ESAB 42 CUTMASTER® Plasma Cutting System Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

40
A
1
C.C.
PHASE
Art N° A-09347_FC
SYSTÈME DE COUPE
AUPLASMA
42
CUTMASTER
®
Rév. AB Date: 8 juin 2011 Guide N° 0-5141FC
Caractéristiques de fonctionnement:
Guide d’utilisation

NOUS APPRÉCIONS VOTRE CLIENTÈLE !
Félicitations pour l’achat de votre produit Thermal Dynamics. Nous
sommes fiers de vous compter parmi notre clientèle et ferons tout
en notre pouvoir pour vous fournir le service le plus fiable et de
meilleure qualité dans le domaine. Ce produit est protégé par notre
large garantie et notre réseau mondial de service. Pour trouver le
distributeur ou le centre de service le plus proche de chez devous,
consulter notre site Internet au www.cigweld.com.au (Asie
pacifique) www.thermal-dynamics.com (Amérique et Europe).
Ce Guide d’utilisateur est conçu pour vous indiquer la bonne façon
d’utiliser votre produit Thermal Dynamics. Notre préoccupation
principale est votre satisfaction et l’utilisation appropriée du
produit. Veuillez donc prendre le temps de lire ce guide en
entier, en particulier les Consignes de sécurité. Ceci permet
d’éviter les risques possibles liés à l’utilisation du produit.
VOUS ÊTES EN BONNE COMPAGNIE !
La marque de choix des entrepreneurs et des manufacturiers dans
le monde entier.
Thermal Dynamics est une entreprise mondiale
de produits de coupage manuel et automatique à l’arc plasma pour
Thermadyne Industries inc.
Nous nous démarquons de nos concurrents grâce à nos produits
fiables et d’avant-garde qui ont fait leurs preuves au fil des ans.
Nous sommes fiers de nos innovations techniques, nos prix
compétitifs, nos délais de livraison hors pair, notre service à la
clientèle et notre soutien technique de qualité supérieure, en plus
de l’excellence denotre savoir dans le domaine de la vente.
Par dessus tout, nous sommes engagés dans la conception de
produits à technologie innovatrice pour atteindre un environnement
de travail plus sécuritaire dans le domaine de la soudure.

!
AVERTISSEMENTS
Lire et comprendre ce Guide au complet et les consignes de sécurité de votre employeur avant l’installation,
l’utilisation ou l’entretien de l’équipement.
L’information contenue dans ce Guide représente le bon jugement du fabricant, mais celui-ci n’assume
aucune responsabilité lors de l’utilisation.
Bloc d’alimentation de coupe au plasma
CUTMASTER
®
42
SL40
™
Torch
Guide d’utilisation numéro0-5141
Publié par:
Thermal Dynamics Corporation
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.thermal-dynamics.com
Copyright2010, 2011 par
Thermadyne Corporation
Tous droits réservés.
Il est interdit de reproduire, en tout ou partie de ce document, cette oeuvre sans la permission
del’éditeur.
L’éditeur décline toute responsabilité envers les parties en cas de les pertes ou les dommages
provoqués par erreur ou une omission dans ce Guide, qu’elle soit le résultat d’une négligence,
d’un accident ou d’une autre cause.
Imprimé aux États-Unis
Publié le: 15 octobre 2010
Conserver les renseignements suivant pour la garantie:
Endroit de l’achat: ________________________________________________
Date de l’achat: __________________________________________________
Numéro de série du bloc d’alimentation : _______________________________
Numéro de série du chalumeau : _____________________________________
i

TABLE DES MATIÈRES
CHAPITRE1: RENSEIGNEMENTS GÉNÉRAUX ......................................................................................... 1-1
1.01 Remarque, attention et mise en garde ...................................................................... 1-1
1.02 Consignes de sécurités importantes ......................................................................... 1-1
1.03 Publications .............................................................................................................. 1-3
1.04 Note, Attention et Avertissement .............................................................................. 1-4
1.05 Precautions De Securite Importantes ....................................................................... 1-4
1.06 Documents De Reference ......................................................................................... 1-6
1.07 Déclaration de conformité ........................................................................................ 1-7
1.08 Déclaration de garantie ............................................................................................. 1-8
CHAPITRE 2 SYSTÈME: INTRODUCTION ................................................................................................. 2-1
2.01 Principe d’utilisation ................................................................................................. 2-1
2.02 Caractéristiques de l’alimentation en électricité ........................................................ 2-1
2.03 Caractéristiques du câblage d’alimentation .............................................................. 2-2
2.04 Composants du bloc d’alimentation ......................................................................... 2-3
2.05 Caractéristiques du chalumeau................................................................................. 2-4
CHAPITRE2 CHALUMEAU : INTRODUCTION .......................................................................................... 2T-1
2T.01 But du guide ........................................................................................................... 2T-1
2T.02 caractéristiques ...................................................................................................... 2T-1
2T.03 Introduction au plasma........................................................................................... 2T-2
CHAPITRE3: INSTALLATION ................................................................................................................... 3-1
3.01 Déballage .................................................................................................................. 3-1
3.02 Opération de levage .................................................................................................. 3-1
3.03 Raccordement de l’alimentation primaire ................................................................. 3-2
CHAPITRE4 SYSTÈME : FONCTIONNEMENT ............................................................................................ 4-1
4.01 Panneau de contrôle ................................................................................................. 4-1
4.02 Préparation en vue de l’exploitation .......................................................................... 4-2
4.03 Séquence d’opérations ............................................................................................. 4-4
4.04 Qualité de la coupe ................................................................................................... 4-6
4.05 Informations générales relatives àla coupe.............................................................. 4-7
CHAPITRE5 SYSTÈME : ENTRETIEN ........................................................................................................ 5-1
5.01 Entretien général ...................................................................................................... 5-1
5.02 Guide de dépannage de base .................................................................................... 5-2
CHAPITRE5 CHALUMEAU : ENTRETIEN ................................................................................................. 5T-1
5T.01 Entretien général .................................................................................................... 5T-1
5T.02 Inspection et remplacement des pièces non durables du chalumeau ..................... 5T-1
CHAPITRE6: NOMENCLATURE DES PIÈCES ........................................................................................... 6-1
6.01 Introduction .............................................................................................................. 6-1
6.02 Pièces de rechange du bloc d'alimentation............................................................... 6-2
ANNEXE1: SCHÉMA DE CIRCUIT ............................................................................................................A-1
INFORMATION DE CONTACT DU SERVICE À LA CLIENTÈLE INTERNATIONAL ...............couverture du verso

