pas toucher à mains nues les parties
chaudes.
Prévoir une période de refroidissement avant
de travailler à l’équipement.
Ne pas toucher aux pièces chaudes, utiliser les outils
recommandés et porter des gants de soudage et des vêtements
épais pour éviter les brûlures.
Ne pas retirer les gants pour utiliser l’écran tactile. L’écran tactile
peut être activé, même avec le port de gants.
LA CHUTE DE L’ÉQUIPEMENT peut
provoquer des blessures.
Ne pas dépasser les limites de poids de la table
de soudure, des tiroirs ou des étagères
(se reporter à la fiche technique). Distribuer le
poids de manière uniforme sur la table de
soudure, dans les tiroirs et sur les étagères. Ne pas utiliser la
table de soudure, le plateau, les tiroirs ou les étagères pour
soutenir de l’équipement lourd.
Utiliser un équipement de levage de capacité suffisante pour
lever l’appareil.
En utilisant des fourches de levage pour déplacer l’unité,
s’assurer que les fourches sont suffisamment longues pour
dépasser du côté opposé de l’appareil.
Ne pas utiliser d’équipement motorisé pour tirer l’unité.
Ne pas déplacer ou installer le système de formation à un endroit
où il pourrait se renverser. Installer le système de formation sur
une surface ferme et de niveau, loin des matières inflammables.
Verrouiller les roues pour maintenir la table en position.
Suivre les consignes du Manuel des applications pour l’équation
de levage NIOSH révisée (publication nº94−110) lors du levage
manuel de pièces ou équipements lourds.
Les PIÈCES MOBILES peuvent cau-
ser des blessures.
Maintenir les personnes à distance lors de
l’ouverture du couvercle de protection de
l’écran tactile. Maintenir le couvercle fermé
pendant le soudage.
Maintenir les personnes à distance du bras de positionnement
en option lorsqu’il est soulevé ou abaissé.
LES RAYONS DE L’ARC peuvent
provoquer des brûlures dans les
yeux et sur la peau.
Le rayonnement de l’arc du procédé de soudag
e
génère des rayons visibles et invisibles intense
(ultraviolets et infrarouges) susceptibles de provoquer des brûlure
dans les yeux et sur la peau. Des étincelles sont projetées pendant l
e
soudage.
Porter un casque de soudage approuvé muni de verres filtrant
s
approprié pour protéger visage et yeux pour protéger votre visag
e
et vos yeux pendant le soudage ou pour regarder (voir ANSI Z49.1
et Z87.1 énuméré dans les normes de sécurité).
Porter des lunettes de sécurité avec écrans latéraux même sou
s
votre casque.
Avoir recours à des écrans protecteurs ou à des rideaux pou
r
protéger les autres contre les rayonnements les éblouissements e
t
les étincelles ; prévenir toute personne sur les lieux de ne pa
s
regarder l’arc.
Porter un équipement de protection pour le corps fait d’un matéria
u
résistant et ignifuge (cuir, coton robuste, laine). La protection d
u
corps comporte des vêtements sans huile comme par ex. de
s
gants de cuir, une chemise solide, des pantalons sans revers, de
s
chaussures hautes et une casquette.
1-3. Proposition californienne 65 Avertissements
Les équipements de soudage et de coupage produisent des
fumées et des gaz qui contiennent des produits chimiques
dont l’État de Californie reconnaît qu’ils provoquent des
malformations congénitales et, dans certains cas, des
cancers. (Code de santé et de sécurité de Californie, chapitre
25249.5 et suivants)
Ce produit contient des produits chimiques, notamment du
plomb, dont l’État de Californie reconnaît qu’ils provoquent
des cancers, des malformations congénitales ou d’autres
problèmes de procréation. Se laver les mains après
utilisation.
1-4. Principales normes de sécurité
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30329-4027 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
Safety Requirements for Electrical Equipment for Measurement, Con-
trol, and Laboratory Use — Part 1: General requirements, CAN/CSA
Standard C22.2 No. 61010−1−12, from Canadian Standards Associa-
tion, Standards Sales, 5060 Spectrum Way, Suite 100, Mississauga,
Ontario, Canada L4W 5NS (phone: 800-463-6727, website:
www.csagroup.org).

