La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...

français 17
Fabricant:
Fabrikation von Holzbearbeitungsmaschinen GmbH
Günzburger Straße 69
D-89335 Ichenhausen
Cher client,
Nous vous souhaitons beaucoup de plaisir et de succès
dans votre travail sur cette nouvelle machine.
Avertissement:
Selon la ‘Loi sur la responsabilité du fait des produits’ en
vigueur, le fabricant de cet appareil n’est pas responsable
des dommages causés sur l’appareil ou par l’appareil, dans
les cas suivants:
Traitement inapproprié,•
Non-observation des instructions de service,•
Réparations effectuées par des tiers, du personnel non •
habilité,
Montage et remplacement de pièces de rechange qui •
ne sont pas des pièces d’origine,
Utilisation inappropriée,•
Défaillances de l’installation électrique causées par la •
non-observation des prescriptions électriques et des
spécifications VDE 0100, DIN 57113 / VDE 0113.
Nos recommandations:
Avant le montage et la mise en service, veuillez lire le ma-
nuel d’utilisation dans son ensemble.
Ce manuel d’utilisation doit vous aider à bien connaître vo-
tre machine et à utiliser toutes les possibilités d’utilisation
qu’elle peut offrir.
Le manuel d’utilisation contient des informations impor-
tantes sur l’utilisation sûre, appropriée et économique
de la machine et sur la manière de prévenir les dangers,
économiser les coûts de réparation, raccourcir les durées
d’immobilisation et augmenter la fiabilité et la durée de
vie de la machine.
En plus des prescriptions de sécurité du présent manuel
d’utilisation vous devez impérativement observer les pres-
criptions relatives à l’utilisation de votre machine en vi-
gueur dans votre pays.
Le manuel est protégé contre les salissures et l’humidité
par une enveloppe en plastique et doit être conservé à
proximité immédiate de la machine. Les opérateurs doi-
vent lire attentivement et observer les instructions du ma-
nuel d’utilisation avant de commencer leur travail. Seules
les personnes ayant été formées pour l’utilisation de cette
machine, et étant informées des risques liés, sont autori-
sées à travailler sur cette machine. L’âge minimum requis
doit être respecté.
Instructions d’ordre général
Après le déballage, veuillez vérifier toutes les pièces •
pour d’éventuelles détériorations survenues au cours
du transport. En cas de contestation, le transporteur
doit immédiatement en être informé. Les réclamations
ultérieures ne seront pas prises en compte.
Vérifiez si l’envoi est complet.•
Avant de travailler avec la machine, étudiez le manuel •
d’utilisation pour bien connaître son fonctionnement.
Veuillez utiliser exclusivement des pièces d’origine pour •
les accessoires et pièces de rechange. Les pièces de
rechange sont en vente chez votre concessionnaire.
Lorsque vous passez une commande, veuillez indiquer •
notre numéro d’article ainsi que le type et l’année de
construction de l’appareil.
Lors de commandes, donnez nos numéros d’article, ain-•
si que le type et I’année de fabrication de I’appareil.
hms 2600ci
Etendue de la livraison
Machine à raboter hms 2600ci
Protection de l’arbre
Hotte d’aspiration combinée
Accessoires de montage
(Pochette)
Butée réglable
Manuel d’utilisation
Caractéristiques
techniques
Dimensions L x l x H mm
(entre parenthèses
dimensions avec châssis)
1160 x 690 x 720 (1060)
Hauteur de table mm
540
Table à dégauchir
L x l mm
je 500 x 310
Table d’épaisseur
L x l mm
590 x 250
Poids kg
135
Arbre de rabotage
ø arbre de rabotage mm
59
ø Cercle des fers en
mouvement mm
61
Matériau arbre de
rabotage
C45
Vitesse max. tr/min
6500
Nombre de fers de
rabotage
2
Dimensions des fers de
rabotage mm
3 x 18 x 260
Fers de rabotage
réaffûtables jusqu’à mm
15
Matériau des fers de
rabotage mm
HSS Nr. 3343
Avance
Nombre de rouleaux
d’entraînement
2
Surface
enduite de caoutchouc
Rouleaux d’avance ø mm
35,5
Longueur mm
307
Vitesse d’avance m/min
5,0
Débrayable
non
Entraînement
Moteur V/Hz
380–420/50 220–240/50
Puissance absorbée
P1 W
2400 2340
Puissance de sortie P2 W
1800 1750
Vitesse tr/min
2800 2800
Mode de fonctionnement
S6/40 % S6/40 %
Caractéristiques de travail
Largeur de rabotage
Dégauchissage max. mm
260
Epaisseur de copeaux
dégauchissage max. mm
3
Largeur de rabotage
max. épaisseur mm
250
Epaisseur de copeaux
épaisseur max. mm
5

18 français
Passage min/max.
épaisseur mm
5/210
Angle
90–45°
Longueur de rabotage
mm
900
Hauteur de rabotage mm
150
Sous réserve de modifications techniques !
