La page est en cours de chargement...

TRION
2
50 HD
OWNER’S MANUAL
WARNING:
Read
Revision 2020-08-21
carefully and understand all ASSEMBLY AND OPERATION
INSTRUCTIONS before operating. Failure to follow the safety rules and other
basic safety precautions may result in serious personal injury.

Contents...........................................................1
General safety rules
Safe Operation..............................................2-11
Summary
Brief introduction..............................................12
Technical Specifications..............................12-14
Technical Data.................................................15
Operation method
Operational approach................................ 16-19
Common fault and elimination methods
Spare part list............................................... 20
Quick-wear part list..................................21-22
Common fault and elimination methods......23-24
Main Circuit chart........................................25
Complete set specification.....................26
CROSSFIRE Warranty...............................27
CATALOGU E
0 1
0 2
0 3
0 4
0 5
0 6
0 7
1

“Danger” indicates an imminently hazardous situation which, if not avoided,
.
“Warning!” indicates a possible hazardous situation which, if not avoided, could
.
“Caution” indicates a possible hazardous situation which, if not avoided, may
.
“Note!” indicates a situation which implies a risk of impaired welding result
and damage to the equipment.
“Important!”
Utilisation for intended purpose only.
as defi
Safety signs.
pasted or painted cover.
Safety inspection.
regular intervals.
power sources.
Electric shock can kill. T
The input power circuit and machine internal circuits are also live
all metal parts touching the welding wire are electrically live. Incorrectly installed or
.
2

fl
AC welder with reduced open-load voltage.
.
fi
- IT and telecoms equipment
- IT and telecoms equipment
- W
-Mains supply
-W
-W
.
V
flame-resistant material (leather
fl
arc nor expose themselves to the arc rays or to hot spatter or material.
W
your health.
3

.
W
fi
supplied respirator.
W
confi
fi
fi
W
to prevent hazardous situations.
fire hazards or
overheat.
W
fl
position or in confined places.
when in a welding area.
fire. Remove
fi
.
Do not weld where fl
fl
atmosphere may contain fl
gasoline).
fl
Keep a fi
contact tip when not in use.
4

fi
flame.
gas cylinder.
fittings
condition.
All
fi
good condition.
cylinder valve outlet.
V
Hot parts can burn.
Flying metal or dirt can injure eyes. When welding, chipping, wire
flying metal. It can hurt your
eyes.
Noise can damage hearing. Noise can be from some working equipments or
Moving parts can injure.
.
fi
as drive rolls.
Have only qualifi
servicing and maintenance is fi .
5

duty cycle to use the machine.
Allow cooling period.
flow to unit.
.
fi
fication.
-T
6

î
î
peut entraî
Indique une situation qui implique un risque de perte de
fi fi
T
ûlures graves. Lorsque la machine est
fi î î fil et
fil de soudure sont
.
fi
É
fi
Connectez le câ
maintenance.
è é é
7

fil) semi-
T ûr
-
Alimentation secteur
Câ
Connectez le câ
â
â
Blindage
û
ûler les yeux et la peau.
T
fl
T
non infl
La soudure peut produire
8

.
Travailler dans un espace confi
.
T
fi fi
ûr.
Les étincelles de soudure et de coupe peuvent provoquer un incendie
ou une explosion. Lors de la soudure, assurez-vous que le circuit de
Assurez-vous que la zone est sûre avant toute soudure.
.
Connectez le câ
position ou dans des endroits confi T
fissures
fl
vapeurs infl
fi
pas ou ne les contourne pas.
9

É
.
fisant de personnes pour
T fixant sur un
.
Gardez une distance sû
toute autre source de chaleur flammes.
â
ç
çus
T
û
avec la main nue ou la peau.
ûlures.
fi
soudure.
.
10

înement.
fi
î
utiliser la machine.
.
T
mise en œuvre pour la certifi
-T
normes pour le Canada et les É
11

