
www.MillerWelds.com/ams
ROI
(Siglas en inglés para Interface Remota del Operario)
(Interface remota del operario)
IEC
Procesos
Descripción
Soldadura MIG (GMAW)
Alimentador de alambre
OM-242 482A/spa
2009−01
MANUAL DEL OPERADOR

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001:2000.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted
Mil_Thank_spa
2005−04

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1 . . . . . . . . . . . . . . . . . . . . . . . .
1-1. Uso de símbolos 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Peligros en soldadura de arco 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3 . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. Advertencias de Proposición 65 de California 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Estándares principales de seguridad 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. Información del EMF 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 2 − DEFINICIONES 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Definiciones de la etiqueta de advertencia 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Etiqueta de capacidades del fabricante para los productos CE 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3. Símbolos y definiciones 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-4. Etiqueta WEEE 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 3 − INTRODUCCIÓN 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Especificaciones 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 4 − INSTALACIÓN 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Patrón de huecos en la placa de montaje 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Instalación del juego aislador 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Instalación de Interface remoto del operario e impulsador del alambre 9 . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Diagrama de conexión 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Conexiones del panel trasero 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Información del Receptáculo Remoto de 9 patillas 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Tabla de recomendación de antorchas 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-8. Pantalla de la fuente de poder al encenderla 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-9. Opciones del interruptor de Dual Schedule (doble programación) 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 5 − OPERACIÓN 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Definiciones operacionales 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Interruptor de potencia 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
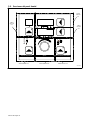
5-3. Secciones del panel frontal 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Botón de oprimir para el programa 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-5. Pantalla superior 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-6. Pantalla inferior 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-7. Botón de oprimir de la fijación del alimentador 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-8. Ajuste perilla 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-9. Botón de oprimir para fijar el proceso 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-10. Jog/Purge (alimentación lenta/purga) 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-11. Modo para refijar 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 6 − FIJANDO LOS PARÁMETROS DE SECUENCIA 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-1. Parámetros de secuencia en un programa 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 7 − MANTENIMIENTO 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-1. Mantenimiento rutinario 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-2. Diagnóstico 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 8 − DIAGRAMAS ELECTRICOS 26 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 9 − LISTA DE PARTES 28 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANTIA


OM-242 482 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
spa_som_2007−04
7
Protéjase usted mismo y a otros contra lesiones — lea y siga estas precauciones.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
. Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-5. Lea y siga todas
los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELÉCTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede
causar un toque fatal o quemaduras severas. El
circuito de electrodo y trabajo está vivo
eléctricamente cuando quiera que la salida de la
máquina esté prendida. El circuito de entrada y los circuitos internos
de la máquina también están vivos eléctricamente cuando la máquina
está prendida. Cuando se suelda con equipo automático o
semiautomático, el alambre, carrete, el bastidor que contiene los
rodillos de alimentación y todas las partes de metal que tocan el
alambre de soldadura están vivos eléctricamente. Equipo instalado
incorrectamente o sin conexión a tierra es un peligro.
D No toque piezas que estén eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
D Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
D Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
D Se requieren precauciones adicionales de seguridad cuando cual-
quiera de las siguientes condiciones eléctricas peligrosas están
presentes en locales húmedos o mientras trae puesta ropa húme-
da, en estructuras de metal, tales como pisos, rejillas, o andamios;
cuando esté en posiciones apretadas tal como sentado, arrodilla-
do, acostado o cuando hay un riesgo alto de tener contacto
inevitable o accidental con la pieza de trabajo o tierra. Para estas
condiciones, use el equipo siguiente en el orden presentado: 1) un
soldadora semiautomática de voltaje constante (alambre) CD, 2)
una soldadura CD manual (convencional), o 3) una soldadora CA
voltaje reducido de circuito abierto. En la mayoría de las situacio-
nes, el uso de soldadora de alambre de voltaje constante CD es lo
recomendado. ¡Y, no trabaje solo!
D Desconecte la potencia de entrada o pare el motor antes de instalar
o dar servicio a este equipo. Apague con candado o usando etiqueta
inviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OHA
29 CFR 1910.147 (vea Estándares de Seguridad).
D Instale el equipo y conecte a la tierra de acuerdo al manual del ope-
rador y los códigos nacionales estatales y locales.
D Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión
o que su enchufe esté conectado apropiadamente al receptáculo
de salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
D Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
D Frecuentemente inspeccione el cordón de entrada de potencia por
daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados, de tamaño muy pe-
queño, o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objeto que esté aterrizado.
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal.
Existe VOLTAJE SIGNIFICANTE DC en fuentes de
poder tipo inversor después de apagar la potencia
de entrada.
D Apague la inversora, desconecte la potencia de entrada y descar-
gue los condensadores de entrada según instrucciones en la
sección de mantenimiento antes de tocar parte alguna.

