ESAB Tig 2200i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

Caddy®
Manuel d'instructions
0460 443 201 FR 20131001 Valid for: serial no. 803-xxx-xxxx to 927-xxx-xxxx
Tig1500i, Tig2200i


TABLE DES MATIÈRES
0460 443 201 © ESAB AB 2013
1 SÉCURITÉ ............................................................................................................ 4
2 INTRODUCTION................................................................................................... 7
2.1 Équipement...........................................................................................................7
2.2 Panneaux de commande .....................................................................................7
3 CARACTÉRISTIQUES TECHNIQUES.................................................................8
4 INSTALLATION................................................................................................... 10
4.1 Emplacement......................................................................................................10
4.2 Alimentation secteur..........................................................................................10
5 FONCTIONNEMENT........................................................................................... 12
5.1 Dispositifs de commande et raccordement.....................................................13
5.2 Symboles ............................................................................................................ 13
5.3 Raccordement pour eau ....................................................................................14
5.4 Soudage TIG ....................................................................................................... 14
5.5 SoudageMMA ....................................................................................................14
5.6 Protection anti-surchauffe ................................................................................14
5.7 Connexion au groupe de refroidissement .......................................................14
5.8 Mise sous tension ..............................................................................................14
6 ENTRETIEN ........................................................................................................ 15
6.1 Contrôle et nettoyage ........................................................................................15
7 DÉPANNAGE...................................................................................................... 16
8 COMMANDE DE PIÈCES DE RECHANGE .......................................................17
9 DÉMONTAGE ET MISE AU REBUT .................................................................. 18
DIAGRAMME.............................................................................................................19
NUMÉRO DE COMMANDE.......................................................................................25
ACCESSOIRES .........................................................................................................26
Sous réserve de modifications techniques sans avertissement préalable.

1 SÉCURITÉ
0460 443 201
- 4 -
© ESAB AB 2013
1 SÉCURITÉ
Il incombe à l'utilisateur des équipements ESAB de prendre toutes les mesures nécessaires
pour garantir la sécurité du personnel utilisant le système de soudage ou se trouvant à
proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type
d'appareil. Le contenu de ces recommandations peut être considéré comme un complément
aux règles de sécurité en vigueur sur le lieu de travail.
Toutes les opérations doivent être exécutées par du personnel spécialisé qui maîtrise le
fonctionnement de l'équipement. Une utilisation incorrecte est susceptible de créer une
situation anormale comportant un risque de blessure ou de dégât matériel.
1. Toute personne utilisant l'équipement devra bien connaître:
○ son utilisation
○ l'emplacement de l'arrêt d'urgence
○ son fonctionnement
○ les règles de sécurité en vigueur
○ les procédés de soudage, de découpe et autres opérations applicables à l'équipement
2. L'opérateur doit s'assurer:
○ que personne ne se trouve dans la zone de travail au moment de la mise en service
de l'équipement;
○ que toutes les personnes à proximité de l'arc sont protégées dès l'amorçage de l'arc
ou l'actionnement de l'équipement.
3. Le poste de travail doit être:
○ adapté aux besoins,
○ à l'abri des courants d'air.
4. Équipement de protection:
○ veillez à toujours porter l'équipement de protection recommandé, à savoir, des
lunettes, des vêtements ignifuges et des gants.
○ Ne portez pas de vêtements trop larges ni de ceinture, de bracelet, etc. pouvant
s'accrocher en cours d'opération ou occasionner des brûlures.
5. Mesures de précaution:
○ Vérifiez que les câbles sont bien raccordés;
○ Seul un électricien qualifié est habilité à intervenir sur les équipements haute
tension ;
○ Un équipement de lutte contre l'incendie doit se trouver à proximité et être clairement
signalé;
○ N'effectuez pas de graissage ou d'entretien pendant le soudage.

