Cebora 206 Digital 2 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

MANUALE DI ISTRUZIONI PER CASSETTO SINERGICO pag. 2
INSTRUCTION MANUAL FOR SYNERGIC CONTROL BOX page 6
BEDIENUNGSANLEITUNG FÜR SYNERGIE-REGLER Seite 10
MANUEL D’INSTRUCTIONS POUR BOITER DE COMMANDE SYNERGIQUES page 14
MANUAL DE INSTRUCCIONES PARA CAJA DE MANDOS SINERGICA pag. 18
Parti di ricambio e schema elettrico
Spare parts and wiring diagram
Ersatzteile und elektrische Schaltplan
Pièces de rechange et schéma électrique
Piezas de repuesto y esquema eléctrico
Pagg. Seiten 22 - 28
25/05/98
3.300.688/A
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

17
MANUEL D’INSTRUCTIONS POUR BOITER DE COMMANDE SYNERGIQUES
Cet accessoire ne doit être utilisé qu’avec les dévidoirs art.
1438 et dérivés pouvant être accouplés aux postes à souder
de la série ISO MIG.
Pour mieux exploiter les possibilités de cet accessoire, il faut
l’accoupler aux torches art. 1240 - 1240.20 - 1244 - 1244.20.
Celles-ci sont dotées d’un commutateur sur la poignée per-
mettant de commander toutes les fonctions que la machine
peut exécuter lorsque cet accessoire est raccordé. Après
avoir branché la torche, insérer le connecteur sortant de la
fixation de la torche dans la prise P située sur le panneau du
dévidoir art. 1438.
1 MISE EN ŒUVRE
Accrocher l’accessoire au panneau avant et le fixer à l’aide
du volant à main. Raccorder le connecteur mâle de l’acces-
soire à la prise Q du dévidoir entraînement fil. Mettre la
machine en marche et raccorder le câble masse à la borne
centrale de l’impédance.
1.1 SELECTION DU MODE DE FONCTIONNEMENT
En appuyant sur la touche A, on actionne, tout en s’allumant,
les fonctions relatives à chaque mode de fonctionnement.
1.1.1 Mode automatique
Cette sélection vous permet, après avoir choisi le type de
matériau, le diamètre du fil et le gaz utilisé, de disposer d’une
série de valeurs prédéfinies en Volts et en mètres par minute
(tension et vitesse du fil) aptes à la soudure sans besoin de
les rechercher.
CHOIX DU MATERIAU - TOUCHE B
Chaque fois qu’on appuie sur la touche relati-
ve à cette section, le voyant en correspondance
du matériau sélectionné s’allume; le choix de l’alu-
minium signifie aluminium MG 5.
CHOIX DU DIAMETRE DU FIL - TOUCHE C
Chaque fois qu’on appuie sur la touche relati-
ve à cette section, le voyant relatif au diamètre du
fil sélectionné s’allume.
CHOIX DU GAZ DE PROTECTION - TOUCHE D
Chaque fois qu’on appuie sur la touche relati-
ve à cette section, le voyant correspondant au gaz
sélectionné s’allume.
ATTENTION Les combinaisons ne sont pas toutes possi-
bles, mais uniquement celles définies dans les programmes.
Par exemple: si c’est l’aluminium le matériau sélectionné, on
ne pourra choisir que les diamètres 1 et 1,2 et seulement le
gaz Argon. Si c’est l’acier inoxydable, on ne pourra choisir
que les diamètres 0,8 et 1 avec un seul gaz Ar + 2% O2. Si
c’est le fer, le choix pourra être entre les diamètres 0,8 - 1 -
1,2 et entre les gaz CO2 - Ar +5% CO2 - Ar 18 + 25% CO2.
Fig. 1
Parties actives du fonctionnement MODE AUTOMATIQUE

