Lincoln Electric POWER MIG 216 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

NOTES
OPERATORʼS MANUAL
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

A-1
A-1
INSTALLATION
Input Ampere Power Cord
Input Voltage/ Fuse or Breaker Rating On
Frequency (Hz) Size (Super Lag) Nameplate
(30% Duty Cycle)
208/60 50 40A 50 Amp, 250V
230/60 50 36A Three Prong Plug
220/50 50 37A (NEMA) Type 6-50P)
TECHNICAL SPECIFICATIONS – POWER MIG® 216
INPUT – SINGLE PHASE ONLY
RATED OUTPUT
OUTPUT
RECOMMENDED INPUT WIRE AND FUSE SIZES
Height Width Depth Weight
With Coil Claw™ Without Coil Claw™
With Gun and Cable Without Gun and Cable
and Work Cable and Work Cable
32.56 in. 20.12 in. 19.15 in. 39.92 in. 215.5 Ibs. 206.5 lbs.
827 mm 512 mm 487 mm 1014 mm 97.8 kg. 93.7 kg.
PHYSICAL DIMENSIONS
Wire Speed 50 – 700 IPM (1.27 – 17.8 m/minute)
WIRE SPEED RANGE
Standard Voltage/Phase/Frequency
Input Current @ 170 Amp Rated Output Input Current @ 216 Amp Rated Output
208/230/1/60 Hz 33/29 Amps 40/36 Amps
220/1/50 Hz 30 Amps 37 Amps
Duty Cycle Amps Volts at Rated Amperes
30% 216 Amps 22 Volts
40% 190 Amps 23 Volts
60% 170 Amps 24
* Volts
Welding Current Range Maximum Open Circuit Voltage Welding Voltage Range
30 – 250Amps 36 Volts 13-24 Volts
POWER MIG® 216
TEMPERATURE RANGES
STORAGE TEMPERATURE RANGE
-40°F to 185°F(-40°C to +40°C)
OPERATING TEMPERATURE RANGE
-4°F to 104°F(-20°C to +40°C)
* 23 Volts at 50 Hz.
OPERATORʼS MANUAL
La page est en cours de chargement...

3. The 208/230 volts 50/60 Hz model POWER MIG is
shipped with a 10ft.(3.0m) input cable and plug
connected to the welder.
4. Have a qualified electrician connect a receptacle
(Customer Supplied) or cable to the input power
lines and the system ground per the U.S. National
Electrical Code and any applicable local codes.
A-3 A-3
INSTALLATION
DIAGRAMME DE CONNEXION DE L’ALIMENTATION D’ENTRÉE
DIAGRAMA DE CONEXION DE LA FUENTE DE ENTRADA
INPUT SUPPLY CONNECTION DIAGRAM
Disconnect input power before inspecting
or servicing machine.
Do not operate with covers removed.
Do not touch electrically live parts.
Only qualified persons should install, use, or service this equipment.
Install and Ground machine per National Electrical Code and local codes. Use Grounding Stud or Lug inside.
Consult instruction manual before installing or operating.
Desconecte elcable de alimentación antes de iniciar caulquier inspeccion ó servicio.
No opere la máquina con las cubiertas removidas.
No toque las partes elécticas vivas.
Instale y aterrice la máquina de acuerdo a las normas eléctricas locales y nacionales. Use el Tornillo de
Tierra de la máquina.
Únicamente personal calificado debe instalar
, utilizar ó dar servicio a éste equipo.
Antes de instaler u poerar éste equipo consulte el Manual de Intruccion.
Débrancher l’alimentation d’entrée avant de réaliser l’inspection ou l’entretien de la machine.
Ne pas faire fonctionner sans les couvercles.
Consulter le Manuel d’Instructions avant d’installer ou de faire fonctionner la machine.
Conecte cable selector
para el voltage de
alimentacion deseado.
Connect leads for
desired voltage range
RECONNECT
RECONEXION
REBRANCHER
Connecter les câbles
pour obtenir la tension
désirée.
INPUT
ALIMENTACION
ENTRÉE
MONOPHASE
MONOFASICO
SINGLE PHASE
WARNING ADVERTISSEMENT ADVERTENCIA
Use CU wire only .
Seules des personnes qualifiées peuvent installer
, utiliser ou réaliser l’entretien de cet appareil.
Utiliser uniquement du fil CU.
Ne pas toucher les pièces sous alimentation électrique.
Installer et mettre la machine à la terre conformément au Code Électrique National et aux réglementations locales.
Utiliser une Borne ou un Ergot de Terre à l’intérieur.
Use solo cable con alambre de cobre.
ELECTRIC SHOCK can kill
DESCARGAS ELECTRICAS pueden matar
LES CHOCS ÉLECTRIQUES peuvent être mortels
FIGURE A.1 — Dual Voltage Machine Input Connections
OUTPUT POLARITY CONNECTIONS
The welder, as shipped from the factory, is connected
for electrode positive (+) polarity. This is the normal
polarity for GMAW.
If negative (–) polarity is required, interchange the
connection of the two cables located in the wire drive
compartment near the front panel. The electrode
cable, which is attached to the wire drive, is to be con-
nected to the negative (–) labeled terminal and the
work lead, which is attached to the work clamp, is to
be connected to the positive (+) labeled terminal.
POWER MIG® 216
OPERATORʼS MANUAL
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

D-3
D-3
MAINTENANCE
GUN HANDLE DISASSEMBLY
The internal parts of the gun handle may be
inspected or serviced if necessary.
The gun handle consists of two halves that are
held together with a collar on each end. To
open up the handle, turn the collars approxi-
mately 60 degrees counterclockwise (the same
direction as removing a right hand thread) until
the collar reaches a stop. Then pull the collar
off the gun handle. If the collars are difficult to
turn, position the gun handle against a corner,
place a screwdriver against the tab on the col-
lar and give the screwdriver a sharp blow to
turn the collar past an internal locking rib.
Counterclockwise
English Metric
Description Part No. Size Size
CABLE LINER
For 15' (4.5 m) or KP42-25-15 .025" – .030" 0.6 – 0.8 mm
shorter Cable KP42-4045-15 .035" – .045" 0.9 – 1.1 mm
KP42-4045-15 3/64" 1.2 mm
(Alum. wire) (Alum. wire)
CONTACT TIPS
Standard Duty KP14-25 .025" 0.6 mm
KP14-30 .030" 0.8 mm
KP14-35* .035" 0.9 mm
KP14-45 .045" 1.1 mm
Heavy Duty KP14H-35 .035" 0.9 mm
KP14H-45 .045" 1.1 mm
Tapered KP14T-25 .025" 0.6 mm
KP14T-30 .030" 0.8 mm
KP14T-35 .035" 0.9 mm
KP14T-45 .045" 1.1 mm
Tab (For Aluminum) KP2010-5B1 3/64" 1.2 mm
(Alum. Wire) (Alum. Wire)
GAS NOZZLES
Fixed (Flush) KP23-37F 3/8" 9.5 mm
KP23-50F* 1/2" 12.7 mm
KP23-62F 5/8" 15.9 mm
Fixed (Recessed) KP23-37 3/8" 9.5 mm
KP23-50
1/2" 12.7 mm
KP23-62 5/8" 15.9 mm
Requires: Gas
Diffuser As'bly KP52-FN * .025" – .045" 0.6 – 1.1 mm
Adjustable Slip-On KP22-50 1/2" 12.7 mm
KP22-62 5/8" 15.9 mm
Requires:
Nozzle Insulator KP32
Asʼbly
Requires:
Gas Diffuser KP52-23 .025" – .030" 0.6 – 0.8 mm
Asʼbly KP52 .035" – .045" 0.9 – 1.1 mm
Gasless Nozzle KP1947-1 Δ
(For Innershield)
GUN TUBE ASSEMBLIES
Standard (60°) KP2015-1 *
45° KP2041-1
TABLE D.2
ACCESSORIES AND EXPENDABLE REPLACEMENT PARTS
FOR MAGNUM 250L GUN AND CABLE ASSEMBLIES
* Included with POWER MIG® 216
Δ Requires KP52 Gas Diffuser Assembly.
POWER MIG® 216
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

F-1 F-1
APPLICATION CHART
Stainless
BlueMax 308 LS
(DC+)
30-40 CFH
22 ga 20 ga 18 ga 16 ga 14 ga 12 ga 10 ga
3/ 16” 1/ 4” 5/ 16” 3/ 8”
½”
.030 in .036 in .048 in .060 in .075 in .105 in .135 in .187 in .250 in .312 in .375 in .500 in
(0.8mm) (0.9mm) (1.2mm) (1.6mm) (2.0mm) (2.5mm) (3.5mm) (4.8mm) (6.4mm) (7.9mm) (9.5mm) (12.7mm)
M aterial Thickness/ Espesor de el
material/ Lépaisseur de matériel
Wire Diameter
Dia. du fil
Dia. de alambre
In.
(mm)
/
POWER M IG
2
1 6
R
/ / / / / / / / / / /
MIG
Super Arc
(DC+)
R
Gas-Shielded
Outershield 71M
UltraCore 71A75
DUAL (DC+)
R
R
Innershield
NR-211-MP
& 212
R
B / 125
A / 75
B / 125
A / 1OO
B / 150
B / 11O
C / 1 7 5
B / 130
C / 2 2 5
C / 1 8 0
D / 300
C / 2 3 0
D / 280
E / 3 3 0
B / 90 B / 120 C / 160 C / 200 D / 240
D / 280
C / 8 0
C /110 D /120 D /140
E / 1 8 0
E / 3 2 0
E / 2 0 0E / 1 6 0
C / 1 5 0
C / 1 2 5
C / 1 7 5
C / 1 4 0
C / 9 0
C / 7 5
C / 2 0 0
C / 1 7 5
C / 1 2 0
D / 90
D / 285
D / 200
D / 160
E / 4 0 0
D / 250
D / 200
D / 125
E / 3 5 0
E / 2 4 0
E / 1 5 0
F / 3 7 5
E / 2 8 0
E / 1 6 0
F / 3 2 0
E / 1 7 0
(0.6)
0.025
(0.8)0.030
0.035 (0.9)
(0.9)0.0
35
(0.8)0.030
(0.6)0.0
25
0.045 (1.1)
D /250 E /300 F /350
G / 5 0 0
D / 200
E / 3 0 0
F / 2 3 0
E / 3 0 0
G / 2 7 0
F / 350
G / 3 0 0
G / 4 7 5
75%/ 25%
Ar/ CO
2
100% CO
2
Tr i-M ix
90%/ 7.5%/ 2.5%
He/ Ar/ CO
2
(0.9)0.0
35
(1.1)
0.045
0.035 (0.9)
(1.1)0.045
(0.9)0.035
(0.8)0.030
0.035
(1.1)0.0
45
(0.9)
C / 1 8 0
D /225 D /350 E /375 E /400 F /500
G / 5 0 0
- 3/8 in.
100% CO
2
75%/ 25%
Ar/ CO
2
G / 5 0 0
G / 5 0 0
G / 350 G / 350 G / 400
D / 110
C / 1 3 0 D / 1 5 0
E /265 E /280
E / 325 F / 375
G / 4 2 5
B / 80
C / 90 C /100
B / 70
D / 130
C / 70 C / 90 D / 110 D / 130
B / 75
(DC-)
A /300 B /300 C /475
D / 485
E /575 E /575
100% Ar
3/64
(0.9)0.0
35
(1.2)
E /390 F /410
Aluminum
SuperGlaze 4043
M AGN UM SG GUN (DC+)
R
Aluminum
SuperGlaze 5356
MAGNUM SG GUN (DC+)
R
B / 425
B / 325
A / 300
B / 350
B / 300
B / 450
C / 4 7 5
C / 3 7 5
D / 485
D / 375
E / 5 7 0
E / 400
E / 570
100% Ar
100% Ar
(0.8)0.030
(0.9)0.035
3/64
3/64
(0.9)0.035
B /500 C /500 D /400 D /410 E /425
(1.2)
(1.2)
Aluminum
SuperGlaze 4043
MAGNUM 100 SG (DC+)
R
Aluminum
SuperGlaze 5356
MAGNUM 100 SG (DC+)
R
B / 475
B / 325
A / 300
B / 350
B / 325
B / 450
C / 4 7 5
C / 3 7 5
D / 485
D / 375
E / 5 7 5
E / 400
E / 575
100% Ar
100% Ar
(0.8)0.030
(0.9)0.035
(0.9)0.0
35
B /500 C /500 D /450 E /500 E /550
Aluminum
SuperGlaze 4043
MAGNUM 250 LX (DC+)
R
B / 475
B /325 B /350 B /450 C /375 D /375 E /400
100% Ar
(0.8)0.030
(0.9)0.035
3/64
B / 500 C / 500 D / 400 D / 410 E / 425
(1.2)
E /250 F /300
E /390 F /410
E /250 F /300
Aluminum
SuperGlaze 5356
MAGNUM 250 LX (DC+)
R
POWER MIG® 216
OPERATORʼS MANUAL

