ESAB Weldoc t WMS 4000 Manuel utilisateur
- Taper
- Manuel utilisateur

Valid for Serial NO 850 XXX--XXXX
Valid for program version 2.1
0457 413 991022076
WeldoctWMS 4000
106
Manuel

TOCf
-- 2 --
1 LISEZ--MOI AVANT DE COMMENCER 4.....................................
1.1 Copie de sauvegarde 4................................................
1.2 Notes importantes avant l’utilisation du système WMS 4000 4................
2 MISE EN PLACE 5........................................................
2.1 Procéder comme suit : 5...............................................
3 INTRODUCTION 6........................................................
3.1 Généralités 6.........................................................
3.2 Ordinateur 6..........................................................
4 DESCRIPTION DU LOGICIEL 7.............................................
4.1 Généralités 7.........................................................
5 INSTALLATION 10.........................................................
5.1 Généralités 10.........................................................
5.2 Installation au port COM1 11.............................................
5.3 Connexion de la transmission de signaux au port COM de l’ordinateur 11........
5.4 Raccordement de l’ordinateur à la source de courant 12......................
5.5 Connexion série entre ordinateur et source de courant 12.....................
6 RÉINSTALLATION 13......................................................
6.1 Dans le cas d’une réinstallation : 13.......................................
6.2 Retour des données de soudage 13.......................................
7 MISE EN MARCHE 13......................................................
7.1 Soudage 13...........................................................
8 DESCRIPTION DU MENU 14................................................
8.1 Fenêtre de menu 14....................................................
8.2 Signification des éléments de la fenêtre 14.................................
9 DESCRIPTION DE LA LISTE DE MENUS 16...................................
9.1 Fichier 16.............................................................
9.2 Alternative 16..........................................................
9.3 Outils 17..............................................................
9.4 Sous le point d’interrogation (?) 19........................................
10 DESCRIPTION DES TOUCHES 20...........................................
10.1 Identification de la pièce à souder (F4) 20..................................
10.2 Visualiser Données de réglage (F5) 26.....................................
10.3 Soudage précédent (F6) 27..............................................
10.4 Visualiser Évaluation (F7) 28.............................................
10.5 Terminer 36...........................................................
11 TÂCHES 37...............................................................
11.1 Nouvel objet à souder 37................................................
11.2 Valeurs limites 37......................................................
12 RAPPORT 38..............................................................
12.1 Menu de sélection des rapport 38.........................................
12.2 Rapport sur la dernière soudure ef fectuée 38...............................
12.3 Rapport sur les soudures précédentes 38..................................
13 RECHERCHE DES PANNES ET MESSAGES D’ERREURS 38...................
13.1 Documentation 38......................................................
13.2 Reprise 39............................................................
13.3 Messages d’erreurs 39..................................................

TOCf
-- 3 --
14 TERMES TECHNIQUES 40..................................................
14.1 Signification des termes techniques 40.....................................
15 NUMÉRO DE COMMANDE, WMS 4000 42.....................................
LISTE DE PIÈCES DÉTACHÉES 44..............................................
LICENCE AGREEMENT 46.....................................................

-- 4 --
dpb2d1fa
1 LISEZ--MOI AVANT DE COMMENCER
1.1 Copie de sauvegarde
Le logiciel enregistre les données de soudage et crée au fur et à mesure de
son utilisation la base de données WELDDATA qui représente une grande
valeur .
À la fin de chaque journée de travail, nous recommandons soit d’effectuer
une copie de sauvegarde de cette base, soit de transférer cette base à un
réseau intégrant une procédure de sauvegarde.
Nous ne recommandons pas l’enregistrement de données à travers la
connexion à un réseau, vu les risques de dérangements.
NOTA.
Avant de procéder à une réinstallation, prenez la précaution d’effectuer une
copie de sauvegarde de la base de données WELDDATA (voir à la page
13).
L’utilisation de l’icône de désinstallation influant sur le système SPS 4000,
prenez également la précaution d’effectuer une copie de sauvegarde avant
la réinstallation.
1.2 Notes importantes avan t l’utilisation du système
WMS 4000
Les zones Pièces de travail et Soudage (voir à la page 36) permettent
d’identifier les tâches à l’aide de désignations uniques. Ces désignations
sont utilisées dans la recherche de la documentation sur les données de
soudage.
Il est donc important de structurer ces désignations d’une manière
appropriée, c’est--à--dire de choisir une structure qui prenne en compte la
documentation sur les autres produits de l’entreprise et la documentation du
WPS.
Les clés pour la recherche doivent inclure la date (année mois jour), la pièce
à souder et le numéro de soudure.
Exemple de repérage d’un joint :
981201, pièces de travail, numéro de soudage.
NOTA.
L’ordinateur ne doit pas être utilisé pour d’autres applications lorsque
l’enregistrement de données est en préparation ou en cours.

