ESAB Prest-O-Lite® 550 Plasma Cutter Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

Prest-O-Lite®550 Système de coupe Plasma P/N 0558006058 - 230 V, 1-Phase, 50/60 Hz
Prest-O-Lite
®
550 Système de coupe Plasma
Manuel d’instructions
Installation, fonctionnement et entretien
Form No: 0558006448 03 / 2007

2
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes
d’accompagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu
et réparé selon les instructions fournies. Vous devez faire une vérification périodique de
l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est pas bien
entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées
immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est
recommandé par le fabricant de faire une demande de conseil de service écrite ou par téléphone
chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modifiés sans permission préalable écrite par
le fabricant. L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant
d’une utilisation incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une
modification par une personne autre que le fabricant ou un centre de service désigné par le
fabricant.
ASSUREZVOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L'OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualifiés seulement. Si
vous n’avez pas une connaissance approfondie des principes de fonctionnement et des
règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous vous
suggérons de lire notre brochure « Precautions and Safe Practices for Arc Welding, Cut-
ting and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes non qualifiées
d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez PAS d’installer
ou d’opérer cet équipement avant de lire et de bien comprendre ces instructions. Si vous
ne comprenez pas bien les instructions, communiquez avec votre fournisseur pour plus
de renseignements. Assurez-vous de lire les Règles de Sécurité avant d’installer ou
d’opérer cet équipement.
ATTENTION
RESPONSABILITÉS DE L'UTILISATEUR

3
SECTION TITRE .................................................................................................................................................PAGE
SECTION 1 DESCRIPTION .............................................................................................................................................................................. 7
1.1 Informations générales ............................................................................................................................................................. 7
1.2 Aperçu ............................................................................................................................................................................................. 7
1.3 Unités disponibles ....................................................................................................................................................................... 7
1.4 Spécifications ................................................................................................................................................................................ 8
SECTION 2 INSTALLATION ..........................................................................................................................................................................11
2.1 Informations générales ...........................................................................................................................................................11
2.2 Équipement requis ...................................................................................................................................................................11
2.3 Emplacement ..............................................................................................................................................................................11
2.4 Inspection ....................................................................................................................................................................................11
2.5 Connexions d'entrée électrique primaire .........................................................................................................................11
2.6 Connexions secondaires (Sortie) ........................................................................................................................................12
2.7 Branchement de l'unité Prest-O-Lite
®
550 Plasma Cutter ..........................................................................................13
SECTION 3 FONCTIONNEMENT ................................................................................................................................................................15
3.1 Fonctionnement ........................................................................................................................................................................15
3.2 Commandes de l'unité Prest-O-Lite
®
550 Plasma Cutter .............................................................................................15
3.3 Assemblage des pièces consommables de la torche PT-31XL .................................................................................16
3.4 Le coupage avec la torche PT-31XL ....................................................................................................................................16
3.5 Techniques d"utilisation .........................................................................................................................................................18
3.6 Problèmes de coupage courants .........................................................................................................................................18
SECTION 4 ENTRETIEN ..................................................................................................................................................................................19
4.1 Informations générales ...........................................................................................................................................................19
4.2 Inspection et nettoyage ..........................................................................................................................................................19
4.3 Interrupteur de débit ...............................................................................................................................................................19
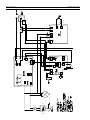
SECTION 5 DÉPANNAGE ..............................................................................................................................................................................21
5.1 Dépannage ..................................................................................................................................................................................21
5.2 Guide de dépannage ...............................................................................................................................................................21
5.3 Séquence des opérations .......................................................................................................................................................26
SECTION 6 PIÈCES DE REMPLACEMENT ...............................................................................................................................................27
6.1 Informations générales ...........................................................................................................................................................27
6.2 Commandes ................................................................................................................................................................................27
TABLE DES MATIÈRES

4
TABLE DES MATIÈRES

5
PRÉCAUTIONS DE SÉCURITÉ
Précautions de sécurité
Les utilisateurs du matériel de soudage et de coupage plasma Prest-O-Lite ont la responsabilité ultime d'assurer
que toute personne qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité
pertinentes. Les précautions de sécurité doivent répondre aux exigences applicables à ce type de matériel de
soudage ou de coupage plasma. Les recommandations suivantes doivent être observées en plus des règles
standard qui s'appliquent au lieu de travail.
Tous les travaux doivent être effectués par un personnel qualifié possédant de bonnes connaissances par rapport
au fonctionnement du matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel
peut produire des situations dangereuses qui peuvent causer des blessures à l'opérateur ou des dommages au
matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement;
- l'emplacement des interrupteurs d'arrêt d'urgence;
- sa fonction;
- les précautions de sécurité pertinentes;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise
en marche de l'équipement;
- toutes les personnes dans l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- aménagé convenablement pour acquérir le matériel en toute sécurité;
- libre de courants d'air.
4. Équipement de sécurité personnelle
- Vous devez toujours utiliser un équipement de sécurité convenable tels que les lunettes de protection, les
vêtement ininflammables et des gants de protection.
- Vous ne devez jamais porter de vêtements amples, tels que foulards, bracelets, bagues, etc., qui
pourraient se prendre dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- La réparation d'un équipement de haute tension doit être effectuée par un électricien qualifié
seulement.
- Un équipement d'extinction d'incendie approprié doit être à proximité de l'appareil et l'emplacement doit
être clairement indiqué.
- Vous ne devez jamais procéder à la lubrification ou l'entretien du matériel lorsque l'appareil est en
marche.

6
PRÉCAUTIONS DE SÉCURITÉ
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne touchez pas aux pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sécure.
VAPEURS ET GAZ - peuvent être danereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
zone respiratoire.
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma convenable équipé de
lentilles teintées et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
convenable.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inflammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
FONCTIONNEMENT DÉFECTUEUX - Dans le cas d'un fonctionnement défectueux demandez l'aide d'une
personne qualifiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER DES
BLESSURES À L'OPÉRATEUR OU LES AUTRES PERSONNES SE
TROUVANT DANS L'AIRE DE TRAVAIL. ASSUREZ-VOUS DE
PRENDRE TOUTES LES PRÉCAUTIONS NÉCESSAIRES LORS
D'UNE OPÉRATION DE SOUDAGE OU DE COUPAGE. DEMANDEZ
À VOTRE EMPLOYEUR UNE COPIE DES MESURES DE SÉCURITÉ
QUI DOIVENT ÊTRE ÉLABORÉES À PARTIR DES DONNÉES DES
RISQUE DU FABRICANT.

7
1.1 INFORMATION GÉNÉRALES
Le Prest-O-Lite
®
550 Plasma Cutter est un système de
coupage au plasma compact et entièrement autonome.
Le système est expédié entièrement assemblé et prêt
pour la mise en marche suivant son branchement à une
alimentation d'entrée et une source d'air comprimé pré-
filtré (90-150 psi). L'unité Prest-O-Lite
®
550 Plasma Cutter
utilise la torche PT-31XL pour fournir une puissance de
coupe pour les matériaux allant jusqu'à une épaisseur de
1/2 pouce ou pour percer des matériaux allant jusqu'à
une épaisseur de 5/8 de pouce. Consultez les paragraphes
suivants pour les descriptions des unités Prest-O-Lite
®
550
Plasma Cutter disponibles et les spécifications relatives
à la performance.
1.2 APERÇU
L'objectif de ce manuel est de fournir toutes les informa-
tions nécessaires à l'opérateur pour installer et opérer
l'unité de coupage à l'arc Prest-O-Lite
®
550 Plasma Cutter.
Des références techniques sont également disponibles
pour assister dans le dépannage de l'unité de coupage.
1.3 UNITÉS DISPONIBLES
Prest-O-Lite®550 Système de coupe Plasma ...............................................................................................P/N 0558006058
comprend :
Console avec régulateur et câble de masse
Torche
Trousse des pièces de rechange
SECTION 1 DESCRIPTION
N'utilisez jamais une torche autre que la torche PT-31XL de Prest-O-Lite avec cette source d'alimentation.
L'utilisation d'une torche non conforme peut entraîner des blessures graves.
Tableau 1-2. Contenu de la trousse des pièces de rechange pour la torche PT-31XL
Description Pièce numéro Quantité
Trousse des pièces de rechange P/N 0558006147
comprend :
Buse 30/40 A 0558006187 3
Électrode 0558006190 2
Chicane à turbulence 0558006189 1
Écran thermique 0558006185 1
AVERTISSEMENT