F-2 F-2
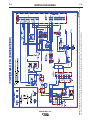
WIRING DIAGRAMS
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diagram for a particular code is pasted inside the machine on
one of the enclosure panels. If the diagram is illegible, write to the Service Department for a replacement. Give the equipment code number.
POWER MIG® 216

F-3F-3
DIMENSION PRINT
M221 79
A.01
19.15
32.56
38.58
12.00
39.92
29.73
30.43
17.47
20.12
POWER MIG® 216
OPERATORʼS MANUAL
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

NOTAS
MANUAL DE OPERACIÓN
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

A-1
A-1
INSTALACIÓN
Capacidad Nominal
Cable Eléctrico
Voltaje de Entrada/
Tamaño de Fusible de Alambre
de Amperios de Entrada
Frecuencia (Hz)
o Disyuntor (Quemado Lento)
en Placa de Identificación
(Ciclo de deber del 30%
)
208/60 50 40A 50 Amp, 250V
230/60 50 36A Enchufe de Tres Dientes
220/50 50 37A (NEMA Type 6-50P)
NOTA: Utilice Alambre de Aterrizamiento AWG #10
ESPECIFICACIONES TÉCNICAS – POWER MIG® 216
ENTRADA – MONOFÁSICA ÚNICAMENTE
SALIDA NOMINAL
SALIDA
TAMAÑOS RECOMENDADOS DE ALAMBRES DE ENTRADA Y FUSIBLES
Velocidad de Alambre 50 – 700 IPM (1.27 – 17.8 m/minuto)
RANGO DE VELOCIDAD DE ALAMBRE
Voltaje/Fase/Frecuencia Estándar
Corriente de Entrada a Salida Nominal de 170 Amps Corriente de Entrada a Salida Nominal de 216 Amps
208/230/1/60 Hz 33/29 Amps 40/36 Amps
220/1/50 Hz 30 Amps 37 Amps
Ciclo de Trabajo Amps Voltios a Amperios Nominales
30% 216 Amps 22 Voltios
40% 190 Amps 23 Voltios
60% 170 Amps 24
* Voltios
Rango de Corriente de Soldadura
Voltaje Máximo de Circuito Abierto
Rango de Voltaje de Soldadura
30 – 250Amps 35 Voltios 13-24 Voltios
POWER MIG® 216
RANGOS DE TEMPERATURA
RANGO DE TEMPERATURA DE ALMACENAMIENTO
-40°F a 185°F(-40°C a +40°C)
RANGO DE TEMPERATURA DE OPERACIÓN
-4°F a 104°F(-20°C a +40°C)
Altura Ancho Profundidad Pesot
Con la garra Sin la garra
Con el arma y el cable Sin el arma y el cableik
de la bobina de la bobina y el cable del trabajo y el cable del trabajo
32.56 in. 20.12 in. 19.15 in. 39.92 in. 215.5 Ibs. 206.5 lbs.
827 mm 512 mm 487 mm 1014 mm 97.8 kg. 93.7 kg.
DIMENSIONES FÍSICAS
* 23 Voltios at 50 Hz.
MANUAL DE OPERACIÓN
La page est en cours de chargement...

