
IT
MANUALE DI ISTRUZIONE PER SALDATRICE A FILO .........................
Pag. 3
EN
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE ...................
Page 7
DE
BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINEN ................
Seite 11
FR
MANUEL D'INSTRUCTIONS POUR POSTES A SOUDER A FIL ..............
Page 15
ES
MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE HILO .............
Pag. 19
PT
MANUAL DE INSTRUÇÕES PARA SOLDADORES A FIO ........................
Pag. 23
Parti di ricambio e schema elettrico
Spare parts and wiring diagram
Ersatzteile und elektrischer Schaltplan
Pièces de rechanges et schéma électrique
Partes de repuesto y esquema eléctrico
Peças e esquema eléctrico Pagg. Seiten 28

2
1
2

3
MANUALE D'ISTRUZIONE PER SALDATRICI A FILO
IMPORTANTE: PRIMA DELLA INSTALLAZIONE, DELL’USO O DI
QUALSIASI MANUTENZIONE ALLA SALDATRICE LEGGERE IL
CONTENUTO DI QUESTO MANUALE E DEL MANUALE
“REGOLE DI SICUREZZA PER L’USO DELLE
APPARECCHIATURE” PONENDO PARTICOLARE ATTENZIONE
ALLE NORME DI SICUREZZA. CONTATTARE IL VOSTRO
DISTRIBUTORE SE NON AVETE COMPRESO
COMPLETAMENTE QUESTE ISTRUZIONI.
Questo apparecchio deve essere utilizzato esclusivamente per
operazioni di saldatura. Non deve essere utilizzato per scongelare
tubi.
E’ inoltre indispensabile tenere nella massima considerazione il
manuale riguardante le regole di sicurezza.
I simboli posti in prossimità dei paragrafi ai quali si riferiscono,
evidenziano situazioni di massima attenzione, consigli pratici o
semplici informazioni.
Entrambi i manuali devono essere conservati con cura, in un luogo
noto ai vari interessati. Dovranno essere consultati ogni qual volta
vi siano dubbi, dovranno seguire tutta la vita operativa della
macchina e saranno impiegati per l’ordinazione delle parti di
ricambio.
1 DESCRIZIONE GENERALE
1.1 SPECIFICHE
Questo manuale è stato preparato allo scopo di istruire il personale
addetto all'installazione, al funzionamento ed alla manutenzione
della saldatrice.
Questa saldatrice è un generatore realizzato con tecnologia
INVERTER, adatto alla saldatura MIG.
Controllare, al ricevimento, che non vi siano parti rotte o avariate.
Ogni eventuale reclamo per perdite o danni deve essere fatto
dall'acquirente al vettore. Ogni qualvolta si richiedono informazioni
riguardanti la saldatrice, si prega di indicare l'articolo ed il numero
di matricola.
1.2 SPIEGAZIONE DEI DATI TECNICI
IEC60974-1 La saldatrice è costruita secondo queste norme
IEC60974-10
CL.A Apparecchiatura per uso industriale e professionale.
Convertitore statico di frequenza trifase
trasformatore raddrizzatore.
MIG-MAG Adatto per saldatura a filo continuo.
U
0
Tensione a vuoto secondaria.
X Fattore di servizio percentuale. Il fattore di servizio
esprime la percentuale di 10 minuti in cui la
saldatrice può lavorare ad una determinata corrente
senza causare surriscaldamenti.
I
2
Corrente di saldatura
U
2
Tensione secondaria con corrente di sald. I
2
U
1
Tensione nominale di alimentazione.
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz.
I
1
max Corrente max. assorbita alla corrispondente
corrente I
2
e tensione U
2
.
I
1
eff E' il massimo valore della corrente effettiva assorbita
considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla portata
del fusibile (di tipo ritardato) da utilizzare come
protezione per l’apparecchio.
IP23 Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio è idoneo a lavorare
all’esterno sotto la pioggia.
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE: La saldatrice è inoltre stata progettata per lavorare in
ambienti con grado di inquinamento 3. (Vedi IEC 60664).
2 INSTALLAZIONE
L’installazione della macchina deve essere fatta da
personale qualificato.
Tutti i collegamenti devono essere eseguiti in conformità
delle vigenti norme e nel pieno rispetto della legge
antinfortunistica.
Controllare che la tensione di alimentazione corrisponda al valore
indicato sul cavo rete. Se non è già montata, collegare una spina di
portata adeguata al cavo di alimentazione assicurandosi che il
conduttore giallo/verde sia collegato allo spinotto di terra.
La portata dell'interruttore magnetotermico o dei fusibili, in serie
all'alimentazione, devono essere uguale alla corrente I
1
max.
assorbita dalla macchina.
2.1 SISTEMAZIONE
Collocare la saldatrice in un ambiente ventilato. Polvere, sporco o
qualsiasi altra cosa estranea che possa entrare nella saldatrice ne
può compromettere la ventilazione e quindi il buon funzionamento.
Pertanto è necessario in relazione all'ambiente e alle condizioni di
impiego avere cura di mantenere pulite le parti interne. La pulizia
deve avvenire tramite un getto di aria secca e pulita, facendo
attenzione a non danneggiare in alcun modo la macchina. Prima di
lavorare all'interno della saldatrice assicurarsi che la spina sia
staccata dalla rete di alimentazione. Qualsiasi intervento eseguito
all'interno della saldatrice deve essere eseguito da personale
qualificato.
2.2 PROTEZIONI
2.2.1 Protezione di blocco
In caso di malfunzionamento della saldatrice, sul display B può
comparire una scritta WARNING che identifica il tipo di difetto, se
spegnendo e riaccendendo la macchina la scritta rimane, contattare
il servizio assistenza.
2.2.2 protezione termica
Quest’apparecchio è protetto da un termostato il quale, se si
superano le temperature ammesse, impedisce il funzionamento
della macchina. In queste condizioni il ventilatore continua a
funzionare ed il display B visualizza, in modo lampeggiante, la sigla
WARNING tH.
3 COMANDI POSTI SUL PANNELLO ANTERIORE (Fig. 1)
A - MANOPOLA
Seleziona e regola sia le funzioni che i parametri di saldatura.
B - DISPLAY
Visualizza sia i parametri di saldatura che tutte le funzioni di
saldatura.
C - ATTACCO CENTRALIZZATO
A cui va collegata la torcia di saldatura.
D - CAVO MASSA O PRESA
A cui va collegato il connettore del cavo di massa.
Per art. 375, con gruppo raffreddamento opzionale.
H - TAPPO SERBATOIO.
I - ASOLA LIVELLO LIQUIDO.
J1 – J2 RACCORDI RAPIDI RAFFREDDAMENTO TORCIA.

4
4 COMANDI POSTI SUL PANNELLO POSTERIORE (Fig. 2)
G - RACCORDO CON TUBO GAS.
E - INTERRUTTORE
Accende e spegne la macchina.
F - CAVO RETE.
5 MESSA IN OPERA
Verificare che la tensione d’alimentazione corrisponda a quella
nominale della saldatrice. Dimensionare i fusibili di protezione in
base ai dati riportati sulla targa dei dati tecnici
Collegare il tubo gas della saldatrice al riduttore di pressione della
bombola.
Montare la torcia MIG all’attacco C.
Collegare il cavo di massa alla presa D e il morsetto di massa al
pezzo da saldare.
Controllare che la gola dei rulli corrisponda al diametro del filo
utilizzato. Per la eventuale sostituzione: aprire lo sportello laterale,
montare la bobina del filo ed infilare il filo nel traino e nella guaina
della torcia. Bloccare i rulli premifilo con la manopola e regolare la
pressione.
Accendere la macchina.
Scegliere la curva sinergica adeguata, seguendo le istruzioni
descritte nel paragrafo funzioni di servizio (PROCESS PARAMS).
Togliere l’ugello gas e svitare l’ugello portacorrente dalla torcia.
Premere il pulsante della torcia fino alla fuoriuscita del filo.
ATTENZIONE tenere il viso lontano dalla lancia terminale
mentre il filo fuoriesce, avvitare l’ugello portacorrente e infilare
l’ugello gas.
Aprire il riduttore della bombola e regolare il flusso del gas a 8 – 10
l/min.
Durante la saldatura il display B visualizza la corrente e la tensione
effettiva di lavoro, i valori visualizzati possono essere leggermente
diversi dai valori impostati, questo può dipendere da molteplici
fattori, tipo di torcia, spessore diverso dal nominale, distanza tra
ugello porta corrente e il materiale che si sta saldando e la velocità
di saldatura.
I valori di corrente e tensione, alla fine della saldatura rimangono
memorizzati sul display B dove compare la scritta HOLD, per
visualizzare i valori impostati è necessario ruotare leggermente la
manopola A, mentre spingendo il pulsante torcia senza saldare, sul
display B compare il valore di tensione a vuoto e il valore di corrente
uguale a 0.
Se durante la saldatura si superano i valori massimi di corrente e
tensione, questi ultimi non rimangono memorizzati sul display e la
scritta HOLD non viene visualizzata.
NB. Se si utilizzano fili di diametro 0,6mm è consigliato sostituire la
guaina della torcia di saldatura con una di diametro interno
adeguato. Una guaina con un diametro interno troppo grande non
garantisce una corretta scorrevolezza del filo di saldatura.
6 DESCRIZIONE FUNZIONI VISUALIZZATE SUL DISPLAY B
All’accensione della macchina il display B per qualche istante visualizza:
il numero di articolo della macchina, la versione, la data di sviluppo del
software, e il numero di release delle curve sinergiche.
Subito dopo l’accensione il display B visualizza: la curva sinergica
utilizzata, il modo di saldatura 2T o 4T, la funzione SPOT se attivata,
la corrente di saldatura, la velocità in metri al minuto del filo di
saldatura, la tensione di saldatura e lo spessore consigliato.
Per aumentare o diminuire i parametri di saldatura è sufficiente
regolare tramite la manopola A, i valori cambiano tutti assieme, in
modo sinergico.
Per modificare la tensione di saldatura V è sufficiente premere per
meno di 2 secondi la manopola A, sul display compare (Arc
Length o lunghezza d’arco) una barra di regolazione con lo 0
centrale, il valore può essere modificato tramite la manopola A da
-9,9 a 9,9 per uscire dalla funzione premere brevemente la
manopola A.
6.1 FUNZIONI DI SERVIZIO (PROCESS PARAMS)
VISUALIZZATE SUL DISPLAY B.
Per accedere a queste funzioni bisogna partire dalla schermata
principale e premere per almeno 2 secondi la manopola A.
Per entrare dentro la funzione è sufficiente selezionarla con la
manopola A e premere la stessa per meno di 2 secondi. Per
ritornare alla schermata principale premere per almeno 2 secondi la
manopola A.
Le funzioni selezionabili sono:
• Curva sinergica (Wire Selection).
Per scegliere la curva sinergica, è necessario, tramite la
manopola A, selezionare e premere sulla curva proposta dal
display B, è sufficiente selezionare la curva che ci interessa e
confermare la scelta premendo per meno di 2 secondi sulla
manopola A.
Dopo aver premuto la manopola A si ritorna alla schermata
precedente (PROCESS PARAMS).
• Modo di saldatura (Start Mode).
Modo 2T, la macchina inizia a saldare quando si preme il
pulsante della torcia e si interrompe quando lo si rilascia.
Modo 4T, per iniziare la saldatura premere e rilasciare il
pulsante torcia, per terminare la saldatura premere e rilasciare
nuovamente.
Per scegliere il modo di inizio saldatura 2T o 4T selezionare
tramite la manopola A uno dei 2 modi e premere la manopola A
per meno di 2 secondi per confermare la scelta, questa
operazione ci riporta sempre alla schermata precedente
(PROCESS PARAMS).
• Tempo di puntatura e intermittenza (Spot).
Se selezioniamo il tempo di spot ON, sul display compare la
funzione Spot Time, selezionandola, possiamo regolare
tramite la barra di regolazione, da 0,3 a 25 secondi. Oltre a
questa funzione sul display compare Pause Time,
selezionandola, possiamo regolare tramite la barra di
regolazione il tempo di pausa tra un punto o un tratto di
saldatura e l’altro, il tempo di pausa varia da 0 (OFF) a 5
secondi.
Per accedere alle funzioni Spot Time e Pause Time bisogna
premere per meno di 2 secondi la manopola A. La regolazione
si fa sempre tramite la manopola A, per confermare è sufficiente
premerla per meno di 2 secondi, una volta confermata la scelta
si ritorna sempre alla schermata (PROCESS PARAMS).