Caractéristiques de bruit
Les valeurs d’émission du bruit déterminées sur le poste
de travail conformément à EN 23746 pour ce qui concer-
ne le niveau de puissance acoustique et/ou conformément
à EN 31202 (le facteur de correction k3 a été calculé
conformément à l’Annexe A.2 de EN 31204) pour ce qui
concerne le niveau de pression acoustique sont les suivan-
tes, compte tenu des conditions de travail indiquées dans
la norme ISO 7904 Annexe A.
Niveau de puissance acoustique en dB (dégauchissage)
Fonctionnement à vide L
WA
= 93,8 dB(A)
Usinage L
WA
= 100,6 dB(A)
Niveau de pression acoustique sur le poste de travail en dB
Fonctionnement à vide L
pAeq
= 88,0 dB(A)
Usinage L
pAeq
= 93,7 dB(A)
Niveau de puissance acoustique en dB (épaisseur)
Fonctionnement à vide L
WA
= 94,8 dB(A)
Usinage L
WA
= 97,9 dB(A)
Niveau de pression acoustique au poste de travail en dB
Fonctionnement à vide L
pAeq
= 78,3 dB(A)
Usinage L
pAeq
= 84,3 dB(A)
Les valeurs indiquées sont des valeurs d’émission et peu-
vent ne pas représenter simultanément des valeurs sûres
pour le poste de travail. Bien qu’il existe une corrélation
entre les niveaux d’émission et les niveaux de nuisance, il
n’est pas possible d’en déduire de manière fiable, si des
mesures de prévention complémentaires doivent être pri-
ses ou non. Les facteurs agissant sur le niveau de nuisance
actuellement audible sur le poste de travail comprennent
les caractéristiques du local de travail, d’autres sources
de bruit, comme par exemple le nombre de machines et
d’autres opérations se déroulant dans le voisinage. Les
valeurs de travail admissibles peuvent varier d’un pays à
l’autre. Cette information doit toutefois permettre à l’utili-
sateur d’évaluer la mise en danger et les risques.
Indications relatives à l’émission de poussières
Les valeurs d’émission de poussières mesurées selon les
principes appliqués à l’essai d’émission de poussières
(paramètres de concentration) des machines à travailler
le bois du Comité Technique ‘Bois’ sont inférieures à 2
mg/m³. Cela laisse à supposer que la valeur limite TRK
(TRK – Technische Richtkonzentration = limite d’exposi-
tion permise) pour les poussières de bois applicable en
République Fédérale d’Allemagne sera respectée de fa-
çon sûre et durable dans le cas d’une machine raccordée
correctement à un système d’aspiration assurant un débit
d’air d’au moins 20 m/s.
Dans le présent manuel d’utilisation nous avons marqué les
endroits concernant votre sécurité du caractère: m
m Instructions de sécurité générales
Formation des opérateurs
Veuillez transmettre les instructions de sécurité à tou-•
tes les personnes travaillant sur la machine.
Les opérateurs doivent avoir 18 ans au moins. Les fu-•
turs opérateurs, candidats pour une formation, doivent
avoir 16 ans au moins et ne doivent travailler sur la
machine que sous surveillance.
Les personnes travaillant sur la machine ne doivent être •
soumises à aucune distraction.
Eloignez les enfants de la machine si elle est raccordée •
au réseau électrique.
Ne pas porter de vêtements amples. Enlever les bijoux, •
bagues et montres bracelets avant de commencer le
travail.
Observer toutes les instructions de sécurité et avertis-•
sements placés sur la machine et les maintenir bien
lisibles.
Soyez attentif pendant le travail: risque de blessures •
aux doigts et aux mains par les outils de coupe en ro-
tation
Stabilité de la machine
Veillez à ce que la machine à raboter soit installée de •
manière stable sur un sol ferme.
m Utilisation conformé
La machine à raboter est construite exclusivement avec •
les outils et les accessoires pour le travail du bois pro-
posés.
La machine est conforme à la Directive Machine CE •
en vigueur.
La machine est conçue pour le travail avec une seule •
équipe, facteur de marche S 6 – 40%.
Observez toutes les instructions de sécurité et avertis-•
sements placés sur la machine.
Les instructions de sécurité et avertissements sur la •
machine doivent toujours être parfaitement lisibles.
En cas d’utilisation dans des locaux fermés, la machine •
doit être équipée d’une installation d’aspiration.
Pour l’aspiration des copeaux et de la sciure de bois, •
utiliser une installation d’aspiration. Le débit au niveau
du raccord d’aspiration doit être de 20 m/s. Sous-pres-
sion 1200 Pa.
Le système automatique de mise en service est dispo-•
nible avec les accessoires spéciaux:
Type ALV 2 Art. Nr. 79104010 230 V /50 Hz
Type ALV 10 Art. Nr. 79104020 400 V /230 V /50 Hz
A la mise en service de la machine à travail, l’aspira-•
tion démarre automatiquement après une temporisa-
tion de
2-3 secondes. Cela empêche toute surcharge des fusi-
bles du bâtiment.
Après l’arrêt de la machine de travail, l’aspiration fonc-•
tionne encore pendant 3-4 secondes, puis s’arrête auto-
matiquement.
La poussière résiduelle est aspirée conformément à l’or-•
donnance sur les substances dangereuses. Cela per-
met d’économiser de l’électricité et de réduire le bruit.