OM-242 482 Página 2
PARTES CALIENTES pueden causar
quemaduras graves.
D No toque las partes calientes con la mano sin
guante.
D Permita que haya un período de enfriamiento
antes de trabajar en la máquina.
D Para manejar partes calientes, use herramientas apropiadas y/o
póngase guantes pesados, con aislamiento para solar y ropa
para prevenir quemaduras.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
D Mantenga su cabeza fuera del humo. No respi-
re el humo.
HUMO y GASES pueden ser peligrosos.
D Si está adentro, ventile el área y/o use ventilación local forzada an-
te el arco para quitar el humo y gases de soldadura.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea y entienda las Hojas de Datos sobre Seguridad de Material
(MSDS’s) y las instrucciones del fabricante con respecto a metales,
consumibles, recubrimientos, limpiadores y desengrasadores.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pueden
desplazar el aire y bajar el nivel de oxígeno causando daño a la
salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvaniza-
do, plomo, o acero con recubrimiento de cadmio a no ser que se ha
quitado el recubrimiento del área de soldar, el área esté bien venti-
lada y mientras esté usando un respirador con fuente de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
LOS RAYOS DEL ARCO pueden
quemar sus ojos y piel.
D Use una careta de soldar aprobada que tenga un matiz apropiado de
lente-filtro para proteger su cara y ojos mientras esté soldando o mi-
rando (véase los estándares de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección lateral.
D Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
D Use ropa protectiva hecha de un material durable, resistente a la
llama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objetos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o ex-
plosión.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
D No suelde donde las chispas pueden impactar material inflamable.
D Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras
o aperturas en áreas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No suelde en receptáculos cerrados como tanques o tambores
o tubería, a no ser que hayan estado preparados apropiadamente
de acuerdo al AWS F4.1 (véase las precauciones de los estánda-
res de seguridad).
D No suelde donde la atmósfera pudiera contener polvo inflamable,
gas, o vapores de líquidos (como gasolina).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
D Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
D Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
D Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51B
para trabajo caliente y tenga una persona para cuidar fuegos y un
extinguidor cerca.
METAL QUE VUELA o TIERRA puede le-
sionar los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
D Cierre el gas protectivo cuando no lo use.
D Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.
Los CAMPOS MAGNÉTICOS pueden
afectar aparatos médicos implantados.
D Personas que usen marcadores de paso y
otros aparatos médicos implantados deben
mantenerse lejos.
D Las personas que usen aparatos médicos implantados debe-
rían consultar su médico y el fabricante del aparato antes de
acercarse a soldadura por arco, soldadura de punto, el ranurar,
corte por plasma, u operaciones de calentar por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.

OM-242 482 Página 3
LOS CILINDROS pueden estallar si
están averiados.
Los cilindros que contienen gas protectivo tienen
este gas a alta presión. Si están averiados los
cilindros pueden estallar. Como los cilindros son
normalmente parte del proceso de soldadura, sie
pre trátelos con cuidado.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún cilindro.
D Nunca suelde en un cilindro de presión − una explosión resultará.
D Use solamente gas protectivo correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buena condición.
D Siempre mantenga su cara lejos de la salida de una válvula cuan-
do esté operando la válvula de cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Use el equipo correcto, procedimientos correctos, y suficiente nú-
mero de personas para levantar y mover los cilindros.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P−1 que están enlistados en los Estándares de
Seguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos inflama-
bles.
D No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
UNA UNIDAD QUE CAE puede causar
heridas.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
D Use equipo de capacidad adecuada para le-
vantar la unidad.
D Si usa montacargas para mover la unidad, asegúrese que las
puntas del montacargas sean lo suficientemente largas para ex-
tenderse más allá del lado opuesto de la unidad.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
D Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca la corriente o ciclo de trabajo antes de
soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
CHISPAS QUE VUELAN pueden
causar lesiones.
D Use un resguardo para la cara para proteger
los ojos y la cara.
D De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
D Las chispas pueden causar fuego − mantenga los inflamables
lejos.
ESTÁTICA (ESD) puede dañar las ta-
blillas impresas de circuito.
D Ponga los tirantes aterrizados de muñeca AN-
TES de tocar las tablillas o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
PARTES QUE SE MUEVEN pueden le-
sionar.
D Aléjese de toda parte en movimiento.
D Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
El ALAMBRE de SOLDAR puede cau-
sarle heridas.
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.
PARTES QUE SE MUEVEN pueden le-
sionar.
D Aléjese de toda parte en movimiento, tal como
los ventiladores.
D Mantenga todas las puertas, paneles, tapas y
guardas cerrados y en su lugar.
D Consiga que sólo personas cualificadas quiten puertas, pane-
les, tapas, o resguardos para dar mantenimiento como fuera ne-
cesario.
D Reinstale puertas, tapas, o resguardos cuando se acabe de dar
mantenimiento y antes de reconectar la potencia de entrada.
LEA LAS INTRUCCIONES.
D Lea el Manual del Dueño antes de usar o dar
servicio a la unidad.
D Use solamente partes genuinas del fabricante.

