La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

para cortar. El gas combustible y el oxígeno se combinan en la cabeza del soplete y arden en la boquilla del soplete
a una temperatura de llama de 2200° - 3300° C. Estas son las llamas de precalentamiento. El agujero central de
la boquilla para cortar es para el oxígeno puro, que fluye para cortar el acero después de que el metal se calienta
lo suficiente.
Nota: Las puntas de corte se encuentran disponibles en una variedad de estilos y un amplio rango de tamaños.
El tamaño apropiado se determinará según el espesor del material a cortar. Consulte el catálogo actual de pro-
ductos, el cuadro de puntas o nuestro sitio web www.harrisproductsgroup.com para obtener una lista completa
de tamaños y ajustes de presión.
El corte
1. Asegúrese de que la boquilla adecuada esté fija con firmeza en la cabeza del soplete.
2. Ajuste las presiones adecuadas en los reguladores.
3. Procedimientos de encendido:
Accesorio de corte. Siempre abra completamente la válvula de oxígeno en
la empuñadura del soplete. Siga las instrucciones del procedimiento de en-
cendido del soplete para soldar, usando la válvula de gas combustible o la
empuñadura del soplete, y precaliente la válvula de oxígeno en el accesorio
de corte para ajustar las llamas de precalentamiento.
Soplete de corte. Siga el mismo procedimiento de las instrucciones del so-
plete para soldar. Después de ajustar la llama, tire de la palanca del oxígeno
para cortar y abra la válvula de oxígeno de precalentamiento apenas para
reajustar la llama.
4. Mueva la llama hacia los bordes del acero y coloque los conos de precalentamiento sobre el metal.
5. Cuando el acero se vuelve rojo, lentamente tire de la palanca de oxígeno para cortar para largar el flujo y cortar
el acero.
6. Lentamente, mueva el soplete hacia el corte.
Nota:
1. La velocidad correcta de corte está acompañada de un sonido de crepitación y un flujo regular de chispas. El
resultado es un corte limpio, sin escoria con bordes superiores e inferiores rectos (A, Fig. 20).
2. Un movimiento muy rápido no permite que el flujo de oxígeno atraviese todo el metal. La escoria se mete en el
corte y los dos pedazos no se separan (B, Fig. 20).
3. Un movimiento muy lento deja un borde superior redondeado con escoria en la parte inferior del metal (C, Fig.
20).
4. El tamaño de la llama de precalentamiento (D, Fig. 20) determina cuán rápido se puede comenzar a hacer el
corte. Con frecuencia, se recomienda una llama de precalentamiento pequeña para conservar los gases y evitar
que los bordes superiores se fundan.
A. Un corte perfecto muestra una superficie pareja con líneas de arrastre lig-
eramente inclinadas. La superficie puede usarse con diversos propósitos sin
usar máquinas.
B. Extremadamente rápido, sin tiempo para que la escoria se quite del corte. La
cara cortada es, con frecuencia, ligeramente
C. Extremadamente lento, produce marcas de presión que indican que hubo
demasiado oxígeno para las condiciones de corte.
D. Demasiado precalentamiento, borde superior redondeado. Demasiado pre-
calentamiento no aumenta la velocidad de corte.
Sólo desperdicia gas.
Instrucciones de mantenimiento
Válvulas de retención
Verifique que las válvulas de retención no tengan pérdidas cada seis meses de la siguiente forma:
1. Cierre la reserva de gas y desconecte la manguera de la válvula de retención.
2. Ajuste el regulador de oxígeno a 0.5 bar, abra todas las válvulas de gas del soplete o accesorio de corte.
3. Coloque la boquilla y verifique que no haya flujo inverso hacia la válvula de retención del gas combustible. Use
jabón espumoso o sumerja en agua para verificar que no haya pérdidas. Ajuste la presión en cero después de la
prueba.
4. Reconecte la manguera de gas combustible y desconecte la de oxígeno.
5. Repita los pasos 2 y 3 usando un regulador de gas combustible como fuente de presión.
6. Reconecte las mangueras y purgue el sistema antes de usarlo.
Prueba del regulador
Puede hacer la prueba de pérdida de los reguladores de la siguiente forma: (Vea también el manual de instruc-
ciones del regulador.)
1. Cierre el regulador de gas combustible girando la llave de ajuste en sentido antihorario hasta que se afloje.
2. Cierre la válvula del cilindro de gas combustible.
3. Cierre la válvula del soplete de gas combustible.
Nota: Observe el medidor de la presión del cilindro por varios minutos. Una caída de la presión indica una pérdida
del lado de la salida. Ajuste la conexión y vuelva a verificar. También observe el medidor de presión de distribución.
Un aumento de la presión indica una pérdida en la válvula del regulador. Si no puede solucionar la pérdida - NO USE
EL REGULADOR. Todos los medidores deben indicar cero cuando se quita la presión. Si no lo hacen, los medidores
pueden estar dañados. Si están dañados, verifique el sistema para encontrar la causa del daño. Haga reparar el
daño por un técnico calificado, reemplazando los medidores dañados. Repita el procedimiento anterior con los
reguladores de oxígeno.
Limpieza de medidores
Los vidrios de los medidores están hechos de LexanR1. Use jabón espumoso para limpiar, luego séquelos con
paños suaves. No use solventes. R1General Electric Co.
Cambio de cilindros
Un cilindro está agotado y se considera vacío cuando no distribuye gas combustible u oxígeno a la boquilla del
soplete en la presión ajustada.
