SUHNER ABRASIVE BSGV 35, BSGV 50 Mode d'emploi
- Taper
- Mode d'emploi

DE FRGB
Betriebsanleitung
Bandschleifgeräte
Technische Daten
BSGV
Schleifband BSGV 35 35 x 450 mm
Schleifband BSGV 50 50 x 450 mm
Drehzahl max. 7'000 min-1
Gewicht der
kompl. Maschine LLH 4.500 kg
Inbetriebnahme
1. Verstellbare Kontaktrolle in Arbeitsla-
ge bringen.
2. Schleifband entsprechend der Dreh-
richtung aufspannen.
Zum Aufspannen und Wechseln des
Schleifbandes nur auf die metallische
Stirnfläche des Kopfstücks (Pos. 2),
niemals aber auf die kleine Kon-
taktrolle (Pos. 35/36) drücken.
3. Auf kleiner Drehzahl Bandlauf justie-
ren.
4. Auf Arbeitsdrehzahl einstellen.
5. 5-10 min. einlaufen lassen.
6. Nach einigen Schleifvorgängen
Bandlauf nachkorrigieren.
Operating instructions
Belt grinders
Technical data
BSGV
Abrasive belt BSGV 35 35 x 450 mm
Abrasive belt BSGV 50 50 x 450 mm
Maximum speed 7'000 RPM
Weight of complete
machine LLH 4.500 kgs
Putting into service
1. Put adjust roller (Item 2) in working
position.
2. Install abrasive belt according to
direction of rotation.
For installing or change of belt,
always apply force against metal
surface of head end (Item 2), never
press against contact roller Item
35/36).
3. Adjust and align belt at low speed.
4. Set the speed to working RPM.
5. Allow to run the tool freely for 5-10
minutes.
6. Readjust the belt after completion of
a few operations.
BSGV 35 + LLH 7-H = LBH 7-H35
BSGV 35 + USK 6-R = UBK 6-R
BSGV 50 + LLH 7-H = LBH 7-H50
Instructions de service
Ponceuses à ruban
Caractéristiques techniques
BSGV
Ruban abrasif BSGV 35 35 x 450 mm
Ruban abrasif BSGV 50 50 x 450 mm
Vitesse max. 7'000 min-1
Poids de la machine
complète LLH 4.500 kg
Préparation
1. Amener le alet de contact régable en
position de travail.
2. Monter le ruban abrasif en fonction
du sens de rotation. Pour tendre ou
changer de ruban n'appuyer que sur
la face métallique frontale de la tête
(Pos. 2), jamais sur le petit galet de
contact (Pos. 35/36).
3. Ajuster la marche du ruban à faible
vitesse.
4. Passer à la vitesse de travail.
5. Laisser tourner la ponçeuse pendant
5 - 10 minutes.
6. Corriger la position du ruban après
quelques opérations de ponçage.

DE FRGB
-2-

DE FRGB
-3-
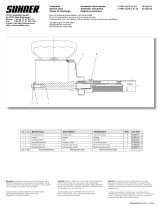
1 1 1 2 Kopfstück kompl. Head end compl. Pièce de tête compl. 05263201
1 1 1 7 Säule Support pillar Colonne-support 05263601
1 1 1 8 Rändelschraube Knurled screw Vis moletée 05263701
111 10 Deckscheibe Washer Rondelle 05263801
111 17 U-Scheibe Washer Rondelle 02781438
111 19 Kegelkerbstift Tapered grooved dowel Goupille conique cannelée 02777895
222 21 Flache 6-kt.-Mutter Flat hex. nut Ecrou 6-pans plat 02755842
222 23 Zylinder-Schraube I-6kt. Allen screw Vis à tête cylindrique à 6pans creux 02756112
111 27 Faltenbalg Anti-dust bellows Soufflet anti-pouss. 02802601
111 30 Zylinder-Stift Cyl. pin Goupille cyl. 02783197
111 31 Scheibenfeder Woodruff key Clavette encastrée 02783506
111 34 Druckfeder Pressure spring Ressort de pression 02121901
- - 1 35 Kontaktrolle Contact pulley Rouleau 05264301
1 1 - 36 Kontaktrolle Contact pulley Rouleau 05264302
- - 1 37 Kontaktrolle Contact pulley Rouleau 05264401
1 1 - 38 Kontaktrolle Contact pulley Rouleau 05264402
111 40 Bandschutz Protecting bracket Etrier de protection 05264501
111 50 Support Support Support 05261403
- 1 1 51 Aufspanndorn Work arbor Broche 05261501
111 52 Zylinder-Schraube I-6kt. Allen screw Vis à tête cylindrique à 6pans creux 02760269
1 - - 53 Aufspanndorn Work arbor Broche 05919401
1 1 1 - Steckschlüssel Box spanner Clef à douille 01243601
1 1 1 - Sechskant-Stiftschlüssel Hexagonal key Clef mâles six pans 02785504
BSGV 35 - USK 6-R
BSGV 35 - LLH 7-H
BSGV 50 - LLH-7-H
Quan. Pos. Benennung Description Désignation Art. No.