8
* Le facteur de marche est établie sur une période de 10 minutes; par conséquent, un facteur de marche de 40% signifie
que la machine peut fonctionner pendant 4 minutes avec une période de refroidissement de 6 minutes; un facteur de
marche de 60% signifie que la machine peut fonctionner pendant 6 minutes avec une période de refroidissement de 4
minutes; un facteur de marche de 100% signifie que la machine peut fonctionner sans arrêt.
Tableau 1-3. Spécifications de l'unité Prest-O-Lite
®
550 Plasma Cutter
1.4 SPÉCIFICATIONS
Consultez les tableaux 1-3, 1-4, et les figures 1-1 et 1-2 pour les spécifications techniques de l'unité Prest-O-Lite
®
550
Plasma Cutter.
SECTION 1 DESCRIPTION
Puissance
nominale
Facteur de marche 40% * 35 A @ 120 V C.C.
Facteur de marche 60% * 30 A @ 120 V C.C.
Facteur de marche 100% * 22 A @ 120 V C.C.
Marge de variation du courant de sortie 15 à 35 Ampères
Tension à circuit ouvert 230 V C.C. Nominale
Capacité d’entrée primaire
@ 35 A @ 120 V C.C. Sortie
230 V c.a.
50/60 Hz, 1-Phase
27 A
Facteur de puissance @ sortie de 35 Ampères 81% (1-Phase)
Capacité de courant PT-31XL 50 A DCSP
Exigences d’air PT-31XL 250 cfh @ 80 psi
Dimensions de l’unité HP
®
550 Plasma Cutter Longueur 14.25-po. ( 362 mm)
Hauteur 12.7-po. (322 mm)
Largeur 6.2-po. (156 mm)
Poids (sans la torche) 35 lbs (16 kg)

9
Figure 1-2. Performance de coupe de la torche PT-31XL
2 1/4"
(57mm)
5 1/4"
(133mm)
75° Torche
Tableau 1-4. Spécifications de la torche PT-31XL
Torche PT-31XL
Capacité de courant ....................................................50A DCSP
Poids à l'expédition....................................................2 lbs (1 kg)
Longueur des conduits de branchement
....................................................................................... 25-ft. (7.6 m)
Figure 1-1. Dimensions de la torche PT-31XL
Épaisseur de l'acier, po. (mm)
Vitesse, po/min. (mm/min)
SECTION 1 DESCRIPTION

10
SECTION 1 DESCRIPTION

11
SECTION 2 INSTALLATION
2.5 CONNEXIONS D'ENTRÉE ÉLECTRIQUE
PRIMAIRE FIGURE 21
LES CHOCS ÉLECTRIQUES PEUVENT ÊTRE MORTELS !
Il est très important de prendre des mesures de pré-
caution contre le choc électrique. Assurez-vous que
l'alimentation électrique est mise hors tension en
ouvrant l'interrupteur de ligne (mural) et en débran-
chant le cordon d'alimentation de l'unité lorsque vous
effectuez des connexions à l'intérieur de la source
d'alimentation.
Assurez-vous que la source d’alimentation est
correctement configurée pour l’alimentation d’entrée
utilisée. Autrement ceci risquerait d’endommager la
machine.
La source d'alimentation de l'unité Prest-O-Lite
®
550 Plasma
Cutter qui fonctionne sur une alimentation d'entrée de 230 V,
1-phase, est munie d'un câble de 8 pieds avec 3 conducteurs
et une fiche. Une prise d'accouplement (P/N 674540) est
disponible en option. Un interrupteur de ligne (mural)
avec un fusible de 40 ampères ou un disjoncteur doit être
installé au panneau de distribution de puissance principal.
Le câble reliant l'interrupteur de sectionnement à la prise
doit être muni de trois (deux conducteurs d'alimentation et
un conducteur pour la mise à la terre) conducteurs isolés
No. 10 AWG.
Le châssis doit être branché à une mise à la terre élec-
trique approuvée. À défaut d'observer cette instruction
entraîne un risque de choc électrique, de brûlure grave
ou de blessure mortelle.
2.1 INFORMATIONS GÉNÉRALES
Une installation bien effectuée de l'unité Prest-O-Lite
®
550
Plasma Cutter peut réaliser un travail satisfaisant et sans
problème. Il est fortement suggéré de lire et de suivre
scrupuleusement chaque étape dans cette section.
2.2 ÉQUIPEMENT REQUIS
Une source d'air propre, sec et préfiltré qui produit 250
cfh à 80 psi est requise pour l'opération de coupage. La
source d'alimentation d'air ne doit pas excéder 150 psi
(la capacité d'entrée maximum du filtre-régulateur d'air
fourni avec l'unité).
2.3 EMPLACEMENT
Une ventilation adéquate est nécessaire pour fournir un
refroidissement approprié de l'unité Prest-O-Lite
®
550
Plasma Cutter et veillez à ce que la poussière, la saleté
et la chaleur soient maintenues au minimum autour de
l'équipement. Assurez au moins un pieds de distance
entre la source d'alimentation de l'unité Prest-O-Lite
®
550 Plasma Cutter et le mur ou toute autre obstruction
pour permettre à l'air de circuler librement à travers la
source d'alimentation.
L'installation d'un dispositif de filtrage réduira le volume
d'air entrant, et par conséquent les composants de la
source d'alimentation seront sujets au surchauffement.
La garantie est considérée nul si un dispositif de filtrage
est utilisé.
2.4 INSPECTION
A. Retirez le conteneur d'expédition et tout le matériel
d'emballage. Inspectez l'équipement afin de con-
stater des dommages non apparents au moment
de la recéption de l'unité Prest-O-Lite
®
550 Plasma
Cutter. Avisez immédiatement le transporteur de
tout défaut ou dommage.
B. Vérifiez le conteneur pour toute pièce détachée
avant d'éliminer les matériaux d'emballage.
C. Faites une vérification des évents à lame et toute
autre ouverture pour l'air pour assurer qu'il n'y a
pas d'obstruction.
Un interrupteur de ligne (mural) avec fusible de capacité
appropriée ou disjoncteur (voir tableau 2.1) doit être instal-
lé au panneau de distribution de puissance principal.
AVERTISSEMENT
AVERTISSEMENT
ATTENTION