cutmaster
®
42
Guide0-5141FC 1-1 RENSEIGNEMENTS GÉNÉRAUX
CHAPITRE1:
RENSEIGNEMENTS GÉNÉRAUX
1.01 Remarque, attention et avertissement
Tout au long du guide, nous utilisons des remarques, des
avertissements et des mises en garde pour mettre l’accent sur les
informations importantes. Ils sont catégorisés de la manière suivante:
REMARQUE
Fonction, procédé ou renseignement de base qui
nécessite une plus grande attention ou aide à bien
utiliser le système.
ATTENTION
Procédé qui, s’il n’est pas suivi correctement, peut
endommager l’équipement.
!
AVERTISSEMENT
Procédé qui, s’il n’est pas suivi correctement, peut
causer des lésions à l’utilisateur ou aux gens dans
lazone d’utilisation.
1.02 Consignes de sécurité importantes
!
AVERTISSEMENT
L’UTILISATION ET L’ENTRETIEN DE L’ÉQUIPEMENT
PLASMA ARC PEUVENT ÊTRE DANGEREUX POUR VOUS
ET VOTRE SANTÉ.
Le coupage au plasma émet de l’électricité et du
magnétisme qui peuvent interférer avec les stimulateurs
cardiaques, les appareils auditifs ou d’autres appareils
médicaux électriques. Les gens qui travaillent près de
systèmes de coupe au plasma doivent consulter leur
médecin et le fabricant de leur appareil médical pour
évaluer la présence de risques.
Afin de prévenir d'éventuelles lésions, lire, comprendre
et respecter les mises en garde, les consignes de
sécuritéet les directives avant l’utilisation. Pour toute
question, composer le 1-603-298-5711 ou contacter
votre distributeur local.
GAZ ET ÉMANATIONS
LES Gaz et les émanations produits au cours du procédé de coupe
auplasma peuvent être dangereux pour vous et votre santé.
• Garderlesémanationsetlesgazhorsdelazonederespiration.
Éloignerlatêtedupanachedegazdelasoudure.
• Utiliserunrespirateuràadductiond’airsilaventilationn’est
pas adéquate pour évacuer toutes les émanations et les gaz.
• Lessortesd’émanationsetdegazémisesparleplasma
dépendent de la sorte de métal utilisé, des enduits et des
différents procédés. Il faut être prudent lors de la coupe ou de
la soudure de métaux qui peuvent contenir au moins l’un des
éléments suivants:
Antimoine Chromium Mercure
Arsenic Cobalt Nickel
Baryum Cuivre Sélénium
Béryllium Plomb Argent
Cadmium Maganèse Vanadium
• ToujourslirelaFichesignalétique(FS)fournie avec votre
matériel. Ces FS fournissent des renseignements concernant
le type et la quantité d’émanations et de gaz qui peuvent être
dangereux pour la santé.
• Pourdesinformationssurlestestsàréaliserconcernant
les émanations et les gaz sur le lieu de travail voir le point1
duparagraphe1.03,Publicationdeceguide.
• Utiliserunéquipementspécial,commedestablesdedécoupe
ventiléesouàjetd’eau,pourcapturerlesémanations
etlesgaz.
• Nepasutiliserlepistoletàplasmadansunendroitoùsesituent
des gaz ou des matériaux combustibles ou explosifs.
• Lephosgène,ungaztoxique,estgénérédesvapeursdesolvants
etdenettoyantschlorés.Éliminertouteslessourcesdeces
vapeurs.
• Lorsqu’ilestutilisépourlasoudureoulacoupe,ceproduit
génère des émanations ou des gaz qui contiennent des éléments
chimiques.(CaliforniaHealthandSafetyCodeArt.25249.5
etsuivants)
DÉCHARGE ÉLECTRIQUE
Lesdéchargesélectriquespeuventcauserdeslésionsoulamort.La
coupeauplasmautiliseetproduitdel’électricitéàhauttension.Cette
énergiepeutprovoquerunchocgraveoumortelàl’utilisateurouaux
personnes à proximité.
• Nejamaistoucherlespiècessous-tensionouchaudes.
• Porterdesgantsetdesvêtementssecs.Seteniréloigné
delapièce à travailler ou des pièces du circuit de soudage.
• Réparerouremplacerlespiècesuséesouendommagées.
• Redoublerdeprudencelorsquelelieudetravailesthumide.
• Installeretentretenirl’équipementenvertuduCodenational
del’électricité,voirlepoint9duparagraphe1.03,Publications.
• Déconnecterleblocd’alimentationavantd’effectuerune
réparation ou l’entretien.
• LireetrespecterlesdirectivesduGuided’utilisation.
INCENDIE ET EXPLOSION
Leslaitierschauds,lesétincellesoule plasma peuventprovoquer
unincendie ou une explosion.
• S’assurerqu’iln’yaaucunmatériaucombustibleouinammable
sur le lieu de travail. Il faut protéger les matériaux qui ne peuvent
être éliminés.
• Ventilerlelieudetravailpouréliminerlesvapeursinammables
ou explosives.
• Nepascouperousouderuncontenantquipeutavoirrenfermé
des combustibles.

