Lincoln Electric SP135-T Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

SP-135T
MANUEL DE L'OPÉRATEUR
IMF724
Avril, 2001
La sécurité dépend de
vous
Le matériel de soudage et de
coupage à l'arc Lincoln est
conçu et construit en tenant
compte de la sécurité. Toutefois,
la sécurité en général peut être
accrue grâce à une bonne instal-
lation... et à la plus grande pru-
dence de votre part. NE PAS
INSTALLER, UTILISER OU
RÉPARER CE MATÉRIEL SANS
AVOIR LU CE MANUEL ET LES
MESURES DE SÉCURITÉ QU'IL
CONTIENT. Et, par dessus tout,
réfléchissez avant d'agir et
exercez la plus grande prudence.
S’applique aux machines dont le numéro de code est:10867
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © 2001 Lincoln Global Inc.
Date d’achat :
Numéro de série :
Numéro de code :
Modèle :
Lieu d’achat :
This manual covers equipment which is no
longer in production by The Lincoln Electric Co.
Specications and availability of optional
features may have changed.

Mar ‘95
POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et d’entretenir à moins
qu’il ne soit nécessaire que le moteur tourne pour effectuer
l’entretien.________________________________________
____________
1.b.Ne faire fonctionner les moteurs qu’à l’ex-
térieur ou dans des endroits bien aérés ou
encore évacuer les gaz d’échappement du
moteur à l’extérieur.
__________________________________________________
1.c. Ne pas faire le plein de carburant près d’une
flamme nue, d’un arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêch-
er que du carburant renversé ne se vaporise
au contact de pièces du moteur chaudes et
ne s’enflamme. Ne pas renverser du carbu-
rant quand on fait le plein. Si du carburant
s’est renversé, l’essuyer et ne pas remettre
le moteur en marche tant que les vapeurs
n’ont pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
rité doivent être toujours en place et en bon état. Tenir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
d’autres pièces en mouvement quand on met en marche,
utilise ou répare le matériel.
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer l’entretien
prescrit. Ne déposer les protecteurs que quand
c’est nécessaire et les remettre en place quand
l’entretien prescrit est terminé. Toujours agir
avec la plus grande prudence quand on travaille
près de pièces en mouvement.
_________________________________________
1.f. Ne pas mettre les mains près du ventilateur du moteur. Ne
pas appuyer sur la tige de commande des gaz pendant que
le moteur tourne.
__________________________________________________
1.g.Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entre-
tenant le groupe électrogène de soudage, de connecter les
fils des bougies, le chapeau de distributeur ou la magnéto
i
SÉCURITÉ
i
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE
DEVRAIENT CONSULTER LEUR MÉDECIN AVANT D’UTILISER L’APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement d’acheter un exemplaire de la norme Z49.1, de l’ANSI auprès de l’American Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
S’ASSURER QUE LES ÉTAPES D’INSTALLATION, D’UTILISATION, D’ENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QU’À DES PERSONNES QUALIFIÉES.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles
et des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant d’entreprendre le soudage
2.c. L’exposition aux champs électromagnétiques lors du
soudage peut avoir d’autres effets sur la santé que l’on ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum l’exposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1.
Regrouper les câbles d’électrode et de retour. Les fixer
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles d’électrode et de
retour. Si le câble d’électrode se trouve à droite, le câble de
retour doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près
possible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant
de soudage.
1.h. Pour éviter de s’ébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz d’échappement du moteur diesel et certains de
leurs constituants sont connus par l’État de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Les gaz d’échappement de ce produit contiennent des
produits chimiques connus par l’État de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci s’applique aux moteurs diesel.
Ceci s’applique aux moteurs à essence.
AVERTISSEMENT

ii
SÉCURITÉ
ii
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se pro-
téger les yeux contre les étincelles et le rayon-
nement de l'arc quand on soude ou quand on observe l'arc de
soudage. Le masque à serre-tête et les oculaires filtrants doivent
être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de
l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de l’électrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si l’on porte des vête-
ments mouillés. Porter des gants isolants secs et ne comportant
pas de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suff-
isantes pour couvrir entièrement la zone de contact
physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides
ou si l'on porte des vêtements mouillés; sur les con-
structions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, s’il y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la
terre) utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise
de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonc-
tionnement. Remplacer l'isolation endommagée.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
Mar ‘95
LES FUMÉES ET LES
GAZ peuvent être dan-
gereux.
5.a WeLe soudage peut produire des fumées et
des gaz dangereux pour la santé. Éviter d'inhaler ces
fumées et ces gaz. Quand on soude, tenir la tête à l'ex-
térieur des fumées. Utiliser un système de ventilation ou
d'évacuation suffisant au niveau de l'arc pour évacuer les
fumées et les gaz de la zone de travail. Quand on soude
avec des électrodes qui nécessitent une ventilation spé-
ciale comme les électrodes en acier inoxydable ou pour
revêtement dur (voir les directives sur le contenant ou la
fiche signalétique) ou quand on soude de l'acier au
plomb ou cadmié ainsi que d'autres métaux ou revête-
ments qui produisent des fumées très toxiques, limiter
le plus possible l'exposition et au-dessous des valeurs
limites d'exposition (TLV) en utilisant une ventilation
mécanique ou par aspiration à la source. Dans les
espaces clos ou dans certains cas à l'extérieur, un
appareil respiratoire peut être nécessaire. Des précau-
tions supplémentaires sont également nécessaires
quand on soude sur l'acier galvanisé.
5.b.
Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de
dégraissage, de nettoyage ou de pulvérisation. La chaleur et
le rayonnement de l'arc peuvent réagir avec les vapeurs de
solvant pour former du phosgène, gaz très toxique, et
d'autres produits irritants.
5.c. Les gaz de protection utilisés pour le soudage à l'arc peu-
vent chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spé-
cialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.d. Prendre connaissance des directives du fabricant relative-
ment à ce matériel et aux produits d'apport utilisés, et
notamment des fiches signalétiques (FS), et suivre les con-
signes de sécurité de l'employeur. Demander les fiches sig-
nalétiques au vendeur ou au fabricant des produits de
soudage.
5.e. Voir également le point 1.b.