5
• (HSA) Hot Start Automatico
Il display B visualizza la sigla OFF = Spento. Se si preme il tasto A
il display B visualizza la sigla On = Attivo.
Se si attiva la funzione, compaiono in sequenza le sigle:
- START CURR
Regolazione (10-200%) della velocità del filo corrispondente alla
corrente di saldatura impostata con la manopola A nei
programmi di saldatura.
- S.C. TIME
E' il tempo, espresso in secondi, di durata della corrente di start
precedentemente impostata. Regolazione 0,1 - 10 sec.
- SLOPE TIME
Regolazione 0,1-10 sec. Definisce il tempo di raccordo tra la
prima corrente (START CURR) e la corrente di saldatura
impostata con la manopola A nei programmi di saldatura.
• CRA Crater Current
Il display B visualizza la sigla OFF = Spento. Se si preme il tasto A
il display B visualizza la sigla On = Attivo.
Se si attiva la funzione, compaiono in sequenza le sigle:
- SLOPE TIME
Regolazione 0,1-10 sec. Definisce il tempo di raccordo tra la
corrente di saldatura e la corrente crater impostata con la
manopola A nei programmi di saldatura.
- CRATER CURR
Regolazione (10-200%) della velocità del filo corrispondente alla
corrente di saldatura impostata con la manopola A nei
programmi di saldatura.
- C.C. TIME
E' il tempo, espresso in secondi, di durata della corrente di crater
precedentemente impostata. Regolazione 0,1-10 sec.
• Induttanza (Inductance).
La regolazione può variare da -9,9 a +9,9. Lo zero, regolazione
impostata dal costruttore, se il numero è negativo l’impedenza
diminuisce e l’arco diventa più duro mentre se aumenta diventa
più dolce.
Per accedere alla funzione è sufficiente evidenziarla usando la
manopola A e premendola per meno di 2 secondi, sul display
B compare la barra di regolazione, possiamo variare il valore e
confermare premendo la manopola A per meno di 2 secondi.
• Burnback AUTO
La regolazione può variare da -9,9 a +9,9. Serve a regolare la
lunghezza del filo uscente dall’ugello gas dopo la saldatura. A
numero positivo corrisponde una maggiore bruciatura del filo.
La regolazione del costruttore è in Auto.
Per accedere alla funzione è sufficiente evidenziarla usando la
manopola A e premendola per meno di 2 secondi sul display B
compare la barra di regolazione, possiamo variare il valore e
confermare premendo sempre la manopola A per meno di 2
secondi.
• Soft Start AUTO
La regolazione può variare da 0 a 100%. E’ la velocità del filo,
espressa in percentuale della velocità impostata per la
saldatura, prima che lo stesso tocchi il pezzo da saldare.
Questa regolazione è importante per ottenere sempre buone
partenze.
La regolazione del costruttore è in Auto.
Per accedere alla funzione è sufficiente evidenziarla usando la
manopola A e premendola per meno di 2 secondi sul display B
compare la barra di regolazione, possiamo variare il valore e
confermare premendo sempre la manopola A per meno di 2
secondi.
• Pre Gas
La regolazione può variare da 0 a 10 secondi.
Per accedere alla funzione è sufficiente evidenziarla usando
la manopola A e premendola per meno di 2 secondi sul display
B compare la barra di regolazione, possiamo variare il valore
e confermare premendo sempre la manopola A per meno di 2
secondi.
• Post Gas
La regolazione può variare da 0 a 25 secondi.
Per accedere alla funzione è sufficiente evidenziarla usando
la manopola A e premendola per meno di 2 secondi sul display
B compare la barra di regolazione, possiamo variare il valore
e confermare premendo sempre la manopola A per meno di 2
secondi.
PreGas 0.1 s
PostGas 3.1 s

6
• Water unit (solo per art. 375 con art. 560103 opzionale)
Questa funzione consente di impostare l’accensione del
gruppo di raffreddamento. Le scelte sono: OFF – ON – AUTO,
di default è selezionato OFF. Se si seleziona “AUTO”, quando si
accende la macchina, il gruppo di raffreddamento si attiva, se
il pulsante torcia non è premuto, dopo 30 secondi il gruppo si
spegne. Premendo il pulsante torcia il gruppo si riattiva e si
spegne dopo 3 minuti da quando si è rilasciato il pulsante.
• LCD Contrast
La regolazione può variare da 0 al 100%.
Questa funzione serve per rendere più o meno luminoso il
display B.
Per accedere alla funzione è sufficiente evidenziarla usando la
manopola A e premendola per meno di 2 secondi sul display B
compare la barra di regolazione, possiamo variare il valore e
confermare premendo sempre la manopola A per meno di 2
secondi.
• Factory OFF
Lo scopo è quello di riportare la saldatrice alle impostazioni di
prima fornitura.
Per accedere alla funzione è sufficiente evidenziarla usando la
manopola A e premendola per meno di 2 secondi sul display B
compaiono le scritte OFF e ALL. Evidenziando la scritta ALL e
premendo brevemente la manopola A si esegue il reset e sul
display B compare la scritta Factory Done che dimostra la
riuscita del reset. Per ritornare alla schermata precedente è
sufficiente premere per più di 2 secondi la manopola A.
N.B. Su tutte le funzioni che per regolare hanno la barra di
regolazione è possibile riportarsi al valore iniziale (default).
L’operazione può essere eseguita solo quando sul display B
compare la barra di regolazione e si esegue premendo sulla
manopola A per più di 2 secondi.
(Arc Length - Spot Time - Pause Time – Inductance - Burnback –
Soft Start – Pre Gas – post Gas – LCD Contrast).
7 CODICI ERRORE
DI
S
P
LAY
D
ES
C
RI
ZI
O
N
E ERRORE
Err 10
Tensione e corrente in uscita nulle, probabile
corto fra + e -, spegnere e riaccendere la
macchina tenendo in mano la torcia
evitandole qualsiasi contatto
Err 53 Pulsante TORCIA premuto all’accensione
della macchina
Err 54
Tensione e corrente in uscita nulle, probabile
corto fra + e -, spegnere e riaccendere la
macchina tenendo in mano la torcia
evitandole qualsiasi contatto
Err 57 Problema di trascinamento filo (ugello o
guaina ostruiti, cavo torcia troppo lungo, ecc.)
Err 61 Fase L1 troppo bassa
Err 63 Fase L2 troppo bassa
Err 65 Fase L3 troppo bassa
H2O
WATER UNIT
LOW
PRESSURE
Problema alla pompa di raffreddamento
(pressostato)
Per codici di errore diversi dagli elencati contattare il
servizio assistenza
8 MANUTENZIONE
Periodicamente controllare che la saldatrice e tutti i collegamenti
siano in condizione di garantire la sicurezza dell’operatore.
Dopo aver eseguito una riparazione fare attenzione a riordinare il
cablaggio in modo che vi sia un sicuro isolamento tra le parti
connesse all’alimentazione e le parti connesse al circuito di
saldatura.
Evitare che i fili possano andare a contatto con parti in movimento
o con parti che si riscaldano durante il funzionamento. Rimontare le
fascette come sulla macchina originale in modo da evitare che, se
accidentalmente un conduttore si rompe o si scollega, possa
avvenire un collegamento tra alimentazione e i circuiti di saldatura.

7
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE
IMPORTANT
READ THIS MANUAL AND THE SAFETY RULES MANUAL
CAREFULLY BEFORE INSTALLING, USING, OR SERVICING
THE WELDING MACHINE, PAYING SPECIAL ATTENTION
TO SAFETY RULES. CONTACT YOUR DISTRIBUTOR IF
YOU DO NOT FULLY UNDERSTAND THESE
INSTRUCTIONS.
This machine must be used for welding only.
It must not be used to defrost pipes.
It is also essential to pay special attention to the "SAFETY
RULES" Manual. The symbols next to certain paragraphs
indicate points requiring extra attention, practical advice or
simple information.
This MANUAL and the "SAFETY RULES" MANUAL must be
stored carefully in a pica familiar to everyone involved in using
the machine.
They must be consulted whenever doubts arise and be kept for
the entire lifespan of the machine; they will also be used for
ordering replacement parts.
1 GENERAL DESCRIPTION
1.1 SPECIFICATIONS
This manual has been prepared for the purpose of educating
personnel assigned to install, operate and service the welding
machine.
This welding machine is a power source developed with inverter
technology, suitable for MIG.
Upon receiving the machine, make sure there are no broken or
damaged parts.
The purchaser should address any complaints for losses or
damage to the vector.
Please indicate the article and serial number whenever
requesting information about the welding machine.
1.2 EXPLANATION OF TECHNICAL SPECIFICATIONS
IEC60974-1 The welding machine is manufactured
IEC60974-10 according to these international standards.
CL. A Machine for
professional and industrial use.
Three-phase static transformer-rectifier
frequency converter.
MIG-MAG Suitable for MIG-MAG welding.
U
0
Secondary open-circuit voltage.
X Duty cycle percentage. The duty cycle
expresses the percentage of 10 minutes during
which the welding machine may run at a certain
current without overheating.
I
2
Welding current
U
2
Secondary voltage with current I
2
.
U
1
Rated supply voltage
3 ~ 50/60Hz 50- or 60-Hz three-phase power supply.
I
1
max Max. absorbed current at the corresponding
current I
2
and voltage U
2
.
I
1
eff This is the maximum value of the actual current
absorbed, considering the duty cycle. This
value usually corresponds to the capacity of the
fuse (delayed type) to be used as a protection
for the equipment.
IP23 Protection rating for the housing.
Grade 3 as the second digit means that this
equipment is suitable for use outdoors in the
rain.
Suitable for use in high-risk environments.
NOTES: The welding machine has also been designed for use
in environments with a pollution rating of 3. (See IEC 60664).
2 INSTALLATION
• Only skilled personnel should install the machine.
• All connections must be carried out according to current
regulations, and in full observance of safety laws.
Make sure that the supply voltage corresponds to the value
indicated on the power cable. If it is not already fitted, connect
a plug suited to the power cable, making sure that the
yellow/green conductor is connected to the earth pin.
The capacity of the overload cut-out switch or fuses installed in
series with the power supply must be equivalent to the
absorbed current I1 max. of the machine.
2.1 PLACEMENT
Place the welding machine in a ventilated area.
Dust, dirt, and any other foreign matter entering the welding
machine can interfere with ventilation and thus with smooth
operation.
Therefore, in relation to the environment and working
conditions, it is important to keep the internal parts clean.
Clean using a jet of dry, clean air, being careful to avoid
damaging the machine in any way.
Before working inside the welding machine, make sure it is
unplugged from the power mains.
Any intervention carried out inside the welding machine must
be performed by qualified personnel.
2.2 PROTECTIONS
2.2.1 Block protection
In the event of a malfunction, the display screen B will show the
message WARNING to identify the type of fault.
If this message does not disappear when the machine is
switched off and back on, contact the after-sales service.
2.2.2 Overload cut-out
This appliance is protected by a thermostat that prevents
machine operation whenever acceptable temperatures are
exceeded.
In these conditions, the fan continues to operate and the display
screen B shows the message WARNING tH in flashing mode.
3 CONTROLS ON THE FRONT PANEL (Pict. 1)
A - KNOB
Selects and adjusts both the welding functions and
parameters.
B - DISPLAY SCREEN.
This displays both the welding parameters and all the
welding functions.
C - CENTRALIZED COUPLING
To which the welding torch must be connected.
D - EARTH LEAD OR SOCKET
Where you must connect the earth cable connector.
For art. 375 with optional cooling unit
H - TANK CAP.