-- 5 --
dpb2d1fa
2 MISE EN PLACE
2.1 Pro céd er co mme suit :
S Installez l’équipement de transmission de signaux entre la source de
courant et l’ordinateur conformément aux instructions et à l’illustration du
chapitre INSTALLATION (se sidorna 10 -- 12).
S Vérifiez qu’aucun autre logiciel n’est actif dans l’ordinateur
(économiseur d’écran, MS Office ou autre).
S Installez le logiciel Weldoct WMS 4000 (voir les pages 10 -- 12).
S Identifiez le port série de l’ordinateur . Le logiciel est réglé pour COM1 à
la livraison.
Si vous allez utiliser un autre port, il faut le spécifier, voir à la page 11.
S Mettez en marche la source de courant.
S Ouvrez le logiciel en cliquant sur l’icône correspondante WMS 4000.
S Lorsque le logiciel est lancé pour la première fois après son installation,
les zones dédiées à la sélection de la langue et au nom de l’entreprise
s’affichent. Ces informations s’appliquent par la suite tant qu’elles ne
sont pas modifiées.
S Le système est prêt pour le soudage, mais les informations sur
l’identification de la pièce à souder et les valeurs limites de paramètres
font défaut. Reportez--vous aux instructions des chapitres
MISE EN MARCHE (voir à la page 13) et TÂCHES (voir à la page 37).
S Les anomalies de fonctionnement et la recherche des pannes sont
traitées aux chapitres RECHERCHE DES PANNES ET MESSAGES
D’ERREURS (voir à la page 38).

-- 6 --
dpb2d1fa
3 INTRODUCTION
3.1 Généralités
Le système ESAB WMS 4000 est conçu pour la surveillance des sources
de courant LTP 450, LTS 320, LUD 350, LUD 450 et les séries LAF et TAF,
équipées des bus Echlon et CAN (LAF/ TAF).
Le système WMS 4000 peut assurer le suivi en temps réel de six
paramètres de soudage au maximum, tout en enregistrant les paramètres à
surveiller (les six paramètres susmentionnés et d’autres).
Après l’enregistrement de données, il est possible d’imprimer des états qui
peuvent servir à une analyse ou à compléter la documentation qualité, par
exemple.
Les lettres WMS de WMS 4000 signifient Welding Monitoring System.
3.2 Ordinateur
Le logiciel doit être installé sur un ordinateur industriel (PC) protégé contre
les interférences radioélectriques, offrant de bonnes performances et
disposant d’une mémoire de stockage comme suit :
S Compatible IBM
S Système d’exploitation : Windows 3.1, Windows 3.11, Windows 95 ou
Windows NT 4.0.
S Processeur : Pentium, 133 MHz ou plus.
S MémoireRAM:16Mbouplus.
S Interface série pour la transmission de données : RS--232.
S T ransmission de signaux : Optique, par l’intermédiaire d’un câble à fibres
optiques branché au port série.
La transmission optique n’est pas sensible aux parasites de
l’environnement.
S Capacité du disque dur : minimum 1500 Moctets.
S Moniteur : Écran couleur 14 pouces ou plus.
S Le logiciel est conçu pour un écran d’une résolution de 800 x 600 ou
plus. La résolution détermine le nombre de paramètres à afficher en
temps réel.