Summary
2.1 Brief introduction
Inverter welder gas protection using meltable by the arc between the wire and the welders as a heat
source to melt the wire and the base metal , to transport gas welding area to protect the arc melting of
the wire , the pool and nearby base metal from the harmful effects of the surrounding air . Continuous
feeding of wire metal fuse to form weld metal , connected to each other so that the workpiece . Since
MIG welding protection welding area is simple, convenient , easy to observe the welding area ,
convenient torch operation, high efficiency, easy all-position welding, easy to implement mechanization
and automation , so the actual production is increasingly widely adopted .
TRION 250 Welding is the use of CO2 gas as the shielding gas , welding wire as electrode , a MIG
semi-automatic way shielded arc welding ( GMAW ) . For mild steel , low alloy steel , compared with the
general manual arc welding machine, with energy, materials , high efficiency , and low cost. When used
as a protective gas CO2 and mixed gas of Ar gas , with the appropriate wires can weld stainless steel.
TRION 250 single-tube IGBT inverter CO2 / MAG semi-automatic welding power the main features
are as follows :
* single tube IGBT inverter control technology, inverter frequency up to 20KHZ, power saving, rapid
response;
* closed loop feedback control, the output voltage stability, strong anti-grid voltage fluctuation
capability (15%);
* welding voltage is continuously adjustable, and the welding current to achieve an exact match,
excellent welding characteristics;
* welding dynamic characteristics of the control circuit, the welding arc stability, spatter, weld
appearance, high welding efficiency;
* has a 2-step / 4-step function, suitable for different welding needs;
* having cut after welding ball function, eliminating the wire ends of the droplet beads, supplemented
by aerial load slow wire arc process, improve the success rate of the first arc;
* can be carbon dioxide gas (CO2) or mixed gas (MAG) welding;
* suitable for wire welding ф0.6 ~ ф1.2 ;
Manual Welding Functions.
CO2 voltage presets and manual welding current is preset function, easy to adjust the welding
parameters. perfect various protection functions. With overheating, over-current, short circuit protection ,
high efficiency determined in accordance with the requirements of EMC CISPR11 sorting device are: A
Class Specifications subject to omissions, change or welder function, this specification is subject to
change without notice.
2.2 Technical Specifications
2.2.1 Environmental conditions
* The surrounding temperature range
* when working:-10~+40℃;During transport or in storage:-20~+55℃
1 2

* Relative humidity:when at 40℃:≤50%;when at 20℃:≤90%。
* Dust, acid , corrosive gas or matter in the air less than normal content
Besides matter is produced in welding process. Place is not drastic motion.
* Altitude less than 1000m
* Keep from raining when it is used outdoor.
2.2.2 Power supply requirement
* Service voltage waveform should be actual sine wave, frequency jitter is less than±1% of rated
value.
* Fluctuation of service voltage is less than±10% of rated value.
* Unbalance rate of 3ph service voltage≤5%
2.2.3 Accepted standard
TRION 250 ----- ANSI/IEC 60974-1
2.2.4 Main principle
TRION 250 use single IGBT to convert 50/60Hz to high frequency(20KHz),then reduction voltage
rectification , through PWM output high-power voltage source , reducing weight and volume of main
transformer,improving efficiency over 30%。
2.2.5 Welding torch
Torch, consists of torch head, cables, neck.
Caution: make sure the machine power is off when assembling the torch
Note: Change the related consumables and cables when they are too worn.
2.2.6 Welding torch indicators
Leds meaning: Green means machine ready to work; yellow means thermal protection, need to wait
until it cools down;
2.2.7 Low-speed-wire-feeding
At the beginning of arc striking, before the wire touches the work piece, theWFSis s
etatalowspeed,
meanwhile, pre-gas work, this helps make the arc striking easier.
2.2.8 Burn-back function
After welding, when trigger is released, the wire keeps feeding for a while, this is because of inertia,
which makes the wire easy to stick onto the work piece, making it difficult tostrikearc nextistime
Welding.Burn back function means the output Volt stay on for a period so as to make sure the wire fully
burnt. Inductance this modify the speed of current changing, adjusting the power for wire melting. It
makes the machine spatter less.
2.2.9 Ball cut function
Under normal circumstances, the end of the welding wire ends often will be left a large droplet , and
attached a layer of slag on its lower surface , it is difficult to cause ignition of the arc again , this product
has a cut pellets circuit to automatically when the end of the welding wire ends to remove the droplet ,
thereby creating the conditions for the next arc .
2.2.10 Post-gas function
For protecting fiery welding area,there is 3s post-gas at the end of welding.
2.2.11 Stick welding function
Adjusting function switch to Stick welding on the front panel.
2.2.12 Remarks & Symbols
ground connection
1ph static frequency changer—transformer—rectifier
1 3

MIG/MAG.
TIG.
MMA.
1ph, rated frequency 50Hz,operating frequency 60Hz.
X:duty cycle.
I1max.A:rated max input current.
I1eff...A:max effective input current.
I2:rated welding current.
U0:rated no loading voltage
U1:rated input voltage.
U2:loading voltage
...V:unit of voltage
...A:unit of current
...%:unit of duty cycle
...A/...V to ...A/...V:output range。Min or max rated welding current and relevant loadingvoltage.
EC 60974-1 international standard.
IP21S:enclosure protection class. IP is code letter(International Protection)。2 refer to prevent
someone′s finger to approach risk part;prevent no less than12.5mm solid to into the shell。1 refer to
prevent to drip from vertical direction;Vertical drop of water should be no harmful effects。S refer to
when movable part of equipment is static, the waterproof test can be processed.
F:F Insulation grade。
1 4