OM-242 482 Página 4
RADIACIÓN de ALTA FRECUENCIA
puede causar interferencia.
D Radiación de alta frecuencia (H.F., en inglés)
puede interferir con navegación de radio, servi-
cios de seguridad, computadoras y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas
con equipos electrónicas instala el equipo.
D El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instala-
ción.
D Si la FCC (Comisión Federal de Comunicación) le notifica que
hay interferencia, deje de usar el equipo de inmediato.
D Asegure que la instalación recibe chequeo y mantenimiento re-
gular.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y haga tierra y proteja contra
corriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea elec-
tro-magnéticamente compatible.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuera posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el esta-
do de California por causar defectos al feto y en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California No. 25249.5 y lo que sigue)
Los postes de la batería, los terminales y los accesorios rela-
cionados contienen plomo y compuestos de plomo que son
químicos, conocidos por el estado de California, como capa-
ces de causar cáncer, defectos de nacimiento y otros daños
al sistema reproductor. Lávese las manos después de mani-
pularlos.
Para un motor de gasóleo:
Los gases del escape de un motor de gasóleo contienen
químicos, conocidos por el estado de California, como ca-
paces de causar cáncer, defectos de nacimiento y otros
daños al sistema reproductor.
Para un motor de diesel:
El humo que despide un motor de gasoil y alguno de sus
constituyentes se reconocen en el estado de California que
pueden causar cáncer, defectos al feto, y otros daños al siste-
ma reproductor.
1-5. Estándares principales de seguridad
Seguridad en Soldar, Cortar y Procesos Asociados, estándar ANSI
Z49-1, de los Documentos de Ingeniería Global (teléfono
1-877-413-5184. red mundial: www.global.ihs.com).
Prácticas de Seguridad Recomendadas para la Preparación de soldar
y corte de contenedores y tuberías,American Welding Society Stan-
dard AWS F4.1, de los Documentos de Ingeniería Global (teléfono:
1-877-413-5184, red mundial: www.global.ihs.com).
Código Nacional Eléctrico, NFPA estándar 70, de la Asociación Nacio-
nal de Protección de Fuego, Quincy, Ma 02269−9101 (teléfono:
617−770−3000, red mundial: www.nfpa.org and www. sparky.org).
El manejo seguro de gases comprimidos en cilindros, pamfleto CGA
P-1, de la Compressed Gas Association, 4221 Walney Road, 5th Floor,
Chantilly, VA 20151 (teléfono: 703−788−2700, red mundial: www.cga-
net.com).
Código para seguridad en cortar y soldar, estándar CSA W117.2, de la
Canadian Standards Association, ventas estándares, 5060 Mississau-
ga, Ontario, Canada L4W 5NS. (teléfono: 800−463−6727 o en Toronto
416−747−4044, website: www.csa−international.org).
Práctica de seguridad para la protección de ojos y cara en ocupación
y educación, estándar ANSI Z87.1 del Instituto Americano Nacional de
Estándar, 11 West 43rd Street, New York, NY 10036−8002 (teléfono:
212−642−4900, red mundial: www.ansi.org).
El Estándar para Prevención de Fuegos durante la soldadura, corte, y
otros trabajos calientes, estándar NFPA 51B de la Asociación de Pro-
tección del Fuego, P.O. Box 9101, Quincy, MA 02269−9101 (teléfono:
617−770−3000, red mundial: www.nfpa.org).
Estándares de seguridad y salud, OSHA 29 CFR 1910, Subpart Q, y
Part 1926, Subpart J, del U.S. Government Printing Office, Superinten-
dent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(existe 10 oficinas regionales−−teléfono para región 5, Chicago,
312−353−2220, red mundial: www.osha.gov).
1-6. Información del EMF
Consideración acerca de Soldadura y los Efectos de Campos Eléctri-
cos y Magnéticos de Baja Frecuencia
La corriente de soldadura cuando fluye por los cables de soldadura
causará campos electromagnéticos. Ha habido una precupación acer-
ca de estos campos. Sin embargo, después de examinar más de 500
estudios sobre el transcurso de 17 años, un comité especial del Natio-
nal Research Council concluyo que:
“La evidencia, en el juicio del comité, no ha demostrado que la exposi-
ción a campos de frecuencia de potencia eléctrica y magnéticos es un
peligro para la salud humana”. Sin embargo, todavía hay estudios que
están haciéndose y la evidencia continua siendo examinada. Hasta que
se lleguen a hacer las conclusiones finales de esta investigación, usted
debería preferir minimizar su exposición a los campos electromagnéti-
cos cuando esté soldando o cortando.
Para reducir los campos magnéticos en el área de trabajo, úsese los
siguientes procedimientos:
1. Mantenga los cables lo más juntos posible, trenzándolos o pe-
gándolos con cinta pegajosa o use una cubierta de cable.
2. Ponga los cables a un lado y apartado del operador.
3. No envuelva o cuelgue cables sobre el cuerpo.
4. Mantenga las fuentes de poder de soldadura y los cables lo más
lejos que sea práctico.
5. Conecte la grampa de tierra en la pieza que esté trabajando lo
más cerca posible de la suelda.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-242 482 Página 5
SECCIÓN 2 − DEFINICIONES
2-1. Definiciones de la etiqueta de advertencia
1 Una descarga eléctrica puede
matarlo.
1.1 Use guantes aislantes secos. No
toque el electrodo con la mano
desnuda. No use guantes mojados o
deteriorados.
1.2 Protéjase del golpe eléctrico aislándo-
se usted mismo del trabajo y la tierra.
1.3 Desconecte enchufe de la entrada o la
potencia de entrada antes de trabajar
en la máquina.
2 El respirar vapores y humos pueden
ser peligrosos para su salud.
2.1 Mantenga su cabeza fuera del humo y
los gases.
2.2 Use ventilación forzada o algún tipo de
extracción de humo.
2.3 Use ventilación para sacar el humo y
gases.
3 Chispas de la soldadura pueden
causar explosión o fuego.
3.1 Mantenga materiales inflamables le-
jos de la soldadura. No suelde cerca
de materiales inflamables.
3.2 Las chispas de soldadura pueden
causar fuegos. Tenga un extinguidor
de fuego cercano y tenga una persona
vigilando que esté lista a usarlo.
3.3 No suelde en tambores o en otros re-
ceptáculos cerrados.
4 Los rayos del arco pueden quemar los
ojos y lesionar la piel.
4.1 Use anteojos y casco de seguridad.
Use protección para los oídos y abotó-
nese el cuello de la camisa. Use care-
ta de soldadura con un lente de protec-
ción correcta. Use protección de cuer-
po completo.
5 Entrénese y lea las instrucciones an-
tes de trabajar en la máquina o soldar.
6 No quite o ponga pintura sobre esta
etiqueta.
228954-A
A
slg
k
s;dglk
A
sl
dh
f
sgkds;lg
k
s;ldfg
k
s;dg
lk
A
k
s;dglk
S
;ldkgsldgksd
lk
s;ldfgk s;dglk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
?
1 1.21.1
1.3
3
2
3.1
2.1
3.2 3.3
2.3
4 4.1
2.2
5
6
¡Advertencia!, ¡Cuidado! Hay peligros
posibles como lo muestran los símbolos.
Rodillos de alimentación
pueden lesionar los dedos.
El alambre de soldar y las piezas que lo
impulsan están al voltaje de soldar
durante la operación. Mantenga manos y
objetos metálicos alejados.
228 954-A

OM-242 482 Página 6
2-2. Etiqueta de capacidades del fabricante para los productos CE
225 625-A
. Para ubicación de la etiqueta vea
la Sección 4-5.
2-3. Símbolos y definiciones
. Algunos símbolos se encuentran en los productos CE.
Salida
A
Amperios
V
Voltios
Corriente directa
(CD)
X
Ciclo de trabajo
Alimentación de
alambre
Por ciento
IP
Grado
de protección
Entrada
Avance lentamente
hacia la pieza de
trabajo
Purgue por gas Rápido
Corriente
Constante
Disyuntor
de circuito
Voltaje Constante Lento
Sostén del gatillo
apagado
Sostén del gatillo
encendido
I
2
Corriente de solda-
dura nominal
Incremente
Lea instrucciones
U
1
Voltaje primario
U
2
Voltaje de carga
convencional
Trabado
I
1
Corriente primaria Secuencia Programa Proceso
Tipo de alambre Tipo de gas Control de arco Tiempo
Control de arco Sostén del gatillo
Indicador luminoso
de que el Sostén
del Gatillo está
encendido
Indicador luminoso
de que el Sostén
del Gatillo está
apagado
Monofásica Trifásica Conexión a la línea Incremente
2-4. Etiqueta WEEE
No deseche este producto con la
basura general.
Reuse o recicle desechos de equi-
po eléctrico o electrónico (iniciales
en inglés WEEE) disponiendo en
un lugar designado para colectarlo.
Póngase en contacto con su oficina
de reciclamiento local o su distribui-
dor local para más información.