-- 7 --
dpb2d1fa
4 DESCRIPTION DU LOGICIEL
4.1 Généralités
S Le logiciel affiche des fenêtres de menus.
S Le logiciel ne commande pas le processus de soudage, il enregistre
uniquement des données de soudage.
S L’opérateur établit la liaison entre le système de la source de courant et
le WMS 4000 par l’intermédiaire d’un bus. La source de courant fournit
l’identification, les valeurs de réglage et la liste des paramètres à
mesurer. L’opérateur peut identifier les pièces à souder et spécifier les
valeurs limites et de réglage des paramètres de soudage conformément
aux instructions du WPS.
S Dans le cas de soudures partielles, il est possible de temporiser la
surveillance afin de pouvoir procéder à la modification des valeurs limites
entre deux soudures partielles. Cette temporisation permet d’éviter les
messages d’erreurs inutiles durant la modification des valeurs limites et
de réglage.
S Le système peut enregistrer au maximum 30 paramètres.
S La source de courant mesure les paramètres de soudage et transmet les
données en continu durant la soudure.
S Suivant la résolution de l’écran, il est possible d’afficher 4 à 6 paramètres
sous forme de diagramme en temps réel.
S Le système indique un dépassement de valeur par le haut ou par le bas
en colorant le fond du diagramme en rouge ou en bleu, respectivement.
Si les dimensions du diagramme sont trop grandes et que les
marquages d’erreurs sont difficiles à lire, le système af fiche une case
rouge pour le dépassement vers le haut et une case bleue pour le
dépassement vers le bas à l’extrême droite de la fenêtre Soudage,voir
à la page 8.
S Le système active également un signal acoustique lorsqu’un
dépassement se produit.
S Toutes les données transmises sont sauvegardées, et, après la soudure,
elles peuvent être affichées ou imprimées pour effectuer une étude ou
pour compléter la documentation, par exemple.
S Les états sont présentés sous forme de diagramme ou de tableau.

-- 8 --
dpb2d1fa
Cette fenêtre s’affiche durant le soudage :
I
I
I
I
d
d
d
d
e
e
e
e
n
n
n
n
t
t
t
t
i
i
i
i
t
t
t
t
é
é
é
é
E
E
E
E
q
q
q
q
u
u
u
u
i
i
i
i
p
p
p
p
e
e
e
e
m
m
m
m
e
e
e
e
n
n
n
n
t
t
t
t
d
d
d
d
e
e
e
e
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
T
T
T
T
e
e
e
e
m
m
m
m
p
p
p
p
s
s
s
s
P
P
P
P
i
i
i
i
è
è
è
è
c
c
c
c
e
e
e
e
d
d
d
d
e
e
e
e
t
t
t
t
r
r
r
r
a
a
a
a
v
v
v
v
a
a
a
a
i
i
i
i
l
l
l
l
D
D
D
D
a
a
a
a
t
t
t
t
e
e
e
e
N
N
N
N
(
(
(
(
d
d
d
d
e
e
e
e
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
S
S
S
S
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
p
p
p
p
a
a
a
a
r
r
r
r
t
t
t
t
i
i
i
i
e
e
e
e
l
l
l
l
I
I
I
I
g
g
g
g
n
n
n
n
o
o
o
o
r
r
r
r
e
e
e
e
r
r
r
r
l
l
l
l
e
e
e
e
s
s
s
s
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
u
u
u
u
r
r
r
r
e
e
e
e
s
s
s
s
c
c
c
c
o
o
o
o
u
u
u
u
r
r
r
r
t
t
t
t
e
e
e
e
s
s
s
s
I
I
I
I
g
g
g
g
n
n
n
n
o
o
o
o
r
r
r
r
e
e
e
e
r
r
r
r
l
l
l
l
’
’
’
’
e
e
e
e
x
x
x
x
t
t
t
t
i
i
i
i
n
n
n
n
c
c
c
c
t
t
t
t
i
i
i
i
o
o
o
o
n
n
n
n
d
d
d
d
’
’
’
’
a
a
a
a
r
r
r
r
c
c
c
cC
C
C
C
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
/
/
/
/
P
P
P
P
i
i
i
i
è
è
è
è
c
c
c
c
e
e
e
e
d
d
d
d
e
e
e
e
t
t
t
t
r
r
r
r
a
a
a
a
v
v
v
v
a
a
a
a
i
i
i
i
l
l
l
l
V
V
V
V
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
s
s
s
s
d
d
d
d
e
e
e
e
r
r
r
r
e
e
e
e
g
g
g
g
l
l
l
l
a
a
a
a
g
g
g
g
e
e
e
e
F
F
F
F
e
e
e
e
r
r
r
r
m
m
m
m
é
é
é
é
E
E
E
E
n
n
n
n
e
e
e
e
r
r
r
r
g
g
g
g
i
i
i
i
e
e
e
e
d
d
d
d
e
e
e
e
d
d
d
d
i
i
i
i
s
s
s
s
t
t
t
t
a
a
a
a
n
n
n
n
c
c
c
c
e
e
e
e
I
I
I
I
n
n
n
n
t
t
t
t
e
e
e
e
r
r
r
r
v
v
v
v
a
a
a
a
l
l
l
l
l
l
l
l
e
e
e
e
d
d
d
d
e
e
e
e
t
t
t
t
e
e
e
e
m
m
m
m
p
p
p
p
s
s
s
s
a
a
a
a
f
f
f
f
f
f
f
f
i
i
i
i
c
c
c
c
h
h
h
h
é
é
é
é
C
C
C
C
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
C
C
C
C
o
o
o
o
u
u
u
u
r
r
r
r
a
a
a
a
n
n
n
n
t
t
t
t
T
T
T
T
e
e
e
e
n
n
n
n
s
s
s
s
i
i
i
i
o
o
o
o
n
n
n
n
d
d
d
d
e
e
e
e
l
l
l
l
’
’
’
’
a
a
a
a
r
r
r
r
c
c
c
c
P
P
P
P
u
u
u
u
i
i
i
i
s
s
s
s
s
s
s
s
a
a
a
a
n
n
n
n
c
c
c
c
e
e
e
e
d
d
d
d
e
e
e
e
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
9
9
9
9
4
4
4
4
2
2
2
2
2
2
2
2
1
1
1
1
,
,
,
,
5
5
5
5
A
A
A
A
k
k
k
k
W
W
W
W
V
V
V
V
LUD320
0,5 s [0--3 s] 0s [0 --10 s]
00:00:01 s 00:00:14 s Demo LUD320
115
100
85
2,4
2
1,5
23
20
17
1998--12--11 12:15:15 test1 3 --
S
S
S
S
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
Cette touche s’utilise lorsque le logiciel se bloque.
W
W
W
W
M
M
M
M
S
S
S
S
4
4
4
4
0
0
0
0
0
0
0
0
0
0
0
0
Voulez--vous vraiment quiter WMS 4000
maintenant?
J
J
J
J
a
a
a
a
N
N
N
N
e
e
e
e
j
j
j
j
Affiche la fenêtre de menu :
Note. La sélection de l’option
Oui implique la fin du logiciel
WMS 4000.

