Capacitor Discharge 3300828-F Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

I MANUALE DI ISTRUZIONI PER SALDATRICE A
SCARICA DI CONDENSATORI pag. 2
GB INSTRUCTION MANUAL FOR CAPACITOR DISCHARGE
WELDING MACHINE page 7
D BETRIEBSANLEITUNG FÜR KONDENSATOR-STOSSENTLADUNG-
SSCHWEISSMASCHINE Seite 12
F MANUEL D'INSTRUCTIONS POUR POSTE A SOUDER
A DECHARGE DE CONDENSATEURS page 17
E MANUAL DE INSTRUCCIONES PARA SOLDADORA
DE DESCARGA DE CONDENSADORES pag. 22
20/03/13
3.300.828/F
Pagg. Seiten
: 27-31
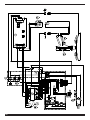
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...

17
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE
POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous, liés
aux opérations de soudure. Pour des informations plus
détaillées, demander le manuel code.3.300758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
· Installer et raccorder à la terre le poste à souder
selon les normes applicables.
· Ne pas toucher les pièces électriques sous tension
ou les électrodes avec la peau nue, les gants ou les vête-
ments mouillés.
· S’isoler de la terre et de la pièce à souder.
· S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
· Garder la tête en dehors des fumées.
· Opérer en présence d’une ventilation adéquate et
utiliser des aspirateurs dans la zone de l’arc afin d’é-
viter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la peau.
· Protéger les yeux à l’aide de masques de soudure
dotés de lentilles filtrantes et le corps au moyen de
vêtements adéquats.
· Protéger les autres à l’aide d’écrans ou rideaux adéquats.
RISQUE D’INCENDIE ET BRÛLURES
· Les étincelles (jets) peuvent causer des incendies et
brûler la peau; s’assurer donc qu’il n’y a aucune
matière inflammable dans les parages et utiliser des
vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
STIMULATEURS CARDIAQUES
· Les champs magnétiques générés par des cou-
rants élevés peuvent affecter le fonctionnement des
stimulateurs cardiaques. Les porteurs d’appareils
électroniques vitaux (stimulateurs cardiaques) devraient
consulter le médecin avant de se rapprocher aux opérations
de soudure à l’arc, découpage, décriquage ou soudure par
points.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous pres-
sion ou en présence de poussières, gaz ou vapeurs
explosifs. Manier avec soin les bouteilles et les déten-
deurs de pression utilisés dans les opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée EN50199 et ne doit
être utilisée que pour des buts professionnels dans un
milieu industriel. En fait, il peut y avoir des difficultés
potentielles dans l’assurance de la compatibilité électro-
magnétique dans un milieu différent de celui industriel.
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
2 DESCRIPTIONS GENERALES
2.1 SPECIFICATIONS
La machine a été conçue et réalisée pour la soudure de gou-
jons filetés Ø 4, 5 et 6 mm, ferreux et non ferreux.
Ce système de soudure utilise la décharge extrêmement
rapide (2-3 ms) d'une batterie de condensateurs permettant
de souder les goujons filetés avec pointe d'amorçage.
2.2 EXPLICATION DES DONNEES TECHNIQUES PRE-
SENTES SUR LA PLAQUETTE DE LA MACHINE
N° Numéro matricule à citer toujours pour toute
question concernant le poste à souder
IEC 60974-1 Le poste à souder est construit selon ces
EN 50199 normes internationales
Transformateur monophasé-redresseur avec
dispositif pour la charge et la décharge de
condensateurs
U0 Tension à vide secondaire
E Energie de soudure
C Valeur de la capacité
Uc Tension réglable sur les condensateurs
U1 Tension nominale d'alimentation. La machine
est prévue pour les tensions 115V et 230V
avec sélection de tension automatique.
1-50/60Hz Alimentation monophasée 50 ou bien 60Hz
I1max Courant maxi absorbé à la correspondante
tension d'alimentation
IP23C Degré de protection de la carcasse. Degré 3 en
tant que deuxième chiffre signifie que cette
machine peut être utilisée à l'extérieur sous la
pluie. C: la lettre additionnelle C signifie que la
machine est protégée contre l'accès d'un outil
(diamètre 2,5 mm) aux pièces sous tension du
circuit d'alimentation.
S Indiquée pour opérer dans des milieux avec
risque accru.
NOTE: Indiquée pour opérer dans des milieux avec degré
de pollution 3 (voir IEC 60664-1)
2.3 DESCRIPTION DES PROTECTIONS
2.3.1 Protection thermique
Cette machine est protégée par un thermostat empêchant le
fonctionnement de la machine lors du dépassement des
températures admises. Dans ces conditions le ventilateur
continue à fonctionner et le display affichera le code d'erreur
E1.
1
~
MANUEL D'INSTRUCTIONS POUR POSTE A SOUDER A DECHARGE DE CONDENSATEURS

