Lincoln Electric POWER MIG 350MP Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi

POWER MIG
™
350MP
MANUEL DE L’OPÉRATEUR
IMF859
Mars, 2005
La sécurité dépend de
vous
Le matériel de soudage et de
coupage à l'arc Lincoln est conçu
et construit en tenant compte de
la sécurité. Toutefois, la sécurité
en général peut être accrue grâce
à une bonne installation... et à la
plus grande prudence de votre
part. NE PAS INSTALLER,
UTILISER OU RÉPARER CE
MATÉRIEL SANS AVOIR LU CE
MANUEL ET LES MESURES DE
SÉCURITÉ QU'IL CONTIENT. Et,
par dessus tout, réfléchissez
avant d'agir et exercez la plus
grande prudence.
S’applique aux machines dont le numéro de code est: 11147, 11150For use with machine
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © 2005 Lincoln Global Inc.

Mar ‘95
POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et d’entretenir à moins
qu’il ne soit nécessaire que le moteur tourne pour effectuer
l’entretien.________________________________________
____________
1.b.Ne faire fonctionner les moteurs qu’à l’ex-
térieur ou dans des endroits bien aérés ou
encore évacuer les gaz d’échappement du
moteur à l’extérieur.
__________________________________________________
1.c. Ne pas faire le plein de carburant près d’une
flamme nue, d’un arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêcher
que du carburant renversé ne se vaporise au
contact de pièces du moteur chaudes et ne
s’enflamme. Ne pas renverser du carburant
quand on fait le plein. Si du carburant s’est
renversé, l’essuyer et ne pas remettre le
moteur en marche tant que les vapeurs n’ont
pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
rité doivent être toujours en place et en bon état. Tenir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
d’autres pièces en mouvement quand on met en marche,
utilise ou répare le matériel.
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
protecteurs de sécurité pour effectuer l’entretien prescrit. Ne
déposer les protecteurs que quand c’est nécessaire et les
remettre en place quand l’entretien prescrit est terminé.
Toujours agir avec la plus grande prudence quand on tra-
vaille près de pièces en mouvement.
____________________________________________________
1.f. Ne pas mettre les mains près du ventilateur
du moteur. Ne pas appuyer sur la tige de
commande des gaz pendant que le moteur
tourne.
__________________________________________________
1.g.Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entretenant
le groupe électrogène de soudage, de connecter les fils des
bougies, le chapeau de distributeur ou la magnéto
i
SÉCURITÉ
i
LE SOUDAGE À L’ARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE
DEVRAIENT CONSULTER LEUR MÉDECIN AVANT D’UTILISER L’APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement d’acheter un exemplaire de la norme Z49.1, de l’ANSI auprès de l’American Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
S’ASSURER QUE LES ÉTAPES D’INSTALLATION, D’UTILISATION, D’ENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QU’À DES PERSONNES QUALIFIÉES.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles et
des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des inter-
férences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant d’entreprendre le soudage
2.c. L’exposition aux champs électromagnétiques lors du
soudage peut avoir d’autres effets sur la santé que l’on ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum l’exposition aux champs électromag-
nétiques du circuit de soudage:
2.d.1.
Regrouper les câbles d’électrode et de retour. Les fixer
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles d’électrode et de retour.
Si le câble d’électrode se trouve à droite, le câble de retour
doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près pos-
sible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant de
soudage.
1.h. Pour éviter de s’ébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz d’échappement du moteur diesel et certains de
leurs constituants sont connus par l’État de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Les gaz d’échappement de ce produit contiennent des
produits chimiques connus par l’État de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci s’applique aux moteurs diesel.
Ceci s’applique aux moteurs à essence.
AVERTISSEMENT

Mar ‘95
ii
SÉCURITÉ
ii
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec ocu-
laire filtrant adéquat et protège-oