ARC Inverter Power Sources Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

FRANCAIS
SOMMAIRE
INSTRUCTIONS POUR LA COMPATIBILITE ELECTROMAGNETIQUE
METHODES DE REDUCTION DES EMISSIONS
SECTION 1 --- SECURITE
1.1 INTRODUCTION
1.2 PRECAUTIONS GENERALES
SECTION 2 --- DESCRIPTION GENERALE ET CARACTERISTIQUES DU PRODUIT
2.1 INTRODUCTION
2.2 DESCRIPTION DU SYSTEME
2.5 EXPLICATION DES SYMBOLES TECHNIQUES
2.6 DISPOSITIFS DE PROTECTION
SECTION 3 --- PROCEDURE D'INSTALLATION
3.1 DEBALLAGE ET MONTAGE
3.2 PROCEDURE DE DEMARRAGE
3.3 REMARQUES GENERALES
SECTION 4 --- FONCTIONNEMENT
4.1 DESCRIPTION DU PANNEAU DE COMMANDE
4.2 SOUDAGE PAR ELECTRODE ENROBEE
4.3 SOUDAGE TIG
IMPORTANT
A LIRE AVANT D’UTILISER L’APPAREIL
Les instructions suivantes doivent être lues par toutes les personnes concernées avant d’installer ou d’utiliser l’appareil. En cas
de doute, consultez votre distributeur pour obtenir tous les renseignements qui pourraient être utiles.
INSTRUCTIONS POUR LA COMPATIBILITE ELECTROMAGNETIQUE
4
Il est de la responsabilité de l'utilisateur d'installer et d'utiliser l'appareil de soudage conformément aux instructions du fabricant.
Si des perturbations électromagnétiques sont détectées, l'utilisateur de l'appareil de soudage a la responsabilité de résoudre la
situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu'une mise
à la masse du circuit de soudage. Dans d'autres cas, il peut être nécessaire de construire un écran électromagnétique
enfermant la source d'alimentation électrique et le travail, avec tous les filtres d'entrée nécessaires. Dans tous les cas, les
perturbations électromagnétiques doivent être réduites ne façon à ne plus constituer un problème.
Remarque - Le circuit de soudage peut être mis à la masse ou non, pour des raisons de sécurité. La disposition de la mise à la
masse ne peut être modifiée que par une personne autorisée, suffisamment compétente pour déterminer si la modification
augmente le risque d'accident, c'est-à-dire en créant des voies parallèles de retour du courant de soudage qui peuvent
endommager les circuits de masse d'autres appareils.
EVALUATION DE LA ZONE DE TRAVAIL
Avant d'installer l'appareil de soudage, l'utilisateur doit évaluer les éventuels problèmes électromagnétiques dans la zone
environnante. Les éléments suivants seront pris en compte :
a) Les autres cordons d'alimentation, câbles de commande, câbles de signalisation et de téléphone au-dessus, au-dessous et
à côté de l'appareil ;
b) Les émetteurs et récepteurs de radio et de télévision ;
c) Les ordinateurs et autres matériels de commande ;
d) Le matériel à sécurité critique, par exemple pour la protection d'équipements industriels ;
e) La santé des personnes aux alentours, par exemple celles portant des stimulateurs ou des prothèses auditives ;
f) Le matériel utilisé pour l'étalonnage ou la mesure ;
g) La sécurité des autres matériels avoisinants. L'utilisateur s'assurera que les autres matériels utilisés dans le voisinage sont
compatibles. Pour cela, d'autres mesures de protection pourraient avoir à être prises ;
h) Le moment de la journée où doivent être effectués le soudage ou d'autres activités.
La dimension de la zone environnante à envisager dépendra de la structure du bâtiment et des autres activités qui y sont
effectuées. La zone environnante peut s'étendre au-delà des limites du local.
METHODES DE REDUCTION DES EMISSIONS
ALIMENTATION SECTEUR
L'appareil de soudage doit être connecté à l'alimentation secteur conformément aux recommandations du fabricant. En cas
d'interférences, il peut être nécessaire de prendre des précautions supplémentaires telles que le filtrage. Il faut envisager de
blinder le cordon d'alimentation des appareils de soudage installés de manière permanente, dans une gaine métallique ou un
équivalent. Le blindage doit être continu sur toute la longueur.