1. Cierre la válvula de la reserva del cilindro agotado y purgue todo el gas de la línea agotada al soplete. Cierre la
válvula del soplete.
2. Desconecte la manguera y el regulador del cilindro agotado.
3. Atornille la tapa de protección de la válvula al cilindro, márquelo como “vacío” y retire.
4. Realice el procedimiento con el nuevo cilindro siguiendo las instrucciones de instalación.
5. Purgue el sistema (vea a continuación).
Purga del sistema
Aviso: Purgue sólo en una zona bien ventilada. No dirija el flujo de gas a personas o materiales inflamables. No
purgue cerca de llamas al descubierto o fuentes de encendido.
1. Lentamente abra la válvula de reserva de oxígeno, luego abra completamente y ajuste el regulador en la presión
adecuada con la válvula del soplete cerrada.
2. Abra la válvula del soplete y permita que fluya el gas alrededor de un segundo por 3 metros de manguera. Cierre
la válvula del soplete después de la purga.
3. Lentamente abra la válvula de la reserva de gas combustible con no más de una vuelta completa, luego ajuste
el regulador en la presión adecuada con las válvulas del soplete cerradas.
4. Abra la válvula del soplete y permita que fluya el gas alrededor de un segundo por 3 metros de manguera. Cierre
la válvula del soplete después de la purga.
Accesorios para sopletes y corte
1. Verifique que no haya pérdidas periódicamente, usando jabón espumoso o sumergiendo en agua y controlando
que no haya burbujas.
2. Ajuste las conexiones y las tuercas prensaestopas para detener las pérdidas. No use demasiado fuerza.
Almacenamiento
Cuando no esté en uso, guarde el equipo en un lugar limpio y seguro.
Solución de problemas
Figura 19.
Corte autógeno de acero
The Harris Products Group • Gainesville, GA EE.UU.
10
3. Lentamente abra la válvula de la reserva de gas combustible con no
más de una vuelta completa, luego ajuste el regulador en la presión ade-
cuada con las válvulas del soplete cerradas.
4. Abra la válvula del soplete y permita que fluya el gas alrededor de un
segundo por diez pies de manguera. Cierre la válvula del soplete des-
pués de la purga.
Accesorios para sopletes y corte
1. Verifique que no haya pérdidas periódicamente, usando jabón espu-
moso o sumergiendo en agua y controlando que no haya burbujas.
2. Ajuste las conexiones y las tuercas prensaestopas para detener las
pérdidas. No use demasiado fuerza.
Almacenamiento
Cuando no esté en uso, guarde el equipo en un lugar limpio y seguro.
Solución de problemas
PROBLEMA CAUSA POSIBLE SOLUCIÓN
Explosión en la
boquilla para soldar
• La boquilla funciona
a una temperaturea
demasiado baja
• Boquilla demasiado
grande
• Boquilla demasiado
cerca de la pieza
• Aumentar la presión y
consultar el cuadro de
boquillas adecuadas
• Utilizar una boquilla
más pequeña
• Alejar la boquilla de la
pieza
Llamas no definidas
claramente o
irregulares
Boquilla sucia
Limpiar la boquilla o
sustituirla
El regulador no
mantiene una presión
constante
Asiento defectuoso
Devolver la unidad para
que sea sustituida
Explosión en la
boquilla para cortar
Asiento
rayado / suelto
Ajustar la tuerca
prensaetopa
Pérdida alrededor de
la válvula de aguja
Tuerca prensaetopa
suelta
Ajustar la tuerca
prensaestopa
Alumbrado difícil Demasiada presión
Consultar el cuadro de
boquillas adecuadas
La llama cambia
durante el corte
• La válvula de aguja
del oxígeno está
parcialmente cerrada
• Cilindro de oxígeno
casi vacío
• Bien abrir la válvula de
oxígeno
• Sustituir el cilindro por
uno lleno
Introduction
Ces consignes sont destinées aux opérateurs expérimentés et à ceux qui travaillent sous l’étroite surveillance de
soudeurs qualifiés. Le respect des instructions des fabricants et des mesures de sécurité fait que les produits
soient sûrs selon la documentation technique.
IMPORTANT
CONSIGNES DE SÉCURITÉ
Lisez toutes les consignes
Avertissement
Lorsque vous utilisez des chalumeaux de soudage et de découpage, respectez toujours les précautions de sécurité
de base afin de réduire les risques d’incendie et de blessure et notamment les précautions suivantes:
1. Portez une tenue de protection. Portez toujours des lunettes de sécurité pour protéger vos yeux des étincelles et
des rayons lumineux. Utilisez des gants et des vêtements de protection. Faites attention aux étincelles au niveau
de vos manches. Ne portez pas de gants graisseux. Ne transportez pas de briquets, d’allumettes ou d’autres objets
inflammables dans vos poches lorsque vous soudez ou vous coupez.
2. Manipulez les bouteilles avec précaution. Attachez les bouteilles avec des chaînes ou d’autres dispositifs à un
support permanent. Soyez prudent lors de leur déplacement. Pour transporter les bouteilles (sauf lorsqu’elles sont
sur un chariot), retirez les détendeurs et les remplacer par les caches de robinet. N’utilisez jamais une bouteille
dans une position autre que la position verticale.
3. Maintenez le lieu de travail en ordre et bien entretenu. Éloignez les étincelles et les flammes des combustibles.
Préparez votre lieu de travail avant de commencer à souder ou à couper.