1 SÉCURITÉ
0460 443 201
- 5 -
© ESAB AB 2013
AVERTISSEMENT
Le soudage à l'arc et la découpe sont sources de danger pour vous-même et
votre entourage. Prenez les précautions nécessaires pendant le soudage et la
découpe. Observez les règles de sécurité de votre employeur, qui doivent se
baser sur les recommandations du fabricant.
DÉCHARGE ÉLECTRIQUE - Danger de mort
• Installez l'équipement et assurez sa mise à la terre conformément aux
normes en vigueur.
• Ne touchez pas les parties conductrices, ni les électrodes à mains nues ou
avec des gants/vêtements humides.
• Portez une tenue isolante et isolez la zone de travail.
• Assurez-vous de travailler dans une position sûre.
FUMÉES ET GAZ - Nocifs
• N'exposez pas votre visage aux fumées de soudage.
• Ventilez et/ou aspirez les fumées de soudage pour assurer un environnement
de travail sain.
RAYONS DE L'ARC – Danger pour les yeux et la peau.
• Protégez-vos yeux et votre peau. Utilisez un écran de soudeur et portez des
gants et vêtements de protection.
• Protégez les personnes voisines par des rideaux ou écrans protecteurs
adéquats.
RISQUE D'INCENDIE
• Les étincelles peuvent provoquer un incendie. Assurez-vous qu'aucun objet
inflammable ne se trouve à proximité.
BRUIT - Le niveau élevé de bruit peut altérer les facultés auditives.
• Utilisez une protection d'oreilles ou toute protection auditive similaire. Utilisez
une protection d'oreilles ou toute protection auditive similaire.
• Avertissez du danger les personnes se trouvant à proximité.
EN CAS DE DYSFONCTIONNEMENT - Faites appel à un technicien qualifié.
Lisez attentivement le mode d’emploi avant d’installer et d’utiliser le
matériel.
PROTÉGEZ-VOUS ET PROTÉGEZ VOTRE ENTOURAGE!
ESAB fournit tous les accessoires et équipements de protection nécessaires pour le
soudage.
AVERTISSEMENT
N'utilisez pas le générateur pour dégeler des canalisations.
ATTENTION!
Lisez attentivement le mode d’emploi avant d’installer et
d’utiliser le matériel.

1 SÉCURITÉ
0460 443 201
- 6 -
© ESAB AB 2013
ATTENTION!
Ce produit est exclusivement destiné au soudage à l'arc.
ATTENTION!
Les équipements de classeA ne sont pas conçus pour
un usage résidentiel avec une alimentation secteur à
basse tension. Dans ces lieux, garantir la compatibilité
électromagnétique des équipements de classeA devient
difficile, dû à des perturbations par conduction et par
rayonnement.

2 INTRODUCTION
0460 443 201
- 7 -
© ESAB AB 2013
2 INTRODUCTION
Les modèles Tig1500i / 2200i sont des générateurs de soudage TIG pouvant être également
utilisés pour le soudage MMA. Ils fournissent une alimentation en courant continu (CC).
Les accessoires ESAB correspondant à ce produit sont répertoriés au chapitre
«Accessoires» de ce manuel.
2.1 Équipement
Le générateur est livré avec un câble de soudage de 3m ainsi qu'une torcheTIG, un câble
de retour de 3m, un câble d'alimentation secteur de 3m, le mode d'emploi du générateur et
du panneau de commande; voir chapitre «ORDERING INFORMATION»
(«INFORMATIONS DE COMMANDE»).
Les modes d'emploi peuvent être téléchargés dans d'autres langues à l'adresse
suivante:www.esab.com
2.2 Panneaux de commande
TA33 TA34
Pour une description détaillée des panneaux de commande, voir le mode d'emploi séparé.

3 CARACTÉRISTIQUES TECHNIQUES
0460 443 201
- 8 -
© ESAB AB 2013
3 CARACTÉRISTIQUES TECHNIQUES
Tig 1500i Tig 2200i/2200iw
Tension de secteur 230V, 10%, 1~ 50/60Hz 230V, 10%, 1~ 50/60Hz
Alimentation secteur Z
max.
0,35ohm Z
max.
0,31ohm
Courant primaire
I
max.
TIG 14 A 24 A
I
max.
MMA 22 A 25 A
Demande d'alimentation
sans charge lorsqu'en mode
de veille, 6,5min après le
soudage
30 W 30 W
Plage de réglages
TIG 3 A - 150 A 3 A - 220 A
MMA 4 A - 150 A 4 A - 170 A
Tension d'allumage (Upk) 11,5 kV 11,5 kV
Intensité maximale (TIG) au
20% facteur de marche - 220 A/18,8 V
25% facteur de marche 150 A/16,0 V -
60% facteur de marche 120 A/14,8 V 150 A/16,0 V
100% facteur de marche 110 A/14,4 V 110 A/14,4 V
Intensité maximale MMA au
25% facteur de marche 150 A/26,0 V 170 A/26,8 V
60% facteur de marche 100 A/24,0 V 130 A/25,2 V
100% facteur de marche 90 A/23,6 V 110 A/24,4 V
Facteur de puissance au courant maximum
TIG 0,98 0,99
MMA 0,99 0,99
Rendement au courant maximal
TIG 77 % 75 %
MMA 80 % 81 %
Tension de circuit ouvert
sans VRD 55-60 V 55-60 V
avec VRD
à partir des numéros de série
843 et 927
< 35V < 35V
Tension de circuit ouvert
à partir du numéro de
série803
72 V 72 V
Température de
fonctionnement
-10 à +40°C -10 à +40°C
Températures de transport -20 à +55°C -20 à +55°C