8
I - LIQUID LEVEL SLOT.
J1 – J2 TORCH COOLING QUICK FITTINGS.
4 CONTROLS LOCATED ON REAR PANEL (Pict. 2)
E - SWITCH.
Starts and stops the machine.
F - MAINS CABLE.
G - GAS PIPE CONNECTION.
5 START-UP
Make sure that the supply voltage corresponds to the rated
voltage of the welding machine.
Size the protective fuses based on the data listed on the
technical specifications plate.
Connect the gas hose of the welding machine to the pressure
regulator of the cylinder.
Mount the MIG torch on the fitting C.
Connect the earth cable to the socket D and the earth clamp to
the workpiece. Make sure that the groove of the rollers matches
the wire diameter used.
To replace if necessary: open the side door, mount the wire coil
and slip the wire into the feeder and torch sheath, block the wire
press rollers with the knob and adjust the pressure. Turn on the
machine.
Select the suitable synergic curve, following the instructions
given in the service functions (PROCESS PARAMS)
paragraph. Remove the gas nozzle and unscrew the current
nozzle of the torch. Press the torch button until the wire comes
out. BE CAREFUL to keep your face away from the end
lance while the wire is coming out, screw up the current
nozzle and fit the gas nozzle.
Open the canister adapter and adjust the gas flow to 8 – 10
l/min.
During welding, the display screen B displays the actual work
current and voltage. The displayed values may be slightly
different to those set. This can depend on numerous different
factors, type of torch, thickness different to nominal thickness,
distance between current nozzle and the material being welded,
and the welding speed.
After welding, the current and voltage values remain stored on
the display B, where the word HOLD is displayed. To display
the set values, the knob A will have to be moved slightly, while,
by pushing the torch button without welding, the display screen
B shows the empty voltage value and a current value of 0.
If, while welding the maximum current and voltage values are
exceeded, said values are not stored on the display and the
word HOLD is not displayed.
NOTE If 0.6mm diameter wires are used the welding torch
sheath should be replaced with one of suitable internal
diameter.
If the internal diameter of the sheath is too big it does not
guarantee smooth wire feeding.
6 DESCRIPTION OF FUNCTIONS SHOWN ON THE
DISPLAY SCREEN B.
When the machine is switched on, for a few moments the
display screen B displays: the article number of the machine,
the version and development date of the software, and the
release number of the synergic curves.
Immediately after switch-on, the display screen B shows: the
synergic curve used, the welding mode 2T or 4T, SPOT
function, if active, the welding current, the speed of the welding
wire in metres/min, the welding voltage and the recommended
thickness.
To increase or decrease the welding parameters, simply adjust
by means of knob A. The values all change together in a
synergic way.
To change the welding voltage V, simply press the knob A for
less than 2 seconds. The display screen will show (Arc Length)
an adjustment bar with central 0. The value can be changed by
means of the knob A from -9.9 to 9.9. To exit from the function,
briefly press the knob A.
6.1 SERVICE FUNCTIONS (PROCESS PARAMS) SHOWN
ON THE DISPLAY SCREEN B.
To access these functions, we must start from the main display
page and press the knob A for at least 2 seconds.
To enter the function, simply select it by means of the knob A
and press it for less than 2 seconds.
To return to the main display page, press the knob A for at least
2 seconds.
The functions that can be selected are:
• Synergic curve (Wire Selection).
To choose the synergic curve, by means of the knob A, it is
necessary to select and press on the curve presented by
the display screen B. Simply select the curve of interest and
confirm the choice by pressing the knob A for less than 2
seconds.
After pressing the knob A return is made to the previous
display page (PROCESS PARAMS).
• Welding mode (Start Mode).
Mode 2T, the machine starts welding when the torch button
is pressed and stops when this is released. Mode 4T, to start
welding, press and release the torch button. To complete
welding, press and release again. To choose the welding
start mode 2T or 4T, select one of the 2 modes by means of
the knob A and press the knob A for less than 2 seconds to
confirm the choice. This operation always returns us to the
previous display page (PROCESS PARAMS).
• Spot and pause time (Spot).
If we select the spot ON time, the Spot Time function
appears on the display screen. If we select this, we can
adjust it from 0.3 to 25 seconds by means of the adjustment
bar. Besides this function, the display screen also shows
Pause Time. If we select this, by means of the adjustment
bar, we can regulate the pause time between one welding
point or section and another. The pause time varies
between 0 (OFF) and 5 seconds.
To access the Spot Time and Pause Time functions, press
the knob A for less than 2 seconds. Adjustment is always
made by means of the knob A. To confirm, simply press it
for less than 2 seconds. Once the choice has been
confirmed, return is always made to the display page
(PROCESS PARAMS).

9
• HSA Automatic Hot Start
Display B shows the message OFF = Off. Pressing the knob A
causes the display B to show the message On = Active.
If this function is activated, the following messages to appear in
sequence:
- START CURR
Range 1-20 (10-200%) of the wire speed corresponding to
the welding current set using knob A in the welding
programs.
- S.C. TIME
This is the duration, expressed in seconds, of the previously
set start current. Range 0.1-10 sec.
- SLOPE TIME
Range 0.1-10 sec. Defines the interface time between the
first current (START CURR) and the welding current set
using knob A in the welding programs.
• CRA Crater Current
Display B shows the message OFF = Off. Pressing the knob A
causes the display B to show the message On = Active.
If this function is activated, the following messages to appear in
sequence:
- SLOPE TIME
Range 0.1-10 sec. It defines the interface time between the
welding current and the crater current set using knob A in
the welding programs.
- CRATER CURR
Range (10-200%) of the wire speed corresponding to the
welding current set using knob A in the welding programs.
- C.C. TIME
This is the duration, expressed in seconds, of the previously
set Crater current. Adjustment range 0.1–10 sec.
• Inductance
Adjustment can vary from -9.9 to +9.9. Factory setting is
zero. If the figure is negative, the impedance drops and the
arc becomes harder, while if it increases, the arc is softer.
To access this function, simply highlight it using the knob A
and press it for less than 2 seconds. The display screen B
shows the adjustment bar. The figure can be changed and
confirmed by pressing the knob A for less than 2 seconds.
• AUTO burnback
The adjustment can vary from -9.9 to +9.9. Its purpose is to
adjust the length of the wire coming out of the gas nozzle
after welding. A positive figure corresponds to greater wire
burning. Default is Auto.
To access this function, simply highlight it using the knob A
and press it for less than 2 seconds. The display screen B
shows the adjustment bar. The figure can be changed and
confirmed by pressing the knob A for less than 2 seconds.
• Soft Start AUTO
Adjustment can vary from 0 to 100%. This is the wire speed
expressed in percentage of the speed set for welding,
before the wire touches the piece to be welded.
This adjustment is important to obtain always good starts.
Default is Auto.
To access this function, simply highlight it using the knob A
and press it for less than 2 seconds. The display screen B
shows the adjustment bar. The figure can be changed and
confirmed by pressing the knob A for less than 2 seconds.
• Pre Gas
The adjustment can vary from 0 to 10 seconds.
To access this function, simply highlight it using the knob A
and press it for less than 2 seconds. The display screen B
shows the adjustment bar. The figure can be changed and
confirmed by pressing the knob A for less than 2 seconds.
• Post Gas
The adjustment can vary from 0 to 25 seconds.
To access this function, simply highlight it using the knob A
and press it for less than 2 seconds. The display screen B
shows the adjustment bar. The figure can be changed and
confirmed by pressing the knob A for less than 2 seconds.
PostGas 3.1 s
PreGas 0.1 s

10
• Water unit (only for item 375 with the optional cooling
unit).
This function allows the setting of the cooling unit start-up.
The possible selections are: OFF – ON – AUTO, the default
selection is OFF. If "AUTO" is selected, when the machine
is switched on, the cooling unit starts, if the torch trigger is
not pressed after 30 seconds, it shuts off. By pressing the
torch trigger the group starts again and shuts off 3 minutes
after releasing the trigger.
• LCD Contrast
The adjustment may range from 0 to 100%.
This function can be used to increase or decrease the
brightness of display screen B.
To access this function, simply highlight it using the knob A
and press it for less than 2 seconds. The display screen B
shows the adjustment bar. The figure can be changed and
confirmed by pressing the knob A for less than 2 seconds.
• Factory OFF
The purpose is to return the welding machine to the original
default settings.
To access the function, simply highlight it using the knob A.
By pressing this for less than 2 seconds, the display screen
B shows the words OFF and ALL. By highlighting the word
ALL and briefly pressing the knob A reset is made and the
display screen B shows Factory Done!! This indicates the
reset has been successful. To return to the previous display
page, simply press the knob A for more than 2 seconds.
NOTE. For all the functions adjusted by means of the
adjustment bar, the initial default value can be reset.
This operation be performed by pressing the knob A for more
than 2 seconds only once the adjustment bar appears on the
display screen B.
(Arc Length - Spot Time - Pause Time - Inductance, Burnback
– Soft Start - Pre Gas - Post Gas - LCD Contrast).
7 ERROR CODES
DISPLAY ERROR DESCRIPTION
Err 10
Output voltage and current null, probably a
short circuit occurred between + and -.
Switch off and on again the machine, holding
in your hand the torch to avoid it any contact.
Err 53 Torch button pushed at machine start-up.
Err 54
Output tension and current null, probably a
short circuit occurred between + and -.
Switch off and on again the machine, holding
in your hand the torch to avoid it any contact.
Err 57 Wire feeding problem (nozzle or sheath
obstructed, torch cable too long, etc.)
Err 61 L1 phase too low
Err 63 L2 phase too low
Err 65 L3 phase too low
H2O
WATER UNIT
LOW
PRESSURE
Cooling pump problem (pressure
switch)
In the case of an error code different from those listed
please contact technical service
8 MAINTENANCE
Periodically make sure that the welding machine and all
connections are in good condition to ensure operator safety.
After making a repair, be careful to arrange the wiring in such a
way that the parts connected to the power supply are safely
insulated from the parts connected to the welding circuit. Do not
allow wires to come into contact with moving parts or those that
heat up during operation. Mount the clips as on the original
machine to avoid, if a conductor accidentally breaks or
disconnects itself, the occurrence of a connection between
power supply and the welding circuits.

