ESAB AristoMig U400 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

FR
Valid for serial no. 322--xxx--xxxx, 334--xxx--xxxx,
347--xxx--xxxx, 445--xxx--xxxx, 524--xxx--xxxx
0459 419 001 FR 060228
AristoMig U400
Manuel d’instructions

-- 2 --
TOCf
Sous réserve de modifications sans avis préalable.
1 DIRECTIVE 3........................................................
2 SÉCURITÉ 3.........................................................
3 INTRODUCTION 4...................................................
3.1 Équipement 5...............................................................
4 CARACTÉRISTIQUES TECHNIQUES 5.................................
5 INSTALLATION 6....................................................
5.1 Instructions de levage 6......................................................
5.2 Placement 7................................................................
5.3 Alimentation secteur 7.......................................................
5.4 Résistance d’extrémité 7.....................................................
6 UTILISATION 8......................................................
6.1 Appareils de contrôle et connexion 8...........................................
6.2 Mise sous tension 9.........................................................
6.3 Contrôle du ventilateur 9.....................................................
6.4 Protection contre la surchauffe 9..............................................
6.5 Unité de refroidissement 9....................................................
6.6 Commande à distance 10.....................................................
7 ENTRETIEN 10.......................................................
7.1 Nettoyage du filtre à air 10.....................................................
7.2 Mise à niveau du liquide de refroidissement 11...................................
8 DÉPANNAGE 11......................................................
9 COMMANDE DE PIÈCES DE RECHANGE 11............................
SCHÉMA 12.............................................................
NUMÉRO DE RÉFÉRENCE 15............................................
LISTE DE PIÈCES DÉTACHÉES 16........................................
ACCESSOIRES 17.......................................................

-- 3 --
bu20d1fa
1DIRECTIVE
CERTIFICAT DE CONFORMITÉ
ESAB Welding Equipment AB, S--695 81 Laxå Suède, certifie que la source de courant de soudage
AristoMig U400 à partir du numéro de série 322 est conforme à la norme IEC/EN 60974--1 selon les
cinditions de la directive (73/23/CEE) avec additif (93/68/CEE) et à la norme EN 50199 selon les
conditions de la directive (89/336/CEE) avec additif (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Henry Selenius
Vice President
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2003--06--24
2SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

-- 4 --
bu20d1fa
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB -
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail s ain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux e t brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
ESAB fournit t o u s les accessoires et équipements de protection nécessaires
pour le soudage.
ATTENTION!
Lire attentivement le mode d’emploi avant d’installer la
machine et de l’utiliser.
Ne pas utiliser le générateur pour dégeler des canalisations.
ATTENTION!
Ce produit est uniquement destiné au soudage à l’arc.
FR

-- 5 --
bu20d1fa
Ne pas jeter les appareils électriques avec les déchets ordinaires !
Conformément à la Directive Européenne 2002/96/EC relative aux déchets d’équipements
électriques ou électroniques (DEEE), et à sa transposition dans la législation nationale,
les appareils électriques doivent être collectés à part et être soumis à un recyclage
respectueux de l’environnement. En tant que propriétaire de l’équipement, vous devriez
vous informer sur les systèmes de collecte approuvés auprès nos représentants locaux.
Appliquer cette Directive Européenne améliorera l’environnement et la santé !
3 INTRODUCTION
AristoMig U400 est une machine de soudage MIG/MAG/TIG qui permet également
le soudage MMA.
Le générateur est conçu pour les unités AristoFeed 30-- 4 ou AristoFeed 48--4 avec
dévidoir de fil.
Tous les réglages s’effectuent à partir du dévidoir ou du boîtier de commande
AristoPendant U8.
Voir les accessoires ESAB en pag e 17.
3.1 Équipement
Le générateur AristoMig U400 est fourni complet avec résistance d’extrémité, 5m
câble de retour et mode d’emploi.
4 CARACTÉRISTIQUES TECHNIQUES
AristoMig U400
Tension d’alimentation 400 V, ±10 %, 3∼ 50 Hz
Courant primaire
I
max
MIG/MAG
I
max
MMA
I
max
TIG
36 A
38 A
29 A
Puissance à vide utilisée en mode d’économie d’énergie, 6,5
min après soudage
60 W
Gamme tension/courant
MIG/MAG
MIG/MAG,M2
MMA
TIG
8--60V/16--400A
8--42V
16 -- 400 A
4 -- 400 A
Intensité maximale MIG/MAG au
facteur de marche 35 %
facteur de marche 60 %
facteur de marche 100 %
400 A / 34 V
320 A / 30 V
250 A / 27 V
Intensité maximale MMA au
facteur de marche 35 %
facteur de marche 60 %
facteur de marche 100 %
400 A / 36 V
320 A / 33 V
250 A / 30 V
Intensité maximale TIG au
facteur de marche 35 %
facteur de marche 60 %
facteur de marche 100 %
400 A / 26 V
320 A / 23 V
250 A / 20 V
Facteur de puissance au courant maximum 0,65
FR