4. N’huilez ou ne graissez pas le matériel. Ce matériel ne nécessite aucune lubrification. L’huile et la graisse
s’enflamment facilement et brûlent intensivement en présence d’oxygène.
5. «Craquez» le robinet de la bouteille d’oxygène pour l’ouvrir avant d’installer le détendeur. Ouvrez légèrement le
robinet puis refermez-le. Cela permet de débarrasser le robinet de la poussière ou de la saleté qui pourraient être
acheminées jusqu’au détendeur et causer des dégâts matériels ou un accident. N’orientez jamais le jet de gaz en
direction d’une personne ou d’un matériau inflammable.
6. Assurez-vous que les raccords sont bien serrés. Ne forcez pas en serrant les raccords. Ne recherchez jamais des
fuites avec une flamme. Utilisez de l’eau savonneuse et recherchez la présence de bulles.
7. Purgez les conduits de l’oxygène et du gaz combustible séparément avant d’allumer le chalumeau. Cela permet
d’éviter que les gaz ne se mélangent de façon inappropriée.
8. Utilisez les réglages de pression recommandés. De mauvaises pressions entrainent du gaspillage. Une forte
pression dans les détendeurs est un signe indiquant qu’ils doivent être réparés.
9. N’utilisez jamais de l’oxygène ou du gaz combustible pour nettoyer l’élément sur lequel vous travaillez, le maté-
riel ou vos vêtements par jet de pression. L’oxygène pur facilite la combustion et une étincelle pourrait enflammer
des vêtements saturés en oxygène.
Espesor del Material
(mm)
Tamaño
de Boquilla *
Presión Oxígeno (bar)
Acetileno
Presión Baja
(bar)
Presión
Universal
(bar)
3 – 6 00 1.0 – 2.0
0.015 0.5
9 0 1.5 – 2.5
13 – 25 1 2.0 – 3.5
25 - 75 2 3.0 – 4.5
75 – 100 3 3.0 – 4.5
100 - 150 4 3.5 – 5.5
*El tamaño y la presión de la boquilla pueden variar según la elección del operario.
Esta tabla debe servir como guía o referencia.

10. Purgez le système après utilisation. Lorsque vous éteignez le chalumeau, fermez les robinets des bouteilles puis
purgez le système en vidant les deux flexibles séparément. Tout d’abord, ouvrez le robinet à pointeau d’oxygène
«OX» du chalumeau, videz la conduite jusqu’à obtenir une pression de zéro puis refermez le robinet à pointeau.
Répétez la manipulation avec le robinet à pointeau du gaz combustible «GAS».
11. Ne travaillez pas avec du matériel endommagé ou présentant des fuites. Utilisez de l’eau savonneuse pour
rechercher des fuites. N’utilisez pas de flexibles usés ou endommagés. N’utilisez jamais le chalumeau comme
marteau ou pour dégager les scories.
12. Manipulez le matériel avec précaution. Votre sécurité et le bon fonctionnement du matériel en dépendent.
13. Assurez une bonne ventilation du lieu de travail. Les matériaux combustibles brûlent avec grande intensité en
présence d’oxygène.
14. Travail avec de l’acétylène. N’utilisez pas de l’acétylène à une pression supérieure à 1.5 bar (Kg/cm
2
) (pression
manométrique en livres par pouce carré).
15. N’essayez pas de forcer pour joindre des raccords différents. Les raccords sont différents afin de distinguer
les différents gaz.
16. N’allumez jamais un chalumeau avec des allumettes ou un briquet. Utilisez toujours un percuteur
17. Faites attention aux personnes se trouvant autour de vous lorsque vous utilisez un chalumeau.
18. Faites attention à ne pas laisser des flexibles de soudage entrer en contact avec les étincelles de la flamme du
chalumeau provenant du découpage ou du métal à haute température.
REMARQUE: CONSERVEZ
CE MODE D’EMPLOI
Consignes de mise en service
Assembler les détendeurs, les flexibles et le chalumeau
(LA CLÉ N’EST PAS FOURNIE)
1. Si vous utilisez des bouteilles de gaz, placez-les fixement en position verticale.
Remarque: avant de commencer, vérifiez que les bouteilles contiennent une quantité suffisante de gaz pour la
durée du travail prévu.
2. Ouvrez légèrement le robinet de la bouteille (fig. 1) pour dégager les poussières puis refermez-le. N’orientez JA-
MAIS le jet de gaz en direction d’une personne ou d’un matériau inflammable.
3. Installez les détendeurs (fig. 2 et 3) et serrez bien fort.
4. Raccordez les flexibles aux détendeurs (fig. 4) et serrez.
Remarque: les raccords du flexible du gaz combustible sont à filetage gauche tandis que ceux du flexible de
l’oxygène sont à filetage droit.
5. Raccordez le flexible du gaz combustible au robinet du chalumeau (fig. 5) portant l’indication «GAS» (avec
filetage gauche).
6. Raccordez le flexible de l’oxygène au robinet du chalumeau portant l’indication «OX» (avec filetage droit).
7. Montez le bec de chalumeau de la taille appropriée (fig. 6 et 7) en fonction de l’épaisseur du métal à souder ou à
découper. Vérifiez que le point de raccord du bec ne présente pas de rayures profondes ou de bavures. Les becs à
souder ne doivent être serrés qu’à la main. Les becs de découpage doivent être serrés avec une clé.
8. Fermez les deux robinets du chalumeau (fig. 6) (dans le sens des aiguilles d’une montre) avant d’ouvrir les
robinets des bouteilles.
