Lincoln Electric FLEXTEC 450 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

Manuel de l’Opérateur
FLEXTEC
™
450
Pour enregistrer la machine :
www.lincolnelectric.com/register
Recherche d’Atelier de Service et Distributeur Agréés:
www.lincolnelectric.com/locator
IMF10062-C | Date d'Émission Oct-13
© Lincoln Global, Inc. All Rights Reserved.
Pour utilisation avec les machines ayant les Numéros de Code:
11626, 11754, 11941, 12038
Conserver comme référence future
Date d’Achat
Code: (ex: 10859)
Série: (ex: U1060512345)

MERCI D'AVOIR SÉLECTIONNÉ UN
PRODUIT DE QUALITÉ PAR LINCOLN
ELECTRIC.
S'IL VOUS PLAÎT EXAMINER CARTON ET LE
MATÉRIEL POUR LES DOMMAGES IMMÉDIATEMENT
Quand ce matériel est expédié, son titre passe à
l'acheteur dès la réception par le transporteur. Par
conséquent, les réclamations pour matériel endommagé
au cours du transport doivent être faites par l'acheteur
contre la société de transport au moment où l'envoi a été
reçu.
LA SÉCURITÉ DEPEND DE VOUS
Lincoln arc welding and cutting equipment is designed
and built with safety in mind. However, your overall
safety can be increased by proper installation ... and
thoughtful operation on your part
.
NE PAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIEL SANS
AVOIR LU CE MANUEL ET LES MESURES DE SÉCURITÉ QU'IL
CONTIENT
.
Et, par dessus tout, réfléchir avant d'agir et exercer la
plus grande prudence
.
Cette déclaration apparaît lorsque les indications doivent
être suivies avec exactitude afin d’éviter des blessures
graves ou un décès.
Cette déclaration apparaît lorsque les indications doivent
être suivies avec exactitude afin d’éviter des blessures
légères ou des dommages à l’appareil.
TENIR SA TÊTE HORS DES VAPEURS DE SOUDAGE.
NE PAS s’approcher trop près de
l’arc. Utiliser des verres de correction
si besoin est pour rester à une
distance raisonnable de l’arc.
LIRE et respecter la Fiche Technique
Santé - Sécurité (MSDS) et l’étiquette
d’avertissement qui figure sur tous les
conteneurs de matériel de soudage.
UTILISER SUFFISAMMENT DE
VENTILATION ou d’échappement au
niveau de l’arc, ou les deux, pour
maintenir les vapeurs et les gaz hors
de la zone de respiration et de la zone générale de travail.
IDANS UNE GRANDE PIÈCE OU EN EXTÉRIEUR, la ventilation naturelle
peut s’avérer appropriée si on maintient sa tête en dehors des vapeurs
(voir ci-dessous).
UTILISER DES APPELS D’AIR NATURELS ou des ventilateurs pour
éloigner les vapeurs du visage.
Si des symptômes inhabituels apparaissent, prévenir le superviseur.
L’atmosphère de soudage et le système de ventilation ont peut-être
besoin d’une révision.
PORTER DES VERRES DE CORRECTION AINSI QUE DES PROTEC-
TIONS AUDITIVES ET CORPORELLES
SE PROTÉGER les yeux et le visage avec un casque de
soudage adapté comportant une plaque filtre d’un degré
approprié (Voir ANSI Z49.1).
SE PROTÉGER le corps contre les projections de
soudure et les coups d’arc au moyen de vêtements de
protection comprenant des vêtements en laine, un tablier
et des gants ignifuges, des leggings en cuir et des bottes
montantes.
PROTÉGER les autres contre les projections, les coups
d’arc et l’éblouissement à l’aide d’écrans ou de barrières
de protection.
DANS CERTAINS ENDROITS, une protection sonore
peut s’avérer appropriée.
VÉRIFIER que l’équipement de protection soit en bon état.
Porter également EN PERMANENCE des lunettes de
sécurité dans la zone de travail.
SITUATIONS PARTICULIÈRES
NE PAS SOUDER NI COUPER des conteneurs ou des matériaux ayant
préalablement été en contact avec des substances dangereuses à moins
qu’ils n’aient été parfaitement nettoyés. Ceci est extrêmement dangereux..
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées à moins
de prendre des précautions spéciales en matière de ventilation. Elles
peuvent émettre des vapeurs ou des gaz fortement toxiques.
Mesures de sécurité supplémentaires
PROTÉGER les bouteilles de gaz comprimé de la chaleur excessive, des
chocs mécaniques et des arcs ; attacher les bouteilles afin qu’elles ne
puissent pas tomber.
VÉRIFIER que les bouteilles ne soient jamais mises à la terre et qu’elles
ne fassent pas partie d’un circuit électrique.
ÉLIMINER tous les risques d’incendie potentiels de la zone de soudage.
L’ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES DOIT
TOUJOURS ÊTRE PRÊT POUR UN USAGE IMMÉDIAT ET LES
USAGERS DOIVENT SAVOIR COMMENT S’EN SERVIR.
ATTENTION
AVERTISSEMENT