DE FRGB
-4-
100048828 AA-01 - 07/22
Local Distributor
SCHWEIZ / Export:
Suhner Abrasive Expert AG
Postfach
CH-5201 Brugg
Tel. +4156 4642880
Fax +4156 4642831
http://www.suhner.com
Zusammenbau des BSGV
1. Aufspanndorn (Pos. 51, 53) in die
Spindel der Antriebsmaschine
einschrauben/einspannen und mit
Schlüssel gut festziehen.
2. Kompl. Bandschleifgerät auf den
Hals der Antriebsmaschine schieben.
3. Grosse Kontaktrolle (Pos. 37/38)
auf den Aufnahmedorn schieben. Da-
nach U-Scheibe (Pos. 17) anbringen
und mit Mutter (Pos. 21) festziehen
(Steckschlüssel SW 17).
4. Bandschleifgerät auf dem Hals der
Maschine nach vorn schieben bis die
Stirnseiten der beiden Kontaktrollen
fluchten (an Werkbank ausrichten).
5. Klemmverbindung mit I-6 kt.-Schrau-
be (Pos. 52) mit 6 kt.-Schlüssel SW 6
fest anziehen).
Demontage
erfolgt in umgekehrter Reihenfolge.
Wartung
1. Abgenutzte Gummirollen verur-
sachen einen unruhigen Lauf des
Schleifbandes. Die Rollen sind zu
ersetzen.
2. Die Bandschleifgeräte brauchen
weiter keine Wartung. Die Kugellager
sind dauergeschmiert.
Gewährleistung
Entsprechend den allgemeinen Liefer-
bedingungen. Bei Ersatzteilbestellungen
bitte Maschinentyp, Fabrikations- und
Teil-Nr. angeben.
Assembly of BSGV
1. Insert work arbor (Item 51, 53) into
drive spindle and tighten firmly using
wenches.
2. Slide complete belt grinder assembly
over work arbor (Item 51) and body of
power tool.
3. Install washer (Item 17) and lock nut
(Item 21) and tighten firmly using
socket nut wrench size 17 mm.
4. For ease of aligment of contact rollers
(Item 35 & 37 or 36 & 38), powertool
and belt grinder assembly, should
be installed in a vise. Contact rollers
have to be parallel.
5. Tighten socket head cap screw (Item
52) with 6 mm allen wrench.
Disassembly
In reserve sequence.
Maintenance
1. Worn rubber pulleys cause running of
belt. Replace pulleys.
2. No other maintenance of belt grinder
is needed. Ball bearings are geased
fol life.
Warranty
Please observe our general delivery
terms. When ordering spare parts., please
state machine typ, serial number and part
numbers.
Assemblage de la BSGV
1. Introduire l'arbre de fixation (pos. 51,
53) dans la broche de la machine
d'entraînement et le bloquer à l'aide
de clefs.
2. Introduire la ponçeuse complète sur
le col de la machine d'entraînement.
3. Introduire le gros galet de contact
(pos. 37/38) sur l'axe puis mettreen
place la rondelle (pos. 17). Bloquer le
tout à l'aide de l'ecrou (pos. 21). (Clef
à douille de 17).
4. Sur le col de la machine, délacer
la ponçeuse vers l'avant jusqu'à
l'lignement parfait la face frontale
des galets. (Operation à effectuer à
l'établi).
5. Bloquer la pièce de serrage au mo-
yen de la vis à 6 pans creux (pos. 52)
avec clef hexagonal de 6.
Démontage
S'effectue dans l'ordre inverse.
Entretien
1. Lorsque les rouleaux sont usés, la
marche du ruban devient instable.
Remplacer les rouleaux.
2. Les ponceuses n'exigent pas
d'entretien spécial. Les roulements à
billes sont graissés à vie.
Garantie
Se référer aux conditions générales de
vente. Lors de la commande de pièces
de rechange, indiquer toujours le type de
la machine, le numéro de fabrication et le
numéro d'article.
-
 1
1
-
 2
2
-
 3
3
-
 4
4




SUHNER ABRASIVE BSGV 35, BSGV 50 Mode d'emploi
- Taper
- Mode d'emploi
dans d''autres langues
Documents connexes
-
 SUHNER ABRASIVE FHP12FD Mode d'emploi
SUHNER ABRASIVE FHP12FD Mode d'emploi
-
 SUHNER ABRASIVE UBC 10-R Mode d'emploi
SUHNER ABRASIVE UBC 10-R Mode d'emploi
-
 SUHNER ABRASIVE BSGV6-16 Mode d'emploi
SUHNER ABRASIVE BSGV6-16 Mode d'emploi
-
 SUHNER ABRASIVE BSG 15/63 Mode d'emploi
SUHNER ABRASIVE BSG 15/63 Mode d'emploi
-
 SUHNER ABRASIVE BSG 10 Mode d'emploi
SUHNER ABRASIVE BSG 10 Mode d'emploi
-
 SUHNER ABRASIVE BSG 3/10/40 Mode d'emploi
SUHNER ABRASIVE BSG 3/10/40 Mode d'emploi
-
 SUHNER ABRASIVE LBC 16-TOP Mode d'emploi
SUHNER ABRASIVE LBC 16-TOP Mode d'emploi
-
 SUHNER ABRASIVE LBC 10 Mode d'emploi
SUHNER ABRASIVE LBC 10 Mode d'emploi
-
 SUHNER ABRASIVE UBK 6-R Mode d'emploi
SUHNER ABRASIVE UBK 6-R Mode d'emploi
-
 SUHNER ABRASIVE UBC 9-R Mode d'emploi
SUHNER ABRASIVE UBC 9-R Mode d'emploi