11
BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE
WICHTIG: VOR INSTALLATION UND GEBRAUCH DIESER
SCHWEISSMASCHINE BZW. VOR AUSFÜHRUNG VON
BELIEBIGEN WARTUNGSARBEITEN, DIESES HANDBUCH UND
DAS HANDBUCH “SICHERHEITSVORSCHRIFTEN FÜR DEN
GERÄTEGEBRAUCH” AUFMERKSAM LESEN. DABEI IST DEN
SICHERHEITSNORMEN BESONDERE BEACHTUNG ZU
SCHENKEN. BITTE WENDEN SIE SICH AN IHREN
GROSSHÄNDLER, WENN IHNEN AN DIESER ANLEITUNG
ETWAS UNKLAR IST.
Diese Maschine darf nur zur Ausführung von Schweißarbeiten
verwendet werden. Sie darf nicht zum Enteisen von Rohren benutzt
werden. Des Weiteren ist dem Handbuch, das die
Sicherheitsvorschriften enthält, größte Beachtung zu schenken.
Die Symbole neben den einzelnen Paragraphen weisen auf
Situationen, die größte Aufmerksamkeit verlangen, Tipps oder
einfache Informationen hin. Die beiden Handbücher sind sorgfältig
an einem Ort aufzubewahren, der allen Personen, die mit dem Gerät
zu tun haben, bekannt ist. Sie sind immer dann heranzuziehen, wenn
Zweifel bestehen. Die beiden Handbücher haben die Maschine über
ihre ganze Lebensdauer zu “begleiten” und sind bei der Bestellung
von Ersatzteilen heranzuziehen.
1 ALLGEMEINE BESCHREIBUNG
1.1 TECHNISCHE ANGABEN
Das vorliegende Handbuch dient der Unterweisung des für die
Installation, den Betrieb und die Wartung der Schweißmaschine
zuständigen Personals.
Bei diesem Gerät handelt es sich um eine Stromquelle mit
INVERTER-Technologie für das MIG-schweißen. Beim Empfang
sicherstellen, dass keine Teile gebrochen oder beschädigt sind.
Der Käufer muss Beanstandungen wegen fehlender oder
beschädigter Teile an den Frachtführer richten. Bei Anfragen zur
Schweißmaschine stets die Artikelnummer und die Seriennummer
angeben.
1.2 ERLÄUTERUNG DER TECHNISCHEN DATEN
IEC60974-1 Die Konstruktion der Schweißmaschine
IEC60974-10 entspricht diesen Normen.
CL. A Maschine für den industriellen und den
professionellen Einsatz.
Statischer Dreiphasen-Frequenzumrichter
Transformator-Gleichrichter.
MIG-MAG Geeignet zum MIG/MAG-Schweißen.
U
0
Leerlauf-Sekundärspannung
X Relative Einschaltdauer.
Die relative Einschaltdauer ist der auf eine Spieldauer
von 10 Minuten bezogene Prozentsatz der Zeit, die die
Schweißmaschine bei einer bestimmten Stromstärke
arbeiten kann, ohne sich zu überhitzen.
I
2
Schweißstrom
U
2
Sekundärspannung bei Schweißstrom I
2
.
U
1
Nennspannung.
3 ~ 50/60Hz Dreiphasen-Stromversorgung 50 oder 60 Hz
I
1
max Maximale Stromaufnahme bei entsprechendem Strom
I2 und Spannung U
2
.
I
1
eff Maximale effektive Stromaufnahme unter
Berücksichtigung der relativen Einschaltdauer.
Normalerweise entspricht dieser Wert dem
Bemessungsstrom der Sicherung (träge), die zum
Schutz des Geräts zu verwenden ist.
IP23. Schutzart des Gehäuses. Die zweite Ziffer 3 gibt an,
dass dieses Gerät im Freien bei Regen betrieben
werden darf.
Geeignet zum Betrieb in Umgebungen mit erhöhter
Gefährdung.
HINWEIS: Die Schweißmaschine ist außerdem für den Betrieb in
Umgebungen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC
60664).
2 INSTALLATION
•
Die Installation der Maschine muss durch Fachpersonal
erfolgen.
•
Alle Anschlüsse müssen nach den geltenden
Bestimmungen und unter strikter Beachtung der
Unfallverhütungsvorschriften ausgeführt werden.
Sicherstellen, dass die Netzspannung dem auf dem Netzkabel
angegebenen Wert entspricht. Falls nicht schon montiert, das
Netzkabel mit einem der Stromaufnahme angemessenen
Netzstecker versehen und sicherstellen, dass der gelb-grüne
Schutzleiter an den Schutzkontakt angeschlossen ist.
Der Nennstrom des mit der Netzstromversorgung in Reihe
geschalteten LS-Schalters oder der Schmelzsicherungen muss
gleich dem von der Maschine aufgenommenen Strom I
1
max. sein.
2.1 AUFSTELLUNG
Die Schweißmaschine in einem belüfteten Raum aufstellen.
Staub, Schmutz oder sonstige Fremdkörper, die in die
Schweißmaschine eindringen, können die Belüftung behindern und
folglich den einwandfreien Betrieb beeinträchtigen. Daher muss je
nach den Umgebungs- und Betriebsbedingungen sichergestellt
werden, dass die internen Komponenten stets sauber sind. Zur
Reinigung muss trockene und saubere Druckluft verwendet werden.
Hierbei ist darauf zu achten, dass die Maschine keinesfalls
beschädigt wird. Vor Eingriffen im Innern der Schweißmaschine
sicherstellen, dass der Netzstecker vom Stromnetz getrennt ist. Alle
Eingriffe im Innern der Schweißmaschine müssen von Fachpersonal
ausgeführt werden.
2.2 SCHUTZEINRICHTUNGEN
2.2.1 Sicherheitsverriegelung
Im Falle einer Fehlfunktion der Schweißmaschine erscheint auf dem
Display B unter Umständen die Meldung WARNING mit Angabe des
Fehlertyps. Erscheint diese Anzeige nach dem Aus- und
Wiedereinschalten der Maschine erneut, den Kundendienst
kontaktieren.
2.2.2 Thermischer Schutz
Dieses Gerät wird durch einen Thermostaten geschützt, der bei
Überschreitung der zulässigen Temperatur den Betrieb der
Maschine sperrt. In diesem Zustand bleibt der Lüfter eingeschaltet
und auf dem Display B erscheint die blinkende Meldung WARNING
Th.
3 BEDIENTEILE AUF DER FRONTPLATTE (Abb. 1)
A - REGLER
Er dient zum Auswählen und Einstellen der Funktionen und der
Schweißparameter.
B - DISPLAY.
Es zeigt sowohl die Schweißparameter als auch alle
Schweißfunktionen an.
C - ZENTRALANSCHLUSS
Für den Anschluss des Schweißbrenners.
D – MASSEKABEL ODER STECKDOSE
In diese Steckdose muss der Stecker des Massekabels.
Für Art. 375, mit optionaler Kühleinheit.
H - TANKDECKEL.
I – SCHLITZ FÜR FLÜSSIGKEITSSTAND.
J1 – J2 SCHNELLANSCHLÜSSE FÜR DIE BRENNERKÜHLUNG.
4 STELLTEILE AUF DEM HINTEREN FELD (Abb. 2)

12
E – SCHALTER.
Zum Ein- und Ausschalten der Maschine.
F – NETZKABEL.
G - ANSCHLUSS FÜR DEN GASSCHLAUCH.
5 INBETRIEBNAHME
Sicherstellen, dass die Netzspannung der Nennspannung der
Schweißmaschine entspricht. Die Sicherungen in Einklang mit den
technischen Daten auf dem Leistungsschild dimensionieren.
Den Gasschlauch der Schweißmaschine an den Druckminderer der
Gasflasche anschließen.
Den MIG-Brenner an den Anschluss C anschließen.
Den Massekabel an die Steckdose D und die Masseklemme an das
Werkstück anschließen. Sicherstellen, dass die Rille der Rollen dem
Durchmesser des verwendeten Drahts entspricht. Ggf. zum
Austauschen wie folgt vorgehen: die seitliche Tür öffnen, die
Drahtspule montieren und den Draht in die Drahtfördereinrichtung
und die Drahtführungsseele einführen. Die Drahtandruckrollen mit
dem Einstellhandgriff blockieren und den Druck einstellen.
Die Maschine einschalten.
Dann die geeignete Synergiekurve nach den Anweisungen im
Abschnitt “Dienstfunktionen” (PROCESS PARAMS) wählen. Die
Gasdüse entfernen und die Stromdüse vom Brenner schrauben. Den
Brennertaster drücken, bis der Draht austritt. ACHTUNG! Den
Brennerhals während des Austretens des Drahts vom Gesicht
fernhalten. Dann die Stromdüse wieder anschrauben und die
Gasdüse einsetzen.
Mit dem Druckminderer der Gasflasche den Gasfluss auf 8 – 10 l/min
einstellen.
Während des Schweißvorgangs zeigt das Display B die
tatsächlichen Werte von Arbeitsstrom und -spannung an. Die
angezeigten weichen möglicherweise geringfügig von den
eingestellten Werten ab. Dies kann von zahlreichen Faktoren
abhängen wie beispielsweise vom Brennertyp, von einem von der
Nenndicke abweichenden Dicken, vom Abstand zwischen der
Stromdüse und dem Werkstück und von der
Schweißgeschwindigkeit.
Am Ende der Schweißung bleiben die Werte von Strom und
Spannung im Display B gespeichert, auf dem das Wort HOLD
erscheint; zum Anzeigen der eingestellten Werte muss man den
Regler A etwas drehen. Drückt man hingegen den Brennertaster,
ohne zu schweißen, erscheinen auf der Anzeige B der Wert der
Leerlaufspannung und der Stromwert "0".
Werden während des Schweißens die Höchstwerte von Strom und
Spannung überschritten, bleiben sie nicht im Display gespeichert und
das Wort HOLD wird nicht angezeigt.
HINWEIS: Wenn ein Draht mit Durchmesser 0,6 mm verwendet wird,
sollte man die Drahtführungsseele des Schlauchpakets durch eine
Drahtführungsseele mit einem geeigneten Innendurchmesser
ersetzen. Hat die Drahtführungsseele einen zu großen
Durchmesser, ist nicht garantiert, dass der Schweißdraht richtig
gleitet.
6 BESCHREIBUNG DER AUF DEM DISPLAY B ANGEZEIGTEN
FUNKTIONEN.
Beim Einschalten der Maschine zeigt das Display B für einige
Sekunden Folgendes an: Artikelnummer der Maschine, Version und
Erstellungsdatum der Software und die Versionsnummer der
Synergiekurven.
Unmittelbar nach dem Einschalten zeigt das Display B Folgendes
an: die verwendete Synergiekurve; die Betriebsart 2T bzw. 4T; die
Funktion SPOT, der Schweißstrom; die Geschwindigkeit in m/min
des Schweißdrahts; die Schweiß-spannung und die empfohlene
Dicke.
Die Werte der Schweißparameter können mit dem A herauf- und
herabgesetzt werden; die Werte ändern sich synergisch
miteinander.
dern der Schweißspannung V den Regler A kürzer als 2 Sekunden
niederdrücken. Auf dem Display erscheint ein Einstellbalken (Arc
Length oder Lichtbogenlänge) mit dem Wert 0 in der Mitte. Man
kann den Wert mit dem Regler A im Bereich von -9,9 bis 9,9 ändern.
Zum Verlassen der Funktion muss man erneut den Regler A kurz
drücken.
6.1 AUF DEM DISPLAY B ANGEZEIGTE DIENST-FUNKTIONEN
(PROCESS PARAMS).
Zum Zugreifen auf diese Funktionen muss man den Regler A
mindestens 2 Sekunden niederdrücken, während der
Hauptbildschirm angezeigt wird.
Zum Aufrufen der Funktion muss man sie mit dem Regler A
markieren und den Regler dann kürzer als 2 Sekunden
niederdrücken.
Für die Rückkehr zum Hauptbildschirm muss man den Regler A
mindestens 2 Sekunden niederdrücken.
Die folgenden Funktionen können gewählt werden:
• Synergiekurve (Wire Selection).
Mit dem Regler A die gewünschte Synergiekurve auf dem Display
B markieren und dann den Regler A kürzer als 2 Sekunden
niederdrücken.
Nach dem Drücken des Reglers A erscheint wieder der vorherige
Bildschirm (PROCESS PARAMS).
• Schweißmodus (Start Mode).
Modus 2T: Der Schweißvorgang startet, wenn der Brennertaster
gedrückt wird, und wird unterbrochen, wenn der Brennertaster
wieder gelöst wird.
Modus 4T: Zum Starten des Schweißvorgangs den Brennertaster
drücken und wieder lösen; zum Beenden des Schweißvorgangs
den Brennertaster erneut kurz drücken.
Den gewünschten Schweißmodus 2T oder 4T mit dem Regler A
markieren und dann den Regler A kürzer als 2 Sekunden
niederdrücken, um die Wahl zu bestätigen. Nach diesem
Vorgang erscheint wieder der vorherige Bildschirm (PROCESS
PARAMS).
• Punkt- und Intervallschweißzeit (Spot).
Wählt man Spot ON, erscheint auf dem Display die Funktion
Spot Time; wenn man sie markiert, kann man die Zeit mit dem
Einstellbalken im Bereich von 0,3 bis 25 Sekunden einstellen.
Neben dieser Funktion erscheint auf dem Display auch die
Funktion Pause Time; wenn man sie markiert, kann man mit dem
Einstellbalken die Pausenzeit zwischen zwei Schweißpunkten
oder -abschnitten im Bereich von 0 (OFF) bis 5 Sekunden
einstellen.
Zum Aufrufen der Funktionen Spot Time und Pause Time muss
man den Regler A kürzer als 2 Sekunden niederdrücken. Die
Einstellung erfolgt stets mit dem Regler A. Zum Bestätigen den
Regler kürzer als 2 Sekunden niederdrücken. Nach der
Bestätigung der Wahl erscheint wieder der Bildschirm
(PROCESS PARAMS).