SECTION A:
AVERTISSEMENT
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Moteurs Diesel
Les gaz d’échappement du moteur diesel et certains de leurs consti-
tuants sont connus par l’État de Californie pour provoquer le cancer,
des malformations ou autres dangers pour la reproduction.
Moteurs à essence
Les gaz d’échappement de ce produit contiennent des produits chim-
iques connus par l’État de Californie pour provoquer le cancer, des
malformations et des dangers pour la reproduction
.
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET
PROTÉGER LES AUTRES CONTRE LES BLESSURES GRAVES VOIRE
MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI POR-
TENT UN STIMULATEUR CARDIAQUE DEVRAIENT CONSULTER LEUR
MÉDECIN AVANT D’UTILISER L’APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour
obtenir des renseignements supplémentaires sur la sécurité, on recom-
mande vivement d’acheter un exemplaire de la norme Z49.1, de l’ANSI
auprès de l’American Welding Society, P.O. Box 350140, Miami, Floride
33135 ou la norme CSA W117.2-1974. On peut se procurer un exem-
plaire gratuit du livret «Arc Welding Safety» E205 auprès de la société
Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
S’ASSURER QUE LES ÉTAPES D’INSTALLATION, D’UTILISATION, D’EN-
TRETIEN ET DE RÉPARATION NE SONT CONFIÉES QU’À DES PERSON-
NES QUALIFIÉES.
POUR LES GROUPES
ÉLECTROGÈNES.
1.a. Arrêter le moteur avant de dépanner et
d’entretenir à moins qu’il ne soit nécessaire que le
moteur tourne pour effectuer l’entretien.
1.b. Ne faire fonctionner les moteurs qu’à l’extérieur ou
dans des endroits bien aérés ou encore évacuer
les gaz d’échappement du moteur à l’extérieur.
1.c. Ne pas faire le plein de carburant près d’une
flamme nue, d’un arc de soudage ou si le moteur
tourne. Arrêter le moteur et le laisser refroidir
avant de faire le plein pour empêcher que du
carburant renversé ne se vaporise au contact de
pièces du moteur chaudes et ne s’enflamme. Ne
pas renverser du carburant quand on fait le plein.
Si du carburant s’est renversé, l’essuyer et ne pas remettre le moteur en
marche tant que les vapeurs n’ont pas été éliminées.
1.d.
Les protecteurs, bouchons, panneaux et
dispositifs de sécurité doivent être toujours
en place et en bon état. Tenir les mains, les
cheveux, les vêtements et les outils éloignés
des courroies trapézoïdales, des engrenages,
des ventilateurs et d’autres pièces en
mouvement quand on met en marche, utilise
ou répare le matériel
.
1.e.
Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer l’entretien prescrit.
Ne déposer les protecteurs que quand c’est nécessaire et
les remettre en place quand l’entretien prescrit est terminé.
Toujours agir avec la plus grande prudence quand on
travaille près de pièces en mouvement
.
1.f.
Ne pas mettre les mains près du ventilateur du moteur. Ne
pas appuyer sur la tige de commande des gaz pendant que
le moteur tourne
.
1.g.
Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en
entretenant le groupe électrogène de soudage, de
connecter les fils des bougies, le chapeau de distributeur ou
la magnéto
.
1.h. Pour éviter de s’ébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
DANGEROUS
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles
et des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des
interférences pour les stimulateurs cardiaques, et les
soudeurs qui portent un stimulateur cardiaque devraient
consulter leur médecin avant d’entreprendre le soudage.
2.c. L’exposition aux champs électromagnétiques lors du
soudage peut avoir d’autres effets sur la santé que l’on ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum l’exposition aux champs
électromagnétiques du circuit de soudage:
2.d.1. Regrouper les câbles d’électrode et de retour. Les
fixer si possible avec du ruban adhésif.
2.d.2. Ne jamais entourer le câble électrode autour du
corps.
2.d.3. Ne pas se tenir entre les câbles d’électrode et de
retour. Si le câble d’électrode se trouve à droite, le
câble de retour doit également se trouver à droite.
2.d.4. Connecter le câble de retour à la pièce le plus près
possible de la zone de soudage.
2.d.5. Ne pas travailler juste à côté de la source de courant
de soudage.
3
SÉCURITÉ

LES CHOCS
ÉLECTIQUES PEUVENT
ÊTRE MORTELS.
3.a. Les circuits de l’électrode et de retour
(ou masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces pièces
sous tension les mains nues ou si l’on porte des
vêtements mouillés. Porter des gants isolants secs et
ne comportant pas de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen
d'isolation sec. S'assurer que l'isolation est de
dimensions suffisantes pour couvrir entièrement la
zone de contact physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on
doit effectuer le soudage dans des conditions
dangereuses au point de vue électrique (dans les
endroits humides ou si l'on porte des vêtements
mouillés; sur les constructions métalliques comme
les sols, les grilles ou les échafaudages; dans une
mauvaise position par exemple assis, à genoux ou
couché, s’il y a un risque élevé de contact
inévitable ou accidentel avec la pièce ou la terre)
utiliser le matériel suivant:
• Source de courant (fil) à tension constante c.c.
semi-automatique
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil,
le dévidoir, la tête de soudage, la buse ou le pistolet
de soudage semi-automatique sont également sous
tension.
3.d. Toujours s'assurer que le câble de retour est bien
connecté au métal soudé. Le point de connexion
devrait être le plus près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne
prise de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le
câble de soudage et l'appareil de soudage dans un bon
état de fonctionnement. Remplacer l'isolation
endommagée.
3.g. Ne jamais tremper l'électrode dans l'eau pour la
refroidir.
3.h. Ne jamais toucher simultanément les pièces sous
tension des porte-électrodes connectés à deux
sources de courant de soudage parce que la tension
entre les deux peut correspondre à la tension à vide
totale des deux appareils
.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser
une ceinture de sécurité pour se protéger contre les
chutes en cas de choc.
3.j. Voir également les points 6.c. et 8.
LE RAYONNEMENT DE
L’ARC PEUT BRÛLER.
4.a. Utiliser un masque à serre-tête avec oculaire filtrant adéquat
et protège-oculaire pour se protéger les yeux contre les
étincelles et le rayonnement de l'arc quand on soude ou
quand on observe l'arc de soudage. Le masque à serre-tête
et les oculaires filtrants doivent être conformes aux normes
ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud
.
LES FUMÉES ET LES
GAZ PEUVENT ÊTRE
DANGEREUX.
5.a. Le soudage peut produire des fumées et des gaz
dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz.
Quand on soude, tenir la tête à l'extérieur des fumées. Utiliser un
système de ventilation ou d'évacuation suffisant au niveau de l'arc
pour évacuer les fumées et les gaz de la zone de travail. Quand on
soude avec des électrodes qui nécessitent une ventilation
spéciale comme les électrodes en acier inoxydable ou pour
revêtement dur (voir les directives sur le contenant ou la fiche
signalétique) ou quand on soude de l'acier au plomb ou cadmié
ainsi que d'autres métaux ou revêtements qui produisent des
fumées très toxiques, limiter le plus possible l'exposition et au-
dessous des valeurs limites d'exposition (TLV) en utilisant une
ventilation mécanique ou par aspiration à la source. Dans les
espaces clos ou dans certains cas à l'extérieur, un appareil
respiratoire peut être nécessaire. Des précautions
supplémentaires sont également nécessaires quand on soude
sur l'acier galvanisé..
5. b. Le fonctionnement de lʼappareil de contrôle des vapeurs de soudage
est affecté par plusieurs facteurs y compris lʼutilisation et le
positionnement corrects de lʼappareil, son entretien ainsi que la
procédure de soudage et lʼapplication concernées. Le niveau
dʼexposition aux limites décrites par OSHA PEL et ACGIH TLV pour
les ouvriers doit être vérifié au moment de lʼinstallation et de façon
périodique par la suite afin dʼavoir la certitude quʼil se trouve dans
lʼintervalle en vigueur.
5.c. Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de dégraissage,
de nettoyage ou de pulvérisation. La chaleur et le rayonnement de
l'arc peuvent réagir avec les vapeurs de solvant pour former du
phosgène, gaz très toxique, et d'autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l'arc peuvent
chasser l'air et provoquer des blessures graves voire mortelles.
Toujours utiliser une ventilation suffisante, spécialement dans les
espaces clos pour s'assurer que l'air inhalé ne présente pas de
danger.
5.e. Lire et comprendre les instructions du fabricant pour cet appareil et
le matériel de réserve à utiliser, y compris la fiche de données de
sécurité des matériaux (MSDS) et suivre les pratiques de sécurité de
lʼemployeur. Les fiches MSDS sont disponibles auprès du
distributeur de matériel de soudage ou auprès du fabricant.
5.f.
Voir également le point 1.b
.
4
SÉCURITÉ