OM-267 357 Page 3
SECTION 2 − DÉFINITIONS
2-1. Symboles et définitions divers
A
Intensité
V
Tension
IP
Classe de
protection interne
Panneau/Local
(Réglage de
paramètres de la
source de courant
de soudage)
Fiche et cordon
d’alimentation
Soudage activé
Soudage
désactivé
Mode arc activé
Mode arc
désactivé
GMAW
FCAW
SMAW
Dévidage du fil
Écran tactile
Audio/son
GUIDE
Rétroaction
par vibration
Cible
Profil d’utilisateur
Déconnexion
Flèche gauche
Flèche droite
Flèche vers le haut
Flèche vers le bas
Résultat
de réussite
du programme
Échec
Programme
incomplet
Avancer dans
le temps
Revenir dans
le temps
Historique
des tests
Historique
des passages
multiples
Sommaire
de spécification
de procédure
de soudage
Paramètres de
l’arc
Soudure d’angle
Soudure bord
à bord
Soudure carrée
sur chanfrein
Soudure en V
sur chanfrein
Position en hauteur
Position
au−dessus
(SMAW)
Position verticale
(GMAW/FCAW)

OM-267 357 Page 4
Position plate
Position verticale
(SMAW)
Position
horizontale
Position à plat
(SMAW)
Position
horizontale
(SMAW)
Joint d’about
Joint en T
Rainure simple
en V
Rainure à angle
simple
Joint de
recouvrement
Vitesse de
déplacement
Vitesse de
déplacement
+−
+−
Angle de
déplacement
Angle de
déplacement
Angle de travail
Joint d’about
Angle de travail
Joint d’about
Précision Joint
d’about
CTWD de joint
d’about
Indice longueur
d’arc Joint d’about
Angle de travail
Joint en T
Angle de travail
Joint en T
Précision
Joint en T
CTWD
de joint en T
Indice longueur
d’arc Joint en T
Angle de travail
Joint de
recouvrement
Angle de travail
Joint de
recouvrement
Précision
Joint de
recouvrement
CTWD de joint
de recouvrement
Indice longueur
d’arc Joint de
recouvrement
AL
Aluminium
S
Acier
SS
Acier inoxydable
Commentaires

OM-267 357 Page 5
SECTION 3 − CARACTÉRISTIQUES TECHNIQUES
Le système de formation de soudure présente les mêmes dangers que ceux liés au soudage. Lire les manuels d’utilisation de la source de
courant de soudage et du dévidoir pour en savoir plus sur les dangers associés au soudage à l’arc. Lire également la norme ANSI Z49.1
(American National Standard Institute) « Safety in Welding, Cutting, and Allied Processes », sur le site de l’American Welding Society
(www.aws.org). L’utilisateur de cet équipement doit avoir été formé à son usage avant de pouvoir l’utiliser pour former d’autres personnes.
3-1. Introduction
Le système de formation à la soudure LiveArc procure l’occasion au soudeur étudiant ou expérimenté d’acquérir, de perfectionner ou de vérifier ses aptitudes
en soudure par un processus interactif, simulé ou de soudage à l’arc dans une variété de configurations de joint de soudure., Le système de formation reposant
sur un microprocesseur se connecte à pratiquement toute combinaison d’alimentation/dévidoir Miller et utilise une série de caméra, DEL et marqueurs sur
le SmartGun, SmartStinger et table pour surveiller les soudures exécutées. L’utilisateur revêt l’équipement de protection individuelle, met l’équipement de
soudure et le système de formation sous tension, sélectionne la tâche de soudure souhaitée sur l’écran tactile du moniteur et commence soit une soudure
simulée ou de pratique (GMAW/FCAW seulement) ou une soudure à l’arc réelle. Les caméras, marqueurs et DEL envoient les données de la soudure (angles
du pistolet, vitesse du pistolet, CTWD, but) au microprocesseur du système, qui les compare aux paramètres de soudure spécifiés de la tâche sélectionnée.
Le système évalue les données de la soudure et qualifie la performance de l’étudiant par un résultat numérique.
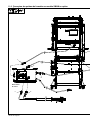
L’appareil est illustré avec le module
d’actualisation en option SMAW.
1 Roulette
2 Tiroirs d’outils
3 Table de soudage
4 Marqueur de table (capteur) (4)
5 Plateau de rangement
6 Bras de positionnement (pour le
soudage hors position)
7 Moniteur à écran tactile
8 Housse de moniteur
9 Haut−parleur (2)
10 Caméra (3)
11 Câble d’alimentation
12 Port USB
13 Pince−étau de table (2)
14 Pistolet GMAW SmartGun (câbles
non montrés)
15 Support à outil de soudure
16 Outil d’étalonnage de joints
17 Plateau de rangement − outil
d’étalonnage de joints
18 Étui de pince
19 Pince
20 Bloc d’étalonnage à pince
21 Outil d’étalonnage SmartGun
Composants du module SMAW en
option
22 Boîte du routeur
23 Support de montage de la boîte du
routeur
24 SmartStinger (câbles non montrés)
25 Outil d’étalonnage SmartStinger
26 Câble d’alimentation boîte du routeur
(non illustrée)
3
1
2
4
5
7
10
8
12
11
9
13
14
15
16
17
268609-C
6
18
24
22
23
25
19
20
21