18
AFFICHAGE DU NIVEAU DE REGLAGE
Afin de relever immédiatement le niveau de réglage
de la machine (minimum - maximum), on a introduit
la barre à voyants E. Le réglage peut être modifié
avant la soudure à l’aide du commutateur situé sur
le dos de la torche. Lorsqu'on n’utilise pas une tor-
che du type décrit dans la présentation, mais une
torche normale, le réglage peut être modifié au
moyen du bouton F.
ATTENTION Lorsqu’on modifie le niveau de régla-
ge, la variation est affichée par la barre à voyants et
les displays G - H. Alors que la barre propose une
indication de principe, les deux display G - H don-
nent l’exacte indication en Volts et en mètres par
minute du point sélectionné.
CORRECTION DE LA TENSION
DE SOUDURE
Avant d’allumer l’arc au réglage
que vous avez choisi, vérifier que
le display I affiche zéro; au con-
traire, modifier cette valeur au
moyen du bouton L. Vérifier que
le voyant M en correspondance
du symbole est allumé; au contraire, appuyer sur la tou-
che N pour l’allumer. Après l’allumage de l’arc, l’opérateur
peut évaluer si, pour la vitesse du fil choisie, la tension est
correcte ou bien doit être modifiée. La correction de la tension
de soudure peut être exécutée aussi bien sur le panneau au
moyen du bouton L (dans le cas d’emploi de torches com-
munes), que par le commutateur situé sur le dos des torches
décrites dans la présentation. Dans ce dernier cas, l’opéra-
teur doit appuyer sur la touche N de façon à faire allumer le
voyant O correspondant au symbole V +/-. Maintenant, avec
la vitesse du fil arrêtée, il peut régler la tension de soudure
avec l’arc allumé au moyen du commutateur situé sur le dos
de la torche. La variation opérée est affichée comme aug-
mentation ou réduction de 5 Volts maximum par le display I
et le nouveau réglage de tension, y compris la variation, est
affiché par le display H.
N.B. Il est inutile d’agir sur le bouton de prédéfinition de la ten-
sion P, car, en mode de fonctionnement automatique, ce
bouton n’est pas actif.
NOTES GENERALES
La sélection du mode de fonctionnement automatique favori-
se la recherche des paramètres de soudure; dans le mode
de fonctionnement manuel, il est possible de mémoriser les
paramètres de soudure sélectionnés.
1.2 MODE MANUEL
Pour actionner le mode de fonctionnement manuel, appuyer
sur la touche A; les lampes témoin à gauche s’éteignent et
les fonctions mises en évidence deviennent opérationnelles -
voir fig. 2.
SELECTION DES MODES DE TRAVAIL TOUCHE Q
Chaque fois qu’on appuie sur la touche , les voyants
R - S - T - U s’allument en succession; à travers cette indi-
cation, l’opérateur voit le mode de travail sélectionné.
TRAVAIL DANS UNE SEULE POSITION
DE REGLAGE
Voyant R allumé. Définir la tension de soudure au moyen du
bouton P et contrôler la valeur sur le display H.
ATTENTION La vraie tension de soudure sera affichée à tra-
vers le voltmètre C après environ 6 secondes de soudure.
Fig. 2
Parties actives du fonctionnement MODE MANUEL