-- 6 --
bu20d1fa
AristoMig U400
Rendement au courant maximum 85 %
Tension de circuit ouvert
MIG/MAG
MMA
TIG
55 -- 70 V
78 -- 90 V
78 -- 90 V
Température de fonctionnement de --10 à +40˚C
Niveau de pression acoustique pondéré A continu <70 db
Dimensions, L x l x h
avec unité de refroidissement
625 x 394 x 496 mm
625 x 394 x 776 mm
Poid s
avec unité de refroidissement
61 kg
81 kg
Classe d’isolation H
Catégorie d’étanchéité IP 23
Catégorie d’application
Unité de refroidissement
Puissance de refroidissement 2500 W pour différence de 40˚C et débit
1,5 l/min
Liquide de refroidissement 50 % eau / 50 % glycol
Quantité de liquide de refroidissement 5,5 l
Débit d’eau maximum 2,0 l/min
Nombre maximum de torches/pistolets de
soudage refroidis par eau pouvant être
connectés
deux pistolets MIG ou
unetorcheTIGetunpistoletMIG
Facteur de marche
Le facteur d’intermittence est le temps, exprimé en pourcentage d’une période de 10 minutes, pen-
dant lequel il est possible de souder à une charge déterminée.
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
5 INSTALLATION
L’installation doit être assurée par un technicien qualifié.
ATTENTION!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce produit
peut provoquer des interférences parasitaires. C’est la responsabilité de l’utilisateur de prendre
les précautions adéquates.
Attention !
Brancher le générateur sur le secteur à une impédance réseau de 0.200 ohm ou inférieure. Si l’impédance
réseau est plus élevée, les illuminateurs risquent de clignoter.
FR

-- 7 --
bu20d1fa
5.1 Instructions de levage
Avec générateur Avec chariot et générateur Avec chariot 2 et générateur
5.2 Placement
Placez le générateur de soudage de telle manière que les tuyères d’entrée et de
sortie de l’air de refroidissement ne soient pas obstruées.
5.3 Alimentation secteur
Vérifiez que la tension d’alimentation est correcte et que
l’installation est pro tégée par un fusible de calibre approprié.
L’installation doit être r eliée à la terre, conformément aux
réglementations en vigueur.
Plaque signalétique avec informations de connexion
Calibre d es fusibles et section minimale des câbles
AristoMig U400 400 V 3µ 50 Hz
Tension d’alimentation 400 V
Section câbles d’alimentation, mm
2
4G4
Phase courant, I RMS 22 A
Fusible
Normal
T ype C tableau
25 A
32 A
Remarque :
La section des câbles d’alimentation et les calibres de fusibles mentionnés ci--dessus sont conformes
aux normes suédoises. Il est possible que ces normes ne s’appliquent pas dans d’autres pays.
Assurez--vous que l’installation est conforme aux normes en vigueur dans votre pays.
FR