OM-267 357 Page 6
3-2. Emplacement du numéro de série et de la plaque signalétique
Le numéro de série et la plaque signalétique de ce produit se trouvent sur le côté du cadre du moniteur. La plaque signalétique permet de déterminer
l’alimentation électrique requise et/ou la puissance nominale. Elle indique également comment recevoir des mises à niveau logicielles gratuites.
Consigner le numéro de série dans la zone prévue à cet effet au dos de la couverture du présent guide pour une référence ultérieure.
3-3. Caractéristiques techniques
Moniteur et table de soudure
Dimensions Appareil avec bras de positionnement : 116 x 79 x 207 cm (45,5 x 31 x 81,5 po)
Appareil avec module d’actualisation de baguette en option : 116 x 83 x 207 cm (45,5 x 32,75 x
81,5 po)
Poids Appareil de base : 218 kg (480 lb)
Appareil avec module d’actualisation de baguette en option : 230 kg (506 lb)
Alimentation 120 V CA, 15 A, 60 Hz
Conditions d’utilisation :
Humidité relative maximale 80 % jusqu’à une température de 31 C (88 F) avec décroissance linéaire jusqu’à 50 % à 40 C
(104 F)
Modes de fonctionnement du système de
formation
GMAW/FCAW : Simulé (SIM) et réel à l’arc (WELD)
SMAW : CONFIGURATION et réel à l’arc (WELD)
Poste de soudage GMAW/FCAW : Tension constante (TC)
SMAW : Courant constant (CC) avec connecteur Dinse 35
Dévidoir recommand Tout dévidoir à tension constante (TC) ou à détection de tension avec connecteur d’embout
guide−fil et prise de gâchette à 4 broches
Version logicielle Affiché sur l’écran des mises à jour du logiciel. Voir section 7-3.
S’inscrire pour recevoir gratuitement des mises à niveau logicielles à l’adresse
MillerWelds.com/register.
Pistolet SmartGun de procédé GMAW
Procédés MIG (GMAW), soudage à protection par fil fourré (FCAW−G)
Puissance nominale 400 A à 100 % avec CO
2
; 400 A à 60 % avec gaz mixte
Diamètre maximal du fil 5/64 po
Paramètres mesurés Angle de travail, angle de déplacement, vitesse de déplacement, distance entre le tube−contact
et la surface de travail, précision, tension, intensit
Refroidissement Refroidi à l’air ; le pistolet SmartGun affiche un message en cas de surchauffe du pistolet
Poids Pistolet seulement : 3 lb (1,4 kg) pistolet avec câble : 5,3 kg (11,6 lb)
Longueur de câble 4,6 m (15 pi)
SMAW SmartStinger
Procéd Stick (Électrode enrobée − SMAW)
Puissance nominale 250 A à un cycle utile de 60 %
Dimension d’électrode Électrode 3/32 et 1/8 po, longueur max. 14 po, Tous types
Paramètres mesurés Angle de travail, angle de déplacement, vitesse de déplacement, indice longueur d’arc, tension,
intensit
Poids Pistolet seulement : 3 kg (6,6 lb)
Longueur de câble 3,7 m (12 pi)
Vous reporter à 11 pour connaître les connexions et le fonctionnement de SMAW.
3-4. Caractéristiques environnementales
Niveau de protection
IP21
Le présent matériel est conçu pour une utilisation à l’intérieur. Il ne peut être utilisé ou entreposé à l’extérieur.
IP21 2014−06