Matériel ÉLECTRIQUE.
8.a. Couper l'alimentation d'entrée en utilisant le
disjoncteur à la boîte de fusibles avant de tra-
vailler sur le matériel.
8.b. Installer le matériel conformément au Code canadien de
l'électricité, à tous les codes locaux et aux recommanda-
tions du fabricant.
8.c. Mettre à la terre le matériel conformément au Code canadi-
en de l'électricité et aux recommandations du fabricant.
LES BOUTEILLES peu-
vent exploser si elles
sont endommagées.
7.a. N'utiliser que des bouteilles de gaz com-
primé contenant le gaz de protection convenant pour le
procédé utilisé ainsi que des détendeurs en bon état
conçus pour les gaz et la pression utilisés. Choisir les
tuyaux souples, raccords, etc. en fonction de l'application et
les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA que l'on peut se procurer auprès de la Compressed
Gas Association, 1235 Jefferson Davis Highway, Arlington,
VA22202.
iii
SÉCURITÉ
iii
Mar ‘95
LES ÉTINCELLES DE
SOUDAGE peuvent provo-
quer un incendie ou une
explosion.
6.a.
Enlever les matières inflammables de la
zone de soudage. Si ce n'est pas possible, les recouvrir
pour empêcher que les étincelles de soudage ne les
atteignent. Les étincelles et projections de soudage peuvent
facilement s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder près des con-
duites hydrauliques. On doit toujours avoir un extincteur à
portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de
travail, on doit prendre des précautions spéciales pour éviter
les dangers. Voir la norme ANSI Z49.1 et les consignes d'u-
tilisation relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du cir-
cuit de l'électrode ne touche la pièce ou la terre. Un contact
accidentel peut produire une surchauffe et créer un risque
d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts
ou des contenants sans avoir pris les mesures qui s'im-
posent pour s'assurer que ces opérations ne produiront pas
des vapeurs inflammables ou toxiques provenant des sub-
stances à l'intérieur. Elles peuvent provoquer une explosion
même si elles ont été «nettoyées». Pour plus d'informa-
tions, se procurer le document AWS F4.1 de l'American
Welding Society (voir l'adresse ci-avant).
6.e. Mettre à l'air libre les pièces moulées creuses ou les con-
tenants avant de souder, de couper ou de chauffer. Elles
peuvent exploser.
6.f.
Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts
d'huile comme des gants en cuir, une chemise épaisse, un
pantalon sans revers, des chaussures montantes et un
casque ou autre pour se protéger les cheveux. Utiliser des
bouche-oreilles quand on soude hors position ou dans des
espaces clos. Toujours porter des lunettes de sécurité avec
écrans latéraux quand on se trouve dans la zone de
soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible
de la zone de soudage. Si les câbles de retour sont con-
nectés à la charpente du bâtiment ou à d'autres endroits
éloignés de la zone de soudage cela augmente le risque
que le courant de soudage passe dans les chaînes de lev-
age, les câbles de grue ou autres circuits auxiliaires. Cela
peut créer un risque d'incendie ou surchauffer les chaînes
de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.

iv
SÉCURITÉ
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instruc-
tions et les précautions de sûreté specifiques qui parraissent
dans ce manuel aussi bien que les précautions de sûreté
générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une
grande partie du corps peut être en contact avec la
masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à soud-
er parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se pro-
téger contre les chutes dans le cas ou on recoit un choc. Ne
jamais enrouler le câble-électrode autour de n’importe quelle
partie du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du
rayonnement de l’arc et des projections quand on soude
ou quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflamma-
bles.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection
libres de l’huile, tels que les gants en cuir, chemise épaisse,
pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible
de la zone de travail qu’il est pratique de le faire. Si on place
la masse sur la charpente de la construction ou d’autres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de lev-
age, câbles de grue, ou autres circuits. Cela peut provoquer
des risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les
vapeurs du solvant pour produire du phosgéne (gas forte-
ment toxique) ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code
de l’électricité et aux recommendations du fabricant. Le dis-
positif de montage ou la piece à souder doit être branché à
une bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste
seront effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la
debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ‘93

Merci
de choisir un produit de QUALITÉ par Lincoln Electric. Nous
voulons que vous prenniez la fierté en actionnant ce produit de
Lincoln Electric Company ••• autant fierté que nous avons en
vous apportant ce produit!
Lire complètement ce manuel de l’opérateur avant d’utiliser ce matériel pour la première fois. Mettre ce
manuel de côté et le tenir à portée pour pouvoir le consulter rapidement. Faire tout particulièrement attention aux
instructions de sûreté que nous vous avons fournies pour assurer votre protection.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages
du matériel.
ATTENTION
Veuillez examiner immédiatement le carton et le matériel
Quand ce matériel est expédié, son titre passe à l’acheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par l’acheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur l’identification du matériel pour pouvoir s’y reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Modèle et numéro _____________________________________
Code et numéro de série _____________________________________
Date d’achat _____________________________________
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours
les informations que vous avez inscrites ci-dessus.
vv
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves
voire mortelles.

vi
TABLE DES MATIÈRES
Page
Installation.......................................................................................................Section A
Fiche Technique....................................................................................................A-1
Reconnaître Et Repérer Les Composants.............................................................A-2
Choix Du Bon Emplacement..................................................................................A-3
Connexions De Sortie............................................................................................A-3
Connexions D'alimentation D'entrée......................................................................A-6
Exigences Relatives Aux Raccordements D’entrée .............................................A-6
Fonctionnement..............................................................................................Section B
Mesures De Sécurité.............................................................................................B-1
Description Générale.............................................................................................B-1
Caractéristiques.....................................................................................................B-1
Capacité De Soudage............................................................................................B-2
Limites ...................................................................................................................B-2
Commandes Et Réglages......................................................................................B-2
Opérations De Soudage........................................................................................B-3
Protection Contre Les Surcharges.........................................................................B-6
Apprentissage Du Soudage...................................................................................B-7
Réglages De Soudage Suggérés........................................................................B-18
Accessoires.....................................................................................................Section C
Accessoires En Option..........................................................................................C-1
Pièces De Rechange.............................................................................................C-2
Entretien...........................................................................................................Section D
Mesures De Sécurité.............................................................................................D-1
Entretien Périodique..............................................................................................D-1
Entretien Du Pistolet Et Du Faisceau....................................................................D-1
Configuration Des Composants Du Système De Dévidage..................................D-2
Méthodes De Remplacement Des Composants ...................................................D-3
Remplacement Du Conduit Intérieur.....................................................................D-4
Pièces De La Poignée Du Pistolet.........................................................................D-4
Dépannage.......................................................................................................Section E
Mesures De Sécurité.............................................................................................E-1
Comment Utiliser Le Guide De Dépannage ..........................................................E-1
Le Guide De Dépannage .....................................................................E-2 THRU E-4
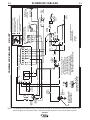
Wiring Diagrams..............................................................................................Section F
SP-135T Wiring Diagram.......................................................................................F-1
Parts Lists.....................................................................................P396 Series, P202-E