OM-242 482 Página 7
SECCIÓN 3 − INTRODUCCIÓN
3-1. Especificaciones
Tipo de potencia
de entrada
Tipo de fuente de
poder para soldar
Gama de velocidad de
alimentación de alambre
Gama de diámetro
del alambre
Dimensiones Peso
40 Voltios CD
10 amperios
Series Axcess Estándar: 40 hasta
1400 pulg./min.(1,0 a 35,6 mpm)
0,35 a 1/16 pulg.
(0,8 a 1,6 mm)
Peso máximo del
carrete: 60 lbs. (27 kg)
Largo: 7 pulg.
(178 mm)
Ancho: 7 pulg.
(178 mm)
Alto: 12 pulg.
(305 mm)
11 lbs.
(5 kg)
SECCIÓN 4 − INSTALACIÓN
4-1. Patrón de huecos en la placa de montaje
Ref. 200 553-A
4 pulg.
(102 mm)
1- 3/4 pulg.
(44 mm)
3 pulg.
(76 mm)
1- 3/4 pulg.
(44 mm)
7/32 pulg. (5,6 mms) Diá.
(4 huecos)

OM-242 482 Página 8
4-2. Instalación del juego aislador
804 165-A
! Apague y desconecte la fuer-
za de entrada.
1 Control ROI
2 Placa de aislamiento
3 Placa de montaje
4 Tornillos (4) 1/4−20x3/4 pulg.
5 Arandela lateral de nilón (4)
6 Arandela plana de 3/8 pulg.
(4)
Ponga la placa de aislamiento entre
la base ROI y la superficie metálica
de montar.
Ponga la arandela lateral de nilón
sobre el tornillo.
Ponga la arandela plana sobre la
arandela lateral.
Inserte el ensamblaje de herrajes a
través del hueco en la base metáli-
ca de montar, el aislador y dentro de
la base ROI (4 ubicaciones).
Apriete los herrajes para sostener
bien al control.
1
2
3
4
5
6
1/2 pulg.
Herramientas necesarias:

OM-242 482 Página 9
Ref. 803 697-E
Se muestra la instalación típica de
la Swingarc sin embargo, es pos-
ible varias instalaciones según su
aplicación.
1 Interface remota del operario
2 Conjunto para girar de la
Swingarc
3 Brazo o aguilón
4 Montaje de alimentación de
alambre AA40G
5 Trigger Cable
4-3. Instalación de Interface remoto del operario e impulsador del alambre
1
2
3
4
5
5
803 698-E
1 Fuente de poder de soldadura
2 Alimentador de alambre
3 Cilindro de gas
4 Manguera de gas
5 Cable e alimentación de la red
6 Cable negativo (−) de soldar
7 Pieza de Trabajo
8 Alambre para percibir voltaje
(opcional)
. El alambre de percepción posi-
tiva (+) está contenido dentro
del cable del motor.
9 Cable positivo (+) de soldar
10 Cable del Motor
11 Trigger Cable
4-4. Diagrama de conexión
1
2
3
4
5
7
8
9
6
10
11
11

OM-242 482 Página 10
4-5. Conexiones del panel trasero
Ref. 803 503-A
1 Receptáculo de la red de
9 patillas
2 Control del Motor/Receptáculo
de la válvula de gas protector
3 Ubicación de la etiqueta de
capacidades
1
2
3
4-6. Información del Receptáculo Remoto de 9 patillas
REMOTO 9
Patillas Información sobre las patillas
A
B
I
C
H
D
G
E
F
A Condensador C1 a tierra
B Protección
C Percepción de voltios
D Red de control del área (Can en inglés) baja
E Red de control del área (Can en inglés) alta
F Común de +24 voltios cd
G +24 voltios cd
H Voltaje del motor +40 voltios de cd común
I Voltaje del motor +40 voltios cd
4-7. Tabla de recomendación de antorchas
Proceso Antorcha
GMAW − Alambres duros
o tubulares
Antorchas enfriadas por aire
de 400, 500, y 600 Amps.
GMAW − Pulso Antorchas enfriadas por agua

OM-242 482 Página 11
4-8. Pantalla de la fuente de poder al encenderla
1 Pantalla superior
2 Pantalla inferior
2
1
Fuente de poder
Pantalla inferior
Axcess
300/450/675
10 44
DTEC
V
t
A
219 711-A
Fijación del proceso
Ajuste Fijación del alimentador
Gama de Voltaje
Pantalla superior
Neto Wait (Espere)
APAGADO
Axcs
4-9. Opciones del interruptor de Dual Schedule (doble programación)
1 Maint 2P (interruptor mantenido-contacto
de 2 polos)
DSS-9M Parte# 041 793
1
11
22
3A
4B
DSS-9M