12
230 27 1 No. 10 40
1. Les connexions de la torche sont situées près du
capteur de débit sur le côté supérieur gauche de la
machine.
2. Passez le câble d'alimentation et le câble de
l'interrupteur de la torche PT-31XL à travers la bague
du côté gauche (au dessus de l'indicateur de pression)
située sur le devant du panneau. Branchez le câble
d'alimentation au raccord de la torche (filets inversés)
et branchez les câbles de l'interrupteur de la torche
aux broches 1 et 2 de M
2
, situées sur le coin supérieur
droit de la machine (vue de l'arrière de la machine), de
la plaquette à circuits. Serrez le câble d'alimentation
à l'aide d'une clé.
3. Remplacez le panneau de la machine.
4. Branchez l'alimentation d'air au raccord d'entrée du
filtre-régulateur.
5. Fixez le câble de masse à la pièce à traiter. Assurez-
vous que la pièce à traiter est bien mise à la terre à
l'aide d'un câble de grandeur appropriée.
2.6 CONNEXIONS SECONDAIRES SORTIE
CONSULTEZ FIG. 21
La torche est expédiée déjà assemblée par le fabricant.
Ces instructions concernent le remplacement de la
torche.
Avant d'effectuer une connexion quelconque sur les
bornes de sortie de la source d'alimentation, assurez-
vous que l'alimentation d'entrée primaire à la source
d'alimentation est mise hors tension (off) à l'endroit
de l'interrupteur de sectionnement principal et que
le cordon d'alimentation est débranché. Pour assurer
la sécurité de l'opérateur les connexions de la torche
sont chargées.
* Tailles définies selon le Code National pour 80°C, conducteurs de cuivre @ 30°C ambiant. Maximum de trois
conducteurs dans une canalisation ou un câble. Les codes locaux doivent être respectés s'ils indiquent des
tailles autres que celles mentionnées ci-haut.
Entrée et
conducteur
de mise à la terre
CU/AWG*
Entrée nominale
Tailles des
fusibles
Ampères
Volts Ampères Phases
AVERTISSEMENT
SECTION 2 INSTALLATION
Tableau 2.1. Tailles recommandées pour les conducteurs d'entrée et les fusibles de ligne

13
550 PLASMA CUTTER
Figure 2-1. Schéma des connexions de l'unité Prest-O-Lite
®
550 Plasma Cutter
INTERRUPTEUR DE
SECTIONNEMENT DE
LIGNE AVEC FUSIBLES
FOURNI PAR LE
CLIENT
Voir tableau 2.1
CÂBLE DE MASSE
MISE À LA TERRE DE
SÉCURITÉ
PT-31XL
PIÈCE À TRAITER
FICHE
entre la pièce à traiter et la source d'alimentation
Assurez un espace de 10 pieds (3 m) minimum
PRISE (P/N 674540)
(Optionnel pour les sources d'alimentation
230 V, 1-phase)
ALIMENTATION D'AIR préfiltré (fournie par le client)
(90 à 150 psi max)
*
*
(Voir tableau 2.1 et l'AVERTISSEMENT con-
cernant la mise à la terre du châssis dans la
section 2.5.)
2.7 BRANCHEMENT DE L'UNITÉ PRESTOLITE
®
550 PLASMA CUTTER POUR UNE ENTRÉE
DE 230 V c.a.
SECTION 2 INSTALLATION