4
Selon la "norme produit EN 50199 CEM pour le matériel de soudage à l'arc”
16

Le blindage doit être connecté au bloc d'alimentation du poste de soudage afin de maintenir un bon contact entre la gaine et le
boîtier du bloc.
ENTRETIEN DE L'APPAREIL DE SOUDAGE
L'appareil de soudage doit être régulièrement entretenu selon les recommandations du fabricant. Tous les capots et portes
d'accès et d'entretien doivent être fermés et correctement verrouillés pendant l'utilisation de l'appareil de soudage. Celui-ci ne
doit pas être modifié, de quelque manière que ce soit, à l'exception des modifications et réglages autorisés dans les instructions
du fabricant. En particulier, la distance de décharge et les dispositifs de stabilisation doivent être réglés et entretenus selon les
recommandations du fabricant.
CABLES DE SOUDAGE
Les câbles de soudage doivent être aussi courts que possible et regroupés ensemble, cheminant sur le sol ou à proximité.
SECTION 1 --- SECURITE
1.1 INTRODUCTION
Les opérations de soudage à l'arc, telles qu'elles ont été mises au point après de nombreuses années d'expérience, peuvent
être effectuées avec la plus grande sécurité dans la mesure où l'on prend soin d'exercer son bon sens et de respecter les
méthodes recommandées par le fabricant. Il est donc impératif que le personnel d'encadrement et de sécurité s'assure que les
personnes chargées d'utiliser et d'entretenir l'appareil de soudage ont eu la possibilité de lire les présentes informations.
1.2 PRECAUTIONS GENERALES
1.2.1 Brûlures
Les étincelles, les scories, les projections de métal chaud et les radiations produites par le soudage à l'arc peuvent provoquer
de graves lésions aux yeux et à la peau. Lorsque l'opérateur ou toute autre personne s'approche de la zone de soudage, le
niveau de risque augmente rapidement. Des vêtements et des équipements appropriés de protection doivent être portés par
l'opérateur et toutes les personnes travaillant à proximité de l'arc. Le port de gants spéciaux de soudage, de chaussures de
sécurité et d'un casque est impératif. Il est recommandé de porter des vêtements ignifuges qui recouvrent toutes les parties
exposées et des pantalons sans revers pour éviter la pénétration d'étincelles et de scories. Le port de lunettes de sécurité avec
écrans latéraux et pare-lumière appropriés est OBLIGATOIRE, pour protéger les yeux de l'utilisateur des rayonnements, des
étincelles et des projections de métal chaud.
1.2.2 Incendie
Le soudage à l'arc électrique produisant des étincelles, des scories et des projections de métal chaud, des précautions doivent
être prises pour éviter les incendies et/ou les explosions. Il faut vérifier que du matériel d'extinction est toujours disponible dans
la zone de soudage. Tous les matériaux combustibles doivent être éloignés de la zone immédiate de soudage à une distance
d'au moins 10 mètres. Il ne faut jamais souder à l'arc des conteneurs vides qui ont contenu des matières toxiques ou explosives.
Ces conteneurs doivent être soigneusement nettoyés avant le soudage. Ne jamais souder dans une atmosphère contenant de
fortes concentrations de poussière, de gaz inflammable ou de vapeurs liquides combustibles (telles que l'essence). Après
chaque opération de soudage, veiller à laisser refroidir le produit soudé avant de le toucher ou de le mettre en contact avec une
matière combustible ou inflammable.
1.2.3 Fumées toxiques
Toutes les précautions doivent être prises pour éviter d'exposer l'opérateur, ou d'autres personnes dans la zone environnante,
aux fumées toxiques qui peuvent être dégagées pendant le soudage à l'arc électrique.
Certains solvants chlorés se décomposent aux rayons ultraviolets pour former du phosgène. Il faut veiller à ne pas utiliser ces
solvants sur des matériaux soudés à l'arc électrique. Les conteneurs de ces solvants et d'autres dégraissants doivent être
éloignés de la proximité immédiate de l'arc de soudage. Les métaux enrobés ou contenant une quantité importante de plomb,
cadmium, zinc, mercure et béryllium peuvent produire des concentrations nocives de vapeurs toxiques au cours des opérations
de soudage à l'arc électrique. Il faut prévoir une ventilation locale appropriée ou le port d'un équipement spécial pour l'opérateur,
garantissant un apport d'air frais tel qu'un masque respiratoire ou un casque avec alimentation d'air. Ne pas souder des métaux
recouverts de matériaux qui dégagent des fumées toxiques, sauf si 1) le revêtement est enlevé avant le soudage, 2) la zone est
correctement ventilée, ou 3) l'opérateur est équipé d'un matériel de respiration.