A-1
SP-135T
A-1
Tension Pouvoir de Intensité Cordon
Mode de sortie d'entrée
coupure1
(A) d'entrée d’alimentation Cordon prolongateur
3 fils
Fiche à 3
no 14 AWG (2,1 mm2)
broches 15 A,
ou plus jusqu’à 7,6 m
NOMINALE 120V/60Hz 20 Amp 20 125 V, (NEMA,
(25 pi)
Type 5-15P) 3 fils
no 12 AWG (3,3 mm2)
ou plus jusqu’à 15,2 m
(50 pi)
INSTALLATION
FICHE TECHNIQUE – SP-135T
ENTRÉE - MONOPHASÉ UNIQUEMENT
SORTIE NOMINALE
SORTIE
CÂBLE D'ENTRÉE RECOMMANDÉ ET POUVOIR DE COUPURE DES FUSIBLES
Hauteur Largeur Profondeur Masse
305 mm 248 mm 419 mm 21,8 kg
12 po 9,75 po 16,5 po 48 lb
ENCOMBREMENT
Tension/fréquence Courant d'entrée
120V/60Hz 20 Amps - sortie nominale
Facteur de marche %
Intensité (A) Tension (V) à intensité nominale
20% Duty Cycle 90 19
Plage de courant de soudage Tension à vide maximale (V) Plage de vitesse de dévidage
25-135 Amps 29V 50-300 po/min
(1,3-7,6 m/min)
1Si l’appareil est connecté à un circuit protégé par des fusibles, utiliser des fusibles temporisés «D».

A-2
INSTALLATION
SP-135T
A-2
Lire au complet la section Installation ci-après
avant de commencer l’installation.
MESURES DE SÉCURITÉ
RECONNAÎTRE ET REPÉRER LES
COMPOSANTS
Si ce n'est pas déjà fait, déballer la SP-135T de son
carton et enlever l'emballage qui l'entoure. Enlever
les articles individuels du carton (voir la figure A1):
1. SP-135T
2. Pistolet et faisceau
(1)
3. Enveloppe de documentation et articles divers qui
contient:
a) Ce manuel de l'opérateur
b) Six tubes contact supplémentaires de 0,023-
0,025 po (0,6 mm)
c) Une clé hexagonale pour démonter le galet d'en-
traînement.
4. Câble de retour 10 pi (3 m).
5. Connecteur de pièce
6. Bobine échantillon de fil L-56 MIG de 0,025 po (0,6
mm)
7. Masque à main avec oculaire filtrant et verre de
protection.
8. Détendeur de mélange de gaz réglable et tuyau.
Pour connaître les options et accessoires en stock,
voir la section Accessoires.
1) À sa sortie d’usine, le conduit intérieur du pistolet SP-
135T est prêt à dévider du fil de 0,023-0,035 po (0,6 –0,9
mm). Le tube contact est prévu pour dévider du fil de
0,023-0,025 po (0,6 mm).
FIGURE A.1
1
2
3
4
6
7
8
5
LES CHOCS ÉLECTRIQUES peu-
vent être mortels.
• Seul un personnel qualifié doit installer
ce matériel.
• Seul un personnel qui a pris connais-
sance du manuel de l'opérateur de la SP-
135T doit installer et faire fonctionner ce
matériel.
• On doit connecter la machine à une prise
avec mise à la terre conformément aux
codes de l'électricité nationaux, locaux
ou autres applicables.
• L'interrupteur d'alimentation de la SP-
135T doit être sur OFF («O») quand on
installe le câble de retour et le pistolet et
quand on connecte le cordon d'alimenta-
tion à l'alimentation d'entrée.
AVERTISSEMENT

A-3
INSTALLATION
SP-135T
A-3
SP-135T
4
5
8
3
6
7
1
2
DO NOT SWITCH
DO NOT SWITCH
WHEN WELDING
WHEN WELDING
+
-
FIGURE A.2
Installation du connecteur de pièce
Fixer le connecteur de pièce (ou pince de masse) de la
façon suivante:
1. Débrancher la machine ou placer l’interrupteur d’ali-
mentation sur «OFF».
2. Faire passer la cosse du câble de retour ayant le
plus gros oeillet dans le trou serre-câble du con-
necteur comme on l’illustre à la figure A.3.
3. Bien serrer avec le boulon.
FIGURE A.3
CHOIX DU BON EMPLACEMENT
Placer l'appareil de soudage dans un endroit sec et où
il y a une libre circulation d'air pur par les persiennes
de l'arrière à l'avant de l'appareil. Un endroit dans
lequel un minimum de fumées et de poussière est
attiré par les persiennes arrière réduit les risques d'ac-
cumulation d'impuretés qui peuvent boucher les pas-
sages d'air et entraîner une surchauffe.
EMPILEMENT
On ne peut par empiler les SP-135T.
INCLINAISON
On doit placer chaque machine sur une surface sûre et
de niveau soit directement, soit sur le chariot recom-
mandé. Sinon, la machine peut basculer.
CONNEXIONS DE SORTIE
Voir la figure A.2.
1. Trou d'accès du câble de retour
2. Trou d'accès du câble de commande et du faisceau
du pistolet
3. Bloc de connexion
4. Connecteurs des fils de la gâchette du pistolet
5. Bornes de sortie positive (+) et négative (-)
6. Boîte d'engrenages du dévidoir
7. Support de câble
8. Vis à ailettes
Trou serre-câble
Boulon
Connecteur de pièce
Câble de retour