OM-242 482 Página 12
SECCIÓN 5 − OPERACIÓN
5-1. Definiciones operacionales
Lo que sigue es una lista de términos y sus definiciones y cómo aplican a la unidad de interface en el alimentador de
alambre.
Términos generales:
Ajuste de arco Es el término que se usa para representar la longitud del arco en programas de pulso. Incrementando
el Ajuste de arco aumenta el largo real del arco. De la misma manera, reduciendo el Ajuste de arco
se acorta el largo del arco. Al Ajuste de arco le reemplazan los voltios en programas de MIG.
Sostén del gatillo La selección del Control del Gatillo permite activar la funciones del gatillo como DS, TH, 4T, TDS, y
TPS.
DS (Dual Schedule)
(doble programa)
“Dual Schedule” permite la selección de un par de programas que pueden usarse juntos.
TH (sostén del gatillo) El “sostén del gatillo” (Trigger Hold) permite al operador alimentar el alambre de soldar sin oprimir
continuamente el gatillo de la antorcha. Para usar “Trigger hold” oprima el gatillo momentáneamente
lo cual permite que el alambre alimente hasta que se vuelva a oprimir el gatillo momentáneamente
otra vez.
4T 4T permite al operador a seleccionar entre parámetros de soldar y parámetros de cráter usando el
gatillo de la antorcha. Se debe fijar por lo menos 0,2 segundos para hacer operacional a esta función.
Si se suelta el gatillo durante la suelda, la unidad se va a “trigger hold”, entonces oprimiendo y
sosteniendo el gatillo otra vez, causa que la unidad se quede en cráter hasta que se suelte el gatillo y
el tiempo del cráter termine.
TDS (Programa doble con gatillo) TDS permite al operario seleccionar entre un par de programas de soldar usando el gatillo de la
antorcha. En el modo TDS el oprimir momentáneamente el gatillo de la antorcha permite al operario
ciclar entre un par de programas preseleccionados.
TPS (Programa múltiple del gatillo) TPS permite al operario seleccionar programas de soldar usando el gatillo del la antorcha. En el
modo TPS, el oprimir momentáneamente el gatillo de la antorcha permite al operario ciclar a través
de preseleccionados hasta un total de 8 programas.
Programa Ocho muescas activas para varios procesos, tipo de alambre y parámetros.
Proceso Una selección hecha para MIG, Pulso, Accu-pulse (pulso exacto), y RMD (optativo).
MIG Proceso de soldadura CV con fijaciones individuales de voltaje y velocidad de alambre.
Pulso Programa de pulso convencional que usa pico, de respaldo, ancho de pulso, frecuencia y voltaje pico
como datos dados en fábrica. Se controla método adaptivo por ajuste de frecuencia.
Pulso exacto (Accu-pulse) Proceso de pulso que usa incremento o disminución de corriente constante con control de voltaje
constante de picos y respaldos. La reacción adaptadora se controla con niveles pico y mínimo de
corriente. Los beneficios son: tamaño de arco más corto, mejor control de charcos, más tolerancia de
variación de distancia de punta al trabajo, menos ruido, arco que no vaga, dejar que la soldadura
llene puntos bajos, aumentando velocidad de movimiento y depósito y más tolerancia a
imperfecciones y brechas.
Accuspeed Proceso de pulso CV diseñado para avance de alta velocidad. Se usa típicamente en aplicaciones
robóticas. El arco está diseñado para ser apretado y rápido. La pantalla del panel frontal muestra
ACCU − SPED.
AccuCurve Proceso de pulso CV usando una forma de onda de pulso con curvas modificadas en lugares particu-
lares dentro de la forma de la onda. Tiene un cambio definitivo de características del arco. La pantalla
en el panel frontal muestra ACCU − CURV.
RMD (opcional) RMD se refiere a depósito regulado de metal. Es una transferencia de cortocircuito controlada con
precisión. Los beneficios de RMD van bien con materiales delgados, mejora el relleno de brechas y
reduce salpicaduras. Acalora menos la obra, minimiza la distorsión y permite usar alambre de mayor
diámetro en materiales delgados.
Tipo de alambre Selección de tipo de alambre por aleación y clasificación.
Tipo de gas Selección de gas protector que se usa en la aplicación.
Fijación del proceso Selección de procedimiento para ingresar programa.
Cargar programa Entra la información sobre el programa seleccionado en la muesca del programa.
Voltios Prefijar voltaje en modo MIG en ralentí, voltaje real al soldar y 3 segundos de valor de espera al final
de la soldadura.
Tiempo Indica valores de tiempo que se fijan para funciones temporizadas (por ej. Preflujo, postflujo, sólo
disponibles en modos de Arco “On” y entrada análoga o en modos de Arco “On” y no entrada análoga).
Largo del arco Distancia del final del electrodo de alambre a la obra.
WFS Término usado para representar velocidad de alimentación de alambre. En modo MIG la fijación de
alimentación de alambre es independiente de la fijación del voltaje. “Accu-pulse” y RMD (opcional)
que ajustan velocidad de alimentación de alambre aumentan nivel de potencia en electrodo de
alambre (control con una perilla).
Amps Indica amperaje promedio al soldar y 3 segundos de valor de espera al final de la soldadura.