14
POSTE DE TRA-
VAIL MIS À LA
TERRE
MISE À LA TERRE
CÂBLE DE MASSE
ASSUREZ-VOUS QUE LA PIÈCE À
TRAITER EST BIEN SOUTENUE PAR
LA TABLE
CÂBLE DE MASSE
MISE À LA TERRE
NE PAS FIXER LA SECTION DE LA
PIÈCE QUI SERA DÉCOUPÉE AU
CÂBLE DE MASSE
SECTION 2 INSTALLATION

15
550 PLASMA CUTTER
SECTION 3 FONCTIONNEMENT
3.1 FONCTIONNEMENT
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne JAMAIS opérer l'unité lorsque le couvercle est en-
levé.
• N'alimentez JAMAIS l'unité lorsque vous le tenez ou le
déplacez.
• Ne JAMAIS toucher aux pièces situées à l'extémité avant de
la poignée de la torche (buse, écran thermique, électrode,
etc.) lorsque l'unité est alimentée.
LES RAYONS DE L'ARC peuvent brûler les yeux et la peau;
LE BRUIT peut endommager la faculté auditive.
• Portez un casque de soudeur avec des verres de teinte no.
6 ou 7.
• Assurez-vous d'une protection efficace pour les yeux, les
oreilles et le corps.
Placez l'unité Prest-O-Lite
®
550 Plasma Cutter à une distance
d'au moins 10 pieds (3 mètres) de l'aire de coupage. Les
étincelles et le laitier incandescent provenant de l'opération
de coupage peuvent endommager l'unité.
3.2 COMMANDES de l'unité
PRESTOLITE
®
550 Plasma Cutter
(FIGURE 3-1)
A. Interrupteur d'alimentation (situé sur le panneau
avant). Dans la position de mise en marche, le voy-
ant lumineux blanc sera allumé indiquant que le
circuit de commande est alimenté et le ventilateur
de refroidissement sera en marche.
B. Commande du courant de sortie. Le courant est
réglable de 15 à 35 ampères pour convenir aux
conditions de coupage.
C. Bouton poussoir du vérificateur d'air. Lorsque le
filtre-régulateur d'air est alimenté, il peut être réglé
à la pression désirée (55-65 psi) avant une opération
de coupage. Permettez à l'air de circuler pendant
quelques minutes pour faire évaporer toute conden-
sation accumulée pendant la période d'inactivité.
Lorsque la pression est réglée, relâchez le bouton
vers sa position normale.
D. "Température élevée" Voyant DEL jaune
- s'allumera si la machine surchauffe. S'éteindra
automatiquement lorsque la machine est suffisam-
ment refroidie mais seulement si l'interrupteur de
mise en marche/arrêt est toujours dans la position
Figure 3-1. Commandes de l'unité Prest-O-Lite
®
550 Plasma Cutter
BOUTON DE COMMANDE DU
RÉGULATEUR D'AIR
INDICATEUR DE LA
PRESSION D'AIR
VUE ARRIÈRE
INTERRUPTEUR
D'ALIMENTATION
(ON-OFF) (I-O)
ET DISJONCTEUR
BOUTON DE VÉRIFI-
CATION D'AIR
VOYANT DE DÉFAUT
JAUNE
VOYANT D'AIR
VERT
AVERTISSEMENT
ATTENTION
AVERTISSEMENT
BOUTON DE
COMMANDE DU
COURANT