Montage du câble de retour
Se reporter à la figure A.2.
1. Ouvrir la porte du dévidoir sur le côté droit de la
SP-135T.
2. Faire passer l'extrémité du câble de retour portant
la cosse à oeillet le plus petit dans le trou d'accès
du câble de retour (1) à l'avant du boîtier.
3. Faire passer le câble sous la boîte d'engrenages
du dévidoir (6) et autour de celle-ci.
4. Pour GMAW uniquement : Se reporter à la figure
A.2. À sa sortie d'usine, la machine est connectée
sur la polarité électrode positive. C'est la bonne
configuration pour le procédé GMAW (MIG). Pour
terminer l'installation, utiliser l'écrou à oreilles
fourni pour connecter la cosse du câble de retour à
la borne de sortie négative (-) (5) qui se trouve au-
dessus de la boîte d'engrenages du dévidoir (6).
S'assurer que les deux écrous à oreilles sont bien
serrés.
5. Pour l'Innershield uniquement : Se reporter à la
figure A.4. Pour obtenir la polarité négative
(nécessaire pour le procédé Innershield), con-
necter le câble court fixé au bloc connecteur (1) à
la borne de sortie négative (-) (2) et le câble de
retour (3) à la borne positive (+) (4).
A-4
INSTALLATION
SP-135T
A-4
Raccordement du faisceau du pistolet à la
SP-135T
1. Voir la figure A.2. Débrancher l'appareil ou pouss-
er l'interrupteur d'alimentation sur OFF «O».
2. Faire passer les cosses isolées des fils de com-
mande de la gâchette du pistolet, une par une,
dans la fente d'accès des fils de commande et du
faisceau du pistolet (2) à l'avant du boîtier. On doit
faire passer les fils sous la boîte d’engrenages (6)
et dans le support de câble (7) sur le panneau
intérieur.
3. Faire passer le connecteur sur le câble conducteur
du pistolet dans le trou d'accès du faisceau du pis-
tolet (2) à l'avant du boîtier de la SP-135T.
S'assurer que le connecteur est enfoncé à fond
dans le bloc connecteur en laiton. Dévisser la vis à
ailettes sur le bloc connecteur de quelques tours si
le connecteur du pistolet n'entre pas à fond. Faire
tourner le connecteur de façon que les fils de com-
mande se trouvent vers le bas et serrer la vis à
ailettes (8) sur le bloc connecteur.
4. Connecter les cosses des fils de commande de la
gâchette du pistolet aux deux connecteurs de
cosses à languette isolés de _ po (6,4 mm) qui se
trouvent au-dessous de l'autocollant «Gun Trigger
Connection» (connexion de la gâchette du pistolet)
dans la section du dévidoir (4). Chaque fil peut
entrer dans n'importe quel connecteur.
Rassembler les fils pour qu’ils soient le plus près
possible du panneau intérieur.
Si l'interrupteur à gâchette du pistolet utilisé est
différent de celui fourni avec la SP-135T, il doit
s'agir d'un interrupteur à rappel normalement
ouvert. Les bornes de l'interrupteur doivent être
isolées du circuit de soudage. Si cet interrupteur
entre en contact avec le circuit de sortie de
soudage de la SP-135T ou est commun à tout cir-
cuit électrique autre que le circuit de la gâchette
de la SP-135T cela peut entraîner un mauvais
fonctionnement de la SP-135T.
RACCORDEMENT DE GAZ
Pour utiliser le procédé GMAW, on doit se procurer
une bouteille de gaz de protection. Pour plus de ren-
seignements sur le choix des bouteilles de gaz à
utiliser avec la SP-135T, voir la section ACCES-
SOIRES.
2
4
3
1
FIGURE A.4
MONTAGE DU PISTOLET
À sa sortie d'usine, la SP-135T est prête à recevoir du
fil plein de 0,023-0,025 po (0,6 mm). Si l'on doit utilis-
er du fil de 0,030 po (0,8 mm), changer le tube contact
pour la grosseur appropriée.
NOTE : Avec le fil fourré Innershield de 0,035 po (0,9
mm), on doit utiliser le nécessaire de soudage
Innershield de 0,35 po approprié (voir la section
ACCESSOIRES).
ATTENTION

La BOUTEILLE peut exploser si
elle est endommagée. La bouteille
doit rester droite et enchaînée à un
support.
• Tenir la bouteille éloignée des
endroits où elle peut être endom-
magée.
• Ne jamais soulever la machine de
soudage si une bouteille est rac-
cordée.
• L'électrode de soudage ne doit
jamais toucher la bouteille.
•
Éloigner la bouteille du circuit de
soudage ou d'autres circuits sous
tension.
UNE ACCUMULATION DE GAZ DE
PROTECTION peut être néfaste
pour la santé ou être mortelle.
•
Arrêter la source de gaz de pro-
tection quand on ne l'utilise pas.
• VOIR LA NORME NATIONALE
AMÉRICAINE Z-49.1, «SAFETY IN
WELDING AND CUTTING»
PUBLIÉE PAR L'AMERICAN
WELDING SOCIETY.
1. Enchaîner la bouteille à un mur ou à un autre sup-
port fixe pour empêcher qu'elle ne tombe. Isoler la
bouteille du circuit de retour et de la terre. Se
reporter à la figure A.5.
FIGURE A.5
A-5
INSTALLATION
SP-135T
A-5
AVERTISSEMENT
Robinet de la
bouteille
Tuyau de
gaz
Détendeur
AVERTISSEMENT
2. Une fois la bouteille bien installée, enlever son
chapeau. Se tenir sur le côté et loin de la sortie et
ouvrir à peine le robinet de la bouteille un court
instant. Ceci permet de chasser la poussière ou la
saleté qui a pu s'accumuler dans la sortie du robi-
net.
S'ASSURER D'ÉLOIGNER LE VISAGE DE LA SOR-
TIE DU ROBINET QUAND ON «ENTROUVRE» LE
ROBINET. Ne jamais se tenir directement devant
ou derrière le détendeur quand on ouvre le robinet
de la bouteille. Toujours se tenir sur le côté.
3. Monter le détendeur-débitmètre sur le robinet de la
bouteille et bien serrer l'écrou-raccord avec une
clé.
NOTE: Si l'on utilise une bouteille de CO
2
à 100
%, s'assurer que la rondelle en plastique est en
place pour effectuer le raccordement à la bouteille
de CO
2
.
4. Se reporter à la figure A.6. Raccorder une
extrémité du tuyau de gaz d'entrée au raccord de
sortie du détendeur et bien serrer l'écrou-raccord
avec une clé. Raccorder l'autre extrémité du rac-
cord d'entrée de l'électrovanne de gaz de la SP-
135T (filetage femelle 5/8-18 pour le raccord 032
CGA). S'assurer que le tuyau de gaz n'est pas tor-
tillé ni tordu.
AVERTISSEMENT

A-6
INSTALLATION
SP-135T
A-6
CONNEXIONS D'ALIMENTATION
D'ENTRÉE
Voir la figure A.6.
La SP-135T est munie d'un câble d'alimentation qui
se trouve à l'arrière de la machine.
FIGURE A.6
EXIGENCES RELATIVES AUX RAC-
CORDEMENTS D’ENTRÉE
Cette machine de soudage doit être connectée à
une source d'alimentation conformément aux
codes de l'électricité applicables.
Le code d'électricité national des États-Unis (arti-
cle 630-B, édition 1990) donne les normes rela-
tives à l'intensité des conducteurs d'alimentation
selon le facteur de marche de la source de
courant.
S'il y a des questions sur la conformité de l'instal-
lation aux exigences du code de l'électricité
applicables, consulter un électricien qualifié.
Exigences pour la sortie nominale
Un cordon d’alimentation avec une fiche à 3 broches
de 15 A, 125 V (type NEMA 5-15P) est monté à l'u-
sine sur la SP-135T. Connecter cette fiche à une
prise mise à la terre correspondante qui est connec-
tée à un circuit dérivé de 20 A avec tension nominale
de 115 à 125 V, 60 Hz, c.a. uniquement.
La sortie nominale avec cette installation est de 90 A,
19 V au facteur de marche 20 % (2 minutes toutes les
10 minutes de soudage).
Ne pas connecter la SP-135T à une alimentation
dont la tension nominale est supérieure à 125 V.
Ne pas enlever la broche de mise à la terre du cor-
don d’alimentation.
AVERTISSEMENT
ATTENTION
RACCORD D'ENTRÉE
DE L'ÉLECTROVANNE
DE GAZ
CBLE
D'ALI-
MENTA-
TION