Régler la pression
Pour déterminer si un chalumeau est à pression égale ou à pression universelle, réglez l’alimentation en oxygène
à 2 bar, déconnectez le flexible de gaz combustible et le clapet anti-retour avec le mélangeur ou l’accessoire de
découpage installé sur le chalumeau. Ouvrez tous les robinets de gaz et vérifiez le débit de gaz combustible. S’il
y a de la pression, le chalumeau est de type chalumeau à pression égale. S’il n’y a pas de succion, le chalumeau
est de type chalumeau à pression universelle. Raccordez le clapet anti-retour et le flexible et purgez-le bien avant
d’allumer le chalumeau.
Remarque: 1. Pour les chalumeaux à pression égale (parfois appelés «à pression moyenne»). Ce matériel doit être
utilisé avec une pression de gaz combustible supérieure à 0.1 bar. La pression positive est utilisée pour mélanger
le gaz combustible avec l’oxygène.
2. Pour les chalumeaux à pression universelle (parfois appelés «à pression basse»). Ce matériel fonctionne avec
une pression de gaz combustible inférieure à 0.1 bar. L’oxygène sous pression crée une succion qui entraine le gaz
combustible dans le mélangeur.
1. Vérifiez que les clés de réglage (fig. 8) des deux détendeurs sont libres en les tournant dans le sens inverse des
aiguilles d’une montre jusqu’à ce qu’elles soient desserrées.
2. Ouvrez lentement le robinet de la bouteille de gaz combustible (fig. 9) sans dépasser un tour complet(1) et
réglez le détendeur à la pression requise pour le travail à effectuer. Laissez la clé ou la poignée sur le robinet de la
bouteille de gaz pour permettre une fermeture rapide.
3. Afin d’éviter une augmentation soudaine de la pression, ouvrez lentement et complètement le robinet de la
bouteille d’oxygène (fig. 10) et réglez le détendeur à la pression requise par le travail à effectuer.
Remarque: le robinet de la bouteille d’oxygène doit toujours être complètement ouvert lors de l’utilisation du
chalumeau.
4. Vérifiez l’étanchéité des raccords et des détendeurs au moyen d’une solution savonneuse appliquée au pinceau
et recherchez la présence de bulles. Si vous remarquez des bulles, serrez les raccords et essuyez la solution
savonneuse. Suivez les consignes d’entretien pour le contrôle du détendeur.
Consignes d’utilisation
Allumage du chalumeau pour acétylène et gaz combustible Mapp®
1. Purgez le système. Consultez les consignes d’entretien.
2. Sur le chalumeau, ouvrez le robinet de gaz combustible portant l’indication «GAS» (fig. 11) d’environ un demi-
tour, et allumez le gaz combustible.
3. Ouvrez progressivement le robinet de gaz combustible portant l’indication «GAS» (fig. 12) jusqu’à ce que la
flamme cesse de dégager une fumée abondante et qu’elle se forme à environ 1/8 de pouce de l’extrémité du bec
du chalumeau. Ramenez ensuite la flamme au contact du bec.
4. Ouvrez le robinet d’oxygène portant l’indication «OX» du chalumeau (fig. 12) jusqu’à ce qu’un cône brillant ap-
paraisse dans la flamme.
Remarque: le point à partir duquel se forme une flamme régulière, sans bordure diffuse et avec un cône interne
bien déterminé, est dénommé «flamme neutre». ® Airco, Inc.
Allumage du chalumeau pour d’autres gaz
combustibles (propane, propylène et gaz naturel)
1. Purgez le système. Consultez les consignes d’entretien.
2. Sur le chalumeau, ouvrez le robinet de gaz combustible portant l’indication «GAS» d’environ un quart de tour
et allumez le gaz combustible. Refermez légèrement le robinet si la flamme s’écarte de l’extrémité du bec du
chalumeau.
3. Ouvrez le robinet d’oxygène portant l’indication «OX» jusqu’à ce que le deuxième cône à bordure diffuse dis-
paraisse.
4. Par réglages successifs des deux robinets, amenez la flamme au niveau désiré.
Remarque: une flamme neutre présente un cône interne bien défini, court et de couleur bleue. L’intensité de
cette couleur dépend du gaz combustible utilisé mais, quel que soit le gaz, elle diminuera lorsque la flamme sera
enrichie en oxygène au delà du point neutre.
Arrêt du chalumeau
1. Fermez d’abord le robinet d’oxygène «OX» du chalumeau puis celui du gaz combustible «GAS» (fig. 12). Cela
empêchera la flamme d’exploser lors de son extinction.
2. Fermez les robinets d’alimentation des deux gaz (fig. 9 et 10).
3. Ouvrez le robinet «OX» pour purger le système de tout l’oxygène
(fig. 12) puis refermez le robinet.
4. Ouvrez le robinet «GAS» pour purger le système de tout le gaz combustible (fig. 12) puis refermez le robinet.
5. Tous les manomètres doivent indiquer une pression de 0PSI. Dévissez les clés de réglage des détendeurs en les
tournant dans le sens inverse des aiguilles d’une montre jusqu’à ce qu’elles soient complètement dévissées (fig. 8).
Soudage au gaz et découpage de l’acier
Procédures basiques de soudage au gaz
Soudage au gaz. Le soudage au gaz est une méthode de soudage permettant de joindre des métaux similaires en
chauffant les surfaces en contact jusqu’au point de fusion au moyen d’une flamme oxy-acétylénique, amenant
ainsi les deux parties à se fondre l’une dans l’autre, avec un métal d’apport lorsque les pièces sont épaisses de
plus de 5 mm de pouce. La soudure obtenue est aussi solide que le métal de base.