13
• HSA Automatischer Hot Start
Auf dem Display B erscheint die Anzeige OFF = Ausgeschaltet.
Drückt man die Taste A, erscheint auf Display B die Anzeige On =
Aktiv.
Aktiviert man die Funktion, erscheinen nacheinander die folgenden
Kürzel:
- START CURR
Einstellbereich 10-200% der Drahtvorschubgeschwindigkeit, die
dem Schweißstrom entspricht, der mit dem Regler A in den
Schweißprogrammen eingestellt wurde.
- S.C. TIME
Dauer in Sekunden des zuvor eingestellten Anfangsstroms.
Einstellbereich: 0,1-10 s.
- SLOPE TIME
Einstellbereich: 0,1-10 s. Legt die Übergangszeit zwischen dem
ersten Strom (START CURR) und dem mit dem Regler A in den
Schweißprogrammen eingestellten Schweißstrom fest.
• CRA Crater Current
Auf dem Display B erscheint die Anzeige OFF = Ausgeschaltet.
Drückt man die Taste A, erscheint auf Display B die Anzeige On =
Aktiv.
Aktiviert man die Funktion, erscheinen nacheinander die folgenden
Kürzel:
- SLOPE TIME
Einstellbereich: 0,1 - 10 s. Legt die Übergangszeit zwischen dem
Schweißstrom und dem mit dem Regler A in den
Schweißprogrammen eingestellten Craterstrom fest.
- CRATER CURR
Einstellbereich 10 - 200% der Drahtvorschubgeschwindigkeit,
die dem Schweißstrom entspricht, der mit dem Regler B in den
Schweißprogrammen eingestellt wurde.
- C.C. TIME
- Dauer in Sekunden des zuvor angezeigten Craterstroms.
Einstellbereich: 0,1 - 10 s.
• Drosselwirkung (Inductance).
Einstellbereich: -9,9 bis 9,9. Null ist die werkseitige Einstellung.
Eine negative Zahl verringert die Drosselwirkung (der Lichtbogen
wird härter) und eine positive Zahl verstärkt sie (der Lichtbogen
wird weicher).
Zum Aufrufen der Funktion muss man sie mit dem Regler A
markieren und dann den Regler kürzer als 2 Sekunden
niederdrücken. Auf dem Display B erscheint dann der
Einstellbalken zum Ändern des Werts.
Zum Bestätigen den Regler A mindestens 2 Sekunden
niederdrücken.
• Burnback AUTO
Einstellbereich: -9,9 bis +9,9. Zur Einstellen der Länge des am
Ende des Schweißvorgangs aus der Gasdüse austretenden
Drahts. Je höher die Zahl, desto größer ist der Drahtrückbrand.
Die werkseitige Einstellung ist Auto.
Zum Aufrufen der Funktion muss man sie mit dem Regler A
markieren und dann den Regler kürzer als 2 Sekunden
niederdrücken.
Auf dem Display B erscheint dann der Einstellbalken zum Ändern
des Werts. Zum Bestätigen den Regler A mindestens 2
Sekunden niederdrücken.
• Soft Start AUTO
Einstellbereich: 0 bis 100%. Dies ist die
Drahtvorschubgeschwindigkeit in Prozent der für das Schweißen
eingestellten Geschwindigkeit, bevor der Draht das Werkstück
berührt.
Diese Einstellung ist zur Gewährleistung eines optimalen Starts
sehr wichtig.
Die werkseitige Einstellung ist Auto.
Zum Aufrufen der Funktion muss man sie mit dem Regler A
markieren und den Regler kürzer als 2 Sekunden niederdrücken.
Auf dem Display B erscheint dann der Einstellbalken zum Ändern
des Werts.
Zum Bestätigen den Regler A mindestens 2 Sekunden
niederdrücken.
• Pre Gas
Einstellbereich: 0 bis 10 Sekunden.
Zum Aufrufen der Funktion muss man sie mit dem Regler A
markieren und dann den Regler kürzer als 2 Sekunden
niederdrücken. Auf dem Display B erscheint dann der
Einstellbalken zum Ändern des Werts. Zum Bestätigen den
Regler A mindestens 2 Sekunden niederdrücken.
• Post Gas
Einstellbereich: 0 bis 25 Sekunden.
Zum Aufrufen der Funktion muss man sie mit dem Regler A
markieren und dann den Regler kürzer als 2 Sekunden
niederdrücken. Auf dem Display B erscheint dann der
Einstellbalken zum Ändern des Werts. Zum Bestätigen den
Regler A mindestens 2 Sekunden niederdrücken.
PreGas 0.1 s
PostGas 3.1 s

14
• Water unit (nur für Art. 375 mit 560103 optional).
Diese Funktion gestattet die Einstellung der Einschal- tung des
Kühlaggregats. Man kann zwischen folgenden wählen: OFF –
ON – AUTO, die Standardeinstellung ist OFF. Wählt man
"AUTO", wird das Kühlaggregat eingeschaltet. Wenn der
Brennertaster nicht gedrückt wird, schaltet es nach 30 Sekunden
aus. Drückt man den Brennertaster, schaltet sich das Aggregat
ein und schaltet sich 3 Minuten nach Lösen des Tasters wieder
aus.
• LCD Contrast
Einstellbereich: 0 bis 100%.
Diese Funktion dient zum Einstellen der Helligkeit des Displays
B. Zum Aufrufen der Funktion muss man sie mit dem Regler A
markieren und dann den Regler kürzer als 2 Sekunden
niederdrücken. Auf dem Display B erscheint dann der
Einstellbalken zum Ändern des Werts. Zum Bestätigen den
Regler A mindestens 2 Sekunden niederdrücken.
• Factory OFF
Sie dient zum Zurücksetzen der Schweißmaschine auf die
werkseitigen Einstellungen des Herstellers.
Zum Aufrufen der Funktion muss man sie mit dem Regler A
markieren und dann den Regler kürzer als 2 Sekunden
niederdrücken. Auf dem Display B erscheinen die Einträge OFF
und ALL. Markiert man den Eintrag ALL und drückt kurz den
Regler A, wird die Zurücksetzung ausgeführt und auf dem
Display B erscheint die Anzeige Factory Done!! zur Bestätigung
der erfolgreichen Ausführung des Vorgangs. Für die Rückkehr
zum vorherigen Bildschirm den Regler A länger als 2 Sekunden
niederdrücken.
HINWEIS. Alle Funktionen, die mit dem Einstellbalken eingestellt
werden, können wieder auf den ursprünglichen Wert (default)
zurückgesetzt werden.
Der Vorgang kann nur ausgeführt werden, wenn auf dem Display B
der Einstellbalken angezeigt wird.
Man muss hierzu den Regler A länger als 2 Sekunden
niederdrücken.
(Arc Length - Spot Time - Pause Time – Inductance – Burnback -Soft
Start - Pre Gas - Post Gas - LCD Contrast).
7 FEHLERCODES
DISPLAY FEHLERBESCHREIBUNG
Err 10
Ausgangsspannung und Strom bei
Nullwert, wahrscheinlich ist zwischen + und
- ein Kurzschluss aufgetreten. Schalten Sie
die Maschine aus und wieder ein, während
Sie den Brenner in Ihrer Hand halten, um
jeglichen Kontakt zu vermeiden.
Err 53 Brennertaster wurde beim Einschalten der
Maschine gedrückt
Err 54
Ausgangsspannung und Strom bei
Nullwert, wahrscheinlich ist zwischen + und
- ein Kurzschluss aufgetreten. Schalten Sie
die Maschine aus und wieder ein, während
Sie den Brenner in Ihrer Hand halten, um
jeglichen Kontakt zu vermeiden.
Err 57 Drahtvorschubproblem (Verstopfte Düse
oder Drahtführungs-Seele, Brennerkabel
zu lang, usw).
Err 61 Phase L1 zu niedrig.
Err 63 Phase L2 zu niedrig.
Err 65 Phase L3 zu niedrig.
H2O
WATER UNIT
LOW PRESSURE
Problem bei der Kühlpumpe
(Druckschalter).
Für Fehlercodes, die hier nicht aufgeführt sind, den
Kundendienst kontaktieren.
8 WARTUNG
In regelmäßigen Zeitabständen kontrollieren, ob die
Schweißmaschine und alle Anschlüsse in einem Zustand sind, der
die Sicherheit des Benutzers garantiert. Nach Ausführung einer
Reparatur darauf achten, die Verdrahtung wieder so anzuordnen,
dass eine sichere Isolierung zwischen den ans Netz
angeschlossenen Teilen und den an den Schweißkreis
angeschlossenen Teilen gewährleistet ist. Verhindern, dass die
Drähte in Berührung mit bewegten Teilen oder mit Teilen kommen
können, die sich während des Betriebs erhitzen. Die Kabelbinder
wieder wie bei der Originalmaschine anbringen, damit es im Falle
des Bruchs oder Lösens eines Leiters nicht zu einem Schluss
zwischen Netzversorgung und Schweißkreisen kommen kann.