B-1
FONCTIONNEMENT
B-1
SP-135T
DESCRIPTION GÉNÉRALE
La SP-135T est un appareil de soudage dévidoir-
source de courant semi-automatique complet à ten-
sion constante et courant continu. Il a été conçu pour
l’atelier, le bricolage, l’automobile et l’entretien léger.
Il s'agit en fait d'une source de courant transforma-
teur-redresseur monophasée à tension constante
commandée par un interrupteur à prises et d'un dévi-
doir avec pistolet pour fil-électrode en acier plein de
0,023-0,025 po (0,6 mm) à 0,030 po (0,8 mm). Un
ensemble en option permet d'utiliser le fil fourré
Innershield® NR-211-MP de 0,035 po (0,9 mm).
La SP-135T est idéale pour les personnes qui ont
accès à une alimentation d'entrée de 120 V c.a. et qui
recherchent la facilité d'utilisation, la qualité et la fiabil-
ité du procédé GMAW (ou MIG) et du procédé
Innershield (avec fil fourré autoprotégé ou FCAW). La
SP-135T est une machine robuste et fiable qui a été
conçue pour son service sûr et sa longue durée de
vie.
PROCÉDÉS RECOMMANDÉS
On peut utiliser la SP-135T pour le soudage de l'acier
doux avec le procédé GMAW (ou MIG) en une seule
passe qui nécessite une source de gaz de protection,
ou avec le procédé FCAW utilisant le fil-électrode
Innershield®. À la sortie d’usine, la SP-135T est con-
figurée pour être utilisée avec le procédé GMAW.
COMMANDES
La SP-135T est équipée des commandes suivantes
de série : interrupteur ON/OFF (marche-arrêt), com-
mande de tension, commande de vitesse de
dévidage, interrupteur à gâchette et disjoncteur. Avec
l’ensemble temporisateur soudage par points/soudage
en ligne continue en option, les commandes suivantes
sont également comprises : sélecteur de mode et
commande de temporisation.
CARACTÉRISTIQUES
● Fonctionne sur alimentation 120 V – aucun
câblage spécial nécessaire.
● L'électrode reste froide jusqu'à ce que l'on appuie
sur la gâchette du pistolet, ce qui constitue une
mesure supplémentaire de sécurité.
● Protection contre les surcharges comprenant un
thermostat et un disjoncteur.
● Entraînement du fil de qualité avec protection élec-
tronique contre les surcharges.
● Bras de pression du galet mené à dégagement
rapide facile à régler.
● Galet d'entraînement à gorge double réversible.
Utilise du fil de 0,023-0,025 po (0,6 mm) et de
0,030-0,035 po (0,8-0,9 mm).
Lire cette section au complet avant d'u-
tiliser la SP-135T.
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Ne pas toucher les pièces sous
tension ou l'électrode les mains
nues ou si l'on porte des vête-
ments humides. S'isoler de la
pièce à souder et de la terre.
• Toujours porter des gants
isolants secs.
LES FUMÉES ET LES GAZ
peuvent être dangereux.
• Tenir la tête en dehors des
fumées.
• Utiliser un système de ventilation
ou d'évacuation pour évacuer les
fumées de la zone de travail.
LES ÉTINCELLES DE
SOUDAGE peuvent provo-
quer un incendie ou une
explosion.
• Éloigner les matières inflamma-
bles.
• Ne pas souder sur des con-
tenants fermés.
LE RAYONNEMENT DE
L'ARC peut brûler les yeux et
la peau.
o Porter un dispositif de protection
des yeux, des oreilles et du corps.
Observer toutes les consignes de sécu-
rité données dans ce manuel.
AVERTISSEMENT

B-2
FONCTIONNEMENT
B-2
4. Disjoncteur - Protège la machine contre les dom-
mages en cas de dépassement de la puissance
maximale. Le bouton sort quand il se déclenche
(réenclenchement manuel). Se reporter à la figure
B.1b.
5. Gâchette du pistolet - Actionne la sortie de
soudage, le dévidage et le fonctionnement de
l'électrovanne de gaz. Quand on relâche la
gâchette on désactive l'opération de soudage et on
active simultanément la fonction de remontée du fil
de façon que le fil de soudage ne colle pas dans le
bain de fusion.
6. Ensemble temporisateur points/en ligne continue
par points K695-1 en option (voir la section
ACCESSOIRES) - Si ce nécessaire est installé, il
remplace le panneau obturateur placé au centre à
l'intérieur de la porte du boîtier:
Sélecteur de mode - Choisit le mode points/en
ligne continue par points ou continu jointif. En
mode par points, les soudures sont effectuées
pour une durée réglable (réglées par le temporisa-
teur; voir ci-après) puis s'arrêtent, chaque fois que
l'on appuie sur la gâchette et qu'on la maintient
appuyée. Les cycles de mode en ligne continue
par points sont réglés entre le soudage et l'arrêt
pendant une durée réglable (réglés également par
le temporisateur) pendant que l'on appuie sur la
gâchette. En mode continu jointif, la machine
soude continuellement pendant que l'on appuie sur
la gâchette. Si l'on relâche la gâchette du pistolet
dans l'un ou l'autre des trois modes, l'opération de
soudage est interrompue immédiatement.
Commande de temporisation - En mode par points,
commande la durée du mode entre environ 0,25 et
4 secondes. En mode ligne continue par points,
commande la durée de marche et d'arrêt simul-
tanée entre 0,25 et 4 secondes. Cette commande
est désactivée en mode continu jointif.
● Aucun gaz de protection externe n'est nécessaire
quand on utilise le fil-électrode Lincoln Innershield
NR®-211-MP de 0,035 po (0,9 mm).
● L'axe reçoit les bobines de fil de 4 po (100 mm) et
de 8 po (200 mm) de diamètre.
● Accepte l'ensemble temporisateur points/en ligne
continue par points en option.
CAPACITÉ DE SOUDAGE
La SP-135T a une intensité nominale de 90 A, une
tension nominale de 19 V au facteur de marche 20 %
sur une période de 10 minutes. Elle est capable de
produire une sortie de courant supérieure aux facteurs
de marche inférieurs..
LIMITES
On ne peut pas effectuer le gougeage à l’arc avec la
SP-135T. La SP-135T n'est pas recommandée pour
dégeler les tuyaux ou pour le soudage TIG.
COMMANDES ET RÉGLAGES
Refer to Figure B.1a.
1. Interrupteur ON/OFF (I - O) -
Quand l'appareil est sous ten-
sion, le moteur du ventilateur
tourne et l'air est évacué par les
persiennes à l'avant de la
machine. La sortie de soudage
et le dévidoir restent hors ten-
sion jusqu'à ce que l'on appuie
sur la gâchette du pistolet.
2. Commande de la vitesse de
dévidage (WIRE SPEED) -
Elle permet de régler la
vitesse de dévidage entre 50
et 300 po/min (1,3 et 7,6
m/min). On peut prérégler la
commande sur le cadran à
la valeur indiquée sur le
tableau d'application de la
SP-135T qui se trouve à l'in-
térieur de la porte du dévi-
doir.
3. Commande de tension (ARC
VOLTS) - Un sélecteur à
prises à 4 positions permet
d'effectuer un réglage de
tension de sortie intégrale.
Ne pas actionner pendant le
soudage.
SP-135T
OFF
ON
ARC VOLTS
WIRE SPEED