1.2.4 Radiation
Les radiations ultraviolettes créées par l'arc peuvent être dangereuses pour les yeux et la peau ; il est donc impératif de porter
des vêtements de protection et un casque. Ne pas utiliser des lentilles de contact car la chaleur intense dégagée par l'arc risque
de les faire coller à la cornée. Le masque utilisé pour le soudage doit être muni de verres de sécurité de norme DIN 10 au
moins, qui doivent être immédiatement remplacés lorsqu'ils sont endommagés ou cassés. En raison des risques d'accident aux
yeux, l'arc est considéré comme dangereux jusqu'à une distance de 15 mètres et il ne faut jamais le regarder à l'œil nu.
1.2.5 Electrocution
Toutes les commotions électriques peuvent être mortelles et il ne faut donc jamais toucher des fils et/ou des pièces sous
tension. L'isolation avec la pièce à souder et avec le sol est assurée par le port de vêtements et de gants isolants.
17

Les gants, les chaussures, les casques, les vêtements et le corps doivent toujours être secs et il faut éviter de travailler dans
des zones humides ou mouillées. Ne jamais toucher ou tenir la pièce à souder avec la main ; si l'on ressent la plus petite
commotion électrique, il faut arrêter de souder immédiatement ; l'appareil ne doit pas être utilisé tant que le problème n'est pas
identifié et résolu par le personnel qualifié. Contrôler fréquemment que le câble primaire d'alimentation ne présente aucune
détérioration ni aucune fissure ; sinon, le remplacer immédiatement. Déconnecter le cordon de l'alimentation secteur avant de
remplacer un câble ou d'enlever le capot de l'appareil. Ne pas utiliser l'appareil sans ses capots de protection. Il faut toujours
remplacer les pièces endommagées par du matériel d'origine. Ne jamais court-circuiter ni, de quelque façon que ce soit, annuler
les dispositifs de verrouillage de sécurité, et il faut s'assurer que la ligne d'alimentation électrique est équipée d'une bonne prise
de terre. S'assurer que la table de travail est connectée à une bonne mise à la masse. Toutes les opérations d'entretien ne
doivent être effectuées que par du personnel qualifié parfaitement conscient des risques dus aux tensions dangereuses
nécessaires au fonctionnement de l'appareil.
1.2.6 Stimulateurs
Les personnes portant des appareils électroniques de survie (comme les stimulateurs) doivent consulter leur médecin avant de
s'approcher d'une zone où sont effectuées des opérations de soudage à l'arc, de coupage, de gougeage ou de soudage par
points, afin de s'assurer que les champs magnétiques associés à une haute intensité n'affectent pas leurs appareils.
SECTION 2 --- DESCRIPTION GENERALE ET CARACTERISTIQUES DU PRODUIT
2.1 INTRODUCTION
Le bloc d'alimentation de soudage fournit un courant constant. Il est équipé d'un ONDULEUR avec des éléments de haute
performance et de haute fiabilité. Il peut être utilisé pour le soudage par électrode et le soudage TIG.
2.2 DESCRIPTION DU SYSTEME
Le bloc d'alimentation est constitué d'une seule carte mère, les logiques de commande se trouvant sur d'autres cartes hybrides
interchangeables qui donnent au système un très haut niveau de fiabilité et facilite la maintenance et l'entretien. Le bloc
d'alimentation utilise un ONDULEUR fonctionnant à une fréquence supérieure à 80 kHz avec un temps de réponse dynamique
très faible (0,5 microsecondes), ce qui se traduit par un soudage extrêmement régulier, d'où un démarrage plus facile, des
gouttelettes de taille plus homogène, une meilleure pénétration et un aspect plus régulier des perles.