15
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL
IMPORTANT: VEUILLEZ LIRE ATTENTIVEMENT LE CONTENU
DE CE LIVRET ET DU LIVRET" REGLES DE SECURITE POUR
L'UTILISATION DES APPAREILS AVANT TOUTE INSTALLATION,
UTILISATION OU TOUT ENTRETIEN DU POSTE A SOUDER, EN
PRETANT PARTICULIEREMENT ATTENTION AUX NORMES DE
SECURITE. CONTACTEZ VOTRE DISTRIBUTEUR SI VOUS
N'AVEZ PAS PARFAITEMENT COMPRIS CES INSTRUCTIONS.
Cet appareil doit être utilisé exclusivement pour souder. Il ne doit pas
être utilisé pour décongeler les tubes.
Il est indispensable de prendre en considération le manuel relatif aux
règles de sécurité. Les symboles indiqués à côté de chaque
paragraphe, mettent en évidence des situations nécessitant le
maximum d'attention, des conseils pratiques ou de simples
informations.
Les deux manuels doivent être conservés avec soin, dans un endroit
connu des intéressés. Ils devront être consultés en cas de doute et
devront accompagner toutes les utilisations de l'appareil et seront
utilisés pour commander les pièces de rechange.
1 DESCRIPTION GENERALE
1.1 SPECIFICATIONS
Ce manuel a été préparé dans le but d'instruire le personnel préposé
à l'installation, au fonctionnement et à l'entretien du poste à souder.
Ce poste à souder est un générateur réalisé avec technologie à
ONDULEUR, indiqué pour la soudure MIG.
Contrôler, à la réception, qu'il n'y a pas de parties cassées ou bien
abîmées.
Toute réclamation pour pertes ou dommages doit être faite par
l'acheteur au transporteur. Chaque fois qu'on demande des
renseignements concernant le poste à souder, prions d'indiquer
l'article et le numéro matricule.
1.2 EXPLICATION DES DONNEES TECHNIQUES
IEC60974-1 Le poste à souder est construit selon ces IEC60974-10
normes.
CL. A Machine à usage industriel et professionnel.
Transformateur-redresseur triphasé.
MIG-MAG Indiqué pour la soudure MIG-MAG.
U
0
Tension à vide secondaire
X Facteur de marche en pour cent. Le facteur de marche
exprime le pourcentage de 10 minutes pendant lequel
les le poste à souder peut opérer à un certain courant
sans causer des surchauffes.
I
2
Courant de soudure.
U
2
Tension secondaire avec courant de soud. I
2
.
U
1
Tension nominale d'alimentation.
3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz.
I
1
max Courant max absorbé au courant I
2
et à la
tension U
2
correspondants.
I
1
eff C’est la valeur maximale du courant effectif absorbé
par rapport au facteur de marche. Normalement cette
valeur correspond à la capacité du fusible (de type
retardé) à employer comme protection pour la
machine.
IP23 Degré de protection de la carcasse.
Degré 3 en tant que deuxième chiffre signifie que cette
machine peut être utilisée à l'extérieur sous la pluie.
Indiquée pour opérer dans des milieux avec risque
accru.
NOTE: En outre le poste à souder a été conçu pour opérer dans des
milieux avec degré de pollution 3. (Voir IEC 60664).
2 INSTALLATION
L'installation de la machine doit être exécutée par du
personnel qualifié.
Tous les raccordements doivent être exécutés
conformément aux normes en vigueur et dans le plein
respect de la loi de prévention des accidents.
Contrôler que la tension d'alimentation correspond à la valeur
indiquée sur le câble réseau. Si pas déjà montée, brancher une prise
de capacité suffisante sur le cordon d'alimentation en s'assurant que
le conducteur vert/jaune est relié à la borne de terre. La capacité de
l'interrupteur magnétothermique ou des fusibles, en série à
l'alimentation, doit être égale au courant I
1
absorbé par la machine.
2.1 PLACEMENT
Placer le poste à souder dans un milieu ventilé. Poussière, saleté ou
toute autre chose étrangère, pouvant entrer dans le poste à souder,
peuvent en compromettre la ventilation et donc son fonctionnement.
Par rapport au milieu et aux conditions d'emploi, il faut donc veiller à
maintenir propres les pièces internes. Le nettoyage doit se faire par
un jet d'air sec et propre en prêtant attention à ne pas endommager
la machine.
Avant d'opérer à l'intérieur du poste à souder, s'assurer que la fiche
est débranchée de l'alimentation.
Toute opération à l'intérieur du poste à souder doit être exécutée par
du personnel qualifié.
2.2 PROTECTIONS
2.2.1 Protection d’arrêt
En cas de dysfonctionnement du poste à souder, l'écran B peut
afficher un message D'ALERTE identifiant le type de défaut; si, en
éteignant et en rallumant la machine, le message persiste, contacter
le service d'assistance.
2.2.2 Protection thermique
Cette machine est protégée par un thermostat empêchant le
fonctionnement de la machine au dépassement des températures
admises. Dans ces conditions, le ventilateur continu à fonctionner et
le display B affiche, en mode clignotant, le sigle d’alerte WARNING
tH.
3 COMMANDES SUR LE PANNEAU AVANT (fig. 1)
A - BOUTON
Par ce bouton, on sélectionne et règle aussi bien les fonctions
que les paramètres de soudage.
B - ÉCRAN.
Il affiche aussi bien les paramètres de soudage que toutes les
fonctions de soudage.
C – RACCORD CENTRALISE
Où il faut brancher la torche de soudure.
D - CABLE DE MASSE OU PRISE
Prise où il faut brancher le connecteur du câble de masse.
Pour l'art. 375, avec l’unité de refroidissement (en option).
H - BOUCHON DU RESERVOIR.
I - FENTE NIVEAU LIQUIDE.
J1 – J2 RACCORDS RAPIDES POUR REFROIDISSEMENT DE LA
TORCHE.
4 COMMANDES SUR LE PANNEAU ARRIERE. (fig. 2)
E - INTERRUPTEUR.

16
Il met en marche et arrête la machine.
F - CABLE DE SECTEUR.
G - RACCORD TUYAU DE GAZ.
5 MISE EN OEUVRE
Vérifier que la tension d’alimentation correspond à la tension
nominale du poste à souder. Dimensionner les fusibles de protection
sur la base des données présentes sur la plaquette des données
techniques.
Raccorder le tuyau gaz du poste à souder au détendeur de pression
de la bouteille.
Monter la torche MIG sur la fixation C.
Brancher le câble de masse sur la prise D et raccorder la borne de
masse à la pièce à souder.
Vérifier que la gorge des galets correspond au diamètre du fil
employé.
Pour son éventuel remplacement: ouvrir le volet latéral, monter la
bobine du fil et enfiler le fil dans l’entraînement et dans la gaine de la
torche. Bloquer les galets de pression du fil à l’aide du bouton et
régler la pression.
Mettre en marche la machine.
Choisir la courbe synergique adaptée, en suivant les instructions
décrites dans le paragraphe « fonctions de service » (PROCESS
PARAMS). Retirer la buse gaz et dévisser la buse porte-courant de
la torche. Appuyer sur le bouton de la torche jusqu'à ce que le fil
sorte, ATTENTION! Éloigner le visage de la lance terminale
quand le fil sort; visser la buse porte-courant et enfiler la buse gaz.
Ouvrir le réducteur de la bombonne et régler le débit du gaz à 8/10
l/min.
Pendant le soudage, l'écran B affiche le courant et la tension
effective de travail. Les valeurs visualisées peuvent être légèrement
différentes des valeurs de réglage ; ceci peut dépendre de beaucoup
de facteurs: types de torche, épaisseur différente de l'épaisseur
nominale, distance entre la buse porte courant et le matériel à souder
et la vitesse de soudage.
Les valeurs de courant et la tension, à la fin du soudage, restent en
mémoire sur l'écran B où est visualisée l'inscription HOLD; pour
visualiser les valeurs réglées, il faut bouger légèrement le bouton A,
tandis qu'en appuyant sur la gâchette de la torche sans souder, sur
l'écran B s'affiche la valeur de tension à vide et la valeur de courant
égale à 0.
Si pendant la soudure les valeurs maximales de courant et de
tension sont dépassées, elles ne restent pas mémorisées sur
l'afficheur et l'inscription HOLD n'est pas affichée.
N.B. Si on utilise des fils de 0,6mm de diamètre il est conseillé de
remplacer la gaine de la torche de soudure avec une gaine de
diamètre interne approprié. Une gaine avec un diamètre interne trop
grand n'assure pas un déroulement correct du fil de soudure.
6 DESCRIPTION DES FONCTIONS AFFICHÉES SUR L'ÉCRAN
B.
Lors de l'allumage de la machine, l'écran B affiche pendant quelques
instants le code de la machine, la version et la date de
développement du logiciel, ainsi que le numéro de version des
courbes synergiques.
Immédiatement après l’allumage, l'écran B affiche: la courbe
synergique utilisée, le mode de soudage 2T ou 4T, la fonction SPOT,
le courant de soudure, la vitesse du fil de soudure exprimée en
mètres par minute, la tension de soudure et l'épaisseur
recommandée.
Pour augmenter ou diminuer les paramètres de soudage il suffit de
faire le réglage à l'aide du bouton A, les valeurs changent toutes en
même temps, de façon synergique.
Pour modifier la tension de soudage V, il suffit d'appuyer pendant au
moins 2 secondes sur le bouton A; l'écran affiche (Arc Length ou
longueur d’arc) une barre de réglage avec un 0 central, la valeur
peut être modifiée à l'aide du bouton A, de -9,9 à 9,9 ; pour sortir de
la fonction, appuyer brièvement sur le bouton A.
6.1 FONCTIONS DE SERVICE (PROCESS PARAMS) AFFICHEES
SUR L'ECRAN B.
Pour accéder à ces fonctions, il faut partir de la page écran principale
et appuyer pendant au moins 2 secondes sur le bouton A.
Pour entrer à l'intérieur de la fonction, il suffit de la sélectionner avec
le bouton A et appuyer dessus pendant au moins 2 secondes. Pour
retourner à la page écran principale, il suffit d'appuyer pendant 2
secondes minimum sur le bouton A.
Les fonctions pouvant être sélectionnées sont:
• Courbe synergique (Wire Selection).
Pour choisir la courbe synergique, il faut sélectionner et appuyer
sur la courbe proposée sur l'écran B, à l'aide du bouton A; il suffit
de sélectionner la courbe désirée et confirmer son choix en
appuyant pendant au moins 2 secondes sur le bouton A.
Après avoir appuyé sur le bouton A, on retourne à la page écran
précédente (PROCESS PARAMS).
• Mode de soudage (Start Mode).
Mode 2T: La machine commence à souder quand on appuie sur
le bouton de la torche et s'arrête quand on la relâche.
Mode 4T: Pour commencer le soudage, appuyer et relâcher le
bouton de la torche; pour interrompre le soudage, il faut appuyer
et relâcher la touche encore une fois.
Pour choisir dans quel mode commencer le soudage 2T ou 4T,
sélectionner à l'aide du bouton A l'un des 2 modes et appuyer sur
le A pendant au moins 2 secondes pour confirmer son choix;
cette opération renvoie toujours à la page écran précédente
(PROCESS PARAMS).
• Temps de pointage et d'intermittence (Spot).
Si l'on sélectionne le temps de Spot ON, sur l'écran, la fonction
Spot Time s'affiche ; en la sélectionnant, le réglage est possible
à l'aide de la barre de réglage, de 0,3 à 25 secondes.
En plus de cette fonction, Pause Time s'affiche sur l'écran ; en la
sélectionnant, il est possible de régler, à l'aide de la barre de
réglage, le temps de pause entre deux points ou deux traits de
soudage ; le temps de pause peut varier de 0 (OFF) à 5
secondes.
Pour accéder aux fonctions Spot Time et Pause Time, il faut
appuyer pendant au moins 2 secondes sur le bouton A. Le
réglage se fait toujours à l'aide du bouton A; pour confirmer, il
suffit d'appuyer dessus pendant au moins 2 secondes ; une fois
le choix confirmé, on retourner toujours à la page écran
(PROCESS PARAMS).