L’installation d’aspiration ne fonctionne que lorsque la
machine de travail est en service.
Pour le travail industriel, l’aspiration doit être assurée •
par un dépoussiéreur.
Ne pas arrêter ou enlever les installations d’aspiration
ou dépoussiéreurs pendant le fonctionnement de la ma-
chine de travail.
Utiliser seulement une machine en parfait état techni-•
que, conformément à l’usage prévu, en respectant les
prescriptions de sécurité et avertissements du manuel
d’utilisation ! Immédiatement dépanner (ou faire dé-
panner) la machine en cas de défaillances susceptibles
de compromettre la sécurité!
Observer impérativement les prescriptions de sécurité, •
de travail et de maintenance du fabricant ainsi que les

français 19
dimensions indiquées dans les ‘Caractéristiques Tech-
niques’.
Observer impérativement les prescriptions de préven-•
tion des accidents applicables ainsi que toutes autres
règles de sécurité généralement reconnues.
L’utilisation, la maintenance et la réparation de la ma-•
chine ne doivent être assurées que par des personnes
habilitées et qualifiées qui la connaissent bien et ont
été informées des risques courus. Toute modification
arbitraire de la machine dégage la responsabilité du
fabricant des dommages pouvant en découler.
La machine ne doit être utilisée qu’avec les accessoires •
et les outils d’origine du dégauchissage.
Toute utilisation différente est considérée comme ne •
correspondant pas à l’usage prévu. Le fabricant ne por-
te pas la responsabilité des dommages causés dans un
tel cas, seul l’utilisateur en est responsable
Montage
Font partie de l’étendue de la livraison:
1 Clé à goujon 52/55
1 Clé à six pans SW 3
1 Clé à six pans SW 5
1 Clé à six pans SW 10
Ne font pas partie de l’étendue de la livraison:
1 Clé à fourche SW 13
Pour des raisons d’emballage, votre machine à raboter n’est
pas entièrement montée.
La machine à raboter ne doit pas être soulevée par les
tables de dégauchissage!
Mise en place et réglage, Fig. 4
La machine est placée sur 4 amortisseurs de caoutchouc
réglables.
Corrigez d’éventuels défauts de planéité du sol. Desser-
rez les écrous à six pans inférieurs à l’aide d’une clé et
revissez ou dévissez les amortisseurs de caoutchouc en
conséquence.
Resserrez les écrous à six pans. (freinez)
Attention!
Alignez impérativement la machine à l’aide d’un niveau
d’eau.
Si les amortisseurs de caoutchouc ont été enlevés, la ma-
chine peut être vissée au sol par l’intermédiaire des alé-
sages.
Pour l’utilisation avec châssis, démontez les amortisseurs
de caoutchouc et vissez sur le châssis.
Butée de dégauchissage, Fig. 5.1
Montez la butée de dégauchissage sur la machine.
Déterminez la position à 90° à l’aide d’une équerre à ta-
lon.
Serrez le levier de serrage (1).
La butée de dégauchissage est orientable sans palier entre
90° – 45° à condition que le levier de serrage soit desserré
au niveau des segments d’articulation.
Après chaque réglage des angles à l’aide d’un rapporteur,
vérifiez la précision de mesure sur un étalon.
Réglez la butée de dégauchissage, Fig. 5.2
Contrôlez l’angle 90°/45° et réglez à l’aide des vis à tête
cylindrique M4x8.
1 = Vis de fixation angle de 90°
2 = Vis de fixation angle de 45°
Attention!
La butée de dégauchissage doit toujours être fixée de ma-
nière sûre.
Fig. 5.3
Le serrage de la butée de dégauchissage est assuré par
l’intermédiaire d’un levier d’excentrique (1).
La butée de dégauchissage est réglable à 260 mm au-des-
sus de la largeur du rabot.
Attention!
La butée de dégauchissage doit toujours être fixée de ma-
nière sûre.
Protection de l’arbre, Fig. 5.4
Vissez la protection de l’arbre sur la table de dégauchis-
sage relevable.
La protection de l’arbre de rabotage peut être orientée
sans l’aide d’un outil en tirant le levier d’excentrique vers
le haut.
Tournez la protection de l’arbre vers l’extérieur, poussez le
levier d’excentrique vers le bas.
Fig. 7 + 8
Attention: Ne jamais travailler sur la machine à raboter sur
une face sans la protection d’arbre.
m Instructions d’utilisation
Equiper et régler la machine
Les travaux d’équipement, de réglage, de mesure et de •
nettoyage ne doivent être effectués qu’avec le moteur à
l’arrêt. Débranchez la fiche de raccordement et atten-
dez l’arrêt des outils en rotation.
Toutes les installations de protection et de sécurité doi-•
vent être remontées après achèvement des travaux de
réparation et de maintenance.
Remplacez immédiatement les fers de rabot défectueux •
(fissures ou analogues). Voir remplacement des fers!
Vérifiez le fonctionnement efficace du dispositif anti-•
retour avant la mise en place d’une nouvelle équipe de
travail. Les pointes des pinces de préhension doivent
avoir des arêtes vives.