cutmaster
®
42
RENSEIGNEMENTS GÉNÉRAUX 1-2 Guide0-5141FC
• Fournirdupersonneldesurveillancelorsqueletravailàeffectuer
setrouvedansunendroitoùilexisteunrisqued’incendie.
• Ilpeutyavoiruneformationd’hydrogènepiégéesouslespièces
d’aluminium à travailler lorsqu’on les coupe sous l’eau ou à
l’aided’unetableàjetd’eau.NEPAScouperd’alliagealuminium
sousl’eauousurunetableàjetd’eauàmoinsquel’hydrogène
puisses’éliminerousedissiper.Siuneformationd’hydrogène
estenammée,ellevaexploser.
BRUIT
Le bruit peut causer une perte d’audition. Les procédés au plasma
atteignent des volumes au-dessus des limites sécuritaires. Il faut
protéger vos oreilles contre le bruit intense pour éviter des lésions
permanentes.
• Pourprotégerl’ouïecontrelebruitintense,porterdes
bouchonsd’oreilleoudesprotecteursd’oreilles.Protégerles
travailleurs à proximité.
• Ilfautmesurerleniveaudebruitpours’assurerquelesdécibels
(lebruit)nedépassentpaslalimitesécuritaire.
• Pourdesrenseignementssurlestestsàeffectuerpourlebruit,
voirlepoint1duparagraphe1.03,Publications,deceGuide.
RAYONS DE L’ARC PLASMA
Les rayons de l’arc plasma peuvent provoquer des lésions oculaires
et des brûlures de la peau. Le procédé à l’arc plasma génère des
rayonnements ultraviolet et infrarouge extrêmement intenses. Les
rayons de l’arc endommagent les yeux et brûlent la peau si on ne se
protège pas de manière adéquate.
• Pourlaprotectionoculaire,toujoursporteruncasquede
soudureouuntablierdesoudeur.Toujoursporterdeslunettes
desécuritémuniesdevisièreslatérales,deslunettesétanches
ou une autre protection oculaire.
• Porterdesgantsdesoudage et desvêtementsdetravail
adéquats pour protéger la peau contre les rayons et les
étincelles.
• Maintenirlecasqueetleslunettesdesécurité en bonétat.
Remplacer les verres fissurés, écaillés ou sales.
• Protégerlespersonnesà proximitécontrelesrayonsd’arc.
Utiliser des cabines, de grilles ou des écrans de protection.
• Utiliserdesverresdelacouleursuggéréedanslalistesuivante
Nuance Minimum Nuance Suggerée
Courant Arc Protective Numéro Numéro
Moins de 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* Ces valeurs s’appliquent ou l’arc actuel est observé
clairement. L’experience a démontrer que les filtres
moins foncés peuvent être utilisés quand l’arc est
cachéparmoiceaudetravail.
AVERTISSEMENT CONCERNANT LE PLOMB
Ceproduitcontientdesélémentschimiques,ycomprisleplomb,
ouproduitdesélémentschimiquesreconnusenCaliforniecomme
cause de cancer, de déficience congénitale et d’autres dommages
liés aux fonctions reproductives. Se laver les mainsaprès
manipulation.(CaliforniaHealdandSafetyCodeArt.25249.5
etsuivants)
AWSF2.2:2001(R2010),modiéavecl’accorddel’AmericanWeldingSociety(AWS),Miami,Floride
Guide de teinte des lentilles
(Tiréduparagraphe2.2,LensShadeSelectordel’AWS)Lenombredesteintesn’estdonnéqu’àtitrederecommandationetpeut
être modifié pour s’adapter aux besoins individuels.
Procédé
Taille de l’électrode
enpo.(mm)
Courant d’arc
(ampères)
Gamme d’intensité
minimum
Numéro de teinte
recommandée(confort)
Soudage à l’arc avec électrode
enrobée(procédéSMAW)
Moinsde3/32(2,4);3/32à
5/32(2,4à4,0);5/32à1/4
(4,0à6,4)Plusde1/4(6,4)
Moinsde60;60
à160;160à250;
250 à 550 7 8 10 11 - 10 12 14
Soudage à l’arc sous gaz avec fil
plein(procédéGMAW)etsoudage
aveclfourré(procédéFCAW)
Moinsde60;60
à160;160à250;
250 à 550 7 10 10 10 - 11 12 14
Soudage à l’électrode de tungstène
(procédéGTAW)
Moinsde50;50
à150;150à500 8 8 10 10 12 14
Coupage à l’arc avec électrode de
carboneetjetd’air(procédéAAC)
(Clair)(Sombre)
Moinsde500;500
à 1000 10 11 12 14
Soudageauplasma(procédéPAW)
Moinsde20;20à
100;100à400;400
à 800 6 8 10 11 6 to 8 10 12 14
Coupageplasma(procédéPAC)
Moinsde20;20à
40;40à60;60à80;
80à300;300à400;
400 à 800 4 5 6 8 8 9 10 4 5 6 8 9 12 14
*Règle générale, commencer avec une teinte trop foncer pour voir la zone de soudage. Réduire ensuite progressivement vers
lateinte qui permet de voir la zone de soudage sans dépasser le minimum. Lors de soudage, de coupage ou de brasage aux gaz
oùlechalumeanoulefondantproduitunepuissantelumièrejaune,ilestpréférabled’utiliserunltrequiabsorbelagammejaune
ou du sodium du spectre de la lumière visible.
Table 1-1