16
NOTE : Buse
sont marquées
par ampérage
0558006190
Piston
plongeur
Siège
0558006191
Électrode
0558006192
0558006189
Chicane Buse
Écran
thermique
0558006185
30/40A
0558006187
E. "Débit d'air insuffisant" Voyant DEL vert - s'allumera
pendant une opération lorsque le débit d'air est suffisant.
S'éteindra lorsque le débit d'air tombe au-dessous de 15psi
(1 bar).
F. Interrupteur marche/arrêt (On/Off) (Voyant blanc) -
s'allumera lorsque l'interrupteur est placé dans la position
de marche même si la machine n'est pas en opération pour
quelque raison que ce soit. S'éteindra lorsque l'interrupteur
est placé dans la position d'arrêt ou si le voyant est dé-
fectueux.
G. Indicateur de pression d'air (panneau avant) - indique
la pression d'air en bars et en psi.
3.3 ASSEMBLAGE DES PIÈCES
CONSOMMABLES DE LA PT31XL
Assurez-vous que l'interrupteur d'alimentation de la
source d'alimentation est dans la position d'arrêt (OFF) et
que l'alimentation d'entrée primaire est mise hors ten-
sion.
Pour assembler les pièces consommables “XT”, retirez le siège
fourni avec la torche. Insérez le piston plongeur dans la tête.
(Le piston plongeur est réversible.) Par la suite, réassemblez le
siège à l'aide d'une clé. Installez l'électrode, la chicane, la buse
et l'écran thermique tel qu'illustré dans la Fig. 3-2. Serrez bien
l'écran thermique mais assurez-vous de ne pas trop serrer.
ASSUREZ-VOUS d'installer la chicane à turbulence dans la
torche. À défaut de l'installer permettra à la buse (embout)
d'entrer en contact avec l'électrode ce qui appliquera une
tension élevée à la buse. Votre contact avec la buse ou la
pièce à traiter par la suite pourrait entraîner des blessures
graves ou mortelles résultant d'un choc électrique.
La tête de la torche PT-31XL possède un clapet anti-
retour pour le débit du gaz qui agit conjointement
avec l'interrupteur de débit et la circuiterie à l'intérieur
de la source d'alimentation. Ce système empêche
l'amorçage de la torche avec une tension élevée
si l'interrupteur de la torche est accidentellement
mis en position d'arrêt lorsque l'écran est enlevé.
REMPLACEZ TOUJOURS LA TORCHE PAR UNE AUTRE
IDENTIQUE FABRIQUÉE PAR Prest-O-Lite PUISQUE
CELLE-CI POSSÈDE UN DISPOSITIF DE VERROUILLAGE
DE SÉCURITÉ BREVETÉ PAR Prest-O-Lite.
Pour de l'information supplémentaire, consultez le livret
(F-14-246) inclus avec la torche PT-31XL.
3.4 LE COUPAGE AVEC LA TORCHE
PT31XL
Portez des gants, des vêtements et un casque pro-
tecteur. Un casque avec des verres de teinte no. 6
ou 7 devrait offrir une protection adéquate pour
vos yeux.
Ne jamais toucher aux pièces situées à l'extrémité
avant de la poignée de la torche (embout, écran
thermique, électrode, etc.) à moins que l'interrupteur
d'alimentation soit dans la position d'arrêt (OFF).
ATTENTION : N'appuyez pas sur l'interrupteur de la torche
à moins que la buse soit en contact avec la
pièce à traiter ou positionnée à moins de
0.020-po. (moins de 1/32-po.) de la pièce à
traiter.
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT
Fig. 3-2 - Assemblage des pièces consommables “XT”
SECTION 3 FONCTIONNEMENT

17
ATTENTION : Placez la console à une distance minimum de
10 pieds de l'aire de travail. Les copeaux et le
laitier incandescent provenant de l'opération
de coupage peuvent endommager la console.
Lorsque l'interrupteur primaire (mural) est placé dans la
position de marche (ON) et que les réglages de contrôle
et de pression d'air sont effectués tels que décrits ci-haut,
procédez avec les étapes suivantes :
1. Placez l'embout de la torche en contact direct avec la
pièce à traiter (ou à moins de 0.020-po. de la pièce à
traiter) en tenant la torche à un angle de 15- 30° pour
éviter d'endommager l'embout de la torche.
2. Appuyez sur l'interrupteur de la torche. (L'air et la haute
fréquence devraient amorcer la torche.)
3. Deux secondes après avoir appuyé sur l'interrupteur de
la torche, l'arc au plasma est prêt pour une opération de
coupage.
Figure 3-4. Technique de perçage avec la torche PT-31XL
4. Suivant le début de la coupe, l'embout peut être traîné
le long de la pièce à traiter si le matériel est d'une épais-
seur de moins de 1/4". Lors du coupage de matériel
d'une épaisseur de plus de 1/4"’, maintenez une distance
(hauteur d'attente) de 1/8" entre l'embout et la pièce à
traiter.
5. Lors de la fin d'une coupe, l'interrupteur de la torche doit
être relâché et la torche doit être retirée de la pièce à
traiter pour minimiser la possibilité d'un double amor-
çage pouvant endommager l'embout de la torche. Ceci
prévient un réamorçage par la haute fréquence lorsque
l'arc de coupage s'éteint.
6. En mode post-débit, l'arc peut être réamorcé immédi-
atement en appuyant sur l'interrupteur de la torche.
Le période de pré-débit de deux secondes s'annule
automatiquement. .
Fig. 3-3 - Effets des vitesses de coupage
TROP RAPIDE TROP LENTE CORRECTE
AU MOMENT OU L'ARC
BRISE LA PIÈCE À
TRAITER, RAMENEZ LA TORCHE À SA
POSITION VERTICALE ET PROCÉDEZ
AVEC LA COUPE
POUR PERCER, INCLINEZ LA TORCHE POUR PRÉVENIR
AU MATÉRIEL EN FUSION DE REVENIR CONTRE LA
TORCHE ET DE L'ENDOMMAGER.
1
2
SECTION 3 FONCTIONNEMENT