OM-242 482 Página 13
Términos generales:
Control de arco Permite la fijación de inductancia en el modo MIG. En los modos pulso y “Accu-pulse” este ajuste
cambia el cono del arco al ajustar los datos de pulso preprogramados en la fábrica. En RMD
(optativo) este control afectará el arco casi de la misma manera que la inductancia.
Inductancia En soldadura (GMAW) de corto circuito, un incremento en la inductancia disminuirá el número de
transferencia de metal de corto circuito por segundo (mientras no se hagan otros cambios) e
incrementarán el tiempo del arco encendido. El incremento en el tiempo del arco encendido hace
más fluido el charco de la soldadura.
Adjust La perilla de control se usa para cambiar o fijar parámetros y funciones.
Secuencia Escoger Secuencia permite fijar tiempo de preflujo, arranque, cráter y postflujo y parámetros.
Preflujo Fijar un valor de tiempo para flujo de gas antes de inicio de arco.
Arranque (marcha) Provee ajuste de voltaje/arco, tasa de alimentación de alambre y valor de tiempo para arranques
de arco modificado (sólo se puede ajustar con software optativo PDA con Manejo de
Archivo/WaveWriter).
Cráter Permite fijar voltaje/ajuste de arco, tasa de alimentación de alambre y valor de tiempo para finales
de arco.
Posflujo Fijar un valor de tiempo para flujo de gas después de final de arco.
Fijación del alimentador Permite selección de Secuencia y funciones del gatillo.
Envuelve automáticamente
(Auto Thread)
Método de alimentación lenta (“jog”) de alambre sin sostener “jog” o interruptor de gatillo. Si se
oprime a la vez “Jog” y “Retract” (retraer) esto alimentará alambre automáticamente. La fijación dada
es 192 a una tasa de alimentación de 700 pulg./min. (se puede cambiar estos valores con software
de Manejo de Archivo/WaveWriter. Si se oprime “jog”, “purge” o el interruptor de gatillo, se terminará
la característica de envolvimiento automático.
5-2. Interruptor de potencia
1 Interruptor de potencia
803 694-A
1


OM-242 482 Página 15
5-4. Botón de oprimir para el programa
1
3
2
1 Pantalla del programa
Aparece el número del programa
que está activo.
2 Botón de oprimir para el programa
3 Indicador luminoso (LED) del
botón luminoso del programa
El indicador luminoso (LED) se
enciende para indicar que los
programas pueden cambiarse
usando la perilla de ajustar (Adjust).
Momentáneamente oprima el botón
para iluminar el LED. Para cambiar
el número del programa, dé vuelta a
la perilla “Adjust” para seleccionar
uno de los ocho programas.
Oprimiendo y sosteniendo el botón
de oprimir exhibirá el tamaño actual
del alambre, el tipo del alambre y el
proceso.
Para retornar a las fijaciones de la
fábrica apague la fuente de poder
por 10 segundos. Oprima y
sostenga el botón al encender,
espere hasta que la pantalla
superior muestre RST y la pantalla
inferior muestre NO antes de soltar
el botón. El LED del botón de fijar el
alimentador comenzará a
parpadear. Dé vuelta al botón
“adjust” para cambiar la pantalla
inferior a que muestre YES (Sí)
entonces oprima el botón de fijar el
alimentador para confirmar la
selección. La pantalla superior
mostrará CYCL y la pantalla inferior
mostrará PWR. Apague la fuente de
poder por 10 segundos, entonces
vuelva a encenderla.
5-5. Pantalla superior
2
1
4
3
1 Pantalla superior
La pantalla superior al descanso (sin soldar)
muestra los voltios prefijados con selección
de proceso de MIG o “Arc Adjust” (ajuste de
arco) para todos los otros procesos. Cuando
se suelda, la pantalla muestra el voltaje
actual. La pantalla mostrará el voltaje actual
por aproximadamente 3 segundos después
de que se haya dejado de soldar antes de
retornar al valor prefijado.
2 Botón de oprimir de la pantalla superior
Oprima el botón para iluminar el indicador
luminoso y permita la cambiante información
de la pantalla.
3 Indicador luminoso del botón de oprimir
de la pantalla superior.
El indicador del botón de oprimir de la pantalla
superior se ilumina para indicar que la
información exhibida puede ser cambiada por
la perilla de ajustar (Adjust).
4 LED de voltios
Indica que el valor del voltaje se exhibe, el
voltaje prefijado en MIG cuando no se suelda
y el voltaje actual mientras de suelda.
5 LED de ajustar el arco
Indica que el valor exhibido es el valor del
largo del arco cuando el proceso es Pulso,
Accu-pulse, o RMD (opcional).
. Cualquier momento mientras se suelda,
la pantalla permite el ajuste del voltaje de
soldar o los valores prefijados de ajuste
del arco. Se muestra el valor prefijado
mientras se dé vuelta a la perilla y
regresará a mostrar el valor actual
cuando se haya completado el ajuste.
Para activar Ranura por carbón−aire (CAC)
oprima y sostenga oprimido el botón de la
pantalla superior cuando encienda. CAC apa-
recerá en la pantalla superior y NO aparecerá
en la pantalla inferior. Dé vuelta a la perilla de
ajustar a YES (sí) en la pantalla inferior y opri-
ma el botón parpadeando de fijar el alimenta-
dor. CYCL aparecerá en la pantalla superior y
PWR en la pantalla inferior. Apague y luego
vuelva a encender la fuente de poder para ha-
bilitar la selección del proceso de ranura por
carbón−aire.
V
5