18
3 INSTALLATION
L'installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le plein
respect de la loi sur la prévention des accidents. (norme CEI
26-10 - CENELEC HD 427).
1. Placer le poste à souder dans une position stable et
sûre. La circulation de l'air doit être dégagée à l'entrée et
à la sortie et la machine doit être protégée contre l'en-
trée de liquides, saleté, limailles métalliques, etc.
2. Contrôler que la tension d'alimentation correspond à la
tension indiquée sur la plaquette des données tech-
niques du poste à souder.
Brancher une prise de capacité suffisante sur le cordon
d'alimentation en s'assurant que le conducteur
vert/jaune est branché sur la borne de terre.
La capacité de l'interrupteur magnéto-thermique ou des
fusibles, en série à l'alimentation, doit être égale au cou-
rant I1 absorbé par la machine.
Toute éventuelle liaison de raccordement doit avoir une
section suffisante au courant I1 absorbé.
Si l'alimentation est en 115V, la machine peut fonction-
ner pour tensions comprises entre 96V et 140V.
Si l'alimentation est en 230V, la machine peut fonction-
ner pour tensions comprises entre 190V et 260V.
La sélection de l'alimentation doit être opérée avec la
machine arrêtée.
3. Aux porteurs de stimulateurs cardiaques il est défendu
d'utiliser la machine ou de s'approcher des câbles.
4. Enfoncer la fiche du câble de masse dans la prise + et
tourner en sens horaire.
5. Enfoncer la fiche du pistolet dans la prise - et tourner en
sens horaire.
6. Mettre en marche la machine à l'aide de l'interrupteur I.
(la mise en marche et l'arrêt ne doivent pas être répétés
fréquemment, car la dissipation de l'énergie contenue
dans les condensateurs peut causer surchauffes et
endommagements).
7. Afin de limiter l'exposition au champ magnétique, tenir le
câble du pistolet du côté de la main qui le saisi tout en
évitant de s'enrouler avec le câble.
3.1 DESCRIPTION DE LA MACHINE
A- Touche pour augmenter la tension de charge des
condensateurs
B- Touche pour réduire la tension de charge des condensa-
teurs
C- Voyant indiquant la machine en marche
D- Voyant s'allumant pendant la phase de soudure
E- Display indiquant la tension de charge des condensa-
teurs
F- Borne de sortie plus
A
B
FG
H
C
D
E
J
I
Fig. 1

19
G- Borne de sortie moins
H- Connecteur pour le bouton de la torche
I- Interrupteur général
J- Fusible Ø 6,3x32 (type retardé). La machine est pourvue
d'un fusible de 16A pour alimentation 115V; pour ali-
mentation 230V, il est possible d'utiliser un fusible de
10A.
3.2 DESCRIPTION DU PISTOLET
K- Corps pistolet
L- Poignée
M- Câble de commande
N- Câble courant de soudure
O- Bouton commande de soudure (fonctionne seulement
avec le pistolet appuyé sur la tôle)
P- Aiguille réglage force
Q- Vis pour le réglage de la force (augmente en tournant en
sens horaire)
R- Bague porte-entretoise Z
S- Collier de blocage pince
T- Soufflet de protection
U- Vis de blocage de la bague R
V- Vis pour le réglage de la saillie du goujon
W- Ecrou de blocage
X- Pince pour la prise du goujon
Y- Vis
Z- Entretoise
3.2.1 Préparation du pistolet
Utiliser toujours des goujons avec pointe d'amorçage pour
soudure par décharge de condensateurs de haute qualité,
conformes aux normes et de métal compatible avec les sou-
dures à exécuter.
Après avoir choisi le goujon à souder pour ce qui est du
type, diamètre, longueur et matière, utiliser et régler la pince
selon le diamètre correspondant.
Insérer le goujon dans la pince X de façon à ce qu'il soit bien
serré par les quatre ressorts.
Régler la saillie du goujon par rapport au côté avant de la
pince à 0,8 ¸ 1,2 mm au moyen de la vis V et ensuite bloquer
à l'aide de l'écrou W (figure 2).
Insérer la pince X dans le mandrin du pistolet (fig. 2), l'en-
foncer complètement et bloquer l'écrou S à l'aide de la clef
hexagonale 17 mm fournie.
4 PRINCIPE DE FONCTIONNEMENT DE LA SOUDURE
DE GOUJONS FILETES AVEC POINTE D'AMORCA-
GE (Fig. 3)
Le goujon est inséré dans la pince X (phase 1) et est ensuite
positionné et appuyé avec son amorçage directement sur la
surface de la tôle à souder (phase 2). Le ressort du pistolet
X
XWVMNL
SZTRU O K P Q
Fig. 2
Fig. 3