2.5 EXPLICATION DES SYMBOLES TECHNIQUES
x IEC 974 Le bloc d'alimentation est fabriqué selon ces
x EN60974 normes internationales.
x S/N...... Numéro de série à mentionner pour toute question relative à l'appareil.
x Onduleur-redresseur-transformateur de fréquence monophasé.
x Caractéristiques des gouttelettes.
x MMA Convient pour le soudage par électrode enrobée.
x TIG Convient pour le soudage TIG.
x U
o
Tension secondaire d'amorçage.
x X Coefficient d'utilisation :
Le coefficient d'utilisation exprime le pourcentage de 10 minutes pendant lequel l'alimentation électrique peut
fonctionner à un courant donné sans surchauffe.
x I Courant de soudage.
x U Tension secondaire avec courant de soudage I2.
x U
i
Tension nominale d'alimentation.
x 1 50/60Hz Alimentation monophasée 50 ou 60 Hz.
x I Courant absorbé au courant de soudage correspondant I2 lorsque l'alimentation électrique est utilisée pour le
soudage TIG, diviser la valeur I
1
par 1,6.
x IP23 Niveau de protection du châssis métallique.
x S Convient pour les zones à haut risque.
x NOTE Le bloc d'alimentation est conçu pour fonctionner dans des zones de pollution de classe 3 (IEC 664).
2.6 DISPOSITIFS DE PROTECTION
2.6.1 Surchauffe et protection contre les anomalies de courant secteur
Le bloc d'alimentation est protégé par un dispositif installé de façon à intervenir en cas de surchauffe ou d'anomalies de courant.
Lorsque ce dispositif intervient, le bloc arrête de fournir du courant mais le ventilateur continue de fonctionner.
L'action du dispositif est indiquée par le voyant sur le panneau avant. En général, ce voyant est VERT mais dans une situation
d'urgence, il devient ROUGE.
18

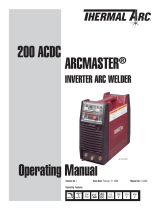
(figure 2)
SECTION 3 --- PROCEDURE D'INSTALLATION
3.1 DEBALLAGE ET MONTAGE
Déballer l'appareil et contrôler soigneusement l'absence de détérioration. Les réclamations relatives à des dommages de
transport doivent être adressées par l'acheteur au transporteur. Pour ne pas perdre le droit à un recours, il ne faut pas avaliser
le bon de livraison, mais faire une réserve pour conserver le droit d'agir contre le transporteur pour tous dommages qui ne
peuvent être découverts qu'après le déballage.
Toutes les correspondances relatives à cet appareil doivent indiquer le modèle et le numéro de série à l'arrière du bloc
d'alimentation.
Après l'avoir déballé, placer l'appareil dans un endroit bien ventilé et non poussiéreux si possible, en s'assurant que la
circulation d'air n'est pas gênée au niveau des fentes de refroidissement.
ATTENTION : il est extrêmement important de ne pas gêner la circulation d'air autour de l'appareil, sous peine de provoquer une
surchauffe ou la détérioration des pièces internes. Conserver au moins 200 mm d'espacement libre sur tous les côtés de
l'appareil.
Ne pas placer de dispositif de filtrage ou de protection par dessus les fentes d'arrivée d'air du bloc d'alimentation car cela
annulerait la garantie.
REMARQUE : si l'appareil est porté sur l'épaule, s'assurer que les fentes d'arrivée d'air sur le boîtier ne sont pas obstruées.
3.2 PROCEDURE DE DEMARRAGE
Cet appareil doit être installé par du personnel qualifié. Toutes les connexions doivent être conformes aux règles existantes
et en totale conformité avec les réglementations de sécurité (CENELEC HD 427).
3.3 REMARQUES GENERALES
Avant d'utiliser ce bloc d'alimentation, lire attentivement les normes CENELEC HD 407 et HD 433, vérifier l'isolation des câbles,
de la pince porte-électrode, des prises et des fiches, et s'assurer que la longueur et la section des câbles de soudage sont
compatibles avec :
LONGUEUR ET SECTION DES CABLES DE SOUDAGE
Jusqu'à 5 mètres, section 16 mm² mini.
De 5 mètres à 20 mètres, section 25 mm² mini.
De 20 mètres à 30 mètres, section 35 mm² mini.