cutmaster
®
42
Guide0-5141FC 1-3 RENSEIGNEMENTS GÉNÉRAUX
1.03 Publications
Se référer aux normes suivantes ou à leur plus récente édition pour
de plus amples renseignements:
1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR 1910,
disponible auprès du Superintendent of Documents, U.S.
GovernmentPrintingOfce,Washington,D.C.20402
2. ANSI Standard Z49.1, SAFETY IN WELDING AND CUTTING,
disponible auprès de l’American Welding Society, 550 N.W.
LeJeune Rd, Miami, FL 33126
3. NIOSH,SAFETYANDHEALTHINARCWELDINGANDGAS
WELDING AND CUTTING, disponible auprès du Superintendent
ofDocuments,U.S.GovernmentPrintingOfce,Washington,D.C.
20402
4. ANSI Standard Z87.1, SAFE PRACTICES FOR OCCUPATION AND
EDUCATIONAL EYE AND FACE PROTECTION, disponible auprès
de l’American National Standards Institute, 1430 Broadway, New
York, NY 10018
5. ANSI Standard Z41.1, STANDARD FOR MEN’S SAFETY-TOE
FOOTWEAR, disponible auprès de l’American National Standards
Institute, 1430 Broadway, New York, NY 10018
6. ANSI Standard Z49.2, FIRE PREVENTION IN THE USE OF CUTTING
AND WELDING PROCESSES, disponible auprès de l’American
National Standards Institute, 1430 Broadway, New York, NY 10018
7. AWS Standard A6.0, WELDING AND CUTTING CONTAINERS
WHICH HAVE HELD COMBUSTIBLES, disponible auprès de
l’American Welding Society, 550 N.W. LeJeune Rd, Miami, FL
33126
8. NFPA Standard 51, OXYGEN-FUEL GAS SYSTEMS FOR WELDING,
CUTTING AND ALLIED PROCESSES, disponible auprès de la
NationalFireProtectionAssociation,BatterymarchPark,Quincy,
MA 02269
9. NFPA Standard 70, NATIONAL ELECTRICAL CODE, disponible
auprèsdelaNationalFireProtectionAssociation,Batterymarch
Park, Quincy, MA 02269
10. NFPA Standard 51B, CUTTING AND WELDING PROCESSES,
disponible auprès de la National Fire Protection Association,
BatterymarchPark,Quincy,MA02269
11. CGAPamphletP-1,SAFEHANDLINGOFCOMPRESSEDGASES
INCYLINDERS, disponible auprès de la Compressed Gas
Association,1235JeffersonDavisHighway,Suite501,Arlington,
VA 22202
12. CSA Standard W117.2, CODE FOR SAFETY IN WELDING AND
CUTTING, disponible auprès de l’Association canadienne de
normalisation, Vente de normes, 178 Rexdale Boulevard, Rexdale,
Ontario, Canada M9W 1R3
13.NWSAbooklet,WELDINGSAFETYBIBLIOGRAPHYdisponible
auprèsdelaNationalWeldingSupplyAssociation,1900Arch
Street,Philadelphia,PA19103
14. American Welding Society Standard AWSF4.1, RECOMMENDED
SAFEPRACTICESFORTHEPREPARATIONFORWELDINGAND
CUTTINGOFCONTAINERSANDPIPINGTHATHAVEHELD
HAZARDOUSSUBSTANCES,disponibleauprèsdel’American
Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126
15. ANSI Standard Z88.2, PRACTICE FOR RESPIRATORY PROTECTION,
disponible auprès de l’American National Standards Institute, 1430
Broadway, New York, NY 10018

cutmaster
®
42
RENSEIGNEMENTS GÉNÉRAUX 1-4 Guide0-5141FC
1.07 Déclaration de conformité
Fabricant: ThermadyneCompany
Adresse: 82 Benning Street
WestLebanon,NewHampshire03784
USA
L’équipement décrit dans ce guide est conforme à l’ensemble des dispositions et des exigences énoncées dans la Directive relative aux matériels
électriquesbassetension(DirectiveduConseileuropéenno73/23/CEE,modifiéparlaDirectiveduconseilno93/68CEE)etautextedetransposition
de ladite directive en droit national.
Leblocd’alimentationdécritdansceguideestconformeàlanormeE60974-1delaCSAetlechalumeauàplasmaestconformeàlanorme
E60974-7.
L’équipement décrit dans ce guide est conforme à l’ensemble des dispositions et des exigences énoncées dans la Directive relative à la compatibilité
électromagnétique(DirectiveduConseileuropéenno89/336/CEE)etautextedetranspositiondeladitedirectiveendroitnational.
Lesnumérosdesérie,ladescriptiondescomposants,lespiècesdefabricationutiliséesetladatedefabricationsontuniquespourchaqueappareil.
Normes et caractéristiques techniques nationales
Leproduitaétéconçuetfabriquéconformémentàuncertainnombredenormesetdecaractéristiquestechniques.Celles-cicomprennent:
*LanormeC22.2numéro60delaCSA(Associationcanadiennedenormalisation)relativeàl’équipementdesoudageàl’arc.
*LacoteUL94VO(UnderwritersLaboratory)relativeauxessaisderésistanceaufeupourl’ensembledescartesdecircuitimpriméutilisées.
*LanormedeproduitCENELEC—EN50199pourl’équipementdesoudageàl’arc—Exigencesrelativesàlacompatibilitéélectromagnétique(CEM).
* Les exigences de sécurité et de fonctionnement des sources de courant de soudage et des systèmes de coupages à l’arc plasma ISO/CEI
60974-1(BS638-PT10)(EN60974-1)(ENT50192)(EN50078).
* La norme AS60974.1 relative aux blocs d’alimentation pour l’équipement de soudage à l’arc.
Pourlesenvironnementsexposésàunrisqueélevédedéchargesélectriques,lesblocsd’alimentationportantlamarque
S
sont
conformesàlanormeEN501192encasd’utilisationconjointeavecdeschalumeauxmanuelsmunisd’emboutslongs,àconditionqu’ils
soient équipés de cales d’écartement convenablement installées.
*Danslecadreduprocédédeconceptionetdefabricationgénéral,uncontrôleexhaustifportantsurlaconceptionduproduitesteffectué
dans l’établissement de production. Le but est de garantir la sécurité du produit, lorsqu’il est utilisé conformément aux instructions de ce
guide et aux normes industrielles connexes, et qu’il fonctionne selon les spécifications. Des essais rigoureux sont inclus dans le procédé
defabrication afin de s’assurer que le produit fabriqué respecte les caractéristiques conceptuelles ou y est supérieur.
Thermadynefabriquedesproduitsdepuisplusde30ansetcontinuedeviserexcellencedanscedomainedeproduction.
Représentants du fabricant en Europe: Steve Ward
Directeur des opérations
ThermadyneEurope
Europa Building
ChorleyNInsdustrialPark
Chorley,Lancashire,
England PR6 7BX