18
3.5 TECHNIQUES DE FONCTIONNEMENT
1. Perçage - Les matériaux (jusqu'à une épaisseur de 1/4-
po.) peuvent être percés avec la torche en contact direct
avec la pièce à traiter. Lors du perçage des matériaux
plus épais (jusqu'à une épaissuer de 3/16-po. pour
l'aluminium ou 1/4-po. pour l'acier inoxydable ou l'acier
au carbone) soulevez immédiatement la torche jusqu'à
une hauteur d'attente de 1/16-po. suivant l'amorçage de
l'arc de coupage. Ceci réduira le risque de projections
de soudure d'entrer dans la torche et préviendra la pos-
sibilité de souder l'embout de la torche à la plaque. La
torche doit être positionnée à un angle d'environ 30°
lors du début d'une opération de perçage et la torche
doit être remise en position verticale après avoir percer
le matériel.
2. Coupage de grille - Pour le réamorçage rapide, comme
pour des opérations de coupage de grille ou de treillis
de métal, ne relâchez pas l'interrupteur de la torche.
Ceci évite de passer par la période de pré-débit de 2
secondes du cycle de coupage.
3.6 PROBLÈMES DE COUPAGE
COURANTS
Vous trouverez ci-dessous les problèmes de coupage cou-
rants suivis par la cause probable de chaque problème. Si
vous déterminez que le problème est relié à l'unité Prest-
O-Lite
®
550 Plasma Cutter, consultez la section entretien de
ce manuel. Si la consultation de la section entretien ne vous
aide pas à déterminer le problème, communiquez avec votre
représentant Prest-O-Lite.
A. Pénétration insuffisante.
1. Vitesse de coupe trop rapide.
2. Buse de coupage endommagée.
3. Pression d'air incorrecte.
B. L'arc principal s'éteint.
1. Vitesse de coupe trop lente.
C. Formation d'écume. (Dans certains matériaux et épais-
seurs de matériaux, il peut être impossible d'obtenir une
coupe sans bavure.)
1. Vitesse de coupe trop rapide ou trop lente.
2. Pression d'air incorrecte.
3. Buse ou électrode défectueuse.
D. Amorçage double. (Orifice de la buse est endom-
magé.)
1. Pression d'air bas.
2. Buse de coupage endommagée.
3. Buse de coupage desserrée.
4. Forte projection.
E. Arc irrégulier.
1. Buse de coupage endommagée ou électrode usée.
F. Conditions de coupage instable.
1. Vitesse de coupe incorrecte.
2. Câble ou connexions de tuyau lâches.
3. Électrode et/ou buse de coupage en mauvais état.
G. L'arc principal ne s'amorce pas.
1. Connexions lâches.
H. Durée de vie médiocre des consommables.
1. Pression du gaz incorrecte.
2. Alimentation d'air contaminée.
Marge de variation des vitesses de coupe —
Prest-O-Lite
®
550 Plasma Cutter
(En utilisant l'air avec des consommables XT @ 75 psi)
Courant Vitesse de
Épaisseur de sortie Coupage
Matériel (po.) (Ampères) (ppm)
Acier au 1/16 30 180
carbone 1/8 30 75
(AISI 1020) 1/8 35 85
1/4 35 30
3/8 35 15
1/2 35 12
Acier 1/16 30 200
inoxydable 1/8 30 85
(AISI 304) 1/8 35 85
1/4 35 30
3/8 35 14
1/2 35 10
Aluminium 1/16 30 200
(6061) 1/8 30 85
1/8 35 85
1/4 35 30
3/8 35 15
1/2 35 12
NOTE : Les vitesses indiquées dans ce tableau sont typiques pour les coupes de
meilleures qualité. Les vitesses actuelles peuvent varier selon la composi-
tion du matériel, la condition de la surface, la technique de l'opérateur,
etc. Si la vitesse de coupage est trop élevée vous pouvez perdre la
coupe. Lors d'une opération de coupe avec une vitesse moins élevée,
une accumulation d'écume est possible. Si la vitesse est insuffisante, il
est possible que l'arc s'éteigne. Le coupage à air produit ordinairement
une surface rugueuse sur l'acier inoxydable et l'aluminium.
SECTION 3 FONCTIONNEMENT