-- 9 --
dpb2d1fa
La fenêtre ci--dessous s’affiche à la fin d’une soudure lorsque la vitesse de
soudage n’a pas été spécifiée. En entrant la longueur de soudure, l’énergie
par l’unité de longueur (heat input) est calculée et imprimée sur l’état
comme une valeur moyenne.
La sélection de mm ou
pouce s’effectue sous Unité.
Longueur du soudage réalisé
m
m
m
m
m
m
m
m
0
0
0
0
O
O
O
O
K
K
K
K
U
U
U
U
n
n
n
n
i
i
i
i
t
t
t
t
é
é
é
é
L
L
L
L
o
o
o
o
n
n
n
n
g
g
g
g
u
u
u
u
e
e
e
e
u
u
u
u
r
r
r
r
d
d
d
d
u
u
u
u
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
Double--cliquez sur celle--là pour faire afficher une fenêtre d’annotations.
O
O
O
O
K
K
K
K
A
A
A
A
n
n
n
n
n
n
n
n
u
u
u
u
l
l
l
l
e
e
e
e
r
r
r
r
N
N
N
N
o
o
o
o
t
t
t
t
e
e
e
e

-- 1 0 --
dpb2d1fa
Après la soudure, il est possible de double--cliquer sur les graphes pour
afficher les valeurs de paramètres enregistrées durant la soudure.
Exemple:
Graphe de soudage
Courant [A]
Fermer
5 INSTALLATION
5.1 Généralités
Effectuez des copies de sauvegarde des disquettes avant de procéder à
l’installation du logiciel.
NOTA. Lorsque le câble optoélectronique n’est pas branché, il faut protéger
le connecteur du modem. La protection de connecteur fait partie de la
livraison (reportez--vous à l’illustration de la page 12).
Dans le cas d’une soudure sans câble à fibres optiques, le modem ne doit
pas être branché.