OM-267 357 Page 7
A. Spécifications de température
Plage de température de fonctionnement Plage de températures d’entreposage et de transport
0 à 40 C (32 à 104 F)
−31 à 82 C (−25 à 180 F)
Temp_2016- 07
3-5. Règle d’appellation des programmes de soudure Miller
ÉPAISSEUR DU MATÉRIAU
Pouce Fraction
TYPE DE JOINT
T=Joint en T
L=Joint de recouvrement
B=Joint d’about
POSITION DE SOUDAGE
1F/1G=Plat
2F/2G=Horizontal
3F/3G=Vertical
4F/4G=En hauteur
PROGRESSION DE SOUDURE
P=Pousser
D=Tirer
Up=Ascendant
Dwn=Descendant
PROCÉDÉ DE SOUDAGE
GMAW=GMAW
GMAWS=GMAW-S
GMAWP=GMAW-P
FCAWG=FCAW-G
NOMBRE DE PASSAGES
Entier
1/8 -1-GMAWS(P)-2FT
3-6. Règle d’appellation des programmes de soudure Miller − SMAW
ÉPAISSEUR DU MATÉRIAU
Pouce Fraction
TYPE DE JOINT
T=Joint en T
Recouvrement=Joint de recouvrement
About=Joint d’about
POSITION DE SOUDAGE
1F/1G=Plat
2F/2G=Horizontal
3F/3G=Vertical
4F/4G=En hauteur
PROGRESSION DE SOUDURE
P=Pousser
D=Tirer
Up=Ascendant
Dwn=Descendant
TYPE D’ÉLECTRODE
NOMBRE DE PASSAGES
Entier
1/8 -1-E6010(D)-2FT