LES ÉTINCELLES DE
SOUDAGE PEUVENT
PROVOQUER UN INCENDIE
OU UNE EXPLOSION.
6.a. Enlever les matières inflammables de la zone de
soudage. Si ce n'est pas possible, les recouvrir pour empêcher que
les étincelles de soudage ne les atteignent. Les étincelles et
projections de soudage peuvent facilement s'infiltrer dans les
petites fissures ou ouvertures des zones environnantes. Éviter de
souder près des conduites hydrauliques. On doit toujours avoir un
extincteur à portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de travail, on
doit prendre des précautions spéciales pour éviter les dangers. Se
référer à la “Sécurité pour le Soudage et le Coupage” (ANSI Z49.1)
et les consignes d'utilisation relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de
l'électrode ne touche la pièce ou la terre. Un contact accidentel
peut produire une surchauffe et créer un risque d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des
contenants sans avoir pris les mesures qui s'imposent pour
s'assurer que ces opérations ne produiront pas des vapeurs
inflammables ou toxiques provenant des substances à l'intérieur.
Elles peuvent provoquer une explosion même si elles ont été
«nettoyées». For information, purchase “Recommended Safe
Practices for the Preparation for Welding and Cutting of Containers
and Piping That Have Held Hazardous Substances”, AWS F4.1 from
the American Welding Society (see address above).
6.e. Mettre à l'air libre les pièces moulées creuses ou les contenants
avant de souder, de couper ou de chauffer. Elles peuvent exploser.
6.f. Les étincelles et les projections sont expulsées de l'arc de soudage.
Porter des vêtements de protection exempts d'huile comme des
gants en cuir, une chemise épaisse, un pantalon sans revers, des
chaussures montantes et un casque ou autre pour se protéger les
cheveux. Utiliser des bouche-oreilles quand on soude hors position
ou dans des espaces clos. Toujours porter des lunettes de sécurité
avec écrans latéraux quand on se trouve dans la zone de soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible de la
zone de soudage. Si les câbles de retour sont connectés à la
charpente du bâtiment ou à d'autres endroits éloignés de la zone de
soudage cela augmente le risque que le courant de soudage passe
dans les chaînes de levage, les câbles de grue ou autres circuits
auxiliaires. Cela peut créer un risque d'incendie ou surchauffer les
chaînes de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.
6.I. Lire et appliquer la Norme NFPA 51B “pour la Prévention des
Incendies Pendant le Soudage, le Coupage et d’Autres Travaux
Impliquant de la Chaleur”, disponible auprès de NFPA, 1
Batterymarch Park,PO Box 9101, Quincy, Ma 022690-9101.
6.j. Ne pas utiliser de source de puissance de soudage pour le dégel
des tuyauteries.
LES BOUTEILLES PEUVENT
EXPLOSER SI ELLES SONT
ENDOMMAGÉES.
7.a. N'utiliser que des bouteilles de gaz comprimé
contenant le gaz de protection convenant
pour le procédé utilisé ainsi que des
détendeurs en bon état conçus pour les gaz
et la pression utilisés. Choisir les tuyaux
souples, raccords, etc. en fonction de
l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une chaîne à
un chariot ou à support fixe.
7.c. On doit placer les bouteilles:
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute autre
pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la bouteille
quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours être
en place et serrés à la main sauf quand la bouteille est utilisée
ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz
comprimé, et le matériel associé, ainsi que la publication P-1 de
la CGA “Précautions pour le Maniement en toute Sécurité de
Gaz Comprimés dans des Cylindres », que l'on peut se procurer
auprès de la Compressed Gas Association, 1235 Jefferson
Davis Highway, Arlington, VA22202.
POUR DES APPAREILS À
PUISSANCE ÉLECTIQUE.
8.a.
Couper l'alimentation d'entrée en utilisant le
disjoncteur à la boîte de fusibles avant de
travailler sur le matériel
.
8.b. Installer le matériel conformément au Code Électrique National
des États Unis, à tous les codes locaux et aux recommandations
du fabricant.
8.c. Mettre à la terre le matériel conformément au Code Électrique
National des États Unis et aux recommandations du fabricant.
Visitez le site
http://www.lincolnelectric.com/safety
pour plus dʼinformations en matière de sécurité.
5
SÉCURITÉ
Guide Interactif sur
Internet pour la Sûreté
du Soudage pour les
dispositifs mobiles

vi vi
TABLE DES MATIÈRES
Page
Installation .......................................................................................................Section A
Spécifications Techniques.....................................................................................A-1
Procédés De Soudage, Dimensions Physiques..............................................A-2
Mesures De Sécurité.......................................................................................A-3
Choix Dʼun Emplacement Approprié ...............................................................A-3
Levage ............................................................................................................A-3
Empilage .........................................................................................................A-3
Limites Environnementales .............................................................................A-3
Branchements Dʼentrée Et De Mise À La Terre..............................................A-3
Protection Contre La Haute Fréquence.................................................................A-3
Branchements Dʼentrée ..................................................................................A-4
Branchements Dʼentrée ..................................................................................A-5
Fusible d'entrée et des approvisionnements Considérations de câbles ........A-5
Sélection de la tension d'entrée ......................................................................A-5
Connexions des câbles ...................................................................................A-6
Electrode recommandée et câble de travail pour soudage à l'arc.........................A-7
Lignes directrices de câble de sortie .....................................................................A-7
Diagrammes de connexion Flextec 450 à Dévidoirs..............................A-8 thru A-11
________________________________________________________________________
Fonctionnement
..............................................................................................Section B
Mesures De Sécurité ............................................................................................B-1
Symboles Graphiques
.......................................................................................B-1, B-2
Description Du Produit ..........................................................................................B-2
Facteur De Marche................................................................................................B-2
Fonctionnalités De Conception..............................................................................B-2
Procédés Et Équipement Recommandés
....................................................................B-3
Contrôles De Lʼavant De La Console
..........................................................................B-4
Séquence Dʼallumage............................................................................................B-5
Contrôles De Lʼarrière De La Console.................................................................................
B-5
Procédures De Soudage Communes
,
Contrôle De Soudage Et Écran Dʼaffichage
..............B-5, à B-8
_______________________________________________________________________
Accessoires
.....................................................................................................Section C
Options / Accessoires............................................................................................C-1
________________________________________________________________________
Entretien
...........................................................................................................Section D
Mesures de Sécurité..............................................................................................D-1
Inspection Visuelle.................................................................................................D-1
Entretien De Routine .............................................................................................D-1
Entretien Périodique..............................................................................................D-1
________________________________________________________________________
Section E .......................................................................................................Dépannage
Mesures de Sécurité..............................................................................................E-1
Comment Utiliser Le Guide De Dépannage ..........................................................E-1
Guide De Dépannage............................................................................................E-2
Codes dʼErreurs.......................................................................................E-3j(
________________________________________________________________________
Diagramme De Câblage et Sch
é
ma Dimensionnel .........................................Section F
________________________________________________________________________
Liste du Pieces ................................................................................P-6523 Series
________________________________________________________________________