17
• HSA Hot Start Automatique
Le display B affiche le sigle OFF = Arrêt. Lorsqu'on appuie sur la
touche A, le display B affiche le sigle On = Marche.
Si la fonction est activée, les sigles suivants apparaissent en
séquence:
- START CURR
Plage de réglage (10-200%) de la vitesse du fil correspondant au
courant de soudure défini à l'aide du bouton A dans les
programmes de soudure.
- S.C. TIME
C'est le temps, exprimé en secondes, de durée du courant de
Start défini précédemment. Plage de réglage 0,1-10 secs.
- SLOPE TIME
Plage de réglage 0,1-10 secs. Définit le temps de raccordement
entre le premier courant (START CURR) et le courant de soudure
défini à l'aide du bouton A dans les programmes de soudure.
• CRA Crater Current
Le display B affiche le sigle OFF = Arrêt. Lorsqu'on appuie sur la
touche A, le display B affiche le sigle On = Marche.
Si la fonction est activée, les sigles suivants apparaissent en
séquence:
- SLOPE TIME
Plage de réglage 0,1-10 secs. Définit le temps de raccordement
entre le courant de soudure et le courant de Crater défini à l'aide
du bouton A dans les programmes de soudure.
- CRATER CURR
Plage de réglage (10-200%) de la vitesse du fil correspondant
au courant de soudure défini à l'aide du bouton A dans les
programmes de soudure.
- C.C. TIME
C'est le temps, exprimé en secondes, de durée du courant de
Crater défini précédemment. Plage de réglage 0,1-10 secs.
• Inductance.
Le réglage peut varier de - 9,9 à +9,9. Zéro est la valeur
enregistrée par le fabricant; si le nombre est négatif,
l'impédance diminue et l'arc devient plus dur, tandis que si elle
augmente, l'arc est plus souple.
Pour accéder à la fonction, il suffit de la sélectionner en utilisant
le bouton A et en appuyant dessus pendant moins de 2
secondes, l'écran B affiche la barre de réglage; on peut changer
la valeur et la confirmer en appuyant sur le bouton A pendant
moins de 2 secondes.
• Burnback AUTO
Le réglage peut varier de - 9,9 à +9,9. Il sert à régler la longueur
du fil sortant de la buse gaz après la soudure. À un nombre positif
correspond une brûlure de fil plus importante.
Le réglage du fabricant est sur Auto (Automatique). Pour accéder
à la fonction, il suffit de la sélectionner en utilisant le bouton A et
en appuyant dessus pendant moins de 2 secondes, l'écran B
affiche la barre de réglage ; on peut changer la valeur et la
confirmer en appuyant toujours sur le bouton A pendant moins
de 2 secondes.
• Démarrage progressif (Soft Start) AUTO
Le réglage peut varier de 0 à 100%. C'est la vitesse du fil,
exprimée en pourcentage de la vitesse enregistrée pour la
soudure, avant que le fil touche la pièce à souder.
Ce réglage est important pour avoir toujours de bons
démarrages.
Le réglage du fabricant est sur Auto (Automatique).
Pour accéder à la fonction, il suffit de la sélectionner en utilisant
le bouton A et en appuyant dessus pendant moins de 2
secondes, l'écran B affiche la barre de réglage ; on peut changer
la valeur et la confirmer en appuyant toujours sur le bouton A
pendant moins de 2 secondes.
• Pre Gas
Le réglage peut varier de 0 à 10 secondes.
Pour accéder à la fonction, il suffit de la sélectionner en utilisant
le bouton A et en appuyant dessus pendant moins de 2
secondes, l'écran B affiche la barre de réglage; on peut changer
la valeur et la confirmer en appuyant toujours sur le bouton A
pendant moins de 2 secondes.
• Post Gas
Le réglage peut varier de 0 à 24 secondes.
Pour accéder à la fonction, il suffit de la sélectionner en utilisant
le bouton A et en appuyant dessus pendant moins de 2
secondes, l'écran B affiche la barre de réglage; on peut changer
la valeur et la confirmer en appuyant toujours sur le bouton A
pendant moins de 2 secondes.
• Water unit (seulement pour art. 375 avec art. 560103 en
option).
Cette fonction permet de programmer la mise en marche du
groupe de refroidissement. Les choix sont: OFF – ON – AUTO;
la configuration par défaut est OFF. Si on sélectionne "AUTO",
lors de l'allumage de la machine le groupe de refroidissement est
activé ; si le bouton torche n'est pas enfoncé, après 30 secondes
le groupe s'éteint. Si on appuie sur le bouton torche, le groupe
PreGas 0.1 s
PostGas 3.1 s

18
est activé de nouveau et il s'éteint après 3 minutes que le bouton
est relâché.
• LCD Contrast
Le réglage peut varier de 0 à 100%.
Cette fonction sert à rendre plus ou moins lumineux l'afficheur B.
Pour accéder à la fonction, il suffit de la sélectionner en utilisant
le bouton A et en appuyant dessus pendant moins de 2
secondes, l'écran B affiche la barre de réglage; on peut changer
la valeur et la confirmer en appuyant toujours sur le bouton A
pendant moins de 2 secondes.
• Factory OFF
Le but est de rétablir les préréglages d'usine du poste à souder
définis par le fabricant lors de la première fourniture.
Pour accéder à la fonction, il suffit de la sélectionner en utilisant
le bouton A; en appuyant dessus pendant moins de 2 secondes,
l'écran B affiche OFF et ALL; en sélectionnant ALL et en
appuyant brièvement sur le bouton A, on fait la remise à zéro et
sur l'écran B s'affiche le message «Factory Done!!» qui confirme
que la remise à zéro a bien été faite. Pour revenir à la page écran
précédente, il suffit d'appuyer pendant plus de 2 secondes sur le
bouton A.
N.B. Pour toutes les fonctions qui ont la barre de réglage pour
procéder aux réglages, il est possible de retourner aux valeurs
initiales (default).
L’opération peut être effectuée uniquement quand la barre de
réglage s'affiche sur l'écran B et il faut appuyer sur le bouton A
pendant plus de 2 secondes pour la réaliser.
(Arc Length - Spot Time - Pause Time – Inductance - Burnback –
Soft Start - Pre Gas - Post Gas - LCD Contrast).
7 CODES D’ERREUR
AFFICHEUR DESCRIPTION DE L’ERREUR
Err 10
Tension et courant de sortie nulles,
probable court-circuit entre + et -.
Eteindre et rallumer la machine en
tenant la torche entre vos mains pour
éviter tout contact.
Err 53 Bouton de la torche appuyé lors de la
mise en marche de la machine.
Err 54
Tension et courant de sortie zéro,
probable court-circuit entre + et -.
Eteindre et rallumer la machine en
tenant la torche entre vos mains pour
éviter tout contact.
Err 57 Problème d’entraînement du fil (buse
ou gaine obstruées, câble de la torche
trop long, etc.)
Err 61 Phase L1 trop basse
Err 63 Phase L2 trop basse
Err 65 Phase L3 trop basse
H2O
WATER UNIT
LOW PRESSURE
Problème à la pompe de
refroidissement (pressostat)
Pour les autres codes, contacter le service après-vente.
8 ENTRETIEN
Contrôler périodiquement que la machine et tous les raccordements
sont en condition de garantir la sécurité de l’opérateur.
Après un dépannage, veiller à ranger le câblage de façon à garantir
une isolation sure entre les pièces reliées à l’alimentation et les
pièces reliées au circuit de soudure.
Eviter que les fils puissent entrer un contact avec des pièces en
mouvement ou des pièces se réchauffant pendant le fonctionnement.
Repositionner les colliers de câblage sur la machine comme à
l’origine de façon à éviter tout contact entre alimentation et circuits
de soudure en cas de rupture ou débranchement accidentels d’un
conducteur.