Toutes les instructions de protection et de sécurité doi-•
vent être remontées immédiatement après achèvement
des travaux de réparation et de maintenance.
Rabotage d’épaisseur et rabotage sur une face
La vitesse maximale de l’arbre est de 6500 tr/min•
L’arbre a été fabriqué en conformité avec la norme DIN •
EN 847-1.
Ne commencez la phase de travail que lorsque la pleine •
vitesse est atteinte.
Evitez que le poste de commande ne soit sali par des •
copeaux et des déchets de bois.
Pour l’aspiration des copeaux et de la poussière de •
bois, utilisez une installation d’aspiration. Le débit au
niveau du raccord d’aspiration doit être de 20 m/s au
minimum.
Ne travaillez qu’avec des fers de rabotage bien affûtés. •
Des fers émoussés accroissent le danger de rebondis-
sement.
Pour le travail sur des pièces à usiner plus longues •
(plus longues que la table), il convient d’utiliser des
chariots (accessoires spéciaux).
Dégauchissage: pour le dégauchissage de pièces à usi-•
ner jusqu’à une épaisseur de 75 mm, la protection de
l’arbre doit recouvrir la pièce à usiner et l’arbre sur le
dessus. Pour une largeur de pièce à usiner de plus de
75 mm, réglez le rail de protection du dispositif de

20 français
protection de l’arbre sur la largeur de la pièce à usiner.
Veillez à poser les mains avec les doigts et le pouce
serrés sur la pièce à usiner.
Dressage: la pièce à usiner est posée contre la butée de •
dégauchissage. Réglez le rail de protection du disposi-
tif de protection de l’arbre sur la largeur de la pièce à
usiner et laissez en appui sur la table.
Dégauchissage et dressage de pièces à usiner de faible •
section (baguettes): pour le dégauchissage, les pièces à
usiner jusqu’à une épaisseur de 75 mm sont poussées
avec les mains posées à plat. Pour le dressage, la pièce
à usiner est pressée contre la butée auxiliaire (acces-
soires spéciaux) avec les deux mains, poings fermés,
et poussée vers l’avant. Le dispositif de protection est
adossé sur la butée en appui sur la table.
Dégauchissage et dressage de pièces à usiner courtes: •
pour le dégauchissage, la pièce à usiner est pressée sur
la table à l’aide de la main à plat et avancée à l’aide
d’une pièce en bois guidée par la main droite. La main
gauche glisse sur le dispositif de protection, dès que
la pièce à usiner est posée sur la table, la pression sur
la table passe à la main gauche. Pour le dressage, la
pièce à usiner est pressée contre la butée et la table
avec la main gauche, poing fermé, et avancée avec la
pièce de bois.
Biseauter et chanfreiner: la pièce à usiner est pressée •
contre la butée. Réglez le rail de protection du dispo-
sitif de protection de l’arbre sur la largeur de la pièce
à usiner et placez ce dispositif en appui sur la table.
La pièce à usiner est pressée contre la butée et la table
avec la main gauche, poing fermé, puis avancée avec
la main droite fermée.
Mise en service
Observez les instructions de sécurité avant la mise en ser-
vice. Tous les dispositifs de protection et de sécurité doi-
vent être montés. Les travaux d’équipement, de réglage, de
mesure et de nettoyage ne doivent être effectués qu’avec
le moteur à l’arrêt.
Débranchez la fiche de raccordement!
Rabotage – dégauchissage – enlèvement des copeaux, Fig.
6.1
L’enlèvement des copeaux pendant le dégauchissage est
réglable sans palier 0 – 3 mm à l’aide du levier articulé.
Pour le rabotage par dégauchissage, la table d’épaisseur
doit être réglée sur 90 à 210 mm. Attention, sinon la hotte
d’aspiration risque d’être coincée! Fig. 6.2
Pour des pièces à usiner plus longues (plus longues que
les tables), il y a lieu d’utiliser un chariot ou analogue
(accessoires spéciaux.
Rabotage – dégauchissage – protection de l’arbre, Fig. 7
Pour le rabotage sur une face des pièces à usiner d’une
épaisseur maximale de 75 mm, la protection de l’arbre
doit recouvrir la pièce à usiner et l’arbre sur le dessus.
Pour les pièces à usiner d’une largeur supérieure à 75 mm,
réglez le rail de protection du dispositif de protection de
l’arbre sur la largeur de la pièce à usiner. Veillez à poser les
mains, doigts et pouce serrés, sur la pièce à usiner.
1 Butée de dégauchissage
2 Protection de l’arbre
Dresser, Fig. 8: Pour cette opération, utilisez la butée de
dégauchissage, laissez la protection de l’arbre en appui sur
la table de dégauchissage et réglez le rail de protection sur
la largeur de la pièce à usiner
Pressez la pièce à usiner contre la butée de rabotage et
guidez avec les deux mains sur l’arbre de rabotage. Dès
que la planche arrive sur la table réceptrice, posez la main
gauche dessus et poussez de façon continue sur l’arbre à
fers.