Nettoyage des métaux. Toutes les parties métalliques doivent être nettoyées avant d’être soudées. La qualité et
la solidité de la soudure est diminuée par la présence d’huile, de graisse, de rouille, de dépôts, et d’autres types
d’impuretés. Les pièces dépassant une épaisseur de 5 mm de pouce doivent être chanfreinées avant le soudage;
lors du soudage des bords chanfreinés, une baguette de métal d’apport de la même nature doit être utilisée pour
remplir le joint.
Tableau des becs à souder. Il existe plusieurs tailles de bec afin de souder ou de braser différentes épaisseurs de
matériaux. Pour des informations complètes sur l’épaisseur des matériaux et les réglages de pression, reportez-
vous au dernier catalogue de produits ou visitez le site Web www.harrisproductsgroup.com
Si un bec trop grand est utilisé avec une flamme réduite, le bec à souder risque de surchauffer et de créer de
petites explosions qui peuvent faire gicler le métal fondu. Une flamme trop chaude peut brûler l’acier, alors qu’une
flamme trop petite ne pourra pas amener le métal à la température voulue.
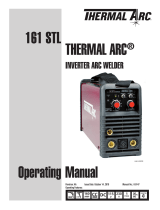
Choix de la flamme. On utilise une flamme neutre (fig. 13) pour la plupart des travaux de soudage au gaz. La flamme
oxy-acétylique utilise tout l’oxygène qui entoure le point de soudure, ce qui permet de protéger la zone de soudage
de toute contamination et fournit une soudure de solidité maximale. On utilise très rarement la flamme oxydante,
mais il est parfois désirable d’utiliser une flamme carburante pour le durcissage de surface et pour la brasure.
Figure 3. Raccordement
du détendeur du gaz combustible
Figure 2. Raccordement
du détendeur de l’oxygène
Figure 1. Ouverture du robinet
de la bouteille d’oxygène
Figure 5. Raccordement
du flexible au chalumeau
Figure 4. Raccordement
du flexible au détendeur
Figure 7.
Montage du bec de découpage
Figure 6.
Montage du bec à souder
Figure 10. Ouverture
du robinet d’oxygène
Figure 9. Ouverture du robinet
de la bouteille de gaz combustible
Figure 8.
Clé de réglage du détendeur
Figura 12.
Ajuste de la llama
Figura 11.
Encendido del gas combustible
NEUTRE
CARBURANTE
OXYDANTE
de bleu à orange
de bleu à orange
orange clair
pratiquement incolore
pratiquement
incolore
blanc
blanc
blanc
blanc intense
avec bord diffus
Figure 13. Types de flammes : neutre, carburante et oxydante
Épaisseur
du metal
(mm)
Taille
Buse
Taille
de la baguette
de metal
de support
(mm)
Basse Pression Pressions équilibrées
Oxygène
(bar)
Acétylène
(bar)
Oxygène
(bar)
Acétylène
(bar)
1.2 3 1.6
2.5 0.015 0.5 0.5
1.6 3 1.6
2.4 5 2.4
3.2 5 3.2
4.5 6 4.0
6-9 8 4.5 – 6.3

Baguette de métal d’apport. Des baguettes de métal d’apport existent pour tous les types de soudure, y compris
l’acier doux, la fonte et l’aluminium, dans les tailles suivantes: 1.6 mm, 2.4 mm, 3.2 mm, 4 mm, 5 mm, 6.3 mm
de pouce. La taille à utiliser sera déterminée en fonction du type de soudure, de l’épaisseur des pièces et de la
quantité de métal d’apport nécessaire.
Techniques et exercices de soudage au gaz. Le soudage au gaz n’est pas difficile. Les exercices indiqués ci-des-
sous permettent d’apprendre à utiliser le chalumeau et constituent une bonne formation qui facilitera les travaux
ultérieurs de soudage.
Exercice1
1. Utilisez un petit bec à souder et réglez les pressions aux valeurs appropriées (consultez le tableau de becs à
souder).
2. Dirigez la flamme directement sur l’acier (fig. 14) (il est préférable d’utiliser une pièce d’une épaisseur de 3 mm
de pouce) en maintenant le cône de la flamme juste au dessus de la surface du métal.
3. Dès qu’une petite masse de métal en fusion se forme, déplacez le chalumeau d’avant en arrière pour déplacer
le métal fondu sur l’acier. Faites ceci lentement.
4. Il faut obtenir une bonne pénétration. Pour cela, une bonne épaisseur de métal fondu est nécessaire. Apprenez
à tenir le chalumeau à un angle de 45° dans la direction où vous désirez déplacer le métal fondu.
Exercice2
1. Préparez deux pièces d’acier de 3 mm de pouce comme illustré dans la figure 15.
2. Créez à nouveau une masse de métal fondu et en déplaçant le chalumeau d’avant en arrière, déplacez-la le long
du joint. Procédez lentement pour obtenir une bonne pénétration.
Remarque: la bonne pénétration peut être vérifiée en retournant les pièces. La soudure devrait être visible de
l’autre côté. Contrôlez la résistance de la soudure en essayant de séparer les pièces.
Exercice3
Remarque: il s’agit de refaire l’exercice2, mais en utilisant cette fois-ci une baguette de métal d’apport.
1. Tout en formant une masse de métal fondu au moyen de la flamme du chalumeau, introduisez une baguette de
métal d’apport dans la flamme (fig. 16).