cutmaster
®
42
Guide0-5141FC 1-5 RENSEIGNEMENTS GÉNÉRAUX
1.08 Déclaration de garantie
GARANTIE LIMITÉE: Sousréservesdesconditionsci-après, TermadyneCompanygarantitàl’acheteur audétailinitialquelesnouveaux blocs
d’alimentationdecoupageauplasmaThermalDynamicsCUTMASTER
®
vendus après la date d’entrée en vigueur de cette garantie sont exempts de
défauts de matières et de vices de fabrication. En cas de constat de non-conformité à cette garantie survenue au cours de la période de validité énoncée
ci-dessous,ThermadyneCompanys’engage,aprèsnoticationdesapartetpreuvesàl’appuiqueleproduitabienétéentreposé,exploitéetentretenu
conformémentauxspécications,auxinstructions,auxrecommandationsdeThermadyneetauxprocéduressanctionnéesparlapratiqueindustrielle,
à corriger les défauts mentionnés en réparant ou en remplaçant le produit.
Cette garantie est exclusive et remplace toute garantie de qualité marchande ou de bon fonctionnement pour une utilisation particulière.
Seuljugeenlamatière,Thermadynerépareouremplacedanslesdélaisprécisésci-aprèslespiècesoulescomposantssousgarantie,dontla
défaillanceestimputableàdesdéfautsdematérieloudesvicesdefabrication.ThermadyneCompanydoitêtreinforméedetoutedéfaillancedansles
30joursafindepouvoirfournirlesinstructionsrelativesàl’applicationdesconditionsdegarantie.
ThermadyCompanyhonorelesréclamationssoumisesdurantlespériodesdegarantierépertoriéeci-dessous.Lespériodesdegarantieentrent
envigueuràladateàlaquelleleproduitaétévenduàl’acheteuraudétailinitial,ou1anaprèslaventeàundistributeuragrééparThermadyne
Distributor.
PÉRIODE DE GARANTIE LIMITÉE
Produit
Composant du bloc
d’alimentation
(Piècesetmain-d’œuvre)
Chalumeauetcâbles
(Piècesetmain-d’œuvre)
CUTMASTER 42 4 ans 1 an
Cette garantie ne couvre pas:
1.Lespiècesd’usure,ycomprislesembouts,électrodes,embouts,jointstoriques,cartouchesdedémarrage,distributeursdegaz,fusibles,filtres.
2. Le matériel qui a été modifié par un tiers non autorisé, incorrectement installé, exploité de manière inadéquate ou détourné de l’usage prévu par
les normes sectorielles.
Encasderéclamationdanslecadredelagarantie,lesvoiesderecoursserontdécidéesàladiscrétiondeThermadyneCompany:
1. Réparation du produit défectueux.
2. Remplacement du produit défectueux.
3.RemboursementdescoûtsderéparationraisonnablesdûmentautorisésaupréalableparThermadyne.
4.Établissementd’uncréditàlahauteurduprixd’achatduquelladégradationmatérielleprovenantdel’usageréelseradéduite.
CesvoiesderecourspeuventêtreautoriséesparThermadyneetsontfrancobordWestLebanon,NHoudansuncentredeserviceagréépar
Thermadyne.Lesfraisderenvoiduproduitàréparerincombentaupropriétaireetlescoûtsdedéplacementoudetransportnefontl’objetd’aucun
défraiement.
LIMITATION DE RESPONSABILITÉ: ThermadyneCompanyn’estenaucuncasresponsabledesdommagesparticuliersouindirectscomme,
notamment,l’endommagementoulapertedesbiensachetésouremplacés,ouréclamationsdelapartduclientdesdistributeurs(dénommés
«Acheteurs»)encasd’interruptiondeservice.Lesvoiesderecoursdel’Acheteurdécritesci-dessoussontexclusives,etlaresponsabilitéde
Thermadyneencequiconcerneuncontratquelconque,ouunacteyafférent,ycomprisl’exécutionoulaviolationducontrat,oudécoulantdela
fabrication,vente,livraison,reventeouutilisationdesbienscouvertsoufournisparThermadyne,qu’ils’agissed’uneconséquenceducontrat,d’une
négligence, d’un acte dommageable ou des clauses d’une garantie quelconque ou autre, ne doivent pas, sauf disposition expresse contraire, dépasser
le prix des biens sur lequel se fonde la responsabilité.
L’utilisation de pièces de rechange ou d’accessoires susceptibles de compromettre la sécurité ou les prestations de l’un des produits
Thermadyne entraîne la déchéance de la présente garantie.
La présente garantie est nulle et non avenue si le produit Thermal Dynamics est vendu par des personnes non autorisées.
Entrée en vigueur: 15 octobre 2010

Cutmaster
®
42
Guide0-5141FC 2-1 INTRODUCTION
CHAPITRE 2 SYSTÈME:
INTRODUCTION
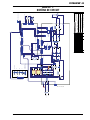
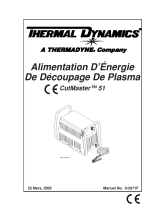
2.01 Principe d’utilisation
Redresseur
Convertisseur
Transformateur
Redresseur
Pression réduite, filtre
Valve de gaz
Chalumeau
de coupage
Air comprimé
Art N° A-09204_FC
Pièce à
travailler
2.02 Caractéristiques de l’alimentation en électricité
Caractéristiques du bloc d’alimentation CUTMASTER 42
Puissance d’entrée 120 VAC (+
-
10%), 1 phase, 50/60Hz
208-230 VAC (+
-
10%), 1 phase, 50/60Hz
Courant de sortie 20A à 120 VAC, 15A
20-27 A à 120 VAC, 20A
20-40 A à 230 VAC, 20A
Cycle de service du bloc d’alimentation CUTMASTER 42 (Remarques 1)
Température ambiante 104F (40°C)
Cycle de service
30% à 120 VAC A, 40% à 230 VAC A
Courant nominal 27 A à 120VAC, 40 A à 230V
Caractéristiques du gaz pour le chalumeau SL40 (voir paragraphe 2T.03)
Remarques
1. Le cycle de service est le pourcentage de temps selon lequel le système peut être utilisé sans surchauffer.
Le cycle de service est réduit si la tension d’entrée principale (C. A.) est basse, ou si la tension C. C. est plus
puissante que les recommandations de cette liste.
2. Il ne doit y avoir aucune trace d’huile, d’humidité ou d’autres contaminants dans l’approvisionnement
enair. Un excès d’huile et d’humidité peut provoquer un arc double, une usure rapide des embouts ou même
une panne complète du chalumeau. Les contaminants peuvent réduire la qualité du coupage et accélérer
l’usure de l’électrode. Des filtres sont offerts en option pour améliorer la capacité de filtration.
REMARQUE
La classification CEI relève des spécifications émises par la commission électrotechnique internationale. Ces
spécifications comprennent le calcul d’une tension de sortie fondé sur le courant nominal d’alimentation.
Dans le but de faciliter la comparaison entre les blocs d’alimentation, les fabricants utilisent cette tension
desortie pour définir le cycle de service.
La valeur TDC est définie à l’aide d’une tension de sortie semblable à la véritable tension de sortie lors
d’une opération de coupage avec un chalumeau TDC. Cette tension peut être supérieure ou inférieure
àlatension CEI, selon le choix du chalumeau, du matériel consomptible et de l’opération de coupage
entant que telle.