B-3
FONCTIONNEMENT
B-3
FIGURE B.1a
FIGURE B.1b
OPÉRATIONS DE SOUDAGE
ORDRE DES OPÉRATIONS
Chargement du fil
Se reporter aux figures B.2 et B.3.
On doit placer l'interrupteur d'alimentation de la
machine sur OFF («O») avant de travailler à l'intérieur
du boîtier du dévidoir.
À sa sortie d'usine, la machine est prête à dévider des
bobines de 8 po (200 mm) de diamètre d'une largeur
maximale de 2,2 po (56 mm). Ces bobines peuvent
être montées sur un axe de 2 po (51 mm) de diamètre
équipé d'un frein à friction réglable intégré pour
empêcher que la bobine ne tourne trop rapidement et
qu'il n'y ait trop de mou dans le fil.
Note : Quand
on charge et décharge
les bobines de
8
po
, s’assurer que l’écrou à oreilles (à l’intérieur du
moyeu de l’axe de la bobine) est à 90o par rapport à
la patte de blocage sur l’axe de la bobine de fil. Si
l’écrou à oreilles est aligné sur la patte de blocage, on
ne peut pas appuyer sur la patte pour charger ou
décharger la bobine de fil.
FIGURE B.2
Charger une bobine de 8 po (200 mm) de diamètre
sur l’axe (voir la figure B.2).
Pour utiliser des bobines de 4 po (100 mm) de
diamètre, on doit déposer l'axe de 2 po (51 mm) de
diamètre(voir la figure B.3). Enlever l’écrou à oreilles
et entretoise à l'extrémité de l'arbre et déposer l'axe
extérieur en plastique. On peut le ranger dans le
compartiment du dévidoir. On place une bobine de 4
po (100 mm) de diamètre directement sur l'axe de 5/8
po (16 mm) de diamètre que l'on retient avec les
mêmes pièces enlevées précédemment. S'assurer
également que l'extrémité d'amorçage du fil, qui peut
dépasser sur le côté de la bobine, n'entre pas en con-
tact avec des pièces métalliques du boîtier.
FIGURE B.3
SP-135T
SP-135T
DO NOT SWITCH
WHEN WELDING
3
2
1
6
4
+
-
Axe de la bobine
Vers l'entraîne-
ment de fil
Bobine de fil 4 po
Écrou à oreilles
et entretoise
On doit enfoncer la bobine de fil à fond sur l'axe pour que la patte
de l'axe la maintienne en place. La bobine de fil tourne vers la
droite quand le fil se dévide.
S'assurer que cet ergot s'engage
dans le trou de la bobine de fil.
Vers le mécanisme d'entraînement du fil
Axe de bobine de fil
Bobine de fil de 8 po

B-4
FONCTIONNEMENT
B-4
Réglage du frein à friction
La bobine de fil étant placée sur l’arbre de l’axe et
l’écrou à oreilles desserré, faire tourner la bobine à la
main tout en serrant légèrement l’écrou à oreilles
jusqu’à ce que l’on sente une légère tension. Serrer
l’écrou à oreilles d’un quart de tour supplémentaire.
Note: S’il est bien réglé, le frein doit exercer une ten-
sion suffisante pour empêcher que la bobine ne se
dévide trop et qu’il n’y ait trop de mou dans le fil. Une
trop forte tension peut entraîner des problèmes de
dévidage et provoquer l’usure prématurée des com-
posants du mécanisme d’entraînement du fil.
Enfilage
Voir la figure B.4
1. Relâcher le bras de pression à ressort (1) et faire
tourner le bras du galet mené (2) en l'écartant du
galet d'entraînement du dévidoir (3). S'assurer
que la grosseur de la gorge en position de
dévidage sur le galet d'entraînement convient
pour le diamètre de fil utilisé.
2. Détacher délicatement l'extrémité du fil de la
bobine. Pour empêcher que la bobine ne se
dévide, maintenir la tension sur le fil jusqu'à la fin
de l'étape 5.
3. Couper la partie tordue du fil et redresser les 4
premiers pouces (100 mm).
4. Enfiler le fil dans le tube guide d'entrée (4), le faire
passer sur le galet d'entraînement (3) et dans le
guide-fil de sortie (5).
5. Refermer le bras du galet mené et verrouiller le
bras de pression à ressort (2). S'il y a lieu, faire
tourner la bobine vers la gauche afin de rattraper
le mou du fil.
6. L'écrou à oreilles de réglage de la pression du
galet mené est normalement réglé pour la position
moyenne sur les filets du bras de pression. S'il y
a un problème de dévidage parce que le fil est
trop aplati, desserrer l'écrou vers la gauche pour
réduire la déformation du fil. Une pression légère-
ment inférieure peut être nécessaire quand on
utilise le fil de 0,023 à 0,025 po (0,6 mm). Si le
galet d'entraînement patine lors du dévidage du fil,
on doit augmenter la pression jusqu'à ce que le fil
se dévide correctement.
Quand on fait avancer le fil de soudage par à-
coups, les galets d'entraînement, le bloc con-
necteur du pistolet et le tube contact du pistolet
sont sous tension par rapport à la pièce et à la
terre et restent sous tension pendant plusieurs
secondes après que l'on ait relâché la gâchette du
pistolet.
FIGURE B.4
7. Se reporter à la figure B.5. Démonter la buse de
gaz et le tube contact de l'extrémité du pistolet.
8. Mettre la SP-135T en marche («I»).
9. Étendre le faisceau du pistolet.
10. Appuyer sur l'interrupteur à gâchette du pistolet et
faire avancer le fil de soudage dans le faisceau et
le pistolet. (Ne pas pointer le pistolet vers soi ou
vers d'autres personnes pendant qu'on dévide le
fil.) Relâcher la gâchette du pistolet dès que le fil
apparaît à l'extrémité du pistolet.
11. Arrêter la SP-135T («O»).
12. Replacer le tube contact et la buse de gaz.
13. Se reporter à la figure B.6. Couper le fil entre _ et
3/8 po (6 et 10 mm) de l'extrémité du tube contact.
La SP-135T est maintenant prête pour le soudage
FIGURE B.5
SP-135T
AVERTISSEMENT
Le galet d'entraînement du fil
peut recevoir deux grosseurs
de fil si on le fait basculer.
1
2
3
4
5
Poignée du pistolet
Diffuseur de
gaz/tube contact
Buse de gaz