FLEXTEC™ 450
A-1
INSTALLATION
A-1
SPÉCIFICATIONS TECHNIQUES -
FLEXTEC™ 450
SORTIE NOMINALE
SOURCE DʼALIMENTATION – TENSION ET COURANT DʼENTRÉE
Modèle
K2882-1
Facteur de
Marche
60% nominal
100% nominal
Volts à Ampérage Nominal
36.5V
34V
28V
26V
38V
36V
36.5V
34V
36.5V
34V
Ampérage
450
400
450
400
450
400
450
400
450
400
Facteur de Marche
60%
100%
60%
100%
60%
100%
60%
100%
60%
100%
Procédé
GMAW (TC)
GTAW (CC)
SMAW (CC)
FCAW-GS (TC)
FCAW-SS (TC)
Ampérage
dʼEntrée
37 / 27 / 22
29 / 21 / 17
Puissance au
Régime de Ralenti
72 Watts
max.
(Ventilateur allumé)
Facteur de
Puissance @
Sortie Nominale
95%
Tension dʼEntrée ± 10%
380 / 460 / 575 / 3 / 50 / 60
(1)
Tailles de cordons et de fusibles sur la base du Code Électrique National Américain et sortie maximum pour 40
o
C (104
o
F) de température ambiante.
(2)
Also called “inverse time” or “thermal/magnetic” circuit breakers; circuit breakers that have a delay in tripping action that decreases as the
magnitude of current increases.
(3)
Cordon de Type SD ou similaire à 30
o
C de température ambiante.
TENSION
50/60Hz
380/3/50
460/3/60
575/3/60
Ampérage
dʼEntrée
Maximum
42 A
30 A
25 A
Tailles de Cordons
Tailles AWG (mm)
(3)
8(10)
8(10)
10(6)
Taille de Fusible
(Super Lag) ou de
Disjoncteur
(2)
50
45
35
CONDUCTEUR À
TERRE EN CUIVRE
AWG (mm
2
)
10 (6)
10 (6)
12 (4)
Fil en Cuivre de Type
75
o
C dans Conduit
AWG (mm
2
)
8 (10)
10 (6)
12 (4)
TAILLES DE FILS DʼENTRÉE ET DE FUSIBLES RECOMMANDÉES
(1)

A-2
INSTALLATION
FLEXTEC™ 450
A-2
DIMENSIONS PHYSIQUES
INTERVALLES DE TEMPÉRATURES
HAUTEUR
18,80in (478mm)
MODÈLE
K2882-1
LARGEUR
14,14in (359mm)
PROFONDEUR
26,66in (677mm)
POIDS
125lbs (56,6kg)*
INTERVALLE DE TEMPÉRATURE DE FONCTIONNEMENT
Environnement Rigoureux : 14°F à 131°F (-10°C à 55°C
**
)
INTERVALLE DE TEMPÉRATURE DʼENTREPOSAGE
Environnement Rigoureux : -40°F à 185°F (-40°C à 85°C)
PROCÉDÉ
GMAW (TC)
GTAW (CC)
SMAW (CC)
FCAW-GS (TC)
FCAW-SS (TC)
REGISTRE DE SORTIE (AMPÈRES)
40-500
10-500
15-500
40-500
40-500
TCO (Uo)
60
24
60
60
60
PROCÉDÉS DE SOUDAGE
IP23 155ºF Catégorie dʼIsolation
* Le poids ne comprend pas le cordon dʼentrée.
** Sortie diminuée à des températures supérieures à 40°C.

A-3
INSTALLATION
A-3
VRD™
(DISPOSITIF DE RÉDUCTION VOLTAGE)
(Pour le code 11941 seulement)
La fonction VRD ™ offre une sécurité supplémentaire dans le mode CC-
Stick. Le VRD ™ réduit l'OCV (Open Circuit Voltage) aux bornes de sortie
de soudage sans soudure à moins de 35VDC pic.
Le VRD ™ exige que les connexions des câbles de soudage être main-
tenus en bon état électrique en raison de mauvaises connexions vont
contribuer à une mauvaise départ. Avoir de bonnes connexions élec-
triques limite également la possibilité d'autres problèmes de sécurité
tels que les dommages générés par la chaleur, des brûlures et des
incendies.
La machine est livrée avec VRD ™ "Disabled". La fonction VRD ™ peut
être activée ou désactivée via les commutateurs DIP sur le PC de com-
mande conseil d'administration. Réglage des commutateurs DIP va vari-
er en fonction de la tension d'entrée.
Le panneau de commande et les commutateurs DIP peuvent être acces-
sibles en retirant le dessus du boîtier et le côté comme indiqué dans la
section chiffre d'opération B.3.
CHOIX D’UN EMPLACEMENT APPROPRIÉ
EMPLACEMENT ET VENTILATION POUR LE REFROIDISSEMENT
Placer la soudeuse là où l’air de refroidissement propre peut cir-
culer librement vers l’intérieur par les évents arrière et vers l’ex-
térieur par les parois latérales de la console. La saleté, la pous-
sière ou tout corps étranger pouvant être attiré dans la soudeuse
doivent être réduits au minimum. Si ces précautions ne sont pas
respectées, il peut en résulter des températures de fonction-
nement excessives et des interruptions gênantes.
LEVAGE
Les deux poignées de levage doivent être utilisée pour soulever
la Flextec™ 450. Pour utiliser une grue ou un dispositif surélevé,
une courroie de levage doit être raccordée aux deux poignées.
Ne pas essayer de soulever la Flextec™ 450 si des accessoires
y sont fixés.
MESURES DE SÉCURITÉ
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
SEUL LE PERSONNEL QUALIFIÉ DOIT RÉALISER
CETTE INSTALLATION.
• COUPER LA PUISSANCE D’ENTRÉE AU NIVEAU
DE L’INTERRUPTEUR DE DÉCONNEXION OU DE LA BOÎTE À
FUSIBLES AVANT DE TRAVAILLER SUR CET APAREIL. COUPER
LA PUISSANCE D’ENTRÉE VERS TOUT AUTRE APPAREIL
BRANCHÉ SUR LE SYSTÈME DE SOUDAGE AU NIVEAU DE L’IN-
TERRUPTEUR DE DÉCONNEXION OU DE LA BOÎTE À FUSIBLES
AVANT DE TRAVAILLER SUR L’APPAREIL.
• NE PAS TOUCHER LES PIÈCES SOUS TENSION ÉLECTRIQUE.
• TOUJOURS BRANCHER L’ERGOT DE MISE À LA TERRE DE LA
FLEXTEC 450™ (SITUÉ À L’INTÉRIEUR DE LA PORTE D’ACCÈS
D’ENTRÉE DE RECONNEXION) SUR UNE PRISE DE TERRE
APPROPRIÉE ET SÛRE.
----------------------------------------------------------------------
AVERTISSEMENT
FLEXTEC™ 450
EMPILAGE
La Flextec™ 450 ne peut pas être empilée.
LIMITES ENVIRONNEMENTALES
La Flextec™ 450 a un indice de protection nominal
IP23 pour une utilisation en extérieur. La Flextec™
450 ne doit pas être exposée aux chutes dʼeau pen-
dant son utilisation et aucune de ses pièces ne doit
être submergée dans lʼeau. Ceci pourrait provoquer
un fonctionnement inapproprié et présenter un risque
pour la sécurité. La meilleure pratique est de main-
tenir la machine dans un endroit sec et abrité.
Ne pas monter la Flextec™ 450 sur des surfaces
combustibles. Lorsquʼune surface combustible se
trouve directement sous un appareil électrique
stationnaire ou fixe, cette surface doit être recou-
verte dʼune plaque en acier dʼau moins 0,060" (1,6
mm) dʼépaisseur qui ne doit pas dépasser de plus
de 5,90" (150 mm) sur tous les côtés de lʼappareil.
-----------------------------------------------------------------------
BRANCHEMENTS DʼENTRÉE ET DE MISE
À LA TERRE
MISE À LA TERRE DE LA MACHINE
Le châssis de la soudeuse doit être mis à la
terre. Une terminale de terre portant ce sym-
bole se trouve dans la zone de branche-
ments de reconnexion / dʼentrée à cette fin. Voir les
codes électriques nationaux et locaux pour connaître
les méthodes de mise à la terre appropriées.
PROTECTION CONTRE LA HAUTE
FRÉQUENCE
Placer la Flextec™ 450 loin des machines contrôlées
par fréquence radio. Le fonctionnement normal de la
Flextec™ peut affecter de façon sévère le fonction-
nement des appareils contrôlés par FR, ce qui pour-
rait causer des blessures ou endommager lʼappareil.
ATTENTION
AMPS
340
375
400
450
VOLTS
34VDC
35VDC
36VDC
38VDC
TEMPÉRATURES
55°C
FACTEUR DE
MARCHE
100%
60%
40%
20%
FONCTIONNEMENT À TEMPÉRATURE ÉLEVÉE
SORTIES NOMINALES DE LA SOUDEUSE
À TEMPÉRATURES ÉLEVÉES DE 55
o
C