SECTION 4 --- FONCTIONNEMENT
4.1 DESCRIPTION DU PANNEAU DE COMMANDE
On trouve sur le panneau avant (voir figure 2) :
1- Bouton de réglage du courant
2- Connecteurs des câbles pour l'électrode et la prise de masse
3- Un voyant lumineux bicolore :
A- Vert, indique que le courant de soudage fonctionne
B- Rouge, indique un défaut d'alimentation (tension hors de la plage + 0 - 10% de 220 V) ou une surchauffe
4.2 SOUDAGE PAR ELECTRODE ENROBEE
Tous les modèles convient pour le soudage avec tous les types d'électrodes. Pour les électrodes de cellulose (AWS 6010)
voyez le tables techniques.
Utiliser les pinces porte-électrode conformément aux normes de sécurité et avec des vis de serrage qui ne dépassent pas.
S'assurer que le commutateur M/A à l'arrière est sur la position 0 ou que la fiche d'alimentation n'est pas branchée dans la prise,
puis connecter les câbles de soudage selon les indications de polarité données par le fabricant de l'électrode.
Le circuit de soudage ne doit pas être intentionnellement placé en contact direct ou indirect avec le fil de protection sinon sur la
pièce à souder.
Si la pièce travaillée est mise à la masse au moyen d'un fil de protection, la connexion doit être aussi directe que possible, le fil
ayant une section au moins égale à celle du fil de retour de courant et étant connecté à la pièce à souder, à la même place que
le fil de retour, en utilisant la borne du fil de retour ou une deuxième borne de masse à proximité.
Toutes les précautions doivent être prises pour éviter les courants de fuite.
Vérifier que la tension d'alimentation correspond à la tension indiquée sur la plaque signalétique du bloc d'alimentation.
Connecter le cordon d'alimentation secteur : pour raccorder une fiche de courant, vérifier que sa capacité est appropriée et que
le fil jaune-vert du cordon d'alimentation est connecté à la broche de la prise de terre.
La capacité du disjoncteur magnétothermique ou des fusibles du réseau d'alimentation doit être supérieure ou égale au courant
I
1
absorbé par l'appareil.
Le courant absorbé I
1
est déterminé en lisant les caractéristiques techniques sur l'appareil et correspond à la tension
d'alimentation secteur U
1
.
Une rallonge doit avoir une section appropriée pour le courant absorbé I
1
.
Mettre sous tension à l'aide du commutateur M/A à l'arrière de l'appareil.
DANGER : UN ELECTROCHOC PEUT TUER.
Ne pas toucher les parties électriques parcourues par le courant.
Ne pas toucher les bornes de sortie lorsque l'appareil est sous tension.
Ne pas toucher la torche ou l'électrode et la prise de masse en même temps.
19

Régler le courant selon le diamètre de l'électrode, la position de soudage et le type de joint à souder. Lorsque le soudage est
terminé, ne jamais oublier de mettre le commutateur sur arrêt et d'enlever l'électrode de la pince.
4.3 SOUDAGE TIG
Ce bloc d'alimentation convient pour le soudage TIG de l'acier inoxydable, du fer et du cuivre.
Connecter le fil de terre au pôle positif (+) de l'appareil de soudage et la pince de la borne à la pièce à souder aussi près que
possible du bloc d'alimentation, en s'assurant qu'il y a un bon contact électrique.
Utiliser une torche TIG appropriée et connecter le fil d'alimentation au pôle négatif de l'appareil de soudage.
Le circuit de soudage ne doit pas être intentionnellement placé en contact direct ou indirect avec le fil de protection sinon sur la
pièce à souder.
Si la pièce travaillée est mise à la masse au moyen d'un fil de protection, la connexion doit être aussi directe que possible, le fil
ayant une section au moins égale à celle du fil de retour de courant et étant connecté à la pièce à souder, à la même place que
le fil de retour, en utilisant la borne du fil de retour ou une deuxième borne de masse à proximité.
Toutes les précautions doivent être prises pour éviter les courants de fuite.
Connecter le tuyau de gaz à la sortie du détendeur raccordée à une bouteille d'Argon.
Régler le débit de gaz à l'aide du bouton sur la poignée de la torche.
A l'intérieur de la poignée de la torche, un robinet permet de fermer l'arrivée de gaz.