OM-267 357 Page 8
Commentaires

OM-267 357 Page 9
SECTION 4 − INSTALLATION
Le système de formation de soudure présente les mêmes dangers que ceux liés au soudage. Lire les manuels d’utilisation de la source de
courant de soudage et du dévidoir pour en savoir plus sur les dangers associés au soudage à l’arc. Lire également la norme ANSI Z49.1
(American National Standard Institute) « Safety in Welding, Cutting, and Allied Processes » sur le site de l’American Welding Society
(www.aws.org). L’utilisateur de cet équipement doit avoir été formé à son usage avant de pouvoir l’utiliser pour former d’autres personnes.
! L’installation, l’utilisation,
l’entretien et les réparations
doivent être confiés à des
personnes qualifiées.
! L’installation doit être conforme
à tous les codes fédéraux,
provinciaux et locaux ; confier
cette installation à des personnes
qualifiées.
! Ne pas déplacer ou faire
fonctionner l’appareil à un endroit
où il pourrait se renverser.
! Ne pas utiliser cet équipement
pour soutenir du personnel ou
d’autre matériel.
! Une installation spéciale peut
être nécessaire en présence
d’essence ou de liquides volatils ;
voir NEC article 511 ou CEC
section 20.
AVIS − Utiliser uniquement ce système
de formation à l’intérieur et loin d’autres
sources de hautes fréquences
(soudeuses TIG) et d’autres types
d’interférences électriques. En cas
d’interférences, il peut être nécessaire
d’enfermer le câblage électrique
à proximité dans un conduit.
AVIS − Ne pas utiliser le système de
formation dans des endroits mouillés ou
humides. Maintenir au sec la table et le
moniteur du système de formation.
AVIS − Ne pas placer le système de
formation à un endroit où les caméras
sont directement exposées aux rayons
du soleil.
1 Fourches de levage
2 Roulettes
3 Prise mise à la terre de 115 V/15 A
c.a.
4 Cordon d’alimentation
Utiliser les roulettes ou des fourches de
levage pour déplacer l’unité. Insérer les
fourches de levage sous l’étagère
inférieure, comme cela est montré.
Si des fourches sont utilisées, les laisser
dépasser de l’autre côté de l’appareil.
Placer l’unité près de l’équipement de
soudage et d’une prise 120 V c.a., mais
loin de tout obstacle qui pourrait nuire au
mouvement du bras de positionnement.
Un circuit de dérivation individuel de
120 V/15 A protégé par fusibles ou
disjoncteur temporisés est requis.
4-1. Choix d’un emplacement
1
Emplacement
des fourches
de levage.
! Ne pas déplacer ou faire fonctionner
l’appareil à un endroit où il pourrait se
renverser.
Mouvement
Emplacement
3
2
4
Loc_livearc 2015-07 / 268609-C / 161-046 / 803 053

OM-267 357 Page 10
! Pour soulever et soutenir le
support de moniteur, utiliser
un dispositif de capacité
suffisante.
Stabiliser la table de soudage en
réglant les pattes de nivellement.
1 Roulettes
2 Patte de nivellement
3 Support de moniteur
4 Table de soudage
5 Vis de 3/8 x 1 1/2 po
6 Rondelle plate de 3/8 po
7 Contre−écrou de 3/8 po
Placer le support de moniteur sur la
table de soudage. Aligner les trous de
la base du support de moniteur aux
trous de la table de soudage. Poser
les quatre vis dans les trous et les
fixer avec les rondelles et
contre−écrous.
4-2. Installation du support de moniteur sur la table de soudage
Outils nécessaires :
Niveau
9/16 po
268 609-C
7
5
6
1
4
3
2

OM-267 357 Page 11
! Tenir les doigts loin des points
de pincement du bras de
positionnement.
! Avant de retirer la rallonge du
bras de positionnement :
w Retirer la pièce de test de
soudage du serre−joint en C.
w Retirer le serre−joint en C.
w Placer le serre−joint en C
dans l’étui de rangement.
Stabiliser la table de soudage en
réglant les pattes de nivellement.
1 Bras de positionnement
2 Serre−joint en C
3 Bras de rallonge (section 4-4)
4 Levier de réglage (au−dessus du
manche)
5 Butée de bras
6 Étui de rangement de serre−joint
en C
Utiliser le bras de positionnement pour
tenir les pièces de test à diverses
hauteurs pour des soudures
horizontales, verticales et en hauteur.
Le bras convient aux soudeurs
droitiers ou gauchers.
Appuyer sur le levier pour dégager le
bras de commande afin de pouvoir le
lever et l’abaisser. Lorsque le bras de
positionnement n’est pas utilisé,
l’abaisser afin qu’il s’appuie sur la
butée de bras.
Voir la section 4-4 pour en savoir plus
sur l’utilisation du bras de rallonge et le
serre−joint en C.
4-3. Bras de positionnement
Outils nécessaires :
Lorsque le bras de positionnement
n’est pas utilisé, l’abaisser afin qu’il
s’appuie sur la butée.
268 609-C
5
1
2
3
4
6
5