A-4
INSTALLATION
A-4
CHOIX DE LA TENSION DʼENTRÉE
Pour les codes 11941 et au-dessous
Les soudeuses sont livrées avec les branchements effec-
tués pour une tension dʼentrée de 460 Volts. Pour modifier
ce branchement sur une tension dʼentrée différente, voir le
diagramme situé sur le panneau intérieur dans la zone de
branchements dʼentrée / de reconnexion, également illus-
trée ci-dessous. Si le fil Auxiliaire (indiqué en tant que « A
») est placé en mauvaise position et si la puissance est
appliquée à la machine, celle-ci se protège et affiche un
message dʼerreur :
• « Err » « 058 » apparaît sur lʼécran dʼaffichage.
• Le tableau de contrôle et le tableau de commutation font
clignoter lʼerreur 58 sur leurs leds de situation.
• La sortie de soudage est éteinte et le tableau de contrôle
se force `passer en état de ralenti.
• Il faudra éliminer le mauvais branchement de la machine
avant que celle-ci puisse reprendre.
LES CHOCS ÉLECTRIQUES peuvent
être mortels.
SEUL UN ÉLECTRICIEN QUALIFIÉ
DOIT BRANCHER LES FILS DʼENTRÉE
SUR LA FLEXTEC™ 450. LES BRANCHEMENTS
DOIVENT ÊTRE EFFECTUÉS CONFORMÉMENT À
TOUS LES CODES ÉLECTRIQUES LOCAUX ET
NATIONAUX ET AU DIAGRAMME DE BRANCHE-
MENTS SITUÉ À LʼINTÉRIEUR DE LA PORTE
DʼACCÈS DE RECONNEXION / ENTRÉE DE LA
MACHINE. DANS LE CAS CONTRAIRE, IL POUR-
RAIT EN RÉSULTER DES BLESSURES ET MÊME
LA MORT.
----------------------------------------------------------------------
AVERTISSEMENT
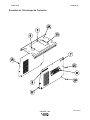
BRANCHEMENTS DʼENTRÉE
(Voir la Figure A.1)
Utiliser une ligne dʼalimentation triphasée. Un orifice
dʼaccès de 1,40 pouce (36 mm) de diamètre se trouve
sur lʼarrière de la console. Brancher L1, L2, L3 et la
masse conformément au Diagramme de
Branchements de lʼAlimentation dʼEntrée sur lʼéti-
quette autocollante se trouvant sur le panneau hori-
zontal interne.
Pour accéder aux blocs de branchements de lʼalimen-
tation de reconnexion / dʼentrée, retirer les 8 vis qui
maintiennent le haut de la console de la soudeuse
puis retirer le haut de la console.
FLEXTEC™ 450
PLAQUE À BORNES DE RECONNEXION
• Reconnecte les transformateurs auxiliaires
pour les tensions d’entrée appropriées
PLAQUE À BORNES D’ALIMENTATION
• Le cordon / câble de ligne se fixe ici.
•
Une borne de masse portant le symbole illustré
est fourni séparément de cette plaque pour brancher
fil de terre du cordon de ligne. (Voir les codes électriques
locaux et nationaux pour les méthodes appropriées de
mise à la terre
ORIFICE D’ACCÈS À L’ALIMENTATION
• Acheminer le câble de puissance d’entrée au travers de cet orifice
PLAQUE À BORNES DE RECONNEXION
BRANCHER LE FIL « A » SUR
LA TERMINALE DE TENSION
D’ENTRÉE SOUHAITÉE
PROCÉDURE DE RECONNEXION
FIGURE A-1