3 CARACTÉRISTIQUES TECHNIQUES
0460 443 201
- 9 -
© ESAB AB 2013
Tig 1500i Tig 2200i/2200iw
Pression acoustique
constante en circuit ouvert
< 70dB (A) < 70dB (A)
Dimensions, l × p × h
sans l'unité de
refroidissement
- 418x188x208 mm
avec l'unité de
refroidissement
418x188x208 mm 418x188x345 mm
Poids 9,2kg 9,4kg
Gaz de protection
Pression max. Tous les modèles sont conçus
pour le soudage TIG
5bars
Tous les modèles sont conçus
pour le soudage TIG
5bars
Classe d’isolation
transformateur
H H
Classe de protection IP23 IP23
Classe d'application
Facteur de marche
Le facteur de marche correspond au pourcentage d'une période de 10minutes pendant
laquelle le soudage ou la découpe est possible à une certaine charge sans provoquer de
surcharge. Le facteur de marche est valable à 40°C.
Classe de protection
Le code IP correspond à la classe de protection, c’est-à-dire au niveau d’étanchéité à l’eau
ou à d’autres éléments.
Les équipements portant l'indication IP23 sont conçus pour un usage intérieur et extérieur.
Classe d'application
Le symbole indique que le poste de soudage est conçu pour des utilisations dans les
zones présentant un risque électrique élevé.
Alimentation secteur, Z
max
Impédance de ligne maximale admissible sur le réseau conformément à la norme
IEC61000-3-11.

4 INSTALLATION
0460 443 201
- 10 -
© ESAB AB 2013
4 INSTALLATION
L'installation doit être confiée à un professionnel.
REMARQUE
Exigences concernant l'alimentation secteur
Étant donnée l'intensité du courant primaire fourni par l'alimentation secteur, les
équipements haute puissance sont susceptibles d'avoir un impact sur la qualité
de la puissance du réseau. C'est pourquoi, pour certains types d'équipements
(voir les caractéristiques techniques), des restrictions ou exigences relatives à
l'impédance maximale admissible ou à la puissance d'alimentation minimale
requise peuvent être appliquées au point d'interface avec le réseau public. Dans
ce cas, il incombe à l'installateur ou à l'utilisateur de vérifier auprès du
gestionnaire de réseau de distribution si l'équipement peut être raccordé.
4.1 Emplacement
Placer le générateur de soudage de telle manière que les tuyères d’entrée et de sortie de
l’air de refroidissement ne soient pas obstruées.
4.2 Alimentation secteur
Vérifier que la tension d’alimentation est correcte et que l’installation est protégée par un
fusible de calibre approprié. L’installation doit être reliée à la terre, conformément aux
réglementations en vigueur.
Plaque signalétique avec informations
de connexion
Tig 1500i Tig 2200i/2200iw
TIG MMA TIG MMA
Tension de
secteur
230V ± 10%,
1~
230V ± 10%,
1~
230V ± 10%,
1~
230V ± 10%,
1~
Fréquence de
réseau
50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Section des
câbles
d’alimentation
3G2,5mm
2
3G2,5mm
2
3G2,5mm
2
3G2,5mm
2
Courant
monophasé I
1eff
9 A 11 A 11 A 14 A
Fusible

4 INSTALLATION
0460 443 201
- 11 -
© ESAB AB 2013
Régularisateur 16 A 16 A 16 A 16 A
Mini-coupe-circuit
(MCB) de type C
13 A 13 A 16 A 16 A
REMARQUE
La section des câbles secteur et les calibres de fusibles mentionnés ci-dessus
sont conformes aux normes suédoises. Veillez à utiliser le générateur dans le
respect des normes locales en vigueur.

5 FONCTIONNEMENT
0460 443 201
- 12 -
© ESAB AB 2013
5 FONCTIONNEMENT
Les règles de sécurité générale relatives à la manipulation de l'équipement sont
indiquées dans le chapitre «Sécurité» de ce manuel. Lire ce chapitre de A à Z avant
de commencer à utiliser l'équipement!