Cutmaster
®
42
INTRODUCTION 2-2 Guide0-5141FC
Art. n° A-09333_FC
26lb / 11,8kg
7po (177mm)
18,5po (469,9mm)
9po (228,6mm)
CUTMASTE R
®
42
120V 15A
120V 20A
230V 20A
A
24
40
20
20
30
27
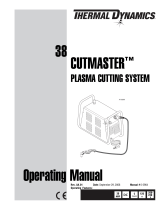
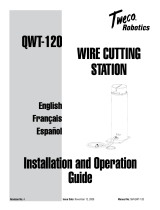
Illustration 2-1: Dimensions et poids du bloc d alimentation
REMARQUE
Le Poids comprend le chalumeau et les fils, le cordon d’alimentation et les câbles de masse avec les brides
de serrage.
ATTENTION
Prévoir un dégagement pour obtenir une ventilation adéquate du bloc d’alimentation. L’utilisation sans une
ventilation adéquate empêche le refroidissement et réduit le cycle de service.
2.03 Caractéristiques du câblage d’alimentation
Caractéristiques du câblage d’alimentation du CUTMASTER 42
Entrée Tension d’entrée
Consommation
decourant
Consommation
decourant
Tailles recommandées
(voir la remarque)
Tension Fréq. (kVA) I max (A) I eff (A) Fusible (A)
(Volt-C. A.) (Hz) 1-Ph 1-Ph 1-Ph 1-Ph
120 50/60 3,3 27,5 15 25
208 50/60 5,0 24 15,4 23
230 50/60 5,0 21,4 13,5 20
240 50/60 5,0 20,8 13 20
Tension de ligne avec protection de circuit suggérée
Les fusibles d’allumage ou les disjoncteurs thermiques sont recommandés pour cet appareil. Vérifier la réglementation locale
pour connaître votre statut sur ce point.
REMARQUE
Se référer à la réglementation locale et nationale ou aux pouvoirs publics locaux compétents pour obtenir
les exigences de câblages nécessaires. La taille du câble est déclassée en fonction du cycle de service
del’équipement.
Les tailles recommandées sont fondées sur un câble d’alimentation flexible avec une installation à prise
de courant.
La température de conduction utilisée est de 167°F (75°C).

Cutmaster
®
42
Guide0-5141FC 2-3 INTRODUCTION
2.04 Composants du bloc d’alimentation
Entrée d’air
Panneau de contrôle
Câble du chalumeau
Source d’alimentation 120/230 volts CA
Câble et pince de travail
Art. n° A-09334_FC
CUTMASTE R
®
42
120V 15A
120V 20A
230V 20A
A
24
40
20
20
30
27
Art. n° A-09335_FC
Entrée d’air
Interrupteur
marche/arrêt
Câble électrique

Page volontairement laissée vierge.

cutmaster
®
42
Guide0-5141FC 2T-1 INTRODUCTION
CHAPITRE2 CHALUMEAU :
INTRODUCTION
2T.01 But du guide
Ce guide contient des descriptions, des instructions de
fonctionnement et des procédures d’entretien relatives aux
modèles SL40 Chalumeau de coupage plasma. L’entretien
de l’équipement doit être confié à un personnel dûment
formé dans ce but; une stricte mise en garde à l’adresse
du personnel non qualifié: ne pas tenter d’effectuer de
réparations ou de réglages non couverts par ce guide
au risque d’annuler la garantie. Lire ce guide dans son
intégralité. Une parfaite assimilation des caractéristiques
et des capacités de l’équipement contribuent à garantir
lafiabilité d’exécution pour laquelle il a été conçu.
2T.02 caractéristiques
A. Configuration du chalumeau
1. Chalumeau manuel, modèle SL40
La pièce avant du chalumeau manuel forme
un angle de 75° par rapport au manche. Les
chalumeaux manuels sont munis d’un manche
etd’une gâchette.
8,3 po (210,82 mm)
2,6 po
(66,04 mm)
3"
(66.04mm)
Radnor Version
0,96 po (24,38 mm)
Art. n° A-09336_FC
B. Longueur de câblage
Les chalumeaux manuels se présentent
commesuit:
• 15pieds/4,6m.
C. Composants du chalumeau
Cartouche de démarrage, électrode, embout, bouclier
D. Pièces en place (PIP)
La pièce avant du chalumeau est équipée d’un
interrupteur intégré.
Tension nominale du circuit: 12VCC
E. Type de refroidissement
Mélange d’air ambiant et de courant gazeux dans
lechalumeaux.
F. Caractéristiques nominales du chalumeau
Caractéristiques nominales du chalumeau SL40
Température
ambiante
104°F
40°C
Cycle de service 100% à 40 A à 250 scfh
Courant maximum 40 A
Tension (V
crête
) 500V
Tension d’amorçage d’arc 500V
G. Courant nominal
Courant nominal du modèle SL40
Chalumeau SL40 et câbles
Jusqu’à 40 A, CC,
polarité directe
REMARQUE
Les caractéristiques de l’alimentation en
électricité déterminent la gamme d’épaisseur
des matériaux.
H. Caractéristiques du gaz
Caractéristiques du gaz pour
le chalumeau SL40
Gaz (plasma et secondaire) Air comprimé
Pression d’entrée minimum 85 psi; 5,9 bars
Pression d’entrée maximum 125 psi / 8,6 bars
Débit gazeux 193 scfh; 91 lpm
!
MISE EN GARDE
Ne pas utiliser le chalumeau avec de l’oxygène
(O
2
). Ne pas utiliser le chalumeau avec
undispositif de démarrage à haute fréquence.