B-5
FONCTIONNEMENT
B-5
FIGURE B.6
Réalisation d'une soudure
1. Voir les «DIRECTIVES RELATIVES AU
PROCÉDÉ» dans cette section pour choisir le fil
de soudage et le gaz de protection et pour voir
quelle plage d'épaisseur de métal on peut souder.
2. Voir le tableau d'applications à l'intérieur de la
porte du compartiment du dévidoir pour obtenir
des informations sur le réglage des commandes
de la SP-135T. Se reporter au tableau B1 pour le
fil en aluminium et en acier inoxydable.
3. Effectuer les réglages de tension («V») et de
vitesse de dévidage («olo») recommandés en
fonction du fil de soudage et de l'épaisseur du
métal de base. Voir le tableau d'applications à
l'intérieur de la porte du compartiment du dévidoir.
4. Vérifier que la polarité correspond au fil de
soudage utilisé et que, le cas échéant, la bouteille
de gaz est ouverte.
5. Quand on utilise le fil-électrode Innershield, rem-
placer la buse de gaz par la buse sans gaz. Ceci
permettra de mieux voir l'arc et de protéger le dif-
fuseur de gaz contre les projections de soudage.
Voir la section ENTRETIEN qui donne des détails
sur le remplacement de la buse.
FIGURE B.7
6. Se reporter à la figure B.7. Fixer le connecteur de
pièce au métal à souder. Le connecteur de pièce
doit assurer un bon contact électrique avec la
pièce à souder. La pièce à souder doit également
être mise à la terre comme on l'explique dans les
mesures de sécurité au début du manuel.
7. Placer le pistolet au-dessus du joint à souder.
L'extrémité du fil peut légèrement toucher la pièce.
8. Abaisser le masque, appuyer sur la gâchette du
pistolet et commencer à souder. Tenir le pistolet
de façon que l'écartement tube contact-pièce soit
d'environ 3/8 po (10 mm).
9. Pour arrêter de souder, relâcher la gâchette du
pistolet puis éloigner le pistolet de la pièce une
fois que l'arc est éteint.
10. Si le travail est terminé, fermer le robinet de la
bouteille de gaz (éventuelle), faire fonctionner
momentanément la gâchette du pistolet pour libér-
er la pression de gaz et arrêter la SP-135T («O»).
Nettoyage du tube contact et de la buse
Nettoyer le tube contact et la buse pour éviter que
l'arc ne s'établisse entre la buse et le tube contact, ce
qui peut court-circuiter la buse, donner des soudures
de mauvaise qualité et surchauffer le pistolet.
Conseils pratiques : le produit anticollage en aérosol
ou en gel, vendu par un distributeur de fournitures de
soudage, peut réduire l'accumulation de projections et
faciliter le nettoyage.
DIRECTIVES RELATIVES AU PROCÉDÉ
On peut utiliser la SP-135T pour le soudage de l'acier
doux avec le procédé GMAW, à passe unique,
procédé qui nécessite une source de gaz de protec-
tion ou avec le procédé à auto-protection,
Innershield® (FCAW).
Les gaz et fils-électrodes recommandés pour le
procédé GMAW sont le CO2 de qualité soudage ou
un mélange argon-CO2 (75 à 80 % d'argon et 25 à 20
% de CO2) et le fil de soudage en acier doux Lincoln
L-56 de 0,025 po (0,6 mm) de diamètre, en bobines
de 12 _ lb (5,7 kg). Le mélange de gaz est recom-
mandé pour le soudage de l'acier plus épais, par
exemple d'épaisseur 14 (2 mm).
Le fil-électrode recommandé pour le procédé à auto-
protection est le Lincoln Innershield® NR-211-MP de
0,035 po (0,9 mm) de diamètre en bobines de 10 lb
(4,5 kg). On peut utiliser ce fil pour le soudage en
toutes positions de l'acier de 20 d'épaisseur (1 mm) à
5/16 po (8 mm). Les épaisseurs de _ po (6 mm) et
5/16 po (8 mm) doivent être soudées en multipasse.
On peut également utiliser ce fil pour le soudage de
tôles enrobées galvanisées.
SP-135T
Portée terminale de 3/8 à _
po (10 à 12 mm)
Tube contact
Fil-électrode
WORKPIECE
GUN CABLE
ARC
WORK CLAMP
FAISCEAU DU
PISTOLET
PIÈCE À SOUDER
CONNECTEUR DE PIÈCE