-- 1 1 --
dpb2d1fa
5.2 Installation au port COM1
S Démarrez Windows.
S Vérifiez qu’aucun programme n’est actif, par exemple économiseur
d’écran et afficheur d’images graphiques 3 D.
S Veillez à ce qu’aucun logiciel ne s’exécute automatiquement. Autrement,
les fichiers du système seront occupés. Si cela se produit, arrêtez tous
les logiciels et remettez en marche l’ordinateur.
S Introduisez la disquette 1 dans le lecteur.
S Pour Windows 3.1 et Windows 3.11 :
Sélectionnez Exécuter dans le menu Archives.
Entrez a:setup dans la ligne de commande, si a désigne le lecteur de
disquette.
S Pour Windows 95 et Windows NT 4.0 :
Sélectionnez Exécuter dans le menu Démarrer .
Entrez a:setup dans la ligne d’ouverture, si a désigne le lecteur de
disquette.
S Cliquez sur OK dans la boîte de dialogue Exécuter.
S Suivez les instructions affichées.
5.3 Connexion de la transmission de signaux au port
COM d e l’ordinateur
S Raccordez le câble de transmission de signaux avec modem au port
COM1.
Si le port COM1 est occupé :
Raccordez le câble de transmission de signaux avec modem au port
COM libre.
Identifiez le numéro du port, par exemple COM2.
Ouvrez le gestionnaire de fichiers (exploreur). Cliquez sur le répertoire
WMS4021.
Cliquez sur le sous--répertoire .INI WMS4021.
Double--cliquez sur le fichier WMS4000.INI. Le fichier s’affiche sous
Bloc--notes.
Cherchez la ligne désignée Port =1 dans le fichier , et modifiez le numéro
du port COM.
Fermez le fichier et sauvegardez--le en sélectionnant OK lorsque la
question vous est posée.
S Raccordez l’ordinateur à la source de courant.

-- 1 2 --
dpb2d1fa
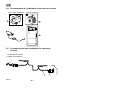
5.4 Raccordement de l’o rdinateu r à la source d e courant
A-- A Câble d’ordinateur -- Source de courant
5.5 Connexion série entre ordinateur et source de
courant
1.Connecteur de modem
2. Câble à fibre optique

-- 1 3 --
dpb2d1fa
6 RÉINSTALLATION
6.1 Dans le cas d’une réinstallation :
Commencez par copier la base de données WELDDATA contenue dans le
répertoire C:\WMS4021 à un autre emplacement.
Le répertoire WELDDATA et ses sous--répertoires contiennent toutes les
données de soudage sauvegardées.
Il est important d’effectuer cette copie étant donné que la base de données
sera effacée après la réinstallation.
Utiliser l’icône de désinstallation pour supprimer le logiciel.
6.2 Retour des données de soudage
Après la réinstallation, ramenez la copie dans le répertoire WELDDATA qui
est maintenant vide.
7 MISE EN MARCHE
7.1 Soudage
S Démarrez la source de courant.
S Démarrez WMS 4000 en double--cliquant sur l’icône de l’ordinateur.
Lors du premier lancement du logiciel, les cases de sélection de la
langue et du nom de l’entreprise s’affichent. Ces informations
s’appliquent jusqu’à leur modification. Ces informations sont disponibles
à l’aide de fonctions figurant sur la liste sous le menu principal.
Le système est prêt pour le soudage, mais les informations sur
l’identification de la pièce à souder et les valeurs limites de paramètres font
défaut. Pour de plus amples informations, reportez--vous au chapitre
TÂCHES à la page 37.

-- 1 4 --
dpb2d1fa
8 DESCRIPTION DU MENU
8.1 Fenêtre de men u
Weldoc
WMS 4000
Documentation sur les
paramètres de
soudage
Identification de la pièce à
souder
Visualiser
Données de
réglage
Soudage
précédent
Visualiser Évaluation
Terminer
(F4)
(F5)
(F6)
(F7)
Weldoc WMS 4000 -- Version 2.1. C:\WMS4021\
F
F
F
F
i
i
i
i
c
c
c
c
h
h
h
h
i
i
i
i
e
e
e
e
r
r
r
r
A
A
A
A
l
l
l
l
t
t
t
t
e
e
e
e
r
r
r
r
n
n
n
n
a
a
a
a
t
t
t
t
i
i
i
i
v
v
v
v
e
e
e
e
O
O
O
O
u
u
u
u
t
t
t
t
i
i
i
i
l
l
l
l
s
s
s
s
?
?
?
?
Surveillance du soudage en temps réel
Enregistrement des valeurs mesurées
Enregistrement des données de
réglage
8.2 Signification d es éléments de la fenêtre
Liste des menus :
Reportez--vous à la page 16 pour de plus amples informations.