20
appuie le goujon contre le métal, la commande de start fait
commencer le passage de courant qui vaporise l'amorçage
et l'arc électrique se propage sur l'entière surface du goujon
(phase 3) qui est poussé sur la surface métallique. Le métal
fondu solidifie en soudant le goujon (phase 4).
L'extraction du pistolet doit être parfaitement alignée avec le
goujon afin de ne pas déformer la pince et assurer ainsi une
longue durée (phase 5).
5 SOUDABILITE DE COMBINAISONS TYPIQUES
GOUJON ET METAL DE BASE POUR SOUDURE
PAR DECHARE DE CONDENSATEURS. (Tableau 1)
Il est important d'étudier carrément la résistance et la défor-
mation dans le point de soudure entre goujon et métal de
base. Dans le cas de l'acier, il faut prêter une attention parti-
culière à la fragilité causée par le durcissement.
La matière et la résistance du goujon ont une tolérance
réduite; la teneur en carbone des goujons filetés doit être <
0,20%.
La surface du métal de base doit être propre. Les éven-
tuelles couches de vernis, rouille, laitiers, graisse et les revê-
tements de métaux non soudables doivent être enlevés de
la zone de soudure à l'aide des moyens appropriés. Les
métaux de base avec couches de laitiers et rouille doivent
être parfaitement nettoyés.
6 SOUDURE
Cette technologie permet de souder les goujons filetés sur
des surfaces propres, mais non oxydées, d'acier doux, acier
galvanisé, acier inox, aluminium et laiton.
La rapidité du procédé n'altère pas les surfaces à l'envers de
la soudure. La soudure n'est pas possible sur acier trempé,
métal oxydé ou verni.
Avant de commencer la production, il est indispensable d'ef-
fectuer quelques soudures d'essai pour déterminer le cor-
rect réglage du générateur et l'étalonnage du pistolet (force
du ressort) en exécutant les opérations suivantes:
· insérer le goujon choisi dans la pince X (réglée au préalable
comme décrit dans la Fig. 2)
· ranger la tôle de base dans des conditions identiques aux
futures conditions de travail pour ce qui de l'épaisseur, aire
des raccordements de masse, dimensions de la pièce, qua-
lité de la matière.
· les bornes du câble de masse doivent être placées en
mode symétrique et aussi proches que possible du point de
soudure.
· mettre en service le générateur à l'aide de l'interrupteur
lumineux I.
· saisir le pistolet et l'appuyer sur la tôle tout en vérifiant que
l'axe est perpendiculaire au plan. Si la surface de la matière
où le goujon doit être soudé est plate, il est conseillé de
monter trois entretoises Z après avoir desserré les vis Y.
· exécuter quelques soudures en réglant la tension à l'aide
des touches A et B et la force du pistolet avec le réglage Q
jusqu'à obtenir des soudures parfaites.
Le pistolet doit être extrait en le gardant parfaitement aligné
avec le goujon afin de ne pas déformer la pince (Fig. 4).
6.1 SOUDURE DE L'ALUMINIUM
Pour souder les goujons filetés M4 en alliage d'aluminium Al
Si 12 sur une tôle d'aluminium pour carrosserie, régler la ten-
sion à 105/115V. Le ressort du pistolet réglant la pression
Fig. 4
Acier 0,2 C Inox Laiton Al. Mg 3 AISi 12 Al. 99,5
cuivré Cu Zn 38
Acier jusqu'à 0,30 C % A A A - - A
Acier zingué B B A - - -
Acier inoxydable A A B - - -
Laiton A B A - - -
Cuivre B - A - - -
Al 99,5 - - - A B B
Al Mg 1 - - - B A B
Al Mg 3 - Al Mg 5 - - - B A B
Al Mg Si - - - B A B
Bonne soudabilité: A Basse soudabilité: B Non soudables: -
Tab .1
Métal de base
Métal goujons