-- 8 --
bu20d1fa
5.4 Résistance d’extrémité
Afin d’éviter tout parasitage des communications, des
résistances d’extrémité doivent être placées aux
extrémités du bus CAN.
L’une des extrémités du bus CAN se situe sur le panneau
de commande, qui possède une résistance intégrée.
Une r ésistance d’extrémité doit être placée à l’autre
extrémité, située sur le générateur (voir ci--contre).
6 UTILISATION
Les prescriptions générales d e sécurité pour l’utilisation de l’équipement figu-
rent en page 3. En prendre connaissance avant d’utiliser l’équipement.
6.1 Appareils de contrôle et connexion
1 Raccordement de l’eau de refroidissement
provenant de la torche TIG -- ROUGE
10 Témoin lumineux blanc – alimentation ON
2 Connexion avec ELP* pour l’eau de refroi-
dissement vers la torche TIG -- BLEU
11 Témoin lumineux orange -- surchauffe
3 Embout de remplissage de l’eau de refroi-
dissement
12 Fusible4AT
4 Connexion pour câble de courant de sou-
dage (+) en soudage MMA, ou pour le
câble de retour en soudage TIG
13 Connexion pour câble de contrôle du dévi-
doir ou résistance d’extrémité
5 Raccordement pour l’adaptateur de com-
mande à distance
14 Raccordement gaz
6 Connexion pour le câble de retour (--) ou
de courant de soudage TIG
15 Connexion pour le courant de soudage
vers le dévidoir
7 Connexion pour signal de départ de la
torche
16 Raccordement de l’eau de refroidissement
vers le dévidoir -- BLEU
8 Raccord gaz vers la torche TIG 17 Raccordement de l’eau de refroidissement
en provenance du dévidoir -- ROUGE
9 Interrupteur tension d’alimentation,
0/1/START
* ELP = ESAB Logic Pump, voir point 6.5
FR

-- 9 --
bu20d1fa
6.2 Mise sous tension
Pour mettre la machine sous tension, tournez le démarreur (7) en position START. Il
se remet en position 1 quand on le relâche.
Si la tension d’alimentation doit être coupée pendant l’utilisation de la machine, le
générateur ne pourra être remis sous tension qu’en remettant manuellement le
démarreur sur la position START.
Pour mettre l’unité hors tension, mettre le démarreur en position 0.
Que l’unité ait été arrêtée normalement ou par une interruption de courant, elle
conserve les param ètr e s de soudage pour une utilisation ultérieur e.
6.3 Contrôle du ventilateur
Les ventilateurs du générateur continuent à fonctionner pendant 6,5 minutes après
l’arrêt du soudage et l’unité passe en mode d’économie d’énergie. Ils redémarrent à
la reprise du soudage.
Pour des courants de soudage jusqu’à 144 A, les ventilateurs tournent à vitesse
réduite ; ils fonctionnent à plein rendement pour des courants supérieurs.
6.4 Protection contre la surchauffe
Le générateur est pourvu de deux limiteurs de surcharge qui se déclenchent quand
la température interne est trop élevée ; ils interrompent le courant de soudage et
allument le témoin lumineux orange situé sur l’unité. Ils reprennent leur état initial
lorsque la température a baissé.
6.5 Unité de refroidissement
Raccordements pour eau (soudage TIG)
L’unité de refroidissement est équipée d’un système de détection de l’eau ELP
(ESAB Logic Pump) qui vérifie si les tuyaux d’eau sont connectés.
L’interrupteur marche/arrêt du générateur doit être en position«0»(Arrêt)lorsqu’on
utilise une torche TIG à refroidissement d’eau.
Lorsqu’u ne torche TIG à refroidissement d’eau est utilisée, la pompe à eau se
déclenche automatiquement lorsque l’interrupteur marche/arrêt est en position
“START” et/ou lorsque le soudage commence. À la fin du soudage, la pompe
poursuit le refroidissement pendant 6,5 m inutes, puis l’unité passe en mode
économique.
Utilisation pendant le soudage
Pour commencer à souder, l’opérateur appuie sur la gâchette du pistolet de
soudage. Le générateur s’allume et fait démarrer le dévidoir et la pompe de
refroidissement.
Pour arrêter le soudage, l’opérateur relâche la gâchette. Le soudage s’arrête, mais
la pompe poursuit le refroidissement pendant 6,5 minutes ; le générateur passe
ensuite en mode économique.
FR