Utiliser une électrode de tungstène thorié à 2% ayant un diamètre choisi en fonction du courant continu négatif (Argon) comme
suit :
jusqu'à 60A diam. 1 mm
60A à 180A diam. 1,6 mm
L'extrémité de l'électrode doit être préparée selon la procédure décrite plus loin.
Vérifier que la tension d'alimentation correspond à la tension indiquée sur la plaque signalétique du bloc d'alimentation.
Connecter le cordon d'alimentation secteur : pour raccorder une fiche de courant, vérifier que sa capacité est appropriée et que
le fil jaune-vert du cordon d'alimentation est connecté à la broche de la prise de terre.
La capacité du disjoncteur magnétothermique ou des fusibles du réseau d'alimentation doit être supérieure ou égale au courant
I
1
absorbé par l'appareil.
Le courant absorbé I
1
est déterminé en divisant par 1,6 la valeur indiquée dans le tableau.
Une rallonge doit avoir une section appropriée pour le courant absorbé I
1
.
Régler le courant selon le soudage à effectuer puis régler le débit de gaz à l'aide du bouton sur la poignée de la torche.
Démarrer l'arc, par contact, en grattant rapidement sur la surface à souder.
ATTENTION : ne pas utiliser les appareils d'allumage vendus dans le commerce.
La torche TIG est conçue de telle sorte qu'en utilisant le robinet sur la poignée de la torche, l'écoulement du gaz peut continuer
après que la soudure a été réalisée, pour protéger l'électrode tant qu'elle est chaude.
Après une durée appropriée (quelques secondes), le gaz peut être fermé en tournant le robinet sur la poignée de la torche.
Lorsque le soudage est terminé, mettre l'appareil hors tension et fermer le robinet d'arrivée de gaz sur la bouteille.
TIG HF
Cet appareil de soudage est indiqué pour souder avec le procédé TIG : l'acier inoxydable, le fer, le cuivre. Brancher le fil
de terre au pôle + de l’appareil à souder et la borne à la pièce à souder aussi proche que possible du soudage, en
s'assurant qu’il y a un bon contact électrique. Utiliser la torche TIG appropriée (pour HF) et connecter le fil
d’alimentation au pôle négatif de l’appareil de soudage. Le circuit de soudage ne doit pas être intentionnellement placé
en contact direct ou indirect avec le fil de protection, sinon sur la pièce à souder.
Si la pièce travaillée est délibérément mise à la terre au moyen d’un fil de protection, la connexion doit être aussi directe que
possible et effectuée au moyen d’un fil de section au moins égale à celle du fil de retour du courant de soudure et connecté à la
pièce à souder, sur le même point que le fil de retour, en utilisant la borne du fil de retour ou une deuxième borne de masse,
placé à proximité.
Toutes les précautions doivent être prises afin d'éviter les courants de fuite. Connecter le tuyau de gaz à la sortie du réducteur
de pression connecté à une bouteille d’ARGON.
Régler le débit du gaz à l’aide du bouton sur la poignée de la torche. A l'intérieur de la torche il y a un robinet qui permet
d’arrêter le gaz.
Utiliser une électrode de tungstène thorié à 2% choisi selon le tableau suivant :
jusqu’à 60 A diam. 1 mm
de 60A jusqu’à 180A diam. 1,6 mm
La préparation de l’extrémité de l’électrode devra se passer selon les procédures expliquées plus loin. Vérifier que la
tension d’alimentation correspond à la tension indiquée sur la plaque signalétique de l’appareil de soudage. Insérer le
câble d’alimentation; Démarrer la machine à l’aide de l’interrupteur qui se trouve derrière, régler le courant selon le
travail à effectuer, programmer le déviateur 2/4T sur la fonction 4T, programmer le temps de montée et de descente du
courant aux valeurs choisies et le temps de post gaz. Donc, approcher l’électrode à 3 mm. environ de la pièce et
donner l’impulsion au moyen du bouton de la torche ( en le pressant et en le relâchant), les phénomènes suivants se
produiront:
3. Sortie du gaz et allumage du DEL D correspondant.
4. Allumage du dispositif H.F. (après environ 1 Sec.) et amorçage de l’arc (DEL C).
Le courant commencera à augmenter jusqu’à atteindre la valeur programmée, l’ampèremètre montrera la montée.