3. La POWER MIG modelo de 208/230 voltios, 50/60
Hz se envía con un cable de entrada de 3.0m (10
pies) y enchufe conectados a la soldadora.
4. Haga que un electricista calificado conecte un
receptáculo (Proporcionado por el Cliente) o cable
a las líneas de alimentación y al aterrizamiento del
sistema conforme al Código Eléctrico Nacional de
los E.U.A. y cualquier código local aplicable.
A-3 A-3
INSTALACIÓN
DIAGRAMME DE CONNEXION DE L’ALIMENTATION D’ENTRÉE
DIAGRAMA DE CONEXION DE LA FUENTE DE ENTRADA
INPUT SUPPLY CONNECTION DIAGRAM
Disconnect input power before inspecting
or servicing machine.
Do not operate with covers removed.
Do not touch electrically live parts.
Only qualified persons should install, use, or service this equipment.
Install and Ground machine per National Electrical Code and local codes. Use Grounding Stud or Lug inside.
Consult instruction manual before installing or operating.
Desconecte elcable de alimentación antes de iniciar caulquier inspeccion ó servicio.
No opere la máquina con las cubiertas removidas.
No toque las partes elécticas vivas.
Instale y aterrice la máquina de acuerdo a las normas eléctricas locales y nacionales. Use el Tornillo de
Tierra de la máquina.
Únicamente personal calificado debe instalar
, utilizar ó dar servicio a éste equipo.
Antes de instaler u poerar éste equipo consulte el Manual de Intruccion.
Débrancher l’alimentation d’entrée avant de réaliser l’inspection ou l’entretien de la machine.
Ne pas faire fonctionner sans les couvercles.
Consulter le Manuel d’Instructions avant d’installer ou de faire fonctionner la machine.
Conecte cable selector
para el voltage de
alimentacion deseado.
Connect leads for
desired voltage range
RECONNECT
RECONEXION
REBRANCHER
Connecter les câbles
pour obtenir la tension
désirée.
INPUT
ALIMENTACION
ENTRÉE
MONOPHASE
MONOFASICO
SINGLE PHASE
WARNING ADVERTISSEMENT ADVERTENCIA
Use CU wire only .
Seules des personnes qualifiées peuvent installer
, utiliser ou réaliser l’entretien de cet appareil.
Utiliser uniquement du fil CU.
Ne pas toucher les pièces sous alimentation électrique.
Installer et mettre la machine à la terre conformément au Code Électrique National et aux réglementations locales.
Utiliser une Borne ou un Ergot de Terre à l’intérieur.
Use solo cable con alambre de cobre.
ELECTRIC SHOCK can kill
DESCARGAS ELECTRICAS pueden matar
LES CHOCS ÉLECTRIQUES peuvent être mortels
FIGURA A.1 — Conexiones de Entrada para Máquinas de Voltaje Dual
CONEXIONES DE POLARIDAD DE
SALIDA
La soldadora, como se envía de fábrica, está conecta-
da para polaridad positiva (+) de electrodo. Esta es la
polaridad normal para la soldadura GMAW.
Si se requiere polaridad negativa (–), intercambie la
conexión de los dos cables localizados en el compar-
timiento del mecanismo de alimentación cerca del
panel frontal. El cable del electrodo, que está conec-
tado al mecanismo de alimentación, deberá conec-
tarse a la terminal etiquetada negativa (-) y al cable
de trabajo, que está conectado a la pinza de trabajo,
deberá conectarse a la terminal etiquetada positiva
(+).
POWER MIG® 216
MANUAL DE OPERACIÓN
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

D-3
D-3
MANTENIMIENTO
DESENSAMBLE DE LA MANIJA DE LA PISTOLA
Las partes internas de la manija de la pistola
pueden inspeccionarse o recibir servicio si es
necesario.
La manija de la pistola consiste de dos mitades
que están unidas por un collarín en cada
extremo. A fin de abrir la manija, gire los col-
larines aproximadamente 60 grados a la
izquierda (la misma dirección a seguir al
remover una rosca derecha) hasta que el col-
larín se detenga. Después, jale el collarín fuera
de la manija de la pistola. Si los collarines son
difíciles de girar, posiciones la manija de la pis-
tola contra una esquina, coloque un desatornil-
lador sobre la saliente del collarín y pegue
sobre el desatornillador para que el collarín
gire y se libere de una varilla de bloqueo inter-
no.
Tamaño Tamaño
Descripción Parte Núm. Inglés Métrico
GUIA DE ALAMBRE DE CABLE
Para cable de 4.5 m KP42-25-15 .025 – .030" 0.6 – 0.8 mm
(15') ó más corto KP42-4045-15 .035 – .045" 0.9 – 1.2 mm
KP42-4045-15 3/64" 1.2 mm
(Alambre de Aluminio)
(Alambre de Aluminio)
PUNTAS DE CONTACTO
Trabajo Estándar KP14-25 .025" 0.6 mm
KP14-30 .030" 0.8 mm
KP14-35* .035" 0.9 mm
KP14-45 .045" 1.1 mm
Trabajo Pesado KP14H-35 .035" 0.9 mm
KP14H-45 .045" 1.1 mm
Cónica KP14T-25 .025" 0.6 mm
KP14T-30 .030" 0.8 mm
KP14T-35 .035" 0.9 mm
KP14T-45 .045" 1.1 mm
Saliente (para Aluminio)
KP2010-5B1 3/64" 1.2 mm
(Alambre de Aluminio)
(Alambre de Aluminio)
TOBERAS DE GAS
Fijas (Al Ras) KP23-37F 3/8" 9.5 mm
KP23-50F* 1/2" 12.7 mm
KP23-62F 5/8" 15.9 mm
Fixed (Retraídas) KP23-37 3/8" 9.5 mm
KP23-50
1/2" 12.7 mm
KP23-62 5/8" 15.9 mm
Requiere: Gas
Ensamble del Difusor
KP52-FN * .025" – .045" 0.6 – 1.1 mm
Deslizable Ajustable
KP22-50 1/2" 12.7 mm
KP22-62 5/8" 15.9 mm
Requiere:
Ensamble de Aislador
KP32
de Tobera
Requiere:
Ensamble de Difusor
KP52-23 .025" – .030" 0.6 – 0.8 mm
de Gas KP52 .035" – .045" 0.9 – 1.1 mm
Gasless Nozzle KP1947-1 Δ
(For Innershield)
GUN TUBE ASSEMBLIES
Standard (60°) KP2015-1*
45° KP2041-1
A la izquierda
TABLA D.2
ACCESORIOS Y PARTES DE REEMPLAZO DISPONIBLES PARA LA
PISTOLA MAGNUM 250L Y ENSAMBLES DE CABLES
* Se incluye con la POWER MIG® 216
Δ Requiere El Ensamble de Difusor de Gas KP52.
POWER MIG® 216
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