Rabotage – dégauchissage – éjection des copeaux, Fig. 9
Pour le rabotage sur une face, la table de dégauchissage
doit être verrouillée.
Brancher le flexible d’aspiration sur la hotte d’aspiration
L’aspiration peut alors être effectuée à l’aide d’une instal-
lation d’aspiration.
Diamètre d’extrémité du raccord d’aspiration 100 mm
Rabotage en épaisseur – réglage de la machine, Fig. 10.1
Tirez le dispositif d’arrêt vers le haut et relevez la table de
dégauchissage.
Réglez la table de dégauchissage sur la position la plus
haute.
Tournez le capot d’éjection vers le haut et verrouillez (flè-
che).
Mettez le raccord d’aspiration en place et serrez l’écrou
moleté.
L’aspiration peut alors être assurée par une installation
d’aspiration.
Rabotage en épaisseur – réglage de la table, Fig. 10.2
La table d’épaisseur est réglable en hauteur à l’aide du
volant à main.
L’indicateur de position incorporé indique la hauteur de
passage de 5 à 210 mm.
Un tour du volant à main correspond à 2 mm
La table d’épaisseur comme les tables de dégauchissage
doivent toujours être nettoyées pour qu’il n’y ait pas de
résidus de résine. Epaisseur de serrage 3 mm maximum.
Les traits de graduation sur l’échelle permettent un réglage
de précision, où 1 trait de graduation correspond à 0, 05
mm.
Tension de la courroie trapézoïdale moteur,
Fig. 11, 12, 12.1 + 12.2
Attention !
Après la première mise en service, retendre la courroie •
plate et la courroie trapézoïdale après les trois premiè-
res heures de service. Par la suite, vérifier la tension
de la courroie régulièrement toutes les 40 heures de
service et, en cas de besoin, retendre la courroie.
Enlevez les 4 vis à tête creuse sur les deux faces inté-•
rieures du boîtier, Fig. 11.
Enlevez les deux parois latérales.•
Desserrez la vis de serrage A des deux côtés (Fig. 13.1 •
+ 13.2).
Poussez le bouton à bascule du moteur vers le bas.•
Resserrez la vis de serrage A des deux côtés.•
Fixez les parois latérales.•
Tension de la courroie trapézoïdale Rouleau d’avance,
Fig. 11, 12 + 13.3
Enlevez les 4 vis à tête creuse sur les deux faces inté-•
rieures du boîtier, Fig. 11 + 12.
Enlevez la paroi latérale. •
Desserrez les 4 écrous à six pans B, Fig. 13.3.•
Tendez la courroie.•
Resserrez les 4 écrous à six pans.•
Desserrer la vis «C», tendre la courroie trapézoïdale, •
resserrer la vis «C»

français 21
Fixez la paroi latérale. •
Réglage du rouleau d’avance, Fig. 14
Afin d’obtenir une avance correcte, les ressorts de com-
pression doivent être réglés sur les valeurs indiquées.
Remplacement du rouleau d’avance de réception, Fig. 15
Le revêtement des rouleaux d’avance est en caoutchouc
résistant à l’usure.
En cas de soumission à des efforts durant des années,
il peut se produire une certaine usure exigeant, le cas
échéant, le remplacement du rouleau de réception.
1 Rouleau d’avance
2 Eclisse
3 Roue dentée d’entraînement
4 Goupille spirale
5 Ressort de compression
6 Ecrou à six pans
Effectuez le remplacement de la manière suivante
Sur les deux côtés intérieurs enlevez respectivement 4 •
vis à tête creuse, Fig. 11 + 12.
Enlevez les deux caches latéraux.•
Enlevez la chaîne d’avance.•
Sortez le rouleau d’avance (1) après avoir retiré l’écrou •
à six pans (6).
Montage de la roue dentée d’entraînement sur le nou-•
veau rouleau d’avance.
Pose du nouveau rouleau d’avance.•
Enfin remontez complètement la machine.•
Dispositif de sécurité de la table de dégauchissage
Afin d’empêcher la fermeture involontaire de la table de
dégauchissage, cette dernière est équipée de bras de sup-
port à bretelles.
Aucune sécurité complémentaire n’est à retirer pour la fer-
meture de la table.
Table de dégauchissage, Fig. 6.1
Pour le rabotage - dégauchissage, l’enlèvement des co-
peaux est réglable sans palier de 0 – 3 mm à l’aide du
levier articulé.
Si la table de dégauchissage se déplace automatiquement
pendant le travail, l’enlèvement de manière précise des
copeaux n’est plus possible. Dans ce cas, les quatre vis à
six pans doivent être resserrées pour que la table de dé-
gauchissage maintienne automatiquement le réglage pour
l’enlèvement des copeaux.
m Risques résiduels
La machine est construite conformément à l’état de la
technique et aux prescriptions techniques reconnues. En
dépit de cela, il peut y avoir des risques résiduels au cours
du travail.
Risque de blessure des doigts et des mains par l’arbre •
de rabotage en rotation si la pièce à usiner n’est pas
guidée de manière appropriée.
Blessures causées par la pièce à usiner éjectée en cas •
de fixation insuffisante ou de guidage inapproprié, com-
me travail sans butée.