5 FONCTIONNEMENT
0460 443 201
- 13 -
© ESAB AB 2013
5.1 Dispositifs de commande et raccordement
1. Connexion (+) pour câble de retour TIG.
MMA: pour le câble de retour ou le câble
de soudage.
7. Interrupteur d'alimentation secteur
2. Connexion pour télécommande,
uniquement pour TA34
8. Câble d'alimentation secteur
3. Panneau de commande (voir mode
d’emploi correspondant).
9. Connexion du gaz de protection
4. Connexion pour torche TIG 10. Raccordement BLEU, avec ELP* pour
l'eau de refroidissement provenant du
groupe de refroidissement
5. Raccordement gaz vers la torche TIG 11. Raccordement ROUGE pour l'eau de
refroidissement vers le groupe de
refroidissement
6. Connexion (-) pour MMA torcheTIG:
câble de retour ou câble de soudage
12. Appoint d’eau de refroidissement
* ESAB Logic Pump, voir la section «Water connection» («Raccordement à une sorce
d'eau»).
5.2 Symboles
MMA TIG

5 FONCTIONNEMENT
0460 443 201
- 14 -
© ESAB AB 2013
5.3 Raccordement pour eau
L'unité de refroidissement est équipée du système de détection ELP (ESAB Logic Pump –
pompe logique d’ESAB), qui vérifie que les flexibles d'eau sont bien branchés. Le
refroidissement se met en service lorsqu’une torche TIG refroidie à l’eau est connectée.
5.4 Soudage TIG
Les appareils Tig1500i/2200i doivent être équipés des éléments suivants avant d'être
utilisés pour un soudageTIG:
• une torche TIG
• une bonbonne de gaz de soudage approprié
• un régulateur de gaz de soudage adapté
• des électrodes tungstène
• un métal d’apport adapté, si nécessaire
5.5 SoudageMMA
Raccordement des câbles de soudage et de retour
Le générateur de soudage possède deux bornes, «+» et «-», pour connecter le câble de
soudage et de retour. Connecter le câble de soudage sur le pôle indiqué sur l’emballage de
l’électrode à utiliser.
Connecter le câble de retour sur l’autre borne. Fixer sur la tôle la pince de mise à la terre du
câble de retour, en veillant à garantir un bon contact entre la tôle et la borne du câble de
retour du générateur.
5.6 Protection anti-surchauffe
Le générateur est pourvu de deux limiteurs de surcharge qui se déclenchent quand la
température interne est trop élevée. Un code d’erreur s’affiche sur le panneau de
commande. Ils reprennent leur état initial lorsque la température a baissé.
5.7 Connexion au groupe de refroidissement
(valable uniquement pour Caddy Tig2200i)
Seuls des électriciens spécialisés (personnel
agréé) sont habilités à démonter les plaques
de sécurité, effectuer les travaux d’entretien,
de maintenance et de réparation des
équipements de soudage.
Voir les instructions d'installationdu mode
d'emploi de l'unité de refroidissement.
5.8 Mise sous tension
Mettre en route l'alimentation secteur en mettant l'interrupteur d'alimentation secteur sur la
position «1».
Mettre l'unité hors tension en mettant l'interrupteur sur la position «0».
Que l’unité ait été arrêtée normalement ou par une interruption de courant, elle conserve les
paramètres de soudage pour une utilisation ultérieure.

6 ENTRETIEN
0460 443 201
- 15 -
© ESAB AB 2013
6 ENTRETIEN
REMARQUE
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
Seuls des électriciens spécialisés (personnel agréé) sont habilités à démonter les plaques de
sécurité, effectuer les travaux d'entretien, de maintenance et de réparation des équipements
de soudage.
ATTENTION!
Toute promesse de garantie de la part du fournisseur cesse d'être applicable si le
client tente la moindre action pour réparer lui-même un défaut du produit durant
la période de garantie.
6.1 Contrôle et nettoyage
Générateur
Vérifier régulièrement si le générateur n’est pas encrassé.
La fréquence et le type de nettoyage dépendent du type de soudage, du nombre d’arcs
générés, de l’emplacement et de l’environnement. En général, il suffit de nettoyer le
générateur à l’air comprimé sec (à pression réduite) une fois par an.
Lorsque les entrées et sorties d'air sont bloquées ou bouchées, l'équipement peut
surchauffer.
Torche de soudage
Pour éviter tout problème, nettoyer et remplacer régulièrement les pièces d'usure de la
torche de soudage.