19
Définir la vitesse d’avance du fil au moyen du bouton F et
contrôler la valeur sur le display G.
Dès que dans la soudure MIG la vitesse d’avance du fil cor-
respond au courant, après environ 6 secondes de soudure,
lire le courant sur l’ampèremètre B.
N.B. Un ajustage de la vitesse du fil peut être exécuté, tant
au cours de la soudure qu’avec l’arc éteint, au moyen du
commutateur situé sur la poignée de la torche. Cela permet-
tra un réglage de +/- 50% par rapport à la valeur définie
précédemment.
La valeur de la vitesse du fil sélectionnée au moyen du com-
mutateur situé sur la torche est affichée sur le display G et si
aucune variation n’a lieu, la machine mémorise, 5 secondes
après la fin de la soudure, la valeur ci-dessus.
Lorsqu'on utilise une torche sans réglage, la tension et la
vitesse du fil devront être réglées au moyen des boutons P et F.
TRAVAIL AVEC DEUX POSITIONS DE
REGLAGE MEMORISEES
Le voyant vert S s’allume et la machine se prédispose pour
mémoriser le programme A.
Au moyen du commutateur situé sur la torche, il est possible
de mémoriser deux réglages et les rappeler même au cours
de la soudure.
Pour la mémorisation, procéder de la manière suivante:
a) sélectionner le couple de valeurs de tension et de vitesse
du fil au moyen des boutons P et F.
MEMORISER LE PROGRAMME A en appuyant avant tout
sur le bouton V et le gardant enfoncé alors qu’on dépla-
ce à gauche le commutateur situé sur le dos de la torche.
Le garder enfoncé pendant au moins 1 seconde.
b) sélectionner le programme B en déplaçant à droite et relâ-
chant le commutateur situé sur la torche. Le voyant W s’allu-
me.
Sélectionner un nouveau couple de valeurs (tension et vites-
se du fil).
MEMORISER LE PROGRAMME B en appuyant avant tout
sur le bouton V et le gardant enfoncé alors qu’on dépla-
ce à droite le commutateur situé sur le dos de la torche.
Les valeurs mémorisées dans les programmes A et B peu-
vent être rappelées tant au cours de la soudure qu’avec l’arc
éteint en déplaçant à gauche ou à droite le commutateur
situé sur la poignée de la torche.
Ces fonctions ne sont pas utilisables si la torche n’est pas
dotée de commutateur.
ATTENTION La recherche des valeurs de tension et de
mètres par minute peut être effectuée plus rapidement en
sélectionnant le mode de fonctionnement automatique (voir
paragraphe 1.1.1 - affichage du niveau de réglage). Dans ce
cas, les prédéfinitions de Volts et de mètres par minute à
introduire dans les programmes A et B sont affichées immé-
diatement par les display H et G.
MEMORISATION DE DEUX COURBES
SYNERGIQUES PERSONNALISEES
Voyant T allumé à intermittence (courbe 1).
N.B. Comme spécifié précédemment, les courbes syner-
giques introduites dans la partie de mode de fonctionnement
automatique ne comprennent pas tous les fils ou tous les gaz
utilisés en soudure. Si l’opérateur veut créer une courbe per-
sonnalisée pour un type de fil (par exemple: fil avec âme) ou
bien pour un gaz (par exemple: mélanges d’argon/hélium)
n’étant pas compris dans les programmes ci-dessus, il a la
possibilité de le faire en sélectionnant ces programmes.
Rechercher, au moyen des boutons P et F, un couple de
valeurs de tension et de mètres par minute aptes à la sou
dure. Appuyer sur la touche V ; le voyant T arrête de cli-
gnoter; le voyant T1 clignote, ce qui signifie que le premier
couple de valeur a été mémorisé. Rechercher un deuxième
couple de valeurs et le mémoriser toujours à l’aide de la tou
che V ; le voyant T1 restera allumé et le voyant T2 cli-
gnotera. Continuer de cette façon jusqu’à ce que les voyants
T - T1 - T2 - T3 seront tous allumés.
A ce point, ce programme relie automatiquement les 4 points
mémorisés tout en créant une courbe. Au cours de la soudu-
re, l’opérateur peut parcourir la plage des paramètres mémo-
risés, du paramètre minimum au maximum qu’il a défini, en
utilisant le commutateur situé sur le dos de torche. Au con-
traire, s’il a une torche normale, il peut sélectionner les points
intermédiaires de la courbe au moyen du bouton F. La cour-
be n°2 avec le voyant U allumé à intermittence a la même
logique de la courbe 1.
EFFACEMENT D’UNE COURBE SYNERGIQUE
Il faut avant tout la sélectionner au moyen de la touche Q.
Lorsque la courbe est sélectionnée, tous les voyants T - T1 –
T2 - T3 ou bien U - U1 - U2 - U3 résultent allumés; appuyer
sur la touche V et en la gardant enfoncée pour au moins
6 secondes, les voyants de la courbe sélectionnée s’étei-
gnent et le voyant T ou bien le voyant U recommence à cli-
gnoter.
Il n’est pas possible d’effacer partiellement les points et donc,
lors de la mémorisation, il faut prêter attention aux choix
opérés afin de ne pas perdre les paramètres définis précé-
demment.
Il est conseillé d’introduire les couples de paramètres
sélectionnés de manière croissante.
Les couples de tension et de mètres par minute ne peu-
vent pas être rappelés en succession du fonctionnement
de mode automatique.
La commande à distance peut être portée au poste de travail
au moyen de la rallonge art. 1184.
2 SUGGESTIONS