-- 1 0 --
bu20d1fa
Capteur de débit d’eau
Un dispositif détecte le débit d’eau et interrompt le courant de soudage en cas de
perte du liquide de refroidissement. Il affiche alors un m essage d’erreur sur le
panneau de commande. Cet é lément est disponible en accessoire.
6.6 Commande à distance
Avec AristoPendant U8, le logiciel doit être une version 1.20 ou supérieure. Pour un
fonctionnement correct de la commande à distance, les équipements Aristo à
panneaux de commande intégré doivent utiliser la version 1.21 du logiciel ou une
version supérieure.
Lorsque la télécommande est onnectée, l’alimentation électrique et le dévidoir
passent en mode télécommandé. Les touches et les boutons deviennent inopérants.
Les fonctions sont alors uniquement commandées à distance.
Lorsque la commande à distance n’est pas utilisée, la débrancher.
La commande à distance peut êtr e utilisée pour paramétrer la tension ; en soudage
MMA, c’est l’ampérage qui sera réglé au moyen de cette fonction.
Pour plus d’informations sur l’utilisation de la commande à distance, voir le mode
d’emploi du panneau de commande.
7 ENTRETIEN
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
La maintenance doit être confiée à des professionnels.
Seul des électriciens spécialisés (personnel agréé) sont habilités à dém onter les
plaques de sécurité.
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de gar antie pour réparer quelque panne que ce soit.
7.1 Nettoyage du filtre à air
S Débloquer le panneau et le filtre à air
(1).
S Faire pivoter le panneau (2).
S Retirer le filtre à air (3).
S Le nettoyer à l’air comprimé (pression
réduite).
S Remettre le filtre en place, le crible fin
étant du côté du panneau (2).
S Remettre le panneau en place.
FR

-- 1 1 --
bu20d1fa
7.2 Mise à niveau du liquide de refroidissement
Nous recommandons un mélange à parts égales d’eau et de
glycol.
Compléter le liquide de refroidissement jusqu’au niveau de
l’orifice de remplissage.
8 DÉPANNAGE
Avant de faire appel à un technicien spécialisé, vérifier les quelques points suivants :
Type de panne Solution
Pas d’arc. S Vérifier que l’interrupteur ON/OFF est sur ON.
S Vérifier la connexion des câbles de courant de soudage et de
retour.
S Vérifier que la tension sélectionnée est correcte.
S Vérifiez si les fusibles n’ont pas grillé.
Le courant de soudage s’inter-
rompt pendant le travail.
S Vérifier si les limiteurs de surcharge se sont déclenchés (le
témoin lumineux orange s’allume sur le panneau de
commande).
S Vérifier les fusibles.
Les protections contre les surc-
harges thermiques se déclenc-
hent fréquemment.
S Vérifier si les filtres à air ne sont pas colmatés.
S Vérifier que la puissance nominale du générateur n’est pas
dépassée et qu’il n’y a pas de surcharge de l’unité.
Soudage médiocre. S Vérifier la connexion des câbles de courant de soudage et de
retour.
S Vérifier que la tension sélectionnée est correcte.
S Vérifier que les électrodes utilisées sont correctes.
S Vérifier les fusibles.
9 COMMANDEDEPIÈCESDERECHANGE
AristoMig U400 est conçue et éprouvée conformément à la norme internationale et eu-
ropéenne IEC/EN60974--1 et EN 50199. Il incombe à l’entreprise chargée de tout travail
de maintenance ou de réparation de s’assurer que le produit demeure conforme à la
norme susmentionnée après leur intervention.
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d’usure ESAB d’origine.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
FR