F-1 F-1
CARTA DEL USO
Stainless
BlueMax 308 LSI
(DC+)
30-40 CFH
2 2 ga 2 0 ga 1 8 ga 1 6 ga 1 4 ga 1 2 ga 1 0 ga
3/ 16” 1/ 4” 5/ 16” 3/ 8”
½”
.030 in .036 in .048 in .060 in .075 in .105 in .135 in .187 in .250 in .312 in .375 in .500 in
(0.8mm) (0.9mm) (1.2mm) (1.6mm) (2.0mm) (2.5mm) (3.5mm) (4.8mm) (6.4mm) (7.9mm) (9.5mm) (12.7mm)
M aterial Thickness/ Espesor de el
material/ Lépaisseur de matériel
Wire Diameter
Dia. du fil
Dia. de alambre
In.
(mm)
/
POWER M IG
2
1 6
R
/ / / / / / / / / / /
MIG
SuperArc
(DC+)
R
Gas-Shielded
Outershield 71M
UltraCore 71A75
DUAL (DC+)
R
R
Innershield
NR-211-MP
& 212
R
B / 125
A / 75
B / 125
A / 1OO
B / 150
B / 11O
C / 1 7 5
B / 130
C / 2 2 5
C / 1 8 0
D / 300
C / 2 3 0
D / 280
E / 3 3 0
B / 90 B / 120 C / 160 C / 200 D / 240
D / 280
C / 8 0
C / 110 D / 120 D / 140
E / 1 8 0
E / 3 2 0
E / 2 0 0E / 1 6 0
C / 1 5 0
C / 1 2 5
C / 1 7 5
C / 1 4 0
C / 9 0
C / 7 5
C / 2 0 0
C / 1 7 5
C / 1 2 0
D / 90
D / 285
D / 200
D / 160
E / 4 0 0
D / 250
D / 200
D / 125
E / 3 5 0
E / 2 4 0
E / 1 5 0
F / 3 7 5
E / 2 8 0
E / 1 6 0
F / 3 2 0
E / 1 7 0
(0.6)
0.025
(0.8)0.030
0.035 (0.9)
(0.9)0.0
35
(0.8)0.030
(0.6)0.0
25
0.045 (1.1)
D / 250 E / 300 F / 350
G / 500
D / 200
E / 3 0 0
F / 230
E / 3 0 0
G / 2 7 0
F / 3 5 0
G / 300
G / 475
75%/ 25%
Ar/ CO
2
100% CO
2
Tr i-M ix
90%/ 7.5%/ 2.5%
He/ Ar/ CO
2
(0.9)0.0
35
(1.1)
0.045
0.035 (0.9)
(1.1)0.045
(0.9)0.035
(0.8)0.030
0.035
(1.1)0.0
45
(0.9)
C / 1 8 0
D /225 D /350 E /375 E /400 F /500
G / 5 0 0
- 3/8 in.
100% CO
2
75%/ 25%
Ar/ CO
2
G / 5 0 0
G / 5 0 0
G / 350 G / 350 G / 400
D / 110
C / 130 D / 150
E /265 E /280
E / 325 F / 375
G / 4 2 5
B / 80
C / 9 0 C / 1 0 0
B / 70
D / 130
C / 70 C / 90 D / 110 D / 130
B / 75
(DC-)
A /300 B /300 C /475
D / 485
E / 5 7 5 E / 5 7 5
100% Ar
3/64
(0.9)0.0
35
(1.2)
E /390 F /410
Aluminum
SuperGlaze 4043
MAGNUM SG GUN (DC+)
R
Aluminum
SuperGlaze 5356
MAGNUM SG GUN (DC+)
R
B / 425
B / 325
A / 300
B / 350
B / 300
B / 450
C / 4 7 5
C / 3 7 5
D / 485
D / 375
E / 5 7 0
E / 4 0 0
E / 5 7 0
100% Ar
100% Ar
(0.8)0.030
(0.9)0.035
3/64
3/64
(0.9)0.035
B / 500 C / 500 D / 400 D / 410 E / 425
(1.2)
(1.2)
Aluminum
SuperGlaze 4043
MAGNUM 100 SG (DC+)
R
Aluminum
SuperGlaze 5356
MAGNUM 100 SG (DC+)
R
B / 475
B / 325
A / 300
B / 350
B / 325
B / 450
C / 4 7 5
C / 3 7 5
D / 485
D / 375
E / 5 7 5
E / 4 0 0
E / 5 7 5
100% Ar
100% Ar
(0.8)0.030
(0.9)0.035
(0.9)0.0
35
B / 500 C / 500 D / 450 E / 500 E / 550
Aluminum
SuperGlaze 4043
MAGNUM 250 LX (DC+)
R
B / 475
B /325 B /350 B /450 C /375 D /375 E /400
100% Ar
(0.8)0.030
(0.9)0.035
3/64
B / 500 C / 500 D / 400 D / 410 E / 425
(1.2)
E /250 F /300
E /390 F /410
E /250 F /300
Aluminum
SuperGlaze 5356
MAGNUM 250 LX (DC+)
R
POWER MIG® 216
MANUAL DE OPERACIÓN