-- 1 5 --
dpb2d1fa
Touches :
(F4)
n signifie que l’enregistrement est actif.
Surveillance du soudage en temps réel
Enregistrement des valeurs mesurées
Enregistrement des données de
réglage
Identification de la pièce à
souder
Visualiser
Données de
réglage
Soudage
précédent
(F5)
(F6)
Visualiser Évaluation
Terminer
(F7)
Les touches sont décrites à la page 20 et dans les pages qui suivent.
La case supérieure contient les fonctions dédiées à la surveillance du
soudage en temps réel. En cliquant sur les cases situées en face
d’Enregistrement des valeurs mesurées et d’Enregistrement des
données de réglage, il est possible d’activer
ou de désactiver ces
fonctions. Ces fonctions sont normalement actives.
Dans certaines situations cependant, elles doivent être désactivées, par
exemple lorsqu’il faut effectuer des réglages ou installer un logiciel au
niveau du coffret de commande de la machine de soudage automatique.
Enregistrement des valeurs mesurées
Cette fonction doit toujours être active. Elle commande des fonctions
importantes du logiciel, telle que l’enregistrement de la soudure et, par
conséquent, l’identité du cas de soudure. Lorsqu’elle n’est pas active, il
n’est pas possible d’afficher une évaluation intégrale de la soudure (voir à la
page 28). Il est uniquement possible d’afficher l’état des données de
réglage.
Enregistrement des données de réglage
Cette fonction est intéressante en soudage TIG mécanisé. Il s’agit surtout
de l’enregistrement de gros volumes de données de réglage provenant du
logiciel durant la soudure. Ces données de réglage peuvent remplir le
tampon de l’ordinateur .
Les désignations entre parenthèses concernent les touches de fonctions du
clavier.
Les fonctions peuvent également être activées en utilisant la combinaison
touche Alt + caractère souligné. Ce moyen d’activation s’applique à tout le
logiciel.

-- 1 6 --
dpb2d1fa
9 DESCRIPTION DE LA LISTE DE MENUS
9.1 Fichier
Quitter
9.2 Alternative
Identification de la pièces à souder F4
Visualiser
Données de réglage F5
Soudage
précédent F6
Visualiser Évaluation F7
Message d’erreur
Identification de la pièces à souder F4, Visualiser Données de
réglage F5, Soudage précédent F6, Visualiser Évaluation
F7
Ces touches sont décrites d’une manière détaillée aux pages 20--36.
Message
d’erreur
Les messages d’erreurs s’affichent dans cette fenêtre de menu.
M
M
M
M
e
e
e
e
s
s
s
s
s
s
s
s
a
a
a
a
g
g
g
g
e
e
e
e
d
d
d
d
’
’
’
’
e
e
e
e
r
r
r
r
r
r
r
r
e
e
e
e
u
u
u
u
r
r
r
r
Fermer

Les extinctions d’arc sont ignorées
si elles sont inférieures à:
O
O
O
O
K
K
K
K
0,5
s
I
I
I
I
g
g
g
g
n
n
n
n
o
o
o
o
r
r
r
r
e
e
e
e
r
r
r
r
l
l
l
l
’
’
’
’
e
e
e
e
x
x
x
x
t
t
t
t
i
i
i
i
n
n
n
n
c
c
c
c
t
t
t
t
i
i
i
i
o
o
o
o
n
n
n
n
d
d
d
d
e
e
e
e
l
l
l
l
’
’
’
’
a
a
a
a
r
r
r
r
c
c
c
c
Ignorer les soudages inférieurs à:
O
O
O
O
K
K
K
K
0
s
I
I
I
I
g
g
g
g
n
n
n
n
o
o
o
o
r
r
r
r
e
e
e
e
r
r
r
r
l
l
l
l
e
e
e
e
s
s
s
s
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
s
s
s
s
c
c
c
c
o
o
o
o
u
u
u
u
r
r
r
r
t
t
t
t
s
s
s
s
-- 1 7 --
dpb2d1fa
9.3 Outils
Ignorer l’extinction de l’ar c
Ignorer soudages courts ..
Acheminement des données de soudage ...
Nom de l’entreprise ...
Langue ...
Ignorer l’extinction de l’arc
Sélectionnez le temps en secondes à l’aide de
la touche fléchée pour la plus longue coupure
à ignorer sans qu’une nouvelle soudure
commence. Valeur standard = 0,5 s,
temps maxi = 3 s.
Ignorer soudages
courts
Sélectionnez le temps en secondes à
l’aide de la touche fléchée pour la
soudure la plus courte à enregistrer.
Valeur standard = 0, max. 10 s.