OM-242 482 Página 16
5-6. Pantalla inferior
1 Pantalla inferior
La pantalla inferior muestra WFS (las letras en
ingles para velocidad de alimentación del
alambre), AMPS (amperaje), ARC CTL
(control del arco), o Tiempo. El alimentador
sólo muestra la velocidad prefijada de
alimentación cuando no se está soldando.
Mientras se suelda, se mostrará el amperaje
promedio. La pantalla inferior muestra el
tiempo de secuencia de soldar cuando el
indicador luminoso de Tiempo está iluminado.
2 Indicador luminoso (LED) de la
velocidad de alimentación del alambre
(WFS en inglés)
El LED se ilumina para indicar que el valor
prefijado de velocidad de alimentación es lo
que se está mostrando, y puede ajustarse
usando la perilla “Adjust” (De ajustar).
3 LED de Amps.
El LED se ilumina para indicar que se está
mostrando el amperaje promedio mientras se
suelda y por 3 segundos adicionales después
de que se ha terminado de soldar. El amperaje
tiene que estar encima de un valor mínimo de
25 amperios para que funcione esta
operación.
4 LED de Arc Ctl (Control de arco)
El LED se ilumina para indicar que inductancia
(MIG) ó ARC [Pulse, Accu-pulse, ó RMD
(opcional] es lo que se está mostrando, y éste
puede ajustarse usando la perilla “Adjust”.
5 LED de tiempo
El LED se ilumina para indicar que se está
mostrando un valor de tiempo para una
función de secuencia y que se la puede ajustar
usando la perilla “Adjust”.
6 Botón de oprimir de la pantalla inferior
7 Indicador luminoso (LED) del botón de
oprimir para la pantalla inferior
Al oprimir este botón se ilumina el LED y se
selecciona WFS ó un valor Arc Ctl para
cambiarse usando la perilla “Adjust”.
Para seleccionar Arc Ctl, oprímase y
sosténgase el botón de la pantalla inferior por
2 segundos. La pantalla superior mostrará ya
sea, INDU para un programa MIG, ó ARC para
Pulso, Accu-pulse, ó RMD (opcional). Para
salir de Arc Ctl ó INDU, ya sea, oprímase el
botón de la pantalla superior u oprímase y
sosténgase el botón de la pantalla inferior por
2 segundos.
Cuando están iluminados ambos, el LED de la
pantalla inferior y el LED de WFS, es posible
cambiar el WFS mientras se suelda usando la
perilla de ajustar “Adjust”. El valor en la
pantalla se cambiará momentáneamente para
mostrar la velocidad prefijada de alimentación
del alambre mientras se da vuelta la perilla
“Adjust” y se volverá al valor actual cuando se
haya completado la fijación.
Cuando se ilumina el LED de Arc Ctl, es
posible cambiar los valores mientras se
suelda usando la perilla de ajustar. Para volver
a los valores actuales de la pantalla, salga de
la pantalla Ctl.
. El botón de la pantalla inferior tiene
funciones adicionales cuando se entra las
funciones de secuencia y de control del
gatillo. (vea la Sección 5-7).
6
7
t
A
1
3
2
4
5
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































Miller ROI (REMOTE OPERATOR INTERFACE) IEC Manuel utilisateur
- Taper
- Manuel utilisateur
dans d''autres langues
Documents connexes
Autres documents
-
Lincoln Electric Ranger 10,000 Manuel utilisateur
-
-
-
-
-
Stayer S100.25B Operating Instructions Manual
-