2.3 Technical Data
2.3.1 Main technical data
project unit TRION 250
voltage V 1~230
frequency Hz 50/60
Max rated input current A 45
Rated capacity kVA 10.4
No Loading voltage V 79
Welding voltage V 16~26.5
Rated duty cycle % 60
Welding Wire diameter mm
Ф0.6~Ф1.2
Rated welding current(MIG) A 250
Rated welding current(Stick) A
200
Current adjustment(Stick) A
20~200
Rated welding current(TIG) A
250
Current adjustment(TIG) A
15~250
Insulation grade
F
IP
IP21S
cooling
Air
weight kg 76
Dimension L*W*H cm 101*61*75
1 5

Operation method
3.1 Operational approach
3.1.1 Workpiece Preparation
Before test welding , wire, bevel and bevel around 10 ~ 20mm must be maintained within the range of
clean , shall not affect the quality of welding rust, oil, water and paint and other foreign matter.
3.1.2 Pre-Welding Check
Check that all welding cables are firmly connected and completely inserted.
Adjust the drive roll tension spring to be firm without restricting the movementofthewire.
Check that the drive rolls and contact tip match the wire diameter.
Adjust the spool holder tension to keep the wire firmly held in the unit, but not overly that it will prevent
the spool from turning.
Ensure that the gas hose is connected to the flow gauge and there are no leaks.
Verify that the settings are correct for the material and wire that is being welded. Check pre-flow & post
flow settings as this can be a common setting that will inhibit welding capabilities.
3.1.3 Welding
Test welding welder observed voltage and current meter value Meets Process Specification. Please
adjust the appropriate knob until it meets the parameters only after welding.
3.1.4 Manual welding
The function switch on the front panel of the welder from MIG to manual welding, connect the earth
clamp and welding clamp, welding current manual knob to the need for welding current for welding.
Manual welding with a current preset function
3.1.5 Care and Maintenance
Proper use and maintenance, to ensure good welding performance and prolong the life of the welder.
Maintenance welder by professionals responsible, when the user encounters a failure can not be
excluded or do not have the maintenance capability, should get in touch with CROSSFIRE or our agents,
for repair, and service parts.
Welder maintenance must be performed by professionals, and to prohibit live working.Newly installed
welder or in case of prolonged unused, in use before the application megger on the chassis of the
windings and the winding insulation resistance between the windings, the insulation resistance value
should not be less than 2.5MΩ.
Welder when used outdoors should avoid rain, snow immersion or prolonged exposure.
When not in use, the welder should be stored in dry and ventilated warehouse, non-corrosive gas or
hazardous gas. Storage temperature should be between -20 ~ + 55 ℃, relative humidity less than 90%.
Regularly use dry compressed air to blow out the dust build up in the welding machine.
1 6

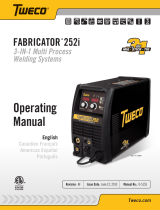
3.1.6 Front Ctrl panel
1.LCD: Shows all process from function selection to welding.
2.Gas-check button: press the button and the gas supply system works.
3.Wire-check button:press the button and the wire supply system works.
4.Multi-function adjusting knob: For function selection; Press for confirming. Allows user to adjust the
current and wire feeding speed accurately.
5.Home Key: return to home page
6.Return:Return to the previous step.
7.Auxiliary knob: Allows user to adjust the voltage accurately.
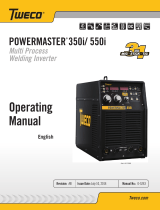
3.1.7 Interface description
(1).Multi-functions selection: Total 9 functions, 8 welding functions and 1 setting. Adjusting
multi-function knob for selecting.
(2).Output setup: Shows output connection under different welding mode.
(3).Electrode/ Wire diameter selection:Adjusting multi-function knob to select different electrode/wire
diameter.
1 7
4
3
2
1
5
6
7

(4)Material thickness: Adjusting multi-function knob to select different material thickness.
(5).Welding display:Shows all selected parameters.
A.Under MIG welding, user can set wire feeding speed and voltage. Adjusting Multi-function knob to set
electro-inductance, press the knob to progress basic parameter setting.
Note:
Note1:Basic parameter setting includes:Gas pre flow, slow wire feeding, gas post flow, operating, load
and save function. There is also spool gun function under Al welding
Note2: In the green range of current and voltage, it means recommended parameter.
B.Under TIG welding, user can set current parameter.
C.Under Stick welding, user can set current, arc force parameter and hot start.
1 8

(6).Setting interface: It shows language setting, units setting, light setting, information and recover
setting.
(7).Alarm interface:It shows the machine is overloaded and the internal temperature is too high.Weld
output will turn off automatically but the fan will still be working. When the internal temperature is
decreased, the alarm interface will turn off and the machine will be ready toweld.
1 9
1/28