19
SECTION 4 ENTRETIEN
4.1 INFORMATIONS GÉNÉRALES
Si l'équipement n'opère pas correctement, cessez les
opérations et recherchez la cause du défaut de fonc-
tionnement. Les travaux d'entretien et d'électricité
doivent être effectués par un personnel qualifié à cet
effet. Ne permettez pas au personnel non-qualifié
d'inspecter, de nettoyer ou de réparer cet équipe-
ment. N'utilisez que les pièces de rechange recom-
mandées.
Assurez-vous que l'interrupteur de sectionnement
mural ou le disjoncteur est mis hors tension avant
d'effectuer des travaux à l'intérieur de l'unité
Prest-O-Lite
®
550 Plasma Cutter.
4.2 INSPECTION ET NETTOYAGE
Un fonctionnement efficace et sécuritaire de l'unité Prest-
O-Lite
®
550 Plasma Cutter exige une inspection périodique
et un nettoyage fréquent. Voici quelques suggestions pour
l'inspection et le nettoyage :
A. Vérifiez la connexion entre le câble de masse et la
pièce à traiter.
B. Vérifiez la mise à la terre de sécurité sur la pièce à
traiter et sur le châssis de la source d'alimentation.
C. Vérifiez l'écran thermique sur la torche. Remplacez-le
si vous constatez des dommages.
D. Vérifiez quotidiennement l'électrode et la buse de
coupage pour de l'usure. Éliminez les projections de
soudure ou remplacez si nécessaire.
E. Assurez-vous que les câbles et tuyaux ne sont pas
endommagés ou tortillés.
F. Assurez-vous que tous les raccords et les connexions
de mise à la terre son bien serrés.
Parfois, l'eau ou l'huile peut s'accumuler dans les
lignes d'air comprimé. Dirigez le premier souffle
d'air dans la direction opposée de l'équipement pour
éviter d'endommager l'unité Prest-O-Lite
®
550 Plasma
Cutter.
BOUCHON DU
PISTON
PISTON
RESSORT
INTERRUPTEUR DE
DÉBIT
G. Nettoyez l'intérieur de l'unité Prest-O-Lite
®
550 Plasma
Cutter en soufflant avec de l'air comprimé sec. Assurez-
vous d'une protection efficace pour vos yeux et votre
visage lors de cette activité.
4.3 INTERRUPTEUR DE DÉBIT
FIGURE 41
Lorsqu'une contamination excessive est constatée dans
l'air, l'interrupteur de débit doit être enlevé, désassemblé
et nettoyé comme suit :
A. Assurez-vous que le système est éteint et qu'il n'y a
pas d'air sous pression dans les tuyaux.
B. Enlevez le bouchon du piston.
C. Retirez le ressort (FS-4 seulement). Manipulez-le soi-
gneusement pour ne pas l'endommager.
D. Enlevez le piston.
E. Nettoyez les pièces à l'aide d'un produit de nettoy-
age.
NOTE
Utilisez un produit de nettoyage qui ne contient pas de
solvants pouvant réduire la résistance du polysulfone.
Il est recommandé d'utiliser de l'eau tiède et un savon
doux pour le nettoyage. Attendez que les pièces soient
complètement sèches avant de réassembler.
Réassemblez l'interrupteur de débit dans l'ordre inverse.
Figure 4-1. Désassemblage / Assemblage de l'interrupteur de
débit
ATTENTION
AVERTISSEMENT
ATTENTION

20
SECTION 4 ENTRETIEN
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































ESAB Prest-O-Lite® 550 Plasma Cutter Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
 Prest-O-Lite ® 380 Plasma Cutter Manuel utilisateur
Prest-O-Lite ® 380 Plasma Cutter Manuel utilisateur
-
Prest-O-Lite PT-31XL and PT-31XLPC Plasma Arc Cutting Torches Manuel utilisateur
-
 Prest-O-Lite ® 550 Plasma Cutter Manuel utilisateur
Prest-O-Lite ® 550 Plasma Cutter Manuel utilisateur
-
 Prest-O-Lite ® 250 Plasma Cutter Manuel utilisateur
Prest-O-Lite ® 250 Plasma Cutter Manuel utilisateur
-
-
-
-
ESAB PT 26 Manuel utilisateur
-
-