Schéma
-- 1 2 --
bu20e11a

-- 1 3 --
bu20e11a

-- 1 4 --
bu20e11a
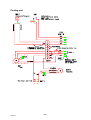
Cooling unit

AristoMig U400
Edition 060228
Numéro de référence
-- 1 5 --
bu20o11a
1.
Ordering no. Denomination Type Notes
0458 625 885 Welding power source AristoMig U400 with cooling unit
0458 625 884 Welding power source AristoMig U400 without cooling unit
0459 419 990 Spare part list AristoMig U400
The spare parts list is available on the Internet at www .esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.

AristoMig U400
Edition 060228
Liste de p ièces détachées
-- 1 6 --
ba37s
Item Ordering no. Denomination
1 0458 398 001 Filter
2 0458 383 001 Front grill

AristoMig U400
Edition 060228
Accessoires
-- 1 7 --
ba37a11a
Trolley forAristoMig ...................... 0458 530 880
Trolley 2 for AristoMig (for feeder with
counterbalance device and/or 2 gas bottles) .
0458 603 880
Guidepin............................... 0458 731 880
Autotransformer TUA2 ................... 0459 145 880
Handle (1 piece) with mounting screws . . 0459 307 881

AristoMig U400
Edition 060228
-- 1 8 --
ba37a11a
Feeder stand ............................ 0458 522 880
Remote control adapter RA12 12pole ....
For analogue remote controls to CAN based
equipment.
0459 491 910
RemotecontrolunitMTA1CAN ..........
MIG/MAG: wire feed speed and voltage
MMA: current and arc force
TIG: current, pulse and background current
0459 491 880
RemotecontrolunitM110ProgCAN......
Choice of on of 10 programs
MIG/MAG: voltage deviation
TIG and MMA: current deviation
0459 491 882
RemotecontrolunitAT1CAN ............
MMA and TIG: current
0459 491 883
RemotecontrolunitAT1CFCAN.........
MMA and TIG: rough and fine setting of
current.
0459 491 884

AristoMig U400
Edition 060228
-- 1 9 --
ba37a11a
Remote control cable 12 pole -- 4 pole
5m ....................................
10m ...................................
15m ...................................
25m....................................
0.25m .................................
0459 554 880
0459 554 881
0459 554 882
0459 554 883
0459 554 884
Connection set
1.7m ..................................
5m ....................................
10m ...................................
15m ...................................
25m ...................................
35m ...................................
Connection set water
1.7m ..................................
5m ....................................
10m ...................................
15m ...................................
25m ...................................
35m ...................................
0456 528 880
0456 528 890
0456 528 881
0456 528 882
0456 528 883
0456 528 884
0456 528 885
0456 528 895
0456 528 886
0456 528 887
0456 528 888
0456 528 889
Return cable 5m70mm
2
............... 0156 743 881
Water flow guard 0.7l/min ............... 0456 855 880
MMC kit AristoMig ....................... 0459 579 880
Connection set
for connection of two wire feed units ........
0459 546 880

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
0511118
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax: +60 3 8027 4754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB AristoMig U400 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB Aristo®Mig U500 Manuel utilisateur
-
ESAB Aristo®Mig 500 Manuel utilisateur
-
ESAB Aristo®Mig 320, Aristo®Mig 450 Aristo®Mig U320, Aristo®Mig U450 Manuel utilisateur
-
ESAB Aristo®Mig 400 Manuel utilisateur
-
ESAB Mig U4000i Manuel utilisateur
-
ESAB Autotransformer TUA 1 Manuel utilisateur
-
-
-
-
ESAB AristoMig 300 Manuel utilisateur