21
pendant la soudure devra être réglé de façon à ce que l'ai-
guille P soit sur 2/2,5.
7 ENTRETIEN
7.1 ORDINAIRE
Conserver les indications et les figures sur le poste à souder
bien lisibles et claires.
Le câble de réseau et les câbles de soudure doivent être
isolés et en conditions parfaites; prêter attention aux points
où ils subissent des flexions, notamment près des bornes de
raccordement, des pinces de masse et à l'entrée dans le
pistolet.
Garder les connecteurs du courant de soudure aux prises F
et G propres et bien serrés. (voir Fig. 1)
Les bornes pour le raccordement au métal de base doivent
faire un bon contact afin d'éviter surchauffes, étincelles, cir-
culation non balancée du courant, endommagements au
composant où les goujons doivent être soudés et soudures
de qualité non constante.
Empêcher l'entrée de saleté, poussière et limaille à l'intérieur
du poste à souder.
Garantir toujours la circulation de l'air de refroidissement.
Contrôler que le ventilateur fonctionne régulièrement.
Vérifier que les pinces serrent bien les goujons avec tous les
ressorts de contact.
Le mandrin porte-pinces doit glisser sans contrainte tout au
long de sa course sans variations dues à frottements ou
corps étrangers.
7.2 EXTRAORDINAIRE
L'entretien doit être exécuté par du personnel qualifié
Certaines anomalies de fonctionnement sont mises en évi-
dence par l'affichage d'un code d'erreur sur le display E.
Code Anomalie Remède
erreur
E 1 Entrée en service Attendre quelques
du thermostat minutes
E 2 SCR en Contacter
court-circuit l'assistance technique
E 2 Connecteur non Insérer le
inséré correctement connecteur
E 3 Tension irrégulière aux Contacter
extrémités des l'assistance technique
condensateurs
E 4 Charge des Contacter
condensateurs irrégulière l'assistance technique
E 5 Décharge des Contacter
condensateurs irrégulière l'assistance technique
Avant d'ouvrir le poste à souder attendre au moins 5 minutes
après avoir relâché l'interrupteur I et en outre débrancher la
fiche de la prise d'alimentation.
Contrôler, à l'aide d'un voltmètre, que les condensateurs
sont chargés.
Enlever poussière, fragments et limailles métalliques de la
machine avec soin en utilisant air comprimé afin de ne pas
endommager ou projeter des fragments métalliques sur les
pièces électroniques ou électriques.
Vérifier que tous les connecteurs sont bien enfoncés.
Vérifier que tous les terminaux du circuit de soudure sont
bien serrés.
Après l'exécution d'un dépannage, veiller à ranger le câbla-
ge de façon à ce qu'il y ait une isolation sûre entre le côté
primaire et le côté secondaire de la machine. Eviter que les
fils puissent entrer en contact avec des pièces en mouve-
ment ou des pièces se réchauffant pendant le fonctionne-
ment. Remonter tous les colliers comme sur la machine
d'origine de façon à éviter que, en cas de rupture ou débran-
chement accidentel d'un conducteur, il n'y ait aucune liason
entre le primaire et le secondaire.
En outre remonter les vis avec les rondelles dentelées
comme sur la machine d'origine.
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































Capacitor Discharge 3300828-F Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
Autres documents
-
Cebora 2154 Power Spot 5600 Manuel utilisateur
-
-
-
GYS GYSPOT COMBI 230 E PRO Le manuel du propriétaire
-
-
-
GYS GYSPOT ARCPULL 200 Le manuel du propriétaire
-
GYS GYSPOT ALU PRO FV Le manuel du propriétaire
-
GYS ARCPULL 350 Le manuel du propriétaire
-
GYS Multi PEARL 200-2 Manuel utilisateur