2. Lorsque la pointe de la baguette devient rouge, contrôlez sa température en l’introduisant ou en la sortant de la
flamme. Une fois que le soudage des pièces a commencé, introduisez la pointe de la baguette dans le métal fondu.
Ceci alimente la soudure afin de créer un filet de soudure convexe, au lieu de la soudure concave qui est obtenue
en l’absence de métal d’apport.
Remarque: souvenez-vous qu’il faut toujours utiliser des baguettes de métal d’apport pour joindre deux pièces;
avec de la pratique, il est préférable de les utiliser pour tous les types de soudure, quelle que soit l’épaisseur des
pièces.
3. Les pièces de plus de 5 mm de pouce d’épaisseur doivent être chanfreinées avant le soudage. Il est conseillé de
faire un chanfrein de 30° de chaque côté du joint (fig. 17). Cela permet d’obtenir une bonne soudure en profondeur,
à travers toute l‘épaisseur de la pièce. Il est indispensable d’utiliser du métal d’apport pour toutes les soudures
entre joints chanfreinés. Une fois que le soudeur a acquis une bonne maîtrise du mouvement du chalumeau, il peut
effectuer des soudures verticales, horizontales ou à plat. Ces exercices constituent un investissement qui portera
ses fruits.
Soudo-brasage
Le soudo-brasage diffère du soudage au gaz (fig. 18) du fait que les deux pièces de métal ne sont pas fondues en-
semble. La baguette de brasure fond à une température inférieure à celle du métal des pièces à souder; la solidité
du joint obtenu dépend des propriétés de la baguette de brasure.
Par rapport au soudage au gaz, le soudo-brasage a l’avantage de permettre de joindre des métaux différents ou de
réparer de la fonte. Par exemple, il est possible de réparer le corps d’une pompe à eau par soudo-brasage. Presque
tous les types de métaux peuvent ainsi être soudés, à l’exception de l’aluminum et du magnésium. Il y a deux types
de soudo-brasage qui dépendent du genre de métal d’apport utilisé.
Brasage au bronze. C’est une forme de brasage plus économique que celle
qui utilise des alliages d’argent; elle constitue la méthode de choix lorsque
le joint entre les pièces à réunir n’est pas parfait. Les pièces doivent être
soigneusement nettoyées et chauffées au chalumeau jusqu’à obtenir un
léger rougeoiement. Il est important que les deux pièces soient à la même
température, sinon le brasage se dirigera vers la pièce la plus chaude.
Chauffez la baguette de brasage en l’introduisant dans la flamme, puis
trempez-la dans le flux décapant prévu à cet effet. En raison de la chaleur,
le flux décapant reste collé sur la baguette. Si vous utilisez une baguette
avec flux décapant incorporé, cette opération n’est pas nécessaire. Une fois la baguette enduite de flux décapant
et les deux pièces à la température voulue, appliquez la baguette sur le joint à souder tout en dirigeant la flamme
sur la baguette pour l’amener à fondre. La baguette fond alors et pénètre dans la surface chauffée, unissant ainsi
les deux pièces. Une grande quantité de flux décapant est nécessaire. S’il n’y a pas assez de flux décapant, la
baguette risque de ne pas «prendre» sur les métaux à réunir.
Brasage à l’argent. Le brasage à l’argent est un peu plus rapide que le brasage au bronze. En effet, l’alliage
d’argent fond à une température plus basse et requiert moins de chaleur. Cependant, pour ce type de brasage,
il faut un joint très ajusté. Le brasage au bronze permet de remplir un joint ouvert bien mieux que le brasage à
l’argent. Pour ce type de brasure, le flux décapant est appliqué sur le joint au pinceau au lieu de tremper la ba-
guette dans le flux décapant. Pour juger du moment où la température des pièces est correcte, il faut observer ce
flux décapant. Lorsqu’il commence à faire des bulles, c’est le moment d’appliquer la baguette. Celle-ci fondra au
contact du métal chauffé et s’écoulera par capillarité dans la zone enduite de flux décapant.
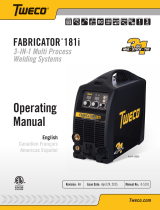
Coupage oxygaz de l’acier. Le coupage oxygaz de l’acier (fig. 19) est une opération simple qui peut être rapidement
apprise. Le coupage oxygaz ne permet de découper que de l’acier doux car la fonte, l’acier inoxydable, l’aluminium,
le laiton et les autres métaux ferreux ne brûlent pas de la même façon que l’acier.
On découpe l’acier en l’amenant à sa température d’inflammation (couleur rouge) pour le faire brûler rapidement
au moyen d’oxygène pur. Un chalumeau de découpage permet de disposer à la fois d’une flamme de préchauffage
et du jet d’oxygène pur pour le découpage. Le gaz combustible et l’oxygène sont mélangés dans la tête du chal-
umeau et brûlent au bout du bec en fournissant une flamme d’une température de 2200° - 3300° C. Ce sont des
flammes de préchauffage. Le trou central dans le bec de découpage amène l’oxygène pur qui est utilisé pour
découper l’acier une fois celui-ci à la température de préchauffage appropriée.
Remarque: Remarque : les becs de découpe sont disponibles dans différents types et dans une gamme étendue
de tailles. Le choix du modèle approprié dépend de l’épaisseur du matériau à découper. Reportez-vous au dernier
catalogue de produits, au tableau des becs ou visitez notre site Web www.harrisproductsgroup.com pour une liste
complète des tailles et des réglages de pression.