7 DÉPANNAGE
0460 443 201
- 16 -
© ESAB AB 2013
7 DÉPANNAGE
Avant de faire appel à un technicien spécialisé, vérifier les quelques points suivants :
Type d’erreur Action corrective
Pas d’arc • Vérifier que l’alimentation secteur est
sous tension.
• Vérifiez la connexion du câble
d'alimentation de soudage et du câble de
retour.
• Vérifier le réglage de la tension.
• Vérifier l'alimentation électrique.
Le courant de soudage s'interrompt pendant
le travail.
• Vérifier si les fusibles n'ont pas grillé.
• Vérifier les fusibles de l’alimentation
secteur.
Le coupe-circuit thermique se déclenche
fréquemment.
• Vérifier que la puissance nominale du
générateur n'est pas dépassée et qu'il n'y
a pas de surcharge de l'unité.
• Vérifier que le générateur est propre.
Soudage médiocre. • Vérifiez la connexion du câble
d'alimentation de soudage et du câble de
retour.
• Vérifier le réglage de la tension.
• Vérifier que les électrodes utilisées sont
correctes.
• Contrôler le débit de gaz.

8 COMMANDE DE PIÈCES DE RECHANGE
0460 443 201
- 17 -
© ESAB AB 2013
8 COMMANDE DE PIÈCES DE RECHANGE
ATTENTION!
Les interventions électriques et les travaux de réparation doivent être confiés à
un technicien spécialisé ESAB agréé. Utilisez exclusivement des pièces de
rechange et pièces d'usure ESAB d'origine.
Les Tig1500i et Tig2200i ont été conçus et testés conformément aux normes
internationales et européennes IEC/EN60974-1, IEC/EN60974-3 et IEC/EN60974-10. Il
incombe aux responsables des entretiens et des réparations de s'assurer que les produits
restent conformes aux normes susmentionnées après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre distributeur ESAB. Voir
la quatrième de couverture de ce document. À la commande, mentionnez le type de produit,
le numéro de série, la désignation et la référence correspondant à la liste des pièces. Cette
information permet un meilleur traitement des commandes et garantit la conformité de la
livraison.

9 DÉMONTAGE ET MISE AU REBUT
0460 443 201
- 18 -
© ESAB AB 2013
9 DÉMONTAGE ET MISE AU REBUT
L'équipement de soudage se compose essentiellement d'acier, de plastique et de métaux
non ferreux, qui doivent être traités conformément aux normes environnementales en
vigueur. Le liquide de refroidissement doit, lui aussi, être traité conformément aux normes
environnementales en vigueur.
REMARQUE
Jetez l'équipement électronique dans les centres de
recyclage agréés!
Conformément à la Directive européenne2002/96/EC
relative aux déchets d'équipements électriques et
électroniques et à sa transposition dans la législation
nationale en vigueur, les équipements électriques et/ou
électroniques parvenus en fin de vie doivent être confiés
à un centre de recyclage agréé.
En tant que responsable de l'équipement, il est de votre
responsabilité d'obtenir les informations nécessaires sur
les centres de recyclage agréés.
Pour plus d'informations, contactez votre fournisseur
ESAB le plus proche.

DIAGRAMME
0460 443 201
- 19 -
© ESAB AB 2013
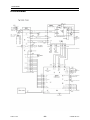
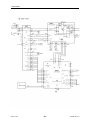
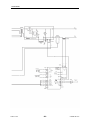
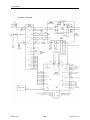
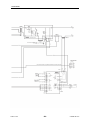
DIAGRAMME

DIAGRAMME
0460 443 201
- 20 -
© ESAB AB 2013
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























ESAB Tig 2200i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB Tig 2200i Manuel utilisateur
-
ESAB CoolMini Manuel utilisateur
-
ESAB T1 Foot CAN Manuel utilisateur
-
-
ESAB Tig 2200i AC/DC - Caddy® Tig 2200i AC/DC Manuel utilisateur
-
ESAB Arc 251i - Caddy® Arc 251i Manuel utilisateur
-
ESAB Caddy™ Tig 1500i Tig 2200i Manuel utilisateur
-
-
ESAB Caddy® 250 Arc 251i Manuel utilisateur
-
ESAB Caddy® Tig 2200i AC/DC Manuel utilisateur