Dangers pour la santé dus aux poussières ou aux co-•
peaux de bois.
Portez impérativement un équipement de protection •
individuelle tels qu’une protection des yeux et un mas-
que anti-poussière!
Dangers pour la santé dus au bruit. Pendant le travail, •
le niveau de bruit admissible est dépassé. Portez im-
pérativement un équipement de protection individuelle
telle qu’une protection auditive.
Mise en danger par le courant électrique en cas d’uti-•
lisation de câbles de raccordement électriques non
conformes.
Ne travaillez que des bois choisis sans défauts comme •
par exemple : emplacement de branches, fissures trans-
versales, gerces superficielles. Tout bois présentant des
défauts entraîne des risques pendant le travail.
Par ailleurs, il peut y avoir des risques résiduels non •
évidents en dépit de toutes les précautions prises.
Les risques résiduels peuvent être réduits au minimum •
par l’observation des instructions de sécurité et de l’uti-
lisation conformément à l’usage prévu ainsi que par
l’observation des spécifications du manuel d’utilisa-
tion.
m Raccordement électrique
Vérifiez les câbles de raccordement au réseau. Ne pas •
utiliser des câbles et conducteurs présentant des dé-
fauts. Voir raccordement électrique.
Tenez compte du sens de rotation du moteur et de •
l’outil, voir raccordement électrique de la machine à
raboter.
Les travaux d’installation, de réparation et de main-•
tenance ne doivent être effectués que par des profes-
sionnels.
Arrêtez la machine avant les dépannages ou répara-•
tions. Débranchez la fiche de raccordement.
Arrêtez le moteur avant de quitter le poste de travail. •
Débranchez la fiche de raccordement.
En cas de déplacement, même minime, de la machine, •
coupez toute alimentation d’énergie externe ! Avant de
remettre la machine en service, raccordez-la correcte-
ment au réseau!
Raccordez la machine au réseau à l’aide d’une fiche CE,
le câble de raccordement doit être protégé par un fusible
de 16 A.
Appuyez sur le bouton-poussoir vert de l’interrupteur mar-
che/arrêt, l’arbre de rabotage démarre (Fig. 2).
Pour arrêter, appuyez sur le bouton-poussoir rouge, l’arbre
de rabotage est freiné et s’arrête dans les 10 secondes.
Inversion du sens de rotation
Avant le raccordement au réseau ou le déplacement de
la machine, vérifiez le sens de rotation, le cas échéant,
inversez la polarité à l’aide d’un tournevis (socle de prise
de courant de la machine, Fig. 3).
Le moteur électrique installé est raccordé et opérationnel.
Le raccordement est conforme aux spécifications VDE et
DIN applicables. Côté client, le raccordement au réseau
et le câble de prolongation doivent satisfaire à ces spécifi-
cations et/ou aux prescriptions des entreprises locales de
distribution d’énergie.
Mode de fonctionnement/ Facteur de marche
Le moteur électrique est dimensionné pour un régime de
S 6/40 %.
S6 = service ininterrompu à charge intermittente
40% = par rapport à 10 minutes. 4 minutes en charge; 6
minutes à vide
En cas de surcharge du moteur, ce dernier s’arrête automa-
tiquement puisque l’enroulement moteur est équipé d’un

22 français
thermostat. Après un temps de refroidissement (de durée
variable) le moteur peut de nouveau être mis en marche.
Câbles de raccordement électrique endommagés
Les câbles de raccordement électrique subissent souvent
des dommages au niveau de l’isolation.
Causes possibles:
Points de compression quand les câbles de raccorde-•
ment sont sous contrainte dans des ouvertures de por-
tes ou de fenêtres.
Faux plis dus à une fixation ou pose inappropriée du •
câble de raccordement.
Coupure et entailles dues au passage de véhicules sur •
le câble de raccordement.
Détérioration de l’isolation causée par l’arrachage du •
câble du socle de prise de courant.
Fissures dues au vieillissement de l’isolation. De tels •
câbles de raccordement électrique ne doivent pas être
utilisés et présentent un danger de mort en raison de
la détérioration de l’isolation!
Vérifiez régulièrement le parfait état des câbles de raccor-
dement électrique. Avant de vérifier le câble de raccorde-
ment, assurez-vous qu’il n’est pas raccordé au réseau. Les
câbles de raccordement électriques doivent satisfaire aux
spécifications applicables VDE et DIN ainsi qu’aux pres-
criptions des entreprises locales de distribution d’énergie.
Utilisez exclusivement des câbles de raccordement portant
l’identification H 07 RN. Le marquage par impression de
la désignation de type sur le câble de raccordement est
prescription.
Les câbles de prolongation jusqu’à 25 m de longueur doi-
vent avoir une section de 1,5 millimètres carrés, les câbles
d’une longueur supérieure à 25 m une section de 2,5 mil-
limètres carrés.
Le raccordement au réseau est protégé par un fusible tem-
porisé de 16 A
Moteur triphasé
La tension d’alimentation doit être de 380÷420 V 50 Hz.
Les câbles de raccordement et de prolongation doivent
avoir 5 conducteurs = 3 P + N + SL.