20
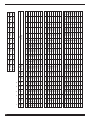
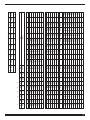
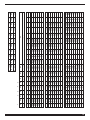
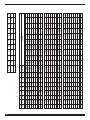
A la fin de ce manuel, nous désirons présenter quelques
tableaux avec lesquels l’opérateur peut réaliser des cordons
d’angle corrects par rapport à l’épaisseur devant être soudée.
Ce type de soudure couvre 70% des jonctions réalisées.
Les définitions des tableaux ne sont pas introduites dans les
courbes synergiques du fonctionnement automatique et se
réfèrent aux fils de fer type SG2 avec gaz AR + 20% CO2.
Nous rappelons que :
1) Plan frontal en un seul passage S1 = S2
l’épaisseur de la soudure S doit être la même de la tôle
2) Plan frontal en double passage S1 = S2
l’épaisseur S de chaque soudure doit être la même de la
tôle divisée par 2
SOUDURE EN UN SEUL PASSAGE
Si les épaisseurs des deux tôles ne sont pas les mêmes, l’é-
paisseur de la soudure doit être au moins égale à l’épaisseur
minimum de la tôle.
SOUDURE EN DOUBLE PASSAGE
Si les épaisseurs des deux tôles ne sont pas les mêmes, l’é-
paisseur de la soudure doit être au moins la moitié de l’é-
paisseur de la tôle la plus mince.
COMMENT UTILISER LES TABLEAUX
Relativement à ce qui a été décrit précédemment, chercher
l’épaisseur de soudure S désirée dans le tableau relatif au fil
à utiliser colonne 1. Ensuite choisir la vitesse d’exécution V2
dans la colonne au-dessous et selon la vitesse choisie, défi-
nir, au moyen du bouton relatif au réglage des mètres par
minute, la valeur de la colonne 2 et, au moyen du bouton de
prédéfinition des Volts, la valeur de la colonne 3.
Par exemple: avec un fil de ø 1,2, réaliser un cordon de 5 mm
d’épaisseur avec une avance de 40 cm par minute. Pour ce
faire, définir 9 mètres par minute et 29,5 Volts. Les valeurs de
tension et de courant indiquées dans les colonnes 4 et 5 peu-
vent varier en fonction de la position de la torche de soudu-
re.
LEGENDE
S (mm) = épaisseur de soudure
A (mm²) = surface nécessaire à obtenir l’épaisseur S
L (mm) = côté de la soudure nécessaire à obtenir
l’épaisseur S
ø (mm) = diamètre du fil à utiliser
SS (mm²) = section du fil
V1 (m/min) = vitesse d’avance du fil (bouton F)
I2 (A) = courant correspondant à la vitesse d’a-
vance du fil
U2 (V) = tension correspondante au courant de
soudure I2
U0 (V) = tension à prédéfinir (bouton P)
D (g/min) = dépôt pour chaque vitesse de fil du
diamètre choisi
D1 (kg/h) = dépôt pour chaque vitesse de fil dans
une heure de travail
D2 (mm³/min) = volume déposé par minute pour chaque
vitesse de fil
V2 (cm/min) = vitesse à laquelle l’opérateur doit avan-
cer pour obtenir la section de soudure S
Attention: afin d’éviter des défauts de soudure, ne pas utili-
ser des vitesses de travail V2 inférieures à 25 cm/min.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

27
La richiesta dei pezzi di
ricambio deve indicare
sempre il numero di artico-
lo, la posizione, la quantità e
la data di acquisto.
When ordering spare parts,
always state the following:
machine part number, item
position number, quantity,
and machine serial number.
Bei Bestellungen von Ersatzteilen
geben Sie bitte immer: die Artikel
die Ersatzteilpositionnummer die-
benoetigte Anzahl der Ersatzteille
und Kaufdatum des Gerates an.
La demande de pièces de
rechange doit toujours
indiquer le numéro de l'ar-
ticle ,la position ,la quan-
tité et la date d'achat.
El pedido de las piezas de
repuesto debe indicar siem-
pre el nùmero de articulo
,la posiciòn ,la cantidad y la
fecha de la adquisiciòn.
POS CODICE DESCRIZIONE DESCRIPTION BESCHREIBUNG DESIGNATION DENOMINACION
1 PULSANTIERA PUSH-BUTTON PANEL DRUCKKNOPF TAFEL TABLEAU DE TABLERO DE
COMMANDE PULSADORES
2 CORNICE IN GOMMA RUBBER FRAME GUMMI-RAHMEN CADRE EN CAOUTCH. MARCO DE GOMA
3 FONDO UNDERCARRIAGE BODEN FOND BASE
4 CIRCUITO DI COMANDO CIRCUIT BOARD STEUERPLATINE CIRCUIT DE COMMANDECÍRCUITO DE MANDO
5 FASCIONE HOUSING GEHÄUSE CARCASSE ALOJAMIENTO
6 CONNETTORE CONNECTOR STECKER CONNECTEUR CONECTOR
7 PRESSACAVO CABLE HOLDER WORK KABELBEFESTIGUNG PRESSE ETOUPE PRENSA CABLE
8 CONNETTORE + CAVO CONNECTOR + CABLE STECKER +KABEL CONNECTEUR + CÂBLE CONECTOR + CABLE
9 MANOPOLA KNOB DREHKNOPF BOUTON MANGO
10 MANOPOLA KNOB DREHKNOPF BOUTON MANGO
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























Cebora 206 Digital 2 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
dans d''autres langues
- italiano: Cebora 206 Digital 2 Manuale utente
- English: Cebora 206 Digital 2 User manual
- español: Cebora 206 Digital 2 Manual de usuario
- Deutsch: Cebora 206 Digital 2 Benutzerhandbuch
Documents connexes
-
Cebora MIG 2035/MD JAGUAR DOUBLE PULSE Manuel utilisateur
-
-
-
-
-
Autres documents
-
Air Liquide SAF-FRO PRESTOMIG 200MP Instruction For Operation And Maintenance
-
GYS AUTOPULSE 220-M3 (standard UL) - 3 TORCHES INCLUDED Le manuel du propriétaire
-
DeLOCK 60183 Fiche technique
-
Peerless ACC330 Manuel utilisateur
-
C2G 2x2 Drop in Ceiling Speaker - 70V - Plenum Rated Le manuel du propriétaire