A-5
INSTALLATION
FLEXTEC™ 450
A-5
CONNEXION D'ENTRÉE
(Voir Figure A.1a)
Pour les codes 12038 et au-dessus
Utilisation d'une ligne d'alimentation triphasée. A 1,40
pouce (36 mm) de trous d'accès de diamètre pour l'al-
imentation d'entrée est située sur le dos du boîtier.
Connectez L1, L2, L3 et terre selon la Supply connex-
ion décalque Schéma d'entrée situé sur le panneau
horizontal interne.
Pour accéder aux blocs de connexion d'alimentation
d'entrée en intrants, retirer les 8 vis qui fixent le boîtier
supérieur de la soudeuse et retirer le dessus du boîti-
er.
FUSIBLE D'ENTRÉE ET CONSIDÉRA-
TIONS DE CÂBLES D'ALIMENTATION
Référer la spécification dans la présente section d'in-
stallation des fusible recommandé tailles de fil et le
type de fils de cuivre. Fusible du circuit d'entrée avec
fusible temporisé ultra recommandé ou disjoncteurs
de type de retard (aussi appelé «retard inverse» ou
disjoncteurs thermiques "/ magnétique"). Choisir d'en-
trée et la taille du fil de à la terre selon les codes élec-
triques locaux ou nationaux. En utilisant des tailles de
fil d'entrée, des fusibles ou des disjoncteurs plus
petits que ceux recommandés peut entraîner "nui-
sance" shut-off de les courants d'appel de soudeur,
même si la machine n'est pas utilisée des courants
élevés.
APPAREIL D'ALIMENTATION BORNIER
• Cordon de ligne / Câble attache une ici.
• Une borne de terre portant le symbole ci-
est prévue séparée de ce bloc pour la connexion au sol
conduire du cordon d'alimentation. (Consultez votre local
et national de l'électricité codes pour les méthodes
de mise à la terre.)
RECONNECT BORNIER
• Rebranchez le transformateur auxiliaire
pour la tension d'alimentation
correspondant.
Arrière de la Machine
APPAREIL D'ALIMENTATION trou d'accès
• câble d'alimentation d'entrée de la Route dans ce trou.
U V W
L1 L2 L3
FIGURE A.1a
SÉLECTION DE LA TENSION D'ENTRÉE
Pour les codes 12038 et au-dessus
Les soudeurs sont expédiés relié pour 460 la tension
d'entrée Volt. Pour se déplacer cette connexion en
une tension d'entrée différente, rebranchez le câble
auxiliaire (indiqué comme 'A') située à l'arrière de la
machine pour le réceptacle approprié comme le mon-
tre la figure A.1a. Si le câble auxiliaire (indiqué
comme 'A') est placé dans une mauvaise position et
la puissance est appliquée à la machine, la machine
se protéger et d'afficher un message d'erreur:
• "Err" "713" ou "714" sera affiché sur l'écran.
• La carte de commande et de cartes de commutation
de clignotent sur l'erreur "713" ou "714" sur leurs
voyants d'état.
• La sortie de soudure sera éteint et la carte de con-
trôle va se forcer dans un état inactif.
• La machine devra avoir la condition de misconnect
retiré avant qu'il va récupérer.

A-6
INSTALLATION
A-6
FLEXTEC™ 450
Goupille
A
B
C
D
E
F
Câblage
77 Potentiomètre à distance, 5K
76 Potentiomètre à distance, balai
75 Potentiomètre à distance, commun
Gâchette, commune
Gâchette, entrée
Masse
BRANCHEMENT DU CÂBLE
Voir la FIGURE A.2 pour repérer les connecteurs à 6 goupilles et
à 14 goupilles sur lʼavant de la FLEXTEC™ 450.
FIGURE A.2
Fonction
Connecteur à 6
goupilles pour
télécommande
ou Amptrol
manuelle / à
pédale.
A
E
C
F
B
D
CONNECTEUR À 6 GOUPILLES POUR TÉLÉCOMMANDE
Goupille
A
B
C
D
E
F
G
H
I
J
K
L
M
N
Câblage
Masse
Gâchette, commune
Gâchette, entrée
77 Potentiomètre à distance, 5K
76 Potentiomètre à distance, balai
75 Potentiomètre à distance, commun
Détection de Tension (21)
Moteur (42 VAC)
Moteur (42 VAC)
Fonction
Connecteur
à 14
goupilles
pour la con-
nectivité du
chargeur de
fil.
G
F
E
M
N
D
B
A
J
I
L
K
C
H
CONNECTEUR À 14 GOUPILLES POUR CHARGEUR DE FIL
CONNECTEUR À 14 GOUPILLES
POUR CHARGEUR DE FIL
CONNECTEUR À 6 GOUPILLES
POUR TÉLÉCOMMANDE

A-7
INSTALLATION
FLEXTEC™ 450
A-7
TAILLES DʼÉLECTRODE ET DE FIL DE
TRAVAIL RECOMMANDÉES POUR LE
SOUDAGE À LʼARC
Principes Généraux
Brancher les câbles dʼélectrode et de travail entre les
bornes de sortie appropriées de la Flextec™ 450
selon les principes suivants :
• La plupart des applications de soudage fonctionnent
avec lʼélectrode positive (+). Pour ces applications,
brancher le câble dʼélectrode entre la plaque dʼali-
mentation du galet dʼentraînement et la borne de
sortie positive (+) sur la source dʼalimentation.
Brancher un fil de travail depuis la borne de sortie
négative (-) de la source dʼalimentation jusquʼà la
pièce à souder.
• Lorsque la polarité négative de lʼélectrode est
nécessaire, comme pour certaines applications
Innershield, inverser les branchements de sortie sur
la source dʼalimentation (câble dʼélectrode sur la
borne négative (-), et câble de travail sur la borne
positive (+)).
Les recommandations suivantes sʼappliquent à toutes
les polarités de sortie et à tous les modes de
soudage:
• Sélectionner des câbles de la taille appropriée
selon le « Guide de Câble de Sortie » (Voir le
Tableau A.1). Les chutes de tension excessives
causées par des câbles de soudage trop petits et de
mauvais branchements donnent souvent des
soudures insatisfaisantes. Toujours utiliser les
câbles de soudage (électrode et travail) de la plus
grande taille qui est pratique et vérifier que tous les
branchements soient propres et serrés.
Note: Une chaleur excessive dans le circuit de soudage
indique des câbles trop petits et/ou de mauvais branche-
ments.
• Acheminer tous les câbles directement vers la pièce à
souder et le chargeur de fil, en évitant les longueurs
excessives et sans enrouler lʼexcédent de câble.
Acheminer les câbles de travail et dʼélectrode très près lʼun
de lʼautre afin de minimiser le bouclage et par conséquent
lʼinductance du circuit de soudage.
• Toujours souder dans la direction sʼéloignant du
branchement de la pièce (masse)
BRANCHEMENTS DU CÂBLE DE CONTRÔLE
Principes Généraux
Les câbles de contrôle originaux de chez Lincoln doivent tou-
jours être utilisés (sauf lorsque spécifié différemment). Les
câbles Lincoln sont conçus spécifiquement pour répondre
aux besoins en communication et en énergie de la Flextec™
450. La plupart dʼentre eux sont conçus pour être raccordés
bout à bout pour faciliter les rallonges. En général, il est
recommandé que la longueur totale de ces rallonges ne
dépasse pas 100 pieds (30,5 m). Lʼutilisation de câbles hors-
normes, en particulier sur des longueurs supérieures à 25
pieds, peut mener à des problèmes de communication (inter-
ruptions du système), une faible accélération du moteur
(mauvais démarrage dʼarc) et peu de force de traction du fil
(problèmes dʼalimentation du fil). Toujours utiliser la longueur
de câble de contrôle la plus courte possible et NE PAS
enrouler lʼexcédent de câble.
Concernant lʼemplacement du câble, les résultats sont
meilleurs lorsque les câbles de contrôle sont acheminés
séparément des câbles de soudage. Ceci minimise la possi-
bilité dʼinterférence entre les courants élevés qui circulent au
travers des câbles de soudage et les signaux de faible niveau
dans les câbles de contrôle.
**
Les valeurs du tableau correspondent au fonctionnement à des températures ambiantes de 104
o
F (40
o
C) et inférieures. Les applications au-dessus de 104
o
F (40
o
C)
peuvent requérir des câbles plus grands que ceux qui sont recommandés ou des câbles ayant une température nominale supérieure à 167
o
F (75
o
C).
GUIDE DES CÂBLES DE SORTIE
TAILLES DE CÂBLES POUR LONGUEURS COMBINÉES DE CÂBLES DʼÉLECTRODE ET DE TRAVAIL (CUIV-
RE RECOUVERT DE CAOUTCHOUC – TEMPÉRATURE NOMINALE DE 167
o
F ou 75
o
C)**
AMPERES
200
200
250
250
250
250
300
300
350
400
400
500
POURCENTAGE
FACTEUR DE
MARCHE
60
100
30
40
60
100
60
100
40
60
100
60
0 à 50Ft.
(0 à15m)
2
2
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
50 à 100Ft.
(15 à 30m)
2
2
3
2
1
1
1
2/0
1/0
2/0
3/0
2/0
100 à 150 Ft.
(30 à 46m)
2
2
2
1
1
1
1
2/0
2/0
2/0
3/0
3/0
150 à 200 Ft.
(46 à 61m)
1
1
1
1
1
1
1/0
2/0
2/0
3/0
3/0
3/0
200 à 250 Ft.
(61 à 76m)
1/0
1/0
1/0
1/0
1/0
1/0
2/0
3/0
3/0
4/0
4/0
4/0
TABLEAU A.1