OM-267 357 Page 12
! Tenir les doigts loin des
points de pincement du bras
de positionnement.
! Ne pas utiliser le bras de
rallonge et le serre−joint en C
pour soutenir des objets de
plus de 11 kg (25 lb).
! Avant de retirer la rallonge du
bras de positionnement :
w Retirer la pièce de test de
soudage du serre−joint
en C.
w Retirer le serre−joint en C.
w Placer le serre−joint en C
dans l’étui de rangement.
AVIS − Pour le soudage hors
position, placer la vis du serre−joint
en C du côté opposé au joint de
soudure pour la protéger des
projections de soudure.
Stabiliser la table de soudage
en réglant les pattes de
nivellement.
Le bras de rallonge et le
serre−joint en C peuvent
s’installer sur l’un ou l’autre des
bras de positionnement.
Utiliser le bras de rallonge et le
serre−joint en C pour les soudures
hors position.
1 Bras de rallonge
2 Support blocable
3 Serre−joint en C
4 Manche en T de la tige de
pivotement
5 Manche en T du serre−joint
6 Étui
Faire glisser le bras de rallonge
dans l’ouverture du bras de
positionnement jusqu’à ce que
s’enclenche le support blocable.
Faire glisser l’arbre du serre−joint
dans le trou du bras de rallonge
jusqu’à ce que le loquet
s’enclenche. Faire pivoter le
serre−joint pour le positionner
comme indiqué sur le moniteur, puis
serrer le manche en T du bras de
rallonge.
Abaisser le bras de positionnement
et installer la pièce de test de
soudage dans le serre−joint en C.
Desserrer le manche en T du
serre−joint et faire pivoter la pièce
de test de soudage à la position
voulue. Serrer le manche en T.
Soulever le bras de positionnement
à la hauteur voulue.
Placer le serre−joint dans l’étui
lorsqu’il n’est pas utilisé.
4-4. Bras de rallonge et serre−joint en C
Outils nécessaires :
1
2
3
4
4
268 609-C
5
6

OM-267 357 Page 13
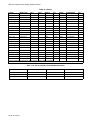
4-5. Limites de hauteur du serre−joint en C par position de soudage (GMAW/FCAW)
Position Hauteur* Longueur maximale
de la pièce de test*
Commentaires
2F
Tableau 910 mm (36 po) 610 mm (24 po)
3F
Minimum 1,45 m (4 pi 9 po) 305 mm (12 po) Hauteur mesurée depuis le dessus de la pièce de test.
Moyenne 1,57 m (5 pi 2 po) 305 mm (12 po) Hauteur mesurée depuis le dessus de la pièce de test.
Maximum 2,03 m (6 pi 8 po) 356 mm (14 po) Hauteur mesurée depuis le dessus de la pièce de test.
4F
Minimum 1,45 m (4 pi 9 po) Plus de 457 mm (18 po) Hauteur mesurée depuis le plateau du serre−joint.
Moyenne 1,83 m (6 pi) Plus de 457 mm (18 po) Hauteur mesurée depuis le plateau du serre−joint.
Maximum 2,03 m (6 pi 8 po) Plus de 457 mm (18 po) Hauteur mesurée depuis le plateau du serre−joint.
1G
Tableau 910 mm (36 po) 610 mm (24 po)
2G
Minimum 1,35 m (4 pi 5 po) 203 mm (8 po) Hauteur mesurée depuis le joint.
Moyenne 1,57 m (5 pi 2 po) 305 mm (12 po) Hauteur mesurée depuis le joint.
Maximum 2,03 m (6 pi 8 po) Plus de 457 mm (18 po) Hauteur mesurée depuis le joint.
3G
Minimum 1,35 m (4 pi 5 po) 203 mm (8 po) Hauteur mesurée depuis le dessus de la pièce de test.
Moyenne 1,57 m (5 pi 2 po) 254 mm (10 po) Hauteur mesurée depuis le dessus de la pièce de test.
Maximum 2,03 m (6 pi 8 po) 356 mm (14 po) Hauteur mesurée depuis le dessus de la pièce de test.
4G
Minimum 1,68 m (5 pi 6 po) 203 mm (8 po) Hauteur mesurée depuis le plateau du serre−joint.
Les pièces de test plus longues bloquent le suivi
du pistolet à cette hauteur.
Moyenne 1,83 m (6 pi) Plus de 457 mm (18 po) Hauteur mesurée depuis le plateau du serre−joint.
Maximum 2,03 m (6 pi 8 po) Plus de 457 mm (18 po) Hauteur mesurée depuis le plateau du serre−joint.
*Toutes les mesures sont approximatives. Les valeurs précises peuvent varier en fonction du positionnement de la pièce de test
et de la technique de pistolet. La longueur minimale de la pièce de test s’établit à 25 mm (1 po).