Les câbles de prolongation doivent avoir une section mini-
male de 1,5 mm².
Le raccordement au réseau est protégé par un fusible de
16 A au maximum.
Après le raccordement au réseau ou le déplacement de
la machine, vérifiez le sens de rotation, le cas échéant,
inversez la polarité.
Le raccordement et les réparations de l’équipement élec-
trique ne doivent être effectués que par un professionnel
de l’électricité.
Si vous avez des questions, veuillez fournir les informa-
tions suivantes:
Fabricant du moteur; type du moteur•
Nature de courant du moteur•
Données de la plaque signalétique de la machine•
Caractéristiques de la commande électrique•
En cas de retour du moteur, renvoyez toujours l’ensemble
d’entraînement avec la commande électrique.
m Maintenance
Les travaux de maintenance, de réparation et de nettoyage
ou les travaux effectués en cas de dysfonctionnement ne
doivent être effectués qu’avec l’entraînement à l’arrêt. Ar-
rêtez la machine à l’aide de l’interrupteur, puis débranchez
la fiche de raccordement!
Toutes les installations de protection et de sécurité doivent
immédiatement être remontées après achèvement des tra-
vaux de réparation et de maintenance.
Les tables de dégauchissage et la table d’épaisseur doivent
être nettoyées de tous les résidus de résine. Un produit
concentré de nettoyage de résine, Pharmol-HEK Art Nr.
6100 9700, est en vente chez votre concessionnaire.
Graissage permanent du palier de l’arbre de rabot et de
la broche. L’échauffement à l’état neuf est du au type de
construction et disparaît après un certain temps.
Nettoyez régulièrement les rouleaux d’avance.
Les paliers lisses des rouleaux d’avance, les tiges de ré-
glage de la table d’épaisseur, leur support et l’arbre d’en-
traînement avec articulation doivent être huilés après
les 5 premières heures de travail. Par la suite, toutes les
20 heures de travail, Vérifiez la tension de chaîne. En cas
de besoin, retendez et huilez. Lors du réglage de la ten-
sion, veillez au parallélisme de la table d’épaisseur.
Fers de rabot
Les fers de rabot montés à l’usine sont affûtés, opération-
nels et correctement réglés.
Seuls de fers de rabot affûtés et réglés avec précision peu-
vent garantir la sécurité de travail.
Nos recommandations:
Ayez toujours un deuxième jeu de fers de rabot affûtés prêt
à l’utilisation si le remplacement devient nécessaire.
Les fers de rabot de remplacement sont en vente chez vo-
tre concessionnaire sous le n° d’article: 6200 4134.
Unité d’avance Fig. 13.2
Attention !
Les roues dentées en plastique, les roues à chaîne ainsi
que la chaîne et les axes de palier doivent être graissés
régulièrement toutes les 40 heures de service.
Affûtage des fers de rabot
Des fers de rabot émoussés augmentent les risques d’acci-
dent et le rendement du travail n’est plus assuré.
Les fers de rabots ne doivent être réaffûtés que jusqu’à
une hauteur de fer de 15 mm. L’angle de coupe des fers
doit être de 40 ± 2 degrés.
Pour l’affûtage les fers de rabot doivent être confiés à une
entreprise approuvée ou être renvoyé chez le dégauchis-
sage.
Mis en place des fers de rabot, Fig. 16
1 Vis de réglage
2 Vis de pression
3 Fer de rabot
4 Cale en coin
5 Repères
6 Gabarit de réglage
Ne pas oublier lors de la mise en place
Qu’il y a des risques de blessure pour les doigts et les •
mains.
Que les surfaces de serrage de l’arbre à fers et les cales •
en coir doivent être nettoyées.
Que les fers de rabot affûtés sont déshuilés.•
Que seuls les fers affûtés par deux doivent être mis •
en place.
Que la mise en place des fers de rabot et des cales en •
coin doit être effectuée conformément à la Figure.

français 23
Que les fers de rabot et les cales en coin doivent former •
des deux côtés un ensemble avec l’arbre à fers.
Que les vis de serrage doivent toutes être correctement •
serrées (8,9 N/m).
Attention!
Les indications relatives à la fixation des fers, au déport
des fers, à l’épaisseur des fers, pour la longueur minimale
de serrage et au couple de serrage optimal des vis de fixa-
tions des fers doivent être observées avec précision.
Réglage des fers de rabot, Fig. 17
Le réglage doit être effectué à l’aide du gabarit fourni •
avec la machine.
Réglez d’abord un fer, puis réglez le second fer.•
Réglez alternativement la position du fer à l’aide des •
vis de réglage jusqu’à ce que le tranchant touche le
gabarit de réglage posé sur la table de dégauchissage
rabattable.
Le repère droit sur le gabarit de réglage doit toucher •
l’extrémité du plateau de la table comme indiqué sur
la Figure.
Lors de la rotation de l’arbre, l’entraînement du ga-•
barit de réglage doit s’arrêter au deuxième repère au
maximum.
Effectuez le réglage à gauche et à droite à l’extérieur •
du fer de rabot.