A ce point-ci le générateur maintiendra l’arc allumé jusqu’à ce qu’une autre impulsion ne soit appliquée par le bouton de la
torche, donc les phénomènes suivants se produiront:
7. Début de la phase de descente du courant
20

8. Extinction de l’arc à une valeur très proche du zéro.
9. Début de la phase de Post Gaz
Si nous avons programmé un temps de descente du courant relativement long et nous ne voulons pas attendre l’extinction
automatique de l’arc, il est possible de donner une autre impulsion et d’interrompre, à n’importe quel moment, le soudage.
Si, par contre, la modalité à 2T est sélectionnée, il faudra tenir pressé le bouton torche pour la phase d’allumage de l’arc, de la
montée du courant et du soudage et le relâcher pour faire effectuer la descente et l’extinction.
Ce générateur à inverseur est un générateur de septième génération (actuellement la plus avancée puisqu’il n’y pas d’autres
inverseurs ayant une puissance égale à 90 KHz avec une technologie mono-carte) et donc il incorpore les caractéristiques et
les dispositifs exclusifs suivants.
Procédé MMA
- Un circuit économiseur approprié qui, après 30 secondes à partir de l’allumage, si le générateur n’est pas utilisé, désactive
toutes les fonctions portant la consommation à 25 Watt seulement (comme une petite ampoule), en éliminant ainsi des
chauffages intérieurs inutiles, prolongeant sensiblement la durée du générateur et surtout permettant, toutes les 4 heures de
fonctionnement, une économie de 1 kW/h. Evidemment au cas où l’utilisateur commencerait la phase de soudage, le dispositif
rétablira automatiquement toutes les fonctions du générateur sans aucun inconvénient.
Procédé TIG
- Allumeur à haute fréquence totalement électronique et à l’état solide (sans les pointes de décharge utilisées encore sur
quelques allumeurs archaïques) et à une émission de brouillage très basse.
- - Dispositif de sécurité qui déconnecte l’allumeur et met à zéro le cycle après environ 15 secondes si l’arc n’est pas allumé.
NOTE: Ne pas utiliser de dispositifs d’allumage commerciaux!!
Après avoir terminé le soudage, se souvenir d’éteindre l’appareil et fermer le robinet de la bouteille de gaz.
4.3.1 Préparation de l'électrode
Un soin particulier doit être apporté à la préparation de l'électrode qui doit être meulée de façon à obtenir des marques
verticales. Voir schémas electriques.
ATTENTION: les projections de metal chaud peuvent blesser les personnes, provoquer un incendie ou endommager le matériel.
La contamination du tungstene peut diminuer la qualité du soudage.
Façonner l'extrémité de l'électrode de tungstène sur une meule équipée des protections appropriées, dans un endroit ne
présentant aucun danger, et en portant une protection pour le visage, les mains et le corps.
Façonner l'extrémité de l'électrode de tungstène sur une meule abrasive dure à grains fins réservée au façonnage du tungstène.
Meuler l'extrémité de l'électrode en forme de cône sur une longueur égale à 1,5 à 2 fois le diamètre de l'électrode.
21
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ARC Inverter Power Sources Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
dans d''autres langues
Autres documents
-
Forney 298 Manuel utilisateur
-
Lincoln Electric INVERTER ARC 230 Manuel utilisateur
-
 Thermal Arc 211i Mode d'emploi
Thermal Arc 211i Mode d'emploi
-
-
 Thermal Arc 161 STL ® Inverter Arc Welder Manuel utilisateur
Thermal Arc 161 STL ® Inverter Arc Welder Manuel utilisateur
-
 Thermal Arc 200 ACDC ARCMASTER® Inverter Arc Welder Manuel utilisateur
Thermal Arc 200 ACDC ARCMASTER® Inverter Arc Welder Manuel utilisateur
-
 Tweco POWERMASTER® 350i/ 550i Multi Process Welding Inverter Manuel utilisateur
Tweco POWERMASTER® 350i/ 550i Multi Process Welding Inverter Manuel utilisateur
-
ESAB Firepower MST 220i 3-IN-1 Multi Process Welding System Manuel utilisateur
-
ESAB FABRICATOR252i Manuel utilisateur
-
 Tweco FABRICATOR® 211i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
Tweco FABRICATOR® 211i 3-IN-1 Multi Process Welding Systems Manuel utilisateur