OM-267 357 Page 14
4-6. Mise à la terre de la table de travail
! Brancher la table de soudage
à une bonne mise électrique à
la terre (indépendante des
câbles de soudage) à moins
qu’une personne compétente
ne certifie que le travail sur
une pièce non mise à la terre
est sécuritaire.
1 Boulon de mise à la terre
2 Trou taraudé pour boulon de
mise à la terre
Utiliser le boulon de mise à la terre
(fourni par le client) pour raccorder
la table de soudage à une mise
électrique à la terre conforme aux
codes nationaux, provinciaux et
locaux.
Outils nécessaires :
2
Embout hexagonal 3/16 po
268 609-B
1
4-7. Installation du support à outil de soudure sur le devant
Aux fins d’emballage, le
support à outil de soudure sur
le devant est livré à l’envers. Il
faut le retourner pour qu’il
fonctionne correctement.
Installer le support à outil de
soudure sur le devant comme
illustré avec la visserie fournie.
Outils nécessaires :
Embout hexagonal 3/16 po
Réf. 268609−C

OM-267 357 Page 15
! Tenir les doigts loin des
points de pincement du bras
de positionnement.
1 Pince de masse
2 Plaque de raccordement pour
la pince de masse de la table
de soudage
3 Raccordement de la pince de
masse au serre−joint en C
Les plaques de la pince de
masse sont situées de chaque
côté de la table de soudage.
Raccorder la pince de masse de la
source de courant de soudage à la
plaque de raccordement de la table
de soudage.
Lors de l’utilisation du bras de
positionnement pour effectuer des
soudures hors position, raccorder
un câble de masse de la table de
soudage à la barre ronde par le bras
de rallonge.
4-8. Installation de la pince de masse de la source de courant de soudage
Brancher à la borne de la source
de courant de soudage.
3
Brancher le câble de masse
supplémentaire de la table de
soudage à la surface du
serre−joint.
268 609-C
Raccorder la pince
à la surface.
1
2

OM-267 357 Page 16
4-9. Installation GMAW SmartGun
268 609-B / Réf. 245 985-A / Réf. 246 040-A
Le pistolet SmartGun est
compatible avec les dévidoirs
Miller doté d’un connecteur
d’embout guide−fil et prise de
pistolet à 4 broches.
1 Pistolet MIG SmartGun
2 Embout guide−fil du pistolet
3 Fiche de la gâchette du
pistolet
4 Fiche d’alimentation de
pistolet SmartGun
5 Câble d’alimentation de
pistolet SmartGun
Installer l’embout guide−fil
SmartGun et passer le fil
conformément aux instructions du
manuel de l’utilisateur. Brancher la
fiche de la gâchette au dévidoir.
Brancher le câble d’alimentation
SmartGun à la fiche du pistolet.
Brancher l’autre extrémité du câble
d’alimentation SmartGun à la prise
derrière le moniteur LiveArc.
6 Support de pistolet
Placer le pistolet SmartGun dans
l’étui lorsqu’il n’est pas utilisé (voir
la figure 3-1).
Vous reporter à la section 11-1
pour installer GMAW
SmartGun avec la boîte de
routeur en option.
Outils nécessaires :
1
2
3
45
Brancher l’autre
extrémité du câble au
moniteur LiveArc.
Brancher l’autre extrémité du
câble au moniteur LiveArc.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76












































































Miller LIVEARC WELDING PERFORMANCE MANAGEMENT SYSTEM Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
- Ce manuel convient également à
Documents connexes
-
Miller MF220007D Le manuel du propriétaire
-
-
-
-
-
-
-
-
-