Serrez correctement les vis de pression de la cale de •
coin avec une clé plate SW 8. (8,9 N/m)
Réglez et serrez de la même manière le second fer de •
rabot.
Après chaque remplacement des fers, effectuez une •
marche d’essai et ensuite resserrez les vis de pression.
(8,9 N/m)
Avant la mise en marche de l’arbre, vérifiez si toutes les
instructions énumérées précédemment ont été observées.
Avant la mise en service de la machine, tenez compte des
instructions générales de sécurité.
Déclaration de conformité CE
Par la présente, nous, la société (s.a.r.l) scheppach Fabrikation
von Holzbearbeitungsmaschinen GmbH, Günzburger Str. 69,
D-89335 Ichenhausen, déclarons que la machine désignée
ci-dessous est, compte tenu de sa construction et de son type
de construction et dans la version mise en circulation par nous,
conforme aux spécifications des directives CE ci-dessous.
Toute modification de la machine entraîne l’annulation de la
présente déclaration.
Désignation de la machine:
Machine à raboter/dégauchisser
Type de machine:
hms 2600ci, Art.-Nr. 7137 0901, 7137 0902
Les directives CE qui s’appliquent:
Directive CE sur les machines 98/37/CE (< 28.12.2009),
Directive CE sur les machines 2006/42/EG,
Directive CE sur la sous-tension 2006/95/EWG,
Directive CE-EMV 2004/108/EWG.
Normes européennes harmonisées appliquées:
EN 55014, EN 55104, EN 60555-2, EN 60204-1, EN 861, EN 847-1,
EN 12100-2
Organe notifié:
Comité Technique ‘Bois’, D 70504 Stuttgart; Prüf- und Zertifizie-
rungsstelle im BG-PRÜFZERTIFIKAT (Laboratoire d’essai et de certifi-
cation au sein de l’organisme de contrôle officiel allemand)
Essais:
Essais d’examen de type CE, numéro de certificat 041051
Essais GS, numéro de certificat 041052
Essais de poussière BS, numéro de certificat 041053
Lieu, Date:
Ichenhausen, 26. 09. 2005
Signature:
i.V. Wolfgang Windrich (product manager)
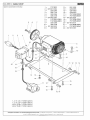
Recherche des problèmes
Pour éliminer les problèmes éteindre la machine. Débrancher la prise.
Fehler Mögliche Ursache Behebung
Avancement irrégulier et intermittent
pendant le rabotage à simple table.
Présence de résine sur le plan rabot à
simple table ou plan pas lubrifié.
Nettoyer régulièrement le plan rabot
à simple table et vaporiser pour
le rendre coulissant (Spray pour
coulissement). Cela principalement
pour bois humides et résineux.
Interruption du rabotage sur la pièce à
travailler pendant le rabotage à simple
table.
Cet inconvénient est causé des lames
du rabot quand elles sont réglées mal.
Le réglage des lames du rabot doit être
exécuté soigneusement à l’aide du
calibre de mise au point.
Imprécision sur la pièce à travailler
pendant le rabotage à simple table
(creux, bombé).
Si les tables du rabot à simple
table ne sont pas alignées de façon
parfaitement parallèle, cela est dû à
un avancement pas approprié ou à un
problème pareil.
Régler la table stable du rabot à
simple table jusqu’à 1 mm sur le corps
arbre de rabat et parallèlement à la
plaque de base.
Les travaux électriques d’entretien doivent être exécutés seulement par personnel qualifié et spécialisé dans le secteur !
Pour l’élimination de la machine il faut respecter les normes en vigueur sur place.
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
























































































dans d''autres langues
- italiano: Scheppach hms 2600ci Manuale utente
- English: Scheppach hms 2600ci User manual
- español: Scheppach hms 2600ci Manual de usuario
- Deutsch: Scheppach hms 2600ci Benutzerhandbuch
- Nederlands: Scheppach hms 2600ci Handleiding
- português: Scheppach hms 2600ci Manual do usuário
- dansk: Scheppach hms 2600ci Brugermanual
- svenska: Scheppach hms 2600ci Användarmanual
- suomi: Scheppach hms 2600ci Ohjekirja
Documents connexes
-
Scheppach HMS850 Manuel utilisateur
-
Scheppach 1902207901 Manuel utilisateur
-
Scheppach HT850 Original Instruction Manual
-
-
-
Scheppach 5902210901 Translation Of Original Instruction Manual
-
Autres documents
-
 Prime-Line R 7137 Mode d'emploi
Prime-Line R 7137 Mode d'emploi
-
 Prime-Line N 7136 Manuel utilisateur
Prime-Line N 7136 Manuel utilisateur
-
LEMAN ML392 Manuel utilisateur
-
Metabo Cutter Knife Setting Device 091 101 6397 Manuel utilisateur
-
DeWalt DW733S Le manuel du propriétaire
-
-
Metabo HC 410 Manuel utilisateur
-
ATIKA ADH 254 A - Le manuel du propriétaire
-