B-6
FONCTIONNEMENT
B-6
La SP-135T convient pour le fil en aluminium de 0,035
po et en acier inoxydable de 0,023 à 0,035 po. Voir le
tableau B.1 pour les réglages recommandés.
(Nécessite l’ensemble détendeur pour argon K499).
TABLEAU B.1
MODIFICATION DE LA MACHINE
POUR DÉVIDER D'AUTRES
DIAMÈTRES DE FIL
À sa sortie d'usine, la SP-135T est prête à dévider du
fil de 0,023 à 0,025 po (0,6 mm) de diamètre. Pour
utiliser la SP-135T avec d'autres diamètres de fil, il est
nécessaire de remplacer le tube contact et le galet
d'entraînement. Voir la section ENTRETIEN qui
donne les méthodes de configuration et de remplace-
ment des pièces.
SOUDAGE GMAW (MIG)
Gaz de protection
Quand on utilise le procédé GMAW, se procurer et
installer un nécessaire détendeur et tuyau, K463 (pour
le CO2) ou K499 (mélange d'argon).
1. Ouvrir très lentement le robinet de la bouteille de
CO2. Ouvrir lentement, d’une fraction de tour, le
robinet de la bouteille du mélange d'argon.
Quand l'aiguille du manomètre de la bouteille s'im-
mobilise, ouvrir le robinet à fond.
2. Si l'on utilise un détendeur avec débitmètre
réglable, fermer la gâchette du pistolet et régler le
débit à 15-20 pi3/h (7-10 L/min). [Utiliser un débit
de 20 à 25 pi3/h (10-12 L/min) quand on soude
hors position ou dans un endroit exposé aux
courants d'air]. Dans le cas du mélange d’argon,
appuyer sur la gâchette pour faire baisser la pres-
sion et régler le débit pour obtenir 25-30 pi3/h (12-
14 L/min).
3. Laisser le robinet de la bouteille fermé, sauf quand
on utilise la SP-135T. Quand on a fini de souder:
a)Fermer le robinet de la bouteille pour arrêter l'é
coulement de gaz.
b) Appuyer rapidement sur la gâchette du pistolet
pour évacuer la pression dans le tuyau de gaz.
c) Arrêter («O») la SP-135T.
SOUDAGE FCAW (Innershield)
Quand on utilise le procédé FCAW, on doit utiliser le
bon galet d'entraînement et la bonne polarité de l'élec-
trode. Voir «Installation du câble de retour» dans la
section INSTALLATION pour changer de polarité.
Le nécessaire de soudage Innershield K549-1 (pour fil
de 0,035 po/0,9 mm) est également livrable.
PROTECTION CONTRE LES SUR-
CHARGES
Surcharge de la sortie
La SP-135T est équipée d'un disjoncteur et d’un ther-
mostat qui protègent la machine contre les dommages
en cas de dépassement de la sortie nominale. Le
bouton du disjoncteur sort quand il se déclenche. On
doit le réenclencher manuellement.
Protection thermique
La SP-135T a un facteur de marche nominal de 20 %.
Si le facteur de marche est dépassé, un protecteur
thermique coupe la sortie jusqu'à ce que la machine
se refroidisse à une température de fonctionnement
normale. C'est une fonction automatique de la SP-
135T et elle ne nécessite pas l'intervention de l'utilisa-
teur. Le ventilateur continue à tourner pendant le
refroidissement.
Protection électronique du moteur d'entraînement
du fil
La SP-135T a une protection intégrée en cas de sur-
charge du moteur d'entraînement du fil.
SP-135T
Gaz de
Tension/vitesse de dévidage
Procédé Fil de soudage protection 16 ga 14 ga 12 ga 10 ga
MIG DC+ Fil Al 4043 100% Argon B-5 D-7 D-9 D-9
0,035 po Ø
MIG DC+ Fil Al 5356 100% Argon B-5 C-7 D-9 D-10
0,035 po Ø
MIG DC+ Fil inox 308L 98% Argon/ A-3 C-6 D-7.5 D-7.5
0,030 po Ø 2% Oxygène

B-7
APPRENTISSAGE DU SOUDAGE
B-7
SP-135T
APPRENTISSAGE DU SOUDAGE
Personne ne peut apprendre à souder seulement en
lisant des livres sur le soudage. On n'acquiert la com-
pétence technique qu'avec la pratique. Les pages
suivantes aideront le soudeur inexpérimenté à com-
prendre le soudage et à acquérir de l'expérience.
Pour de plus amples renseignements, commander un
exemplaire du manuel New Lessons in Arc Welding
(voir à la fin du manuel).
LE CIRCUIT DE SOUDAGE À L'ARC
Les connaissances de l'opérateur en matière de soudage
à l'arc ne doivent pas se borner à l'arc lui-même. Il doit
savoir comment maîtriser l'arc et ceci implique une con-
naissance du circuit de soudage et du matériel qui fournit
le courant électrique de l'arc. La figure B.7 est un sché-
ma du circuit de soudage d'une machine de soudage
type. Le circuit de soudage débute au point de connex-
ion du faisceau du pistolet à la machine de soudage. Le
courant circule dans le faisceau du pistolet, dans le pisto-
let, dans le tube contact, dans le fil et dans l'arc. Du côté
pièce de l'arc, le courant circule dans le métal de base,
dans le câble de retour jusqu'à la machine. Ce circuit
doit être complet pour que le courant puisse s'écouler.
Le circuit de soudage de cette machine a une tension de
sortie de 33 V c.c. maximum. Cette tension est très
basse et n'est présente que quand on appuie sur la
gâchette du pistolet.
Pour pouvoir souder, le connecteur de pièce doit être fer-
mement connecté au métal de base propre. Enlever s'il
y a lieu la peinture, la rouille, la saleté ou l'huile afin
d'obtenir un bon contact. Raccorder le connecteur de
pièce le plus près possible de la zone à souder. Cela
permet d'empêcher que le courant ne prenne une trajec-
toire indésirable. Éviter que le circuit de soudage passe
dans les charnières, les roulements, les composants
électroniques ou les dispositifs semblables susceptibles
d'être endommagés. Voir la figure B.8. Toujours décon-
necter les dispositifs électriques avant d'y effectuer des
soudures.
Les fumées et le laitier produits par
les fils-électrodes du type
Innershield recommandés pour ce
type de machine de soudage peu-
vent être toxiques.
• Éviter le contact avec les yeux et
la peau.
• Ne pas inhaler.
• Tenir hors de portée des enfants.
• Suivre toutes les mesures de
sécurité de ce manuel d'utilisa-
tion.
L'opérateur tient le pistolet raccordé à son faisceau et
guide le fil à alimentation automatique le long du joint
à souder, en maintenant un écartement tube contact-
pièce d'environ 3/8 à _ po (10-12 mm). C'est la portée
terminale. L'opérateur doit bien maintenir cette portée
terminale. L'arc électrique est amorcé dans l'écarte-
ment entre la pièce et l'extrémité tube contact d'un fil
de petit diamètre. Quand la source de courant est
bien réglée, l'écartement de l'arc est maintenu
automatiquement.
Le soudage à l'arc est un travail manuel qui demande
une main sûre, une bonne condition physique et une
bonne vue. L'opérateur contrôle l'arc de soudage et
par conséquent la qualité de la soudure.
L'ARC DE SOUDAGE FCAW
AUTOPROTÉGÉ
La figure B.9 illustre ce qui se passe dans l'arc de
soudage FCAW (Innershield) autoprotégé. Cela
représente bien ce que l'on voit réellement pendant le
soudage.
FIGURE B.9
AVERTISSEMENT
FIGURE B.8
Composants électroniques
Charnières Roulements
La fusion des sub-
stances de l'âme à
l'intérieur du fil-élec-
trode donne une pro-
tection gazeuse
Colonne d'arc
Fil fourré
Laitier de protection
Métal fondu
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
















































Lincoln Electric SP135-T Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric LN-25 Mode d'emploi
-
-
-
-
-
-
Lincoln Electric Handy MIG Mode d'emploi
-
-
Lincoln Electric LN-25 Pro Mode d'emploi
-