CUTMASTER
®
42
INTRODUCTION 2T-2 Guide0-5141FC
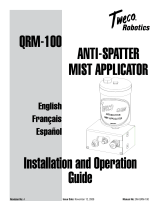
2T.03 Introduction au plasma
A. Débit du gaz plasmagène
Le plasma est un gaz qui a été chauffé à une
température extrêmement élevée et fortement ionisé
afin de devenir conducteur d’électricité. Les procédés
de coupage et de gougeage à l’arc plasma utilisent
cegaz pour transférer un arc électrique à la pièce
àsouder. Le métal devant être coupé ou élimé fond
sous l’effet de la chaleur del’arc avant d’être soufflé.
Contrairement à l’arc de plasma qui a pour but de
séparer le matériau, le gougeage à l’arc plasma sert
à éliminer les défauts du métal qu’il évacue à une
profondeur et une largeur contrôlées.
Dans un chalumeau de coupage au plasma, un gaz
refroidi pénètre dans la zone B, où il est chauffé
etionisé par un arc pilote amorcé entre l’électrode
etl’embout du chalumeau. L’arc électrique rejaillit
ensuite sur la pièce à travers la colonne de gaz
plasmagène dans la zone C.
En forçant le gaz plasmagène et l’arc électrique
àtravers un orifice de petite taille, le chalumeau
dégage une forte concentration de chaleur sur une
petite zone. Une fois tendu, l’arc au plasma contracté
s’établit dans la zone C. Comme le montre l’illustration,
un courant continu (cc) à polarité directe est employé
pour lecoupage à l’arc plasma.
La Zone A achemine un gaz secondaire qui refroidit
lechalumeau. Ce gaz aide également le gaz plasmagène
de grande vélocité à évacuer le matériau fondu hors
du trait, ce qui débouche sur un découpage rapide
etexempt de laitier.
A-00002_FC
Pièce à travailler
+
_
C
B
A
Source
d’alimentation
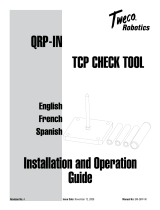
Détails de la pièce avant d’un chalumeau typique
B. Distribution du gaz
Le gaz simple utilisé est fractionné en interne en gaz
plasmagène et en gaz secondaire.
Le gaz plasmagène s’écoule dans le chalumeau à travers
le conducteur négatif, la cartouche dedémarrage et
autour de l'électrode avant des’échapper à travers
l’orifice de l’embout.
Le gaz secondaire s’écoule autour de la cartouche
dedémarrage du chalumeau et sort entre l’embout
et le bouclier pour enrober l’arc plasma.
C. Arc pilote
Une fois le chalumeau amorcé, un arc pilote s’établit
entre l’électrode et l’embout de coupage. L’arc pilote
en question crée un sillon de façon à ce que l’arc
principal puisse être transféré sur la pièce.
D. Arc principal
Le CC est également utilisé pour l’arc principal.
La borne négative est raccordée à l’électrode
auchalumeau par le biais du fil de sortie de celle-ci.
Quant à la borne positive, elle est reliée à la pièce par
le câble de masse et au chalumeau par un fil pilote.
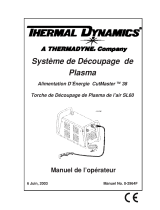
E. Pièces en place (PIP)
Le chalumeau est doté d’un circuit pièces en place
(PIP). Une fois correctement installé, le bouclier
ferme un interrupteur. Le chalumeau ne pourra pas
fonctionner si l’interrupteur est ouvert.
Gâchette
du chalumeau
Interrupteur PIP
Écran
thermique
Contrôler
le câblage
Interrupteur
du chalumeau
A-09595_FC
Schéma de circuit des pièces en place pour
le chalumeau manuel

cutmaster
®
42
Guide0-5141FC 3-1 INSTALLATION
CHAPITRE3:
INSTALLATION
3.01 Déballage
1. S’aider des bordereaux d’expédition pour identifier et justifier la présence de chaque composant.
A. Contenu
Description Quantité
Générateur CM42 1
câble d’alimentation de 10 pi (3m) (installé) 1
Raccord flexible 120VAC 15A 1
Raccord flexible 120VAC 20A 1
Câble de masse et bride de serrage 1
Chalumeau SL40 (15pi (4,6m) avec matériaux consomptibles 1
Mallette de transport 1
40 A Embout de coupage 2
Embout de coupage 20A 2
Embout de coupage à distance 40A 2
Électrode 2
Gants 1
Lunettes de protection 1
2. Inspecter chaque composant à la recherche de dommages imputables au transport. En présence de dommages
visibles, contacter le distributeur local ou la société de transport avant de poursuivre l’installation.
3. Annoter le modèle et les numéros de série du bloc d’alimentation et du chalumeau, la date d’achat et le nom
duvendeur dans la case Informations au début de ce manuel.
3.02 Opération de levage
Le générateur est équipé d’une poignée indiquée pour le levage manuel uniquement. Veiller à soulever
etàtransporter l’appareil de façon sécurisée.
MISE EN GARDE
Ne pas toucher les composants électriques sous tension.
Débrancher le câble d’alimentation avant de déplacer le générateur.
TOUTE CHUTE DE MATÉRIEL peut entraîner des lésions corporelles graves et endommager le matériel même.
La POIGNÉE n’est pas prévue pour le levage mécanique.
• Seulunpersonneldotéd’uneforcephysiqueadéquatedoitsouleverlegénérateur.
• Souleverlegénérateurparlespoignéesens’aidantdesdeuxmains.Nepasutiliserdesanglespourlelevage.
• Utiliserlechariotfournienoptionouundispositifsimilairedecapacitéadéquatepourlamanutention
dugénérateur.
• Poserlegénérateursurunpatinprévuàceteffetetlefixerenplacepourpouvoirletransporteraumoyend’un
chariot élévateur ou d’un appareil de manutention similaire.