F-2 F-2
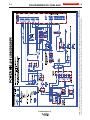
DIAGRAMAS DE CABLEADO
NOTA: Este diagrama es sólo para referencia. Tal vez no sea exacto para todas las máquinas que cubre este manual. El diagrama específico para un código particular está pegado dentro de la máquina en
uno de los páneles de la cubierta. Si el diagrama es ilegible, escriba al Departamento de Servicio para un reemplazo. Proporcione el número de código del equipo.
SECUENCIA DE NUMERACIÓN
(LADO DEL COMPONENTE DE LA TARJETA DE P.C.)
INFORMACIÓN GENERAL
SÍMBOLOS ELÉCTRICOS CONFORME A E1537
CÓDIGO DE COLOR
B- NEGRO
W – BALNCO
R- ROJO
U- AZUL
INDICA CAVIDA DE CONECTOR NÚM.
CAVIDAD
SECUENCIA DE NUMERACIÓN
(LADO NO DE CABLE DEL CONECTOR)
J4 (GATILLO
TAC ÓMETRO
LADO DEL MONITOR)
A LÍNEA DE
SUMINISTRO
MONOFÁSICA
A TIERRA CONFORME
AL CÓDIGO ELÉCTRICO
NACIONAL
PANEL DE
RECONEXIÓN
INTERRUPTOR
DE LÍNEA
TRANSFORMADOR
DE POTENCIA
Motor de
Ventilador
INTERRUPTOR
SELECTOR DE TOMA
RECTIFICAR
DEL PUENTE
MONOFÁSICO
GATILLO DE
LA PISTOLA
MOTOR/CAJA
DE
ENGRANAJES
TERMOSTATO DEL
TRANSFORMADOR
TERMOSTATO DEL
ENSAMBLE DEL RECTIFICADOR
VELOCIDAD DE
ALIMENTACIÓN
DE ALAMBRE
PUENTE DEL
DIODO DE
RECTIFICADOR
BOBINA
BOBINA
LISTO 100SG
SELECTOR SWITH
DEL ARMA
TOROIDE
TARJETA DE CONTROL
SE UTILIZA PARA OPCIONES
DE ANTORCHA “SPOOL GUN” ADICIONALES
AL
TRABAJO
INDUCTOR
DE SALIDA
L15096
POWER MIG 216 (208/220/230V)
J1
J2
1
7
2
3
4
5
6
8
1
J1
10
11
12
9
1103A
1113A
1109A
1108A
1116A
1116B
1109A
1108A
1107A
1106A
1105A
1104A
1103A
1102A
1104B
2
1
4
3
2
P.M.
R2
W
B
50 W
40 OHMS
50V
31,000 MFD
++
C2
6
3
4
5
J2
C1
R
1
324
325
J3
1
2
J3
1
4
3
2
J5
**
1111A
7
10
9
8
PA
GAS
SOLENOID
1106D
1116B
1105A
1105B
1113A
1
4
3
2
6
5
J4
**
9
PA
8
16
1
6
10
1
5
8
1
4
5
1
2
8
7
6
5
6
5
13
14
15
16
1104C
1104C
1104D
1104D
1111A
1112A
4
6
1
3
1104A
1116A
-
+
C
1
4
3
2
J6
W
B
1105B
1112A
327
326
1117
1118
1118A
1123
1124
1117A
1123
1124
1122
1121
1121
1122
GATILLO Y SE MUESTRA EN
EL MODO DE PISTOLA
MAGNUM GUN EMPUJE
H7
X1
H8
B
H9
H11B
W
X9
-
+
1106A
1106B
X9
1102A
X10
X10
T2
H12B
H13B
T1
H6
H5
H4
H3
H2
H1
X2
H8
H9
H13A
Transformador
Auxiliar
G
F
E
D
C
B
A
230V
208V
H12A
G
1107A
1106C
1106D
L1
L2
L1
L2
CR2
CR1
CR2
CR1
1107B
1107A
1106B
1106D
50V
31,000 MFD
H11A
H10B
H10A
1
4
3
2
1
4
3
2
7
10
9
8
7
2
3
4
5
6
8
1
J1
10
11
12
9
13
14
15
16
H11A
L1A
L1B
L2A
L2B
H11B
R.F. FILTER
R.F. FILTER
NOTAS:
N.A. EL CABLE DE SOLDADURA DEBE SER DE CAPACIDAD ADECUADA PARA LA CORRIENTE
Y CICLO DE TRABAJO DE LAS APLICACIONES INMEDIATAS Y FUTURAS.
N.B. ESTE DIAGRAMA MUESTRA LA POLARIDAD DEL ELECTRODO COMO “POSITIVA”. A FIN
DE CAMBIAR LA POLARIDAD, APAGUE LA UNIDAD E INVIERTA LAS CONEXIONES DE
CABLES EN LA TERMINAL DEL CONDUCTOR DEL CABLE Y BORNE DE TRABAJO
POWER MIG® 216

F-3 F-3
DIBUJO DE DIMENSIÓN
POWER MIG® 216
M221 79
A.01
19.15
32.68
38.58
12.00
40.20
29.73
30.43
17.47
20.12
MANUAL DE OPERACIÓN
La page est en cours de chargement...

POWER MIG
®
216
MANUEL DE LʼOPÉRATEUR
IMF10016
La sécurité dépend de vous
Le matériel de soudage et de
coupage à l'arc Lincoln est
conçu et construit en tenant
compte de la sécurité. Toutefois,
la sécurité en général peut être
accrue grâce à une bonne instal-
lation... et à la plus grande pru-
dence de votre part. NE PAS
INSTALLER, UTILISER OU
RÉPARER CE MATÉRIEL
SANS AVOIR LU CE MANUEL
ET LES MESURES DE
SÉCURITÉ QU'IL CONTIENT.
Et, par dessus tout, réfléchir
avant d'agir et exercer la plus
grande prudence
Sʼapplique aux machines dont le numéro de code est
11588
For use with machine Code Numbers
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © Lincoln Global Inc.
MANUEL DE LʼOPÉRATEUR

POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et dʼentretenir à moins
quʼil ne soit nécessaire que le moteur tourne pour effectuer
lʼentretien.
_____________________________________________________
1.b. Ne faire fonctionner les moteurs quʼà lʼex-
térieur ou dans des endroits bien aérés
ou encore évacuer les gaz dʼéchappe-
ment du moteur à lʼextérieur.
_____________________________________________________
1.c. Ne pas faire le plein de carburant près dʼune
flamme nue, dʼun arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêcher
que du carburant renversé ne se vaporise au
contact de pièces du moteur chaudes et ne
sʼenflamme. Ne pas renverser du carburant
quand on fait le plein. Si du carburant sʼest
renversé, lʼessuyer et ne pas remettre le
moteur en marche tant que les vapeurs nʼont
pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
rité doivent être toujours en place et en bon état. Tenir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
dʼautres pièces en mouvement quand on met en marche,
utilise ou répare le matériel.
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer lʼentretien prescrit. Ne
déposer les protecteurs que quand cʼest nécessaire et les
remettre en place quand lʼentretien prescrit est terminé.
Toujours agir avec la plus grande prudence quand on tra-
vaille près de pièces en mouvement.
____________________________________________________
1.f. Ne pas mettre les mains près du ventilateur
du moteur. Ne pas appuyer sur la tige de
commande des gaz pendant que le moteur
tourne.
_____________________________________________________
1.g.Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entretenant
le groupe électrogène de soudage, de connecter les fils des
bougies, le chapeau de distributeur ou la magnéto
i
SÉCURITÉ
i
LE SOUDAGE À LʼARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE
DEVRAIENT CONSULTER LEUR MÉDECIN AVANT DʼUTILISER LʼAPPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement dʼacheter un exemplaire de la norme Z49.1, de lʼANSI auprès de lʼAmerican Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
SʼASSURER QUE LES ÉTAPES DʼINSTALLATION, DʼUTILISATION, DʼENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QUʼÀ DES PERSONNES QUALIFIÉES.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles et
des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant dʼentreprendre le soudage
2.c. Lʼexposition aux champs électromagnétiques lors du soudage
peut avoir dʼautres effets sur la santé que lʼon ne connaît pas
encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum lʼexposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1.
Regrouper les câbles dʼélectrode et de retour. Les fixer
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles dʼélectrode et de retour.
Si le câble dʼélectrode se trouve à droite, le câble de retour
doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près pos-
sible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant de
soudage.
1.h. Pour éviter de sʼébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz dʼéchappement du moteur diesel et certains de
leurs constituants sont connus par lʼÉtat de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Les gaz dʼéchappement de ce produit contiennent des
produits chimiques connus par lʼÉtat de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci sʼapplique aux moteurs diesel.
Ceci sʼapplique aux moteurs à essence.
AVERTISSEMENT

ii
SÉCURITÉ
ii
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se pro-
téger les yeux contre les étincelles et le rayon-
nement de l'arc quand on soude ou quand on
observe l'arc de soudage. Le masque à serre-tête et les ocu-
laires filtrants doivent être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de
l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de lʼélectrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si lʼon porte des vête-
ments mouillés. Porter des gants isolants secs et ne comportant
pas de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suff-
isantes pour couvrir entièrement la zone de contact
physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides
ou si l'on porte des vêtements mouillés; sur les con-
structions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, sʼil y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la
terre) utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise
de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonc-
tionnement. Remplacer l'isolation endommagée.
3.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
3.h. Ne jamais toucher simultanément les pièces sous tension
des porte-électrodes connectés à deux sources de courant
de soudage parce que la tension entre les deux peut corre-
spondre à la tension à vide totale des deux appareils.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
L
ES FUMÉES ET
LES GAZ peuvent
être dangereux.
5.a. Le soudage peut produire des fumées et
des gaz dangereux pour la santé. Éviter de respirer ces fumées
et ces gaz. Pendant lesoudage, maintenir sa tête hors des
fumées. Utiliser suffisamment de ventilation et/ou d'échappement
au niveau de l'arc pour tenir les fumées et les gaz hors de la
zone de respiration. Lorsqu'on soude avec des électrodes
ayant besoin d'une ventilation spéciale telles que celles en
acier inoxydable ou pour le rechargement dur (voir les
instructions ou le conteneur ou la MSDS)ou sur le plomb ou
de l'acier cadmié ou sur d'autres métaux ou recouvrements
produisant des vapeurs très toxiques, maintenir le niveau
d'exposition aussi bas que possible et dans les limites
OHAS-PEL et ACGIH TLV au moyen de l'échappement local
ou d'une ventilation mécanique. Dans des espaces confinés
ou dans certaines circonstances à l'extérieur, un respirateur
peut s'avérer nécessaire. Des précautions supplémentaires
doivent également être prises pour souder sur de l'acier gal-
vanisé.
5.b. Le fonctionnement de lʼappareil de contrôle des vapeurs de
soudage est affecté par plusieurs facteurs y compris lʼutilisa-
tion et le positionnement corrects de lʼappareil, son entretien
ainsi que la procédure de soudage et lʼapplication con-
cernées. Le niveau dʼexposition aux limites décrites par
OSHA PEL et ACGIH TLV pour les ouvriers doit être vérifié
au moment de lʼinstallation et de façon périodique par la
suite afin dʼavoir la certitude quʼil se trouve dans lʼintervalle
en vigueur.
5.c.
Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de
dégraissage, de nettoyage ou de pulvérisation. La chaleur et
le rayonnement de l'arc peuvent réagir avec les vapeurs de
solvant pour former du phosgène, gaz très toxique, et
d'autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l'arc peu-
vent chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spé-
cialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.e. Lire et comprendre les instructions du fabricant pour cet
appareil et le matériel de réserve à utiliser, y compris la
fiche de données de sécurité des matériaux (MSDS) et suiv-
re les pratiques de sécurité de lʼemployeur. Les fiches
MSDS sont disponibles auprès du distributeur de matériel
de soudage ou auprès du fabricant.
5.f. Voir également le point 1.b.
MANUEL DE LʼOPÉRATEUR