19
MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO
IMPORTANTE: ANTES DE LA INSTALACIÓN, DEL USO O DE
CUALQUIER OPERACIÓN DE MANTENIMIENTO QUE SE VAYA
A REALIZAR EN LA MÁQUINA DE SOLDAR, HAY QUE LEER EL
CONTENIDO DE ESTE MANUAL ASÍ COMO DEL MANUAL
“NORMAS DE SEGURIDAD PARA EL USO DE LOS APARATOS”
DEDICANDO UNA ATENCIÓN ESPECIAL A LAS NORMAS DE
SEGURIDAD. CONTACTEN CON SU DISTRIBUIDOR EN CASO
DE QUE NO HAYAN ENTENDIDO PERFECTAMENTE ESTAS
INSTRUCCIONES.
Esta máquina debe utilizarse exclusivamente para operaciones de
soldadura. No debe emplearse para descongelar tubos.
Además es imprescindible tener bien en cuenta el manual con
relación a las normas de seguridad.
Los símbolos que aparecen al lado de los párrafos a los cuales
hacen referencia ponen de manifiesto situaciones de máxima
atención, consejos prácticos o simples informaciones.
Ambos manuales deben guardarse con esmero, en un sitio
conocido por las distintas personas interesadas.
Se tendrán que consultar cada vez en que surja alguna duda,
tendrán que acompañar la máquina durante toda su vida operativa
y se utilizarán a la hora de formular pedidos de repuestos.
1 DESCRIPCIÓN GENERAL
1.1 ESPECIFICACIONES
Este manual se ha preparado con el fin de instruir al personal
encargado de la instalación, del funcionamiento y del mantenimiento
de la soldadora. Esta soldadora es un generador realizado con
tecnología INVERTER, idóneo a la soldadura MIG.
Controlar, en el momento de la entrega, que no existan partes rotas
o averiadas.
Cualquier eventual reclamación por pérdidas o daños deberá
hacerlo el comprador al vector. Cada vez que se pidan
informaciones concernientes a la soldadora, se ruega indicar el
artículo y el número de matrícula.
1.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS
IEC60974-1 La soldadora se ha construido según estas
IEC60974-10 normas.
CL. A Máquina para uso industrial y profesional
Convertidor estático de frecuencia trifásica
transformador rectificador.
MIG-MAG Idóneo para soldadura MIG-MAG.
U
0
Tensión en vacío secundaria
X Factor de servicio porcentual.
El factor de servicio expresa el porcentaje de 10
minutos en el que la soldadora puede trabajar a una
determinada corriente sin recalentarse.
I
2
Corriente de soldadura.
U
2
Tensión secundaria con corriente de soldadura I
2
U
1
Tensión nominal de alimentación.
3~ 50/60Hz Alimentación trifásica 50 o 60 Hz.
I
1
Max Corriente max. absorbida a la correspondiente
corriente I
2
y tensión U
2.
I
1
eff Es el máximo valor de la corriente efectiva absorbida
considerando el factor de servicio. Normalmente,
este valor corresponde al calibre del fusible (de tipo
retardado) que se utilizará como protección para el
aparato.
IP23 Grado de protección del armazón.
Grado 3 como segunda cifra significa que este
aparato es idóneo para trabajar en el exterior bajo la
lluvia.
Idónea para trabajar en ambientes con riesgo
aumentado.
NOTE: La soldadora ha sido además proyectada para trabajar en
ambientes con grado de contaminación 3. (Ver IEC60664).
2 INSTALACIÓN
•
La instalación de la máquina deberá ser realizada por
personal cualificado.
•
Todas las conexiones deberán ser realizadas de
conformidad a las vigentes normas en el pleno respeto de
las leyes de prevención de accidentes.
Controlar que la tensión de alimentación corresponda al valor
indicado en el cable de red. Si no estuviera ya montada, conectar
una clavija de calibre adecuado al cable de alimentación
comprobando que el conductor amarillo/verde esté conectado al
enchufe de tierra.
El calibre del interruptor magneto térmico o de los fusibles, en serie
con la alimentación, deberán ser igual a la corriente I
1
max.
absorbida por la máquina.
2.1 COLOCACIÓN
Colocar la soldadora en un ambiente ventilado. Polvo, suciedad o
cualquier otro cuerpo extraño que pueda entrar en la soldadora
podría comprometer la ventilación y por consiguiente el buen
funcionamiento.
Por tanto es necesario, en relación con el ambiente y con las
condiciones de empleo, tener cuidado de mantener limpias las
partes internas. La limpieza se efectuará con un chorro de aire seco
y limpio, teniendo cuidado de no dañar de ninguna manera la
máquina. Antes de trabajar en el interior de la soldadora, asegurarse
de que el enchufe esté desenchufado de la red de alimentación.
Cualquier intervención efectuada en el interior de la soldadora
deberá ser realizada por personal cualificado.
2.2 PROTECCIONES
2.2.1 Protección de bloqueo
En caso de que la soldadora non funcione bien, en el display B
pueden aparecer la sigla WARNING que
identifican el tipo de
defecto, si apagando y volviendo a
encender la máquina las letras
permanecen, contactar el servicio de asistencia.
2.2.2 Protección térmica
Este aparato está protegido por un termostato el cual, si se
superasen las temperaturas admitidas, impediría el funcionamiento
de la máquina. En estas condiciones el ventilador continuaría a
funcionar y el display
B
visualizaría, de forma centelleante, la sigla
WARNING “tH”.
3 MANDOS SITUADOS EN EL PANEL ANTERIOR (Fig. 1).
A - EMPUÑADURA
Selecciona y regula tanto las funciones como los parámetros de
soldadura.
B - DISPLAY
Visualiza tanto los parámetros de soldadura como todas las
funciones de soldadura.
C - EMPALME CENTRALIZADO
Al que se conecta el soplete de soldadura.
D - CABLE MASA O TOMA
Toma a la que se conecta el conector del cable de masa.
Para art. 375, con unidad de refrigeración opcional.
H - TAPÓN DE COMBUSTIBLE.
I - RANURA DE NIVEL DE LÍQUIDO.
J1 – J2 RACORES RÁPIDOS PARA ENFRIAMIENTO DE LA
ANTORCHA.

20
4 MANDOS EN EL PANEL POSTERIOR (Fig. 2)
E - INTERRUPTOR
Enciende y apaga la máquina
F - CABLE DE RED
G - RACOR CON TUBO GAS
5 PUESTA EN MARCHA
Verificar que la tensión de alimentación corresponda a la nominal de
la soldadora.
Dimensionar los fusibles de protección en base a los datos citados
en la tarjeta de datos técnicos. Conectar el tubo gas de la soldadora
al reductor de presión de la bombona.
Montar la antorcha MIG al enchufe
C
. Conectar el cable de masa a
la toma
D
y el borne de masa a la pieza por soldar. Controlar que la
ranura de los rodillos corresponda al diámetro del hilo utilizado. Para
la eventual sustitución: abrir la ventanilla lateral. Montar la bobina
del hilo e introducirlo en el remolque y en la vaina de la antorcha.
Bloquear los rodillos prensahilo con la manecilla y regular la presión.
Encender la máquina.
Elegir la curva sinérgica adecuada, siguiendo las instrucciones
descritas en el apartado “Funciones de servicio (
PROCESS
PARAMS
). Quitar la tobera gas y desenroscar del soplete la boquilla
portacorriente. Presionar el pulsador del soplete hasta que salga el
hilo,
¡ATENCIÓN! tener el rostro lejos de la lanza terminal
mientras que el hilo sale
, enroscar la boquilla portacorriente e
introducir la tobera gas.
Abrir el reductor de la bombona y regular el flujo del gas a 8 – 10
l/min.
Durante la soldadura el display
B
visualiza la corriente y la tensión
efectiva de trabajo, los valores visualizados pueden ser ligeramente
diferentes de los valores programados, lo que puede depender de
muchos factores, como: tipo de soplete, espesor diferente del
nominal, distancia entre tobera porta corriente y el material que se
está soldando y velocidad de soldadura. Los valores de corriente y
tensión, al final de la soldadura permanecen memorizados en el
display
B
donde aparece la palabra HOLD. Para visualizar los
valores pro- gramados es necesario mover ligeramente la manecilla
A
, mientras presionando el pulsador soplete sin soldar, en el display
B
aparecen el valor de tensión en vacío y el valor de corriente igual
a 0.
Si durante la soldadura se superan los valores máximos de corriente
y tensión, estos últimos no permanecen memorizados en el display
y la palabra HOLD no viene visualizada.
NOTA:
Si se utilizan hilos de diámetro 0,6 mm se aconseja sustituir
la envoltura del soplete de soldadura con una de diámetro interno
adecuado. Una envoltura con un diámetro interno demasiado
grande no garantiza que el hilo de soldadura deslice correctamente.
6 DESCRIPCIÓN DE LAS FUNCIONES VISUALIZADAS EN EL
DISPLAY B
Al encender la máquina el display
B
por unos instantes visualiza:
el número de artículo de la máquina, la
versión y la fecha de
desarrollo del software, además del número de release de las
curvas sinérgicas.
Inmediatamente después del encendido el display
B
visualiza: la
curva sinérgica utilizada, el modo de soldadura
2T
o
4T
, la
función
SPOT
, si activada, la corriente de soldadura, la velocidad
en metros al minuto del hilo de soldadura, la tensión de soldadura
y el espesor aconsejado.
Para aumentar o disminuir los parámetros de soldadura es
suficiente regular mediante la manecilla
A
, los valores
varían
todos junto, de forma
sinérgica
.
Para modificar la tensión de soldadura
V
es suficiente presionar
por menos de 2 segundos la manecilla
A
, en
el display aparece
(
Arc Length o longitud del arco
) una
barra de regulación con el
0 central, el valor puede ser
modificado mediante la manecilla
A
de -9,9 a 9,9. Para
salir de la función presionar brevemente la
manecilla
A
.
6.1 FUNCIONES DE SERVICIO (PROCESS PARAMS)
VISUALIZADAS EN EL DISPLAY B.
Para acceder a estas funciones es necesario partir de la pantalla
principal y presionar durante al menos 2 segundos la manecilla
A
.
Para entrar en la función es suficiente seleccionarla con la
manecilla
A
y presionar la misma por menos de 2 segundos.
Para volver a la pantalla principal es suficiente presionar durante al
menos 2 segundos la manecilla
A
.
Las funciones seleccionables son:
•
Curva sinérgica (Wire Selection).
Para elegir la curva sinérgica, es necesario, por medio de la
manecilla
A
, seleccionar y presionar la curva propuesta por
el display
B
, es suficiente seleccionar la curva que interesa y
confirmar la selección presionando por menos de 2 segundos
la manecilla
A
. Después de presionado la manecilla
A
volver a
la
pantalla precedente (
PROCESS PARAMS
).
•
Modo de soldadura (Start Mode).
Modo
2T
, la máquina inicia a soldar cuando se pulsa el
pulsador
del soplete y se interrumpe cuando se suelta.
Modo
4T
, para iniciar la soldadura pulsar y soltar el
pulsador
soplete, para terminarla aplastarlo y soltarlo nuevamente. Para
elegir el modo de inicio soldadura
2T
o
4T
seleccionar por
medio de la manecilla
A
uno de los 2 modos y presionar la
manecilla
A
por menos de 2 segundos para conformare la
selección, esta operación nos hace volver a la pantalla
precedente (
PROCESS
PARAMS
).
• Tiempo de soldadura por puntos e intermitencia (Spot).
Si se selecciona el tiempo de
spot ON
, en el display aparece
la función
Spot time
, seleccionándola, se
puede regular,
mediante la barra de regulación, de 0,3 a 25 segundos. Además
de esta función en el display aparece
Pause time
,
seleccionándola, se puede regular mediante la barra de
regulación el tiempo de pausa entre un punto o un trecho de
soldadura y el
otro, el tiempo de pausa
varía de 0 (OFF) a 5
segundos. Para volver a las funciones
Spot Time
y
Pause
Time
es necesario presionar durante menos de 2 segundos la
manecilla
A
. La regulación se obtiene siempre
mediante la
manecilla
A
, para confirmare es suficiente presionarla por
menos de 2 segundos, una vez
confirmada la selección se
vuelve siempre a la pantalla
(
PROCESS PARAMS
).
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
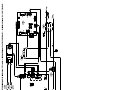 30
30
-
 31
31
-
 32
32
































Elettro C.F. CONCEPT MIG 3500 Instructions Manual
- Taper
- Instructions Manual
- Ce manuel convient également à
dans d''autres langues
- italiano: Elettro C.F. CONCEPT MIG 3500
- español: Elettro C.F. CONCEPT MIG 3500
- Deutsch: Elettro C.F. CONCEPT MIG 3500
- português: Elettro C.F. CONCEPT MIG 3500
Documents connexes
Autres documents
-
Cebora SYNSTAR 250 M Manuel utilisateur
-
-
-
-
-
-
-
-
Telwin TEL105 Manuel utilisateur