-- 1 8 --
dpb2d1fa
Acheminement des données de soudage
Spécifiez l’emplacement de
sauvegarde des données de
soudage.
S
S
S
S
é
é
é
é
l
l
l
l
e
e
e
e
c
c
c
c
t
t
t
t
i
i
i
i
o
o
o
o
n
n
n
n
n
n
n
n
e
e
e
e
r
r
r
r
l
l
l
l
’
’
’
’
a
a
a
a
c
c
c
c
h
h
h
h
e
e
e
e
m
m
m
m
i
i
i
i
n
n
n
n
e
e
e
e
m
m
m
m
e
e
e
e
n
n
n
n
t
t
t
t
Sélectionner:
O
O
O
O
K
K
K
K
A
A
A
A
n
n
n
n
n
n
n
n
u
u
u
u
l
l
l
l
e
e
e
e
r
r
r
r
c:\
wms4021
welddata
y1998
m07
m08
c:
Nom de l’entreprise
Entrez le nom de l’entreprise ici.
N
N
N
N
o
o
o
o
m
m
m
m
d
d
d
d
e
e
e
e
l
l
l
l
’
’
’
’
e
e
e
e
n
n
n
n
t
t
t
t
r
r
r
r
e
e
e
e
p
p
p
p
r
r
r
r
i
i
i
i
s
s
s
s
e
e
e
e
Indiquer le nom de votre entreprise:
O
O
O
O
K
K
K
K
I
I
I
I
n
n
n
n
t
t
t
t
e
e
e
e
r
r
r
r
r
r
r
r
o
o
o
o
m
m
m
m
p
p
p
p
r
r
r
r
e
e
e
e
Nombre maximal de caractères: 50

-- 1 9 --
dpb2d1fa
Langue
Sélectionnez la langue.
S
S
S
S
e
e
e
e
l
l
l
l
e
e
e
e
c
c
c
c
t
t
t
t
L
L
L
L
a
a
a
a
n
n
n
n
g
g
g
g
u
u
u
u
a
a
a
a
g
g
g
g
e
e
e
e
:
:
:
:
Select a language:
O
O
O
O
K
K
K
K
C
C
C
C
a
a
a
a
n
n
n
n
c
c
c
c
e
e
e
e
l
l
l
l
DEUTSCH.INI
ENGLISH.INI
DANSK.INI
ESPAÑOL.INI
EXXHNIKA.INI
FRANCAIS.INI
ITALIANO.INI
NORSK.INI
SVENSKA.INI
PORTUGUÊ.INI
SUOMI.INI
NEDERLAN.INI
9.4 Sous le point d’interrogation (?)
Show Help File
About
Show Help File (Afficher Fichier d’aide)
C’est le fichier d’aide du logiciel.
About
(Sur)
Informations sur le logiciel et la version du logiciel.