Découpage
1. Assurez-vous que le bec de découpage est bien fixé sur la tête du chalumeau.
2. Réglez les détendeurs aux pressions appropriées.
3. Procédures d’allumage:
Accessoire de découpage. Ouvrez toujours le robinet d’oxygène à fond sur
le manche du chalumeau. Suivez les consignes de la procédure d’allumage
des chalumeaux de soudage, en utilisant le robinet de gaz combustible
sur le manche du chalumeau et le robinet d’oxygène de préchauffage sur
l’accessoire de découpage pour régler les flammes de préchauffage.
Chalumeau de découpage. Suivez les mêmes consignes que pour la procé-
dure d’allumage des chalumeaux de soudage. Après avoir réglé la flamme,
appuyez sur le levier de contrôle de l’oxygène et ouvrez légèrement le robi-
net d’oxygène pour régler à nouveau la flamme.
4. Amenez la flamme sur l’arête de la pièce d’acier et placez les cônes de préchauffage juste au-dessus du métal.
5. Dès que le métal rougit, appuyez lentement sur le levier de contrôle de l’oxygène pour amener un jet d’oxygène
à couper à travers l’acier.
6. Avancez lentement le chalumeau le long de la coupe désirée.
Remarque:
1. Une vitesse de coupe normale s’accompagne d’un bruit de crachement et d’un jet continu d’étincelles. Ceci
produit une coupe nette sans bavures avec arêtes droites en dessus et au dessous (fig. 20, A).
2. Avec une avance trop rapide, le jet d’oxygène ne coupe pas totalement à travers la pièce. laissant des scories
dans la fente de coupe qui retiennent les pièces ensemble (fig. 20, B).
3. Avec une avance trop lente, on crée une arête arrondie sur le dessus avec un dépôt de scories fondues collé à
la partie inférieure du métal (fig. 20, C).
4. La taille de la flamme de préchauffage définit la rapidité avec laquelle on peut entamer la coupe (fig. 20, D).
Souvent, pour économiser le gaz, il est préférable d’utiliser une petite flamme de préchauffage, ce qui prévient
aussi la fonte des arêtes supérieures
A. Une coupe parfaite présente une surface régulière avec des stries légère-
ment inclinées. La surface peut être utilisée à des fins variées, sans aucun
travail supplémentaire.
B. Une avance trop rapide ne laisse pas assez de temps pour dégager les sco-
ries de coupe de la fente de coupe. La surface de coupe est légèrement con-
cave.
C. Une avance trop lente crée des lignes de pression qui indiquent un excès
d’oxygène pour les conditions de découpage.
D. Un préchauffage trop élevé donne des arêtes arrondies causées par un
préchauffage trop long. Trop préchauffer n’accélère pas la découpe et ne fait
que gaspiller du gaz.
Consignes d’entretien
Clapets anti-retour
Tous les six mois, vérifiez que les clapets anti-retour ne présentent pas de fuite de la façon suivante:
1. Fermez complètement le robinet de gaz combustible et déconnectez le flexible du robinet.
2. Réglez le détendeur à 0.5 bar, ouvrez tous les robinets de gaz du chalumeau ou de l’accessoire de découpage.
3. Insérez le bec et vérifiez s’il y a un flux de retour vers le robinet anti-retour du gaz combustible. Pour rechercher
des fuites, utilisez de l’eau savonneuse ou plongez-le dans de l’eau. Réglez la pression à zéro après le contrôle.
4. Reconnectez le flexible de gaz combustible et déconnectez le flexible d’oxygène.
5. Répétez les étapes 2 et 3 en utilisant le détendeur de gaz combustible comme source de pression.
6. Reconnectez les flexibles et purgez le système avant de l’utiliser.
Contrôler le détendeur
Il est possible de vérifier l’étanchéité des détendeurs de la façon suivante: (Consultez également le mode d’emploi
du détendeur.)
1. Fermez le détendeur du gaz combustible en tournant la clé de réglage dans le sens inverse des aiguilles d’une
montre jusqu’à ce qu’elle soit desserrée.
2. Fermez le robinet de gaz combustible de la bouteille.
3. Fermez le robinet de gaz combustible du chalumeau.
Remarque: observez le manomètre de la bouteille pendant plusieurs minutes. Une baisse de pression indique
une fuite en amont. Resserrez les joints et vérifiez à nouveau. Observez également le manomètre de sortie. Une
augmentation de pression indique une fuite au niveau du robinet du détendeur. Si la fuite ne peut pas être arrêtée:
N’UTILISEZ PAS CE DÉTENDEUR. Tous les manomètres doivent être à zéro en l’absence de pression. Si ce n’est
pas le cas, il se peut qu’ils soient endommagés. Vérifiez le système pour trouver la cause de ces dégâts. Faites-
les réparer par un technicien qualifié ou remplacez les manomètres défectueux. Effectuez la même procédure de
vérification indiquée ci dessus pour le détendeur de l’oxygène.
Nettoyage des manomètres
Les hublots des manomètres sont en LexanR1. Pour les nettoyer, n’utilisez que de l’eau savonneuse puis essuyez-
les avec des chiffons doux. N’utilisez pas de solvants. R1General Electric Co.
Changer les bouteilles
Une bouteille est considérée vide lorsque le gaz combustible ou l’oxygène ne sortent plus du bec du chalumeau à
la pression réglée.
Figure 15.
Exercice 2
Figure 14.