A-8
INSTALLATION
FLEXTEC™ 450
A-8
DE LIAISON LF-72 et FL-74 AU FLEXTEC ™ 450
Réglage de la commande
14-PIN CABLE DE COMMANDE K1797-XX
DÉVIDOIR
ELECTRODE
FLEXTEC™-450
TRAVAIL
LF-72
LF-74
MODE DE SOUDURE
SOUDURE TERMINAUX
À DISTANCE / LOCAL
POLARITÉ DE VOLTMETER
CV, CV-INNERSHIELD
VIDE
LOCAL
(Distance Si K2329-1 installé)
PROCESSUS DÉPENDANT

A-9
INSTALLATION
FLEXTEC™ 450
A-9
LN-10, DH-10 COMMUTATEUR DE
COMMANDE DE L'INSTALLATION
Configuration initiale de la LN-10, DH-10 de contrôle
pour les composants du système utilisé et des
préférences des opérateurs généraux est effectuée à
l'aide d'une paire de DIP 8 broches interrupteurs
situés à l'intérieur de l', boîte de contrôle LN-10 DH-
10.
Configurer mes DIP accès Commutateur
1) Couper l'alimentation d'entrée de la LN-10, DH-10
de contrôle par la mise hors tension à la source de
courant de soudage, il est connecté.
2) Retirez les deux vis au sommet de la LN-10, DH-10
porte de la boîte de commande et pivoter la porte
en baisse pour l'ouvrir.
3) Repérez les deux commutateurs DIP 8 broches,
près de l'angle supérieur gauche de la LN-10 DH-
10 Contrôle PC conseil, étiquetés S1 et S2.
4) Les réglages des commutateurs ne sont que pro-
grammés pendant l'entrée restauration mise sous
tension.
Réglage des Interrupteur DIP
Les interrupteurs DIP soient chacune étiquetés avec
une flèche sur "ON" montrant la direction de suite
pour chacune des 8 interrupteurs individuels dans
chaque interrupteur DIP (S1 et S2). Des fonctions de
ces interrupteurs sont aussi étiquetés tant que jeu
décrit ci-dessous:
Source d'alimentation
Source d'alimentation
S1
ON
S1
12345678
TÊTE
S1
ON
S1
12 3456 78
DE LIAISON LN-10 et DH-10 AU FLEXTEC ™ 450
LE RÉGLAGE DU CONTRÔLE
14-PIN CABLE DE COMMANDE K1501-XX
ELECTRODE
FLEXTEC™-450
DÉVIDOIR
LN-10
DH-10
TRAVAIL
MODE DE SOUDURE
SOUDURE TERMINAUX
À DISTANCE / LOCAL
POLARITÉ DE VOLTMETER
CV, CV-INNERSHIELD
VIDE
À DISTANCE
PROCESSUS DÉPENDANT

A-10
INSTALLATION
FLEXTEC™ 450
A-10
DE LIAISON LN-15(K1870-1) TO THE FLEXTEC™ 450
ELECTRODE
FLEXTEC™-450
LN-15
(K1871-1)
ELECTRODE
FLEXTEC™-450
AGRAFE TRAVAILLER
LN-15
(K1870-1)
14-PIN CABLE DE COMMANDE K1819-XX
DÉVIDOIR
DÉVIDOIR
TRAVAIL
TRAVAIL
LE RÉGLAGE DU CONTRÔLE
MODE DE SOUDURE
SOUDURE TERMINAUX
À DISTANCE / LOCAL
POLARITÉ DE VOLTMETER
CV, CV-INNERSHIELD
VIDE
À DISTANCE
PROCESSUS DÉPENDANT
LE RÉGLAGE DU CONTRÔLE
MODE DE SOUDURE
SOUDURE TERMINAUX
À DISTANCE / LOCAL
POLARITÉ DE VOLTMETER
CV, CV-INNERSHIELD
VIDE
À DISTANCE
PROCESSUS DÉPENDANT
DE LIAISON LN-15(K1871-1) TO THE FLEXTEC™ 450

A-11
INSTALLATION
FLEXTEC™ 450
A-11
DE LIAISON LN-25 PRO ET LN-25 TUYAU À LA FLEXTEC ™ 450
ELECTRODE
FLEXTEC™-450
LN-25 PRO
LN-25 PIPE
WORK CLIP
ELECTRODE
FLEXTEC™-450
*LN-25 PRO
DUAL POWER
CABLE DE COMMANDE K1819-XX
AGRAFE TRAVAIL
L
DÉVIDOIR
DÉVIDOIR
TRAVAIL
TRAVAIL
LE RÉGLAGE DU CONTRÔLE
MODE DE SOUDURE
SOUDURE TERMINAUX
À DISTANCE / LOCAL
POLARITÉ DE VOLTMETER
CV, CV-INNERSHIELD
VIDE
LOCAL
PROCESSUS DÉPENDANT
LE RÉGLAGE DU CONTRÔLE
MODE DE SOUDURE
SOUDURE TERMINAUX
À DISTANCE / LOCAL
POLARITÉ DE VOLTMETER
CV, CV-INNERSHIELD
VIDE
À DISTANCE
PROCESSUS DÉPENDANT
DE LIAISON LN-25 PRO DOUBLE PUISSANCE À LA FLEXTEC ™ 450
* CONTROL CÂBLE le montage montré. RÉFÉRER À LN-25 PRO SCHÉMA DES BRANCHEMENTS Si vous
configurez "SSMAEC LA-ARC”-nourricier .