SÉCURITÉ
Pour des Appareils à
Puissance ÉLECTRIQUE
8.a. Couper l'alimentation d'entrée en utilisant
le disjoncteur à la boîte de fusibles avant
de travailler sur le matériel.
8.b. Installer le matériel conformément au
Code Électrique National des États Unis,
à tous les codes locaux et aux recom-
mandations du fabricant.
8.c. Mettre à la terre le matériel conformément au Code Élec-
trique National des États Unis et aux recommandations du
fabricant.
LES BOUTEILLES peu-
vent exploser si elles
sont endommagées.
7.a. N'utiliser que des bouteilles de gaz com-
primé contenant le gaz de protection con-
venant pour le procédé utilisé ainsi que des
détendeurs en bon état conçus pour les gaz et la pression util-
isés. Choisir les tuyaux souples, raccords, etc. en fonction de
l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA “Précautions pour le Maniement en toute Sécurité de
Gaz Comprimés dans des Cylindres », que l'on peut se pro-
curer auprès de la Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA22202.
iii
iii
LES ÉTINCELLES DE
SOUDAGE peuvent
provoquer un incendie
ou une explosion.
6.a.
Enlever les matières inflammables de la
zone de soudage. Si ce n'est pas possible, les recouvrir
pour empêcher que les étincelles de soudage ne les
atteignent. Les étincelles et projections de soudage peuvent
facilement s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder près des con-
duites hydrauliques. On doit toujours avoir un extincteur à
portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de
travail, on doit prendre des précautions spéciales pour éviter
les dangers. Se référer à la “Sécurité pour le Soudage et le
Coupage” (ANSI Z49.1) et les consignes d'utilisation rela-
tives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du cir-
cuit de l'électrode ne touche la pièce ou la terre. Un contact
accidentel peut produire une surchauffe et créer un risque
d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts
ou des contenants sans avoir pris les mesures qui s'im-
posent pour s'assurer que ces opérations ne produiront pas
des vapeurs inflammables ou toxiques provenant des sub-
stances à l'intérieur. Elles peuvent provoquer une explosion
même si elles ont été «nettoyées». For information, pur-
chase “Recommended Safe Practices for the
Preparation
for
Welding and Cutting of Containers and Piping That Have
Held Hazardous Substances”, AWS F4.1 from the American
Welding Society
(see address above).
6.e. Mettre à l'air libre les pièces moulées creuses ou les con-
tenants avant de souder, de couper ou de chauffer. Elles
peuvent exploser.
6.f.
Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts
d'huile comme des gants en cuir, une chemise épaisse, un
pantalon sans revers, des chaussures montantes et un
casque ou autre pour se protéger les cheveux. Utiliser des
bouche-oreilles quand on soude hors position ou dans des
espaces clos. Toujours porter des lunettes de sécurité avec
écrans latéraux quand on se trouve dans la zone de
soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible
de la zone de soudage. Si les câbles de retour sont con-
nectés à la charpente du bâtiment ou à d'autres endroits
éloignés de la zone de soudage cela augmente le risque
que le courant de soudage passe dans les chaînes de lev-
age, les câbles de grue ou autres circuits auxiliaires. Cela
peut créer un risque d'incendie ou surchauffer les chaînes
de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.
6.i. Lire et appliquer la Norme NFPA 51B “pour la Prévention
des Incendies Pendant le Soudage, le Coupage et dʼAutres
Travaux Impliquant de la Chaleur”, disponible auprès de
NFPA, 1 Batterymarch Park,PO Box 9101, Quincy, Ma
022690-9101.
6.j. Ne pas utiliser de source de puissance de soudage pour le
dégel des tuyauteries.
Visitez http://www.lincolnelectric.com/safety pour obtenir l´information additionnelle.

NOTES
MANUEL DE LʼOPÉRATEUR

vv
Merci
dʼavoir choisi un produit de QUALITÉ Lincoln Electric. Nous tenons à ce
que vous soyez fier dʼutiliser ce produit Lincoln Electric ••• tout comme
nous sommes fiers de vous livrer ce produit.
Lisez complètement ce Manuel de lʼOpérateur avant dʼessayer dʼutiliser cet appareil. Gardez ce manuel et maintenez-le à
portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière aux consignes de sécurité que
nous vous fournissons pour votre protection. Le niveau dʼimportance à attacher à chacune dʼelle est expliqué ci-après :
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel.
ATTENTION
Veuillez examiner immédiatement le carton et le matériel
Quand ce matériel est expédié, son titre passe à lʼacheteur dès que le transporteur le reçoit. Par conséquent, les
réclamations pour matériel endommagé au cours du transport doivent êtes faites par lʼacheteur contre la société
de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur lʼidentification du matériel pour pouvoir sʼy reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Produit
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de Modèle _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro e code / Code dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de série _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Date dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Lieu dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours les
informations que vous avez inscrites ci-dessus.
Inscription en Ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax : Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
WEB SITE www.lincolnelectric.com. Choisissez lʼoption « Liens
Rapides » et ensuite « Inscription de Produit ». Veuillez remplir le formulaire puis
lʼenvoyer.
POLITIQUE DʼASSISTANCE AU CLIENT
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente dʼappareils de soudage de grande qualité, les
pièces de rechange et les appareils de coupage. Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente.
Quelquefois, les acheteurs peuvent demander à Lincoln Electric de les conseiller ou de les informer sur lʼutilisation de nos produits. Nous
répondons à nos clients en nous basant sur la meilleure information que nous possédons sur le moment. Lincoln Electric nʼest pas en mesure
de garantir de tels conseils et nʼassume aucune responsabilité à lʼégard de ces informations ou conseils. Nous dénions expressément toute
garantie de quelque sorte quʼelle soit, y compris toute garantie de compatibilité avec lʼobjectif particulier du client, quant à ces informations ou
conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la mise à jour ou à la
correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations ou conseils ne créé, ni
étend ni altère aucune garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant sensible, mais le choix et lʼutilisation de produits spécifiques vendus par Lincoln Electric relève uniquement du
contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de Lincoln Electric affectent les
résultats obtenus en appliquant ces types de méthodes de fabrication et dʼexigences de service.
Susceptible dʼêtre Modifié - Autant que nous le sachons, cette information est exacte au moment de lʼimpression. Prière de visiter le site
www.lincolnelectric.com pour la mise à jour de ces info
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100




































































































Lincoln Electric POWER MIG 216 Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
dans d''autres langues
Documents connexes
-
Lincoln Electric POWER MIG 255XT Mode d'emploi
-
Lincoln Electric VANTAGE 500 Mode d'emploi
-
Lincoln Electric Classic 300D Manuel utilisateur
-
-
Lincoln Electric POWER MIG 256 Manuel utilisateur
-
-
-
-
Lincoln Electric Ranger 305D Mode d'emploi
-