cutmaster
®
42
INSTALLATION 3-2 Guide0-5141FC
3.03 Raccordement de l’alimentation primaire
Les câbles d’alimentation sont fournis avec le générateur
Un câble d’entrée est joint au générateur et possède une prise NEMA 6-50P de 230 V et 50A. Les adaptateurs fournis
permettent la connexion de la prise du câble d’alimentation lorsqu’il est utilisé sur une prise de 120V.
Art. n° A-09432_FC
Illustration 3-1 raccord flexible120VAC
ATTENTION
Vérifier la tension d’alimentation figurant sur le générateur avant de brancher ou de raccorder ce dernier.
L’alimentation primaire, le fusible et les câbles de rallonge utilisés doivent être conformes à la réglementation
électrique locale et aux caractéristiques recommandées en matière de câblage et de protection des circuits,
comme spécifiée au chapitre2.
Tension d’alimentation
(VAC)
Puissance
nominale
L’intensité à l’entrée (RMS)
pour la puissance nominale
est de 60 Hz monophasés
k VA
120 V, 15 A en circuit 20 A, 88 V 20,4 2,5
120 V, 20 A en circuit 27 A, 91 V 28,5 3,5
120 V, 30 A en circuit 27 A, 91 V 28,5 3,5
208-230 V, 20 A
en circuit
40 A, 96 V
23-21,4 4,8
3.04 Connexion de l’alimentation en air
A. Connexion de l’alimentation en air au générateur
Le raccordement est le même pour l’air comprimé en provenance d’un compresseur ou de bouteilles industrielles
de gaz comprimé.
1. Connecter la conduite d’air à l’orifice d’admission.

cutmaster
®
42
Guide0-5141FC 3-3 INSTALLATION
Art. n° A-09337_FC
Entrée d’air
Interrupteur
marche/arrêt
Illustration 3-2 Connexion du gaz à l’entrée d’air comprimée
B. Utilisation de cylindres à air comprimé haute pression
Sil’admissiond’airsefaitautraversdecylindresàaircompriméhautepression:
1. Se référer aux instructions du fabricant en ce qui concerne les procédures d’installation et d’entretien des régulateurs
à haute pression.
2. Vérierlesvalvesducylindrepours’assurerqu’ellessontpropresetexemptesdedépôtsd’huile,degraisseoude
corps étranger. Ouvrir chaque valve brièvement pour faire sortir l’accumulation possible de poussière.
3. Lecylindredoitêtreéquipéd’unrégulateurhautepressioncapabledesupporterdespressionsdesortied’un
maximum de 100 psi (6,9 bars) et d’un débit d’au moins 250 scfh (120 l/min).
4. Brancherletuyaud’alimentationaucylindre.
REMARQUE
Fixerlapressionà100psi(6,9bars)surlerégulateurducylindrehautepression.
Letuyaud’alimentationdoitavoirundiamètreintérieurd’aumoins1/4po(6mm).
Pour une parfaite étanchéité, appliquer une pâte d’étanchéité pour raccords filetés selon les instructions du
fabricant. Ne pas utiliser de ruban adhésif Téflon en tant que mastic à filetage, dans la mesure où de fines
particules de l’adhésif peuvent se détacher et obstruer les minuscules passages d’air dans le chalumeau.

Page volontairement laissée vierge.

cutmaster
®
42
Guide0-5141FC 4-1 FONCTIONNEMENT
CHAPITRE4 SYSTÈME :
FONCTIONNEMENT
4.01 Panneau de contrôle
Art. n° A-09338-FC
CUTMASTE R
®
42
Indicateur C. A.
Panneau avant Panneau arrière
Indicateur
de surchauffe
Indicateur d’air
Indicateur C. C. (défaut)
Entrée d’air
Interrupteur
marche/arrêt
Câble électrique
A
120V 15A
120V 20A
230V 20A
24
40
20
20
30
27
1. Interrupteur MARCHE/ARRÊT (Interrupteur d’alimentation/Lumière)
Contrôle l’alimentation au générateur. I = en marche (lumière rouge), O = arrêt.
2. Commande de courant de soudage
Configurer le courant de soudage souhaité. Si la protection contre les surcharges (fusible ou disjoncteur) du
circuit de puissance d’entrée s’allume souvent, réduire la puissance de coupage, réduire le temps de coupage
ou brancher l’appareil à une source d’alimentation plus adéquate. Remarque : pour une puissance d’entrée de
120V, l’appareil limite automatiquement le courant de sortie à 27A maximum. Pour une puissance d’entrée de
230V, le courant de sortie maximum est de 40A. Voir le chapitre2 pour les exigences de la puissance d’entrée.
3.
Indicateur d’alimentation C.A.
Allumé en mode fixe, le témoin indique que le générateur est prêt à fonctionner.
4.
Indicateur de SURCHAUFFE (indicateur de TEMPÉRATURE)
Normalement, l’indicateur est éteint. Sa mise sous tension indique que la température interne a franchi le seuil
nominal. Laisser le ventilateur du générateur fonctionner jusqu’à ce que l’indicateur de température s’éteigne.
5.
Indicateur de GAZ
Le témoin de GAZ est allumé lorsque la pression d’entrée du gaz est suffisante.
6.
PRÊT (indicateur C.C.)
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41









































ESAB 42 CUTMASTER® Plasma Cutting System Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Documents connexes
-
 Thermal Dynamics 38 CUTMASTER™ Plasma Cutting System Manuel utilisateur
Thermal Dynamics 38 CUTMASTER™ Plasma Cutting System Manuel utilisateur
-
 Tweco Robotics QRM-100 Anti-Spatter Mist Applicator Guide d'installation
Tweco Robotics QRM-100 Anti-Spatter Mist Applicator Guide d'installation
-
 Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guide d'installation
Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guide d'installation
-
 Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
-
 Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
-
 Thermal Dynamics Plasma Cutting System CutMaster™ 38 Power Supply SL60 Plasma Cutting Torch Manuel utilisateur
Thermal Dynamics Plasma Cutting System CutMaster™ 38 Power Supply SL60 Plasma Cutting Torch Manuel utilisateur
-
 Tweco Robotics QWT-3 Quick Wire Trim Unit Guide d'installation
Tweco Robotics QWT-3 Quick Wire Trim Unit Guide d'installation
-
 Thermal Dynamics CE CutMaster™ 51 Plasma Cutting Power Supply Manuel utilisateur
Thermal Dynamics CE CutMaster™ 51 Plasma Cutting Power Supply Manuel utilisateur
-
Thermal Dynamics Plasma Cutting System Model Drag-Gun Plus Manuel utilisateur
-
Tweco Robotics Light Weight Quick Robotics Torch Guide d'installation