Exercice 1
60
0
30
0
Figure 17. Angle de chanfrein à 30°
approprié pour le soudage
Figure 16.
Exercice 3
Figure 18.
Soudo-brasage
Figura 19.
Corte autógeno de acero
Épaisseur du metal
(mm)
Taille Buse * Pression Oxygène (bar)
Acétylène
Basse Pression
(bar)
Pressions
équilibrées
(bar)
3 – 6 00 1.0 – 2.0
0.015 0.5
9 0 1.5 – 2.5
13 – 25 1 2.0 – 3.5
25 - 75 2 3.0 – 4.5
75 – 100 3 3.0 – 4.5
100 - 150 4 3.5 – 5.5
*La taille de la buse et la pression peuvent varier selon le choix de l’opérateur.
Ce graphique devrait servir en tant que guide ou référence.

1. Fermez le robinet d’alimentation de la bouteille vide et purgez tout le gaz contenu dans le tuyau qui la reliait au
chalumeau. Fermez le robinet du chalumeau.
2. Déconnectez le flexible et le détendeur de la bouteille vide.
3. Vissez les caches de protection du robinet de la bouteille, marquez-la comme étant «vide» et rangez-la.
4. Suivez la procédure indiquée dans la partie Consignes de mise en service pour la nouvelle bouteille.
5. Purgez le système (voir ci-dessous).
Purge du système
Avertissement: la purge ne doit se faire que dans un lieu bien aéré. N’orientez jamais le flux de gaz en direction
d’une personne ou de matériaux inflammables. Ne faites pas de purge en présence de flammes nues ou d’autres
sources d’inflammation.
1. Ouvrez lentement le robinet d’alimentation en oxygène. Ensuite, ouvrez-le totalement et réglez le détendeur à la
pression appropriée avec le robinet du chalumeau fermé.
2. Ouvrez le robinet du chalumeau et laissez le gaz s’échapper à raison d’une seconde pour chaque 3 mètres de
flexible utilisé. Fermez le robinet du chalumeau après la purge.
3. Ouvrez le robinet de la bouteille de gaz combustible au maximum d’un tour puis réglez le détendeur à la pression
appropriée avec les robinets du chalumeau fermés.
4. Ouvrez le robinet du chalumeau et laissez le gaz s’échapper à raison d’une seconde pour chaque 3 mètres de
flexible utilisé. Fermez le robinet du chalumeau après la purge.
Chalumeaux et accessoires de découpage
1. Recherchez régulièrement la présence de fuites au moyen d’eau savonneuse ou en les plongeant dans de l’eau
et en recherchant la présence de bulles.
2. Resserrez les raccords et les écrous d’étanchéité pour arrêter les fuites. Ne serrez pas de façon excessive.
Entreposage
Lorsque vous ne l’utilisez pas, entreposez le matériel dans un lieu propre et sûr.
Résolution de problèmes
The Harris Products Group • Gainesville, GA ÉTATS-UNIS
10
4. Ouvrez le robinet du chalumeau et laissez le gaz s’échapper à raison
d’une seconde pour chaque 10 pieds de flexible utilisé. Fermez le robinet
du chalumeau après la purge.
Chalumeaux et accessoires de découpage
1. Recherchez régulièrement la présence de fuites au moyen d’eau
savonneuse ou en les plongeant dans de l’eau et en recherchant la pré-
sence de bulles.
2. Resserrez les raccords et les écrous d’
étanchéité pour arrêter les
fuites. Ne serrez pas de façon excessive.
Entreposage
Lorsque vous ne l’utilisez pas, entreposez le matériel dans un lieu
propre et sûr.
Résolution de problèmes
PROBLÈME CAUSE PROBABLE SOLUTION
Explosions dans
le bec à souder
• Manque de chaleur
• Bec trop grand
• Bec trop près de la
pièce
• Augmenter les pres-
sions et voir le tableau
des becs appropriés
• Utiliser un plus petit bec
•Éloigner le bec
Flammes instables ou
de forme irrégulière
Bec sale
Nettoyer ou remplacer
le bec
Le détendeur ne
maintient pas une
pression constante
Point de raccord
défectueux
Renvoyer l’unité
pour la faire remplacer
Explosions dans le
bec de découpage
Point de raccord rayé /
desserré
Resserrer l’écrou du bec
Fuite au niveau
du robinet à pointeau
Écrou d’étanchéité
desserré
Resserrer l’écrou
d’étanchéité
Allumage difficile Pression trop grande
Consulter le tableau
des becs appropriés
La flamme change
lors du découpage
• Robinet d’oxygène du
chalumeau en partie
fermé
•Bouteille d’oxygène
presque vide
• Ouvrir complètement le
robinet
• Remplacer la bouteille
HEKH
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8








Harris 4300162 Mode d'emploi
- Taper
- Mode d'emploi
- Ce manuel convient également à
dans d''autres langues
Documents connexes
Autres documents
-
Campbell Hausfeld WT5000 Manuel utilisateur
-
ESAB Heating and Welding Guide Manuel utilisateur
-
-
-
 Thermal Arc 161 STL ® Inverter Arc Welder Manuel utilisateur
Thermal Arc 161 STL ® Inverter Arc Welder Manuel utilisateur
-
 Tweco FABRICATOR® 181i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
Tweco FABRICATOR® 181i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
-
-
-
 Tweco FABRICATOR® 141i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
Tweco FABRICATOR® 141i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
-
ESAB Air/Fuel Hand Torch Manuel utilisateur