B-1
FONCTIONNEMENT
FLEXTEC™ 450
B-1
MESURES DE SÉCURITÉ
Lire cette section de fonctionnement dans sa
totalité avant de faire fonctionner lʼappareil.
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• A moins quʼon utilise la fonctionnalité dʼal-
imentation à froid, lorsquʼon alimente avec
la gâchette du pistolet lʼélectrode et le
mécanisme de traction sont toujours sous
énergie électrique et ils peuvent le rester
pendant plusieurs secondes après que le
soudage ait cessé.
• Ne pas toucher les pièces sous tension électrique ou
lʼélectrode les mains nues ou si lʼon porte des vête-
ments humides.
• Sʼisoler du travail et du sol.
• Toujours porter des gants isolants secs.
LES FUMÉES ET LES GAZ peuvent
être dangereux pour la santé.
• Maintenir la tête hors des fumées.
• Utiliser un système de ventilation ou
dʼéchappement pour éliminer les
vapeurs de la zone de respiration.
LES ÉTINCELLES DE SOUDAGE peuvent
causer des incendies ou des explosions.
• Ne pas souder près de matériaux
inflammables.
• Ne pas souder sur des récipients
ayant contenu du combustible.
LES RAYONS DES ARCS peuvent causer
des blessures aux yeux et brûler la peau.
• Porter des protections pour les yeux,
les oreilles et le corps.
Respecter les instructions supplémentaires détail-
lées au début de ce manuel.
AVERTISSEMENT
PUISSANCE
DʼENTRÉE
MARCHE
ARRÊT
TEMPÉRATURE
ÉLEVÉE
DISJONCTEUR
CHARGEUR DE FIL
SORTIE POSITIVE
SORTIE NÉGATIVE
ONDULEUR
TRIPHASÉ
PUISSANCE
DʼENTRÉE
TRIPHASÉ
COURANT CONTINU
SYMBOLES GRAPHIQUES APPA-
RAISSANT SUR CETTE MACHINE
OU DANS CE MANUEL

B-2
FONCTIONNEMENT
B-2
FLEXTEC™ 450
DESCRIPTION DU PRODUIT
La Flextec™ 450 est un onduleur CC/TC c.c. à procédés
multiples avec un régime nominal de 450 amps, 38 volts à
un facteur de marche de 60%. La Flextec a été conçue
aussi bien pour le fonctionnement en usine que sur le ter-
rain. Elle se trouve dans une console compacte et robuste
conçue pour la portabilité et lʼutilisation en extérieur avec un
indice de protection environnemental nominal IP23.
Lʼinterface usager de la Flextec™ 450 est simple et intuitive.
Les modes de soudage sont sélectionnés au moyen dʼun
interrupteur de sélection à 4 positions. Les Volts et les
Amps sont affichés sur un écran à LEDs facile à voir, et les
ampères et les volts sont réglés par un grand bouton de
contrôle de sortie. Un commutateur de sélection de démar-
rage à chaud et un bouton de contrôle dʼarc permettent un
réglage plus précis de lʼarc de soudage. La Flextec™ 450
fonctionne avec une puissance de 380V, 460V, ou 575V 50
Hz ou 60 Hz.
FACTEUR DE MARCHE
La Flextec™ 450 est capable de souder à un facteur de
marche de 100% (soudage continu) à une sortie nominale
de 400 amps. Le facteur de marche de 60% à 450 amps se
calcule sur la base dʼun cycle de 10 minutes – 6 minutes
allumée et 4 minutes éteinte. La sortie maximum de la
machine est de 500 amps.
La Flextec™ 450 est aussi appropriée pour fonctionner
dans un climat de désert, à des températures de fonction-
nement élevées, dans un environnement de 55
o
C (131
o
F).
La sortie de la machine est réduite pour cette application.
FONCTIONNALITÉS DE CONCEPTION
• Conception très résistante pour utilisation en extérieur
(IP23 indice nominal).
• Correction du Facteur de Puissance Passif – la fiabilité
donne 95% de facteur de puissance pour des coûts
dʼinstallation plus faibles.
• Efficacité nominale de 89% - réduit les coûts de lʼélec-
tricité à usage utilitaire.
• Interface usager simple – conçue en pensant à
lʼopérateur. La mise au point de la soudure est à
quelques clicks et même le soudeur le plus novice
peut être tranquille dʼavoir bien fait sa mise au point.
• F.A.N. (Ventilateur en Fonction des Besoins). Le venti-
lateur de refroidissement lorsque la sortie se trouve
sous énergie et pendant une période de refroidisse-
ment de 5 minutes après que la sortie ait été inhabil-
itée.
• Protection thermique effectuée par des thermostats
avec un indicateur thermique à LEDs.
• Codes dʼErreurs affichés sur un écran de LEDs pour
faciliter le dépannage.
• Protection contre la surintensité électronique.
• Protection contre les mauvais branchements de la ten-
sion dʼentrée.
• Fonctionne avec un traitement de signal digital et un
micro-processeur.
TENSION DE CIR-
CUIT OUVERT
TENSION DʼENTRÉE
TENSION DE SORTIE
COURANT DʼENTRÉE
COURANT
DE SORTIE
MASSE DE
PROTECTION
AVERTISSEMENT OU
MESURES DE SÉCURITÉ
Explosion
Tension Dangereuse
Risque
dʼélectrocution
SYMBOLES GRAPHIQUES APPA-
RAISSANT SUR CETTE MACHINE
OU DANS CE MANUEL
U
0
U
1
U
2
I
1
I
2

B-3
FONCTIONNEMENT
B-3
PROCÉDÉS ET ÉQUIPEMENT
RECOMMANDÉS
PROCÉDÉS RECOMMANDÉS
La Flextec™ 450 a été conçue pour les procédés de
soudage CC-SMAE, CC-GTAW (TIG surélevé), TC-
GMAW, TC-FCAW-SS et TC-FCAW-GS. Le procédé
CAG (gougeage à lʼarc) est également supporté
.
LIMITES DU PROCÉDÉ
La Flextec™ 450 nʼest appropriée que pour les
procédés cités.
LIMITES DE LʼAPPAREIL
Lʼintervalle de la température de fonctionnement va
de -10
o
C à +55
o
C.
Diminution de la sortie à des températures
supérieures à 40
o
C.
FLEXTEC™ 450
Note: La Flextec™ 450 nʼ st pas compatible avec les
Chargeurs de Fil de 115V.
K2882-1
K2327-5
K2149-1
K1842-10
3100211
Flextec™ 450
LF-72 Modèle à Banc
Paquet de Fil de Travail
Câble de Puissance de Soudage 10 Ft.
Régulateur Harris et Tuyau à Gaz
Paquet de Base
K857
K857-1
K870
K963-3
Contrôle de Sortie à Distance 25 Ft.
Contrôle de Sortie à Distance 100 Ft.
Amptrol à Pédale
Amptrol Manuelle
Kits en Option Communs
Tous les
Modèles
LF-72
LF-74
LN-10
DH-10
LN-25 Pro
Chargeurs de Fil Compatibles
PAQUETS DʼÉQUIPEMENTS COMMUNS
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72








































































Lincoln Electric FLEXTEC 450 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric Flextec 650 Mode d'emploi
-
-
-
-
-
Lincoln Electric LN-25 Pro Mode d'emploi
-
-
-
Lincoln Electric Power Wave S350 Mode d'emploi
-
Lincoln Electric Vantage 300 Mode d'emploi