-- 2 0 --
dpb2d1fb
10 DESCRIPTION DES TOUCHES
10.1 Identification de la pièce à souder (F4)
Affichelemenu:
I
I
I
I
d
d
d
d
e
e
e
e
n
n
n
n
t
t
t
t
i
i
i
i
t
t
t
t
é
é
é
é
d
d
d
d
e
e
e
e
l
l
l
l
a
a
a
a
p
p
p
p
i
i
i
i
è
è
è
è
c
c
c
c
e
e
e
e
d
d
d
d
e
e
e
e
t
t
t
t
r
r
r
r
a
a
a
a
v
v
v
v
a
a
a
a
i
i
i
i
l
l
l
l
D
D
D
D
é
é
é
é
f
f
f
f
i
i
i
i
n
n
n
n
i
i
i
i
r
r
r
r
l
l
l
l
e
e
e
e
n
n
n
n
u
u
u
u
m
m
m
m
é
é
é
é
r
r
r
r
o
o
o
o
d
d
d
d
e
e
e
e
d
d
d
d
é
é
é
é
m
m
m
m
a
a
a
a
r
r
r
r
r
r
r
r
a
a
a
a
g
g
g
g
e
e
e
e
S
S
S
S
é
é
é
é
l
l
l
l
e
e
e
e
c
c
c
c
t
t
t
t
i
i
i
i
o
o
o
o
n
n
n
n
d
d
d
d
e
e
e
e
s
s
s
s
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
s
s
s
s
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
s
s
s
s
N
N
N
N
o
o
o
o
m
m
m
m
b
b
b
b
r
r
r
r
e
e
e
e
s
s
s
s
d
d
d
d
e
e
e
e
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
s
s
s
s
C
C
C
C
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
P
P
P
P
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
c
c
c
c
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
C
C
C
C
o
o
o
o
p
p
p
p
i
i
i
i
e
e
e
e
r
r
r
r
l
l
l
l
e
e
e
e
c
c
c
c
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
N
N
N
N
o
o
o
o
u
u
u
u
v
v
v
v
e
e
e
e
a
a
a
a
u
u
u
u
c
c
c
c
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
M
M
M
M
o
o
o
o
d
d
d
d
i
i
i
i
f
f
f
f
i
i
i
i
e
e
e
e
r
r
r
r
l
l
l
l
e
e
e
e
c
c
c
c
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
M
M
M
M
o
o
o
o
n
n
n
n
t
t
t
t
r
r
r
r
e
e
e
e
r
r
r
r
l
l
l
l
e
e
e
e
c
c
c
c
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
E
E
E
E
f
f
f
f
f
f
f
f
a
a
a
a
c
c
c
c
e
e
e
e
r
r
r
r
l
l
l
l
e
e
e
e
c
c
c
c
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
v
v
v
v
a
a
a
a
l
l
l
l
e
e
e
e
u
u
u
u
r
r
r
r
l
l
l
l
i
i
i
i
m
m
m
m
i
i
i
i
t
t
t
t
e
e
e
e
T
T
T
T
E
E
E
E
S
S
S
S
T
T
T
T
1
1
1
1
1
1
1
1
F
F
F
F
e
e
e
e
r
r
r
r
m
m
m
m
e
e
e
e
r
r
r
r
O
O
O
O
K
K
K
K
C
C
C
C
a
a
a
a
s
s
s
s
d
d
d
d
e
e
e
e
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
a
a
a
a
g
g
g
g
e
e
e
e
N
N
N
N
o
o
o
o
u
u
u
u
v
v
v
v
e
e
e
e
l
l
l
l
l
l
l
l
e
e
e
e
p
p
p
p
i
i
i
i
è
è
è
è
c
c
c
c
e
e
e
e
à
à
à
à
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
e
e
e
e
r
r
r
r
E
E
E
E
n
n
n
n
l
l
l
l
e
e
e
e
v
v
v
v
e
e
e
e
z
z
z
z
l
l
l
l
a
a
a
a
p
p
p
p
i
i
i
i
è
è
è
è
c
c
c
c
e
e
e
e
à
à
à
à
s
s
s
s
o
o
o
o
u
u
u
u
d
d
d
d
e
e
e
e
r
r
r
r
Identité de la pièce de travail
Assignation d’une identité unique et d’un numéro de séquence initial (valeur
par défaut 1) à la pièce à souder, (voir à la page 21).
Double--cliquez sur celle--là pour faire afficher une fenêtre d’annotations.
O
O
O
O
K
K
K
K
A
A
A
A
n
n
n
n
n
n
n
n
u
u
u
u
l
l
l
l
e
e
e
e
r
r
r
r
Le texte de cette zone s’applique à
toutes les soudures associées à une
même identité de pièce à souder.
N
N
N
N
o
o
o
o
t
t
t
t
e
e
e
e
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
















































ESAB Weldoc t WMS 4000 Manuel utilisateur
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB SPS 4000 Manuel utilisateur
-
-
-
ESAB U82 Aristo Manuel utilisateur
-
-
ESAB A2, A6 PEK Control Panel Manuel utilisateur
-
-
ESAB U82 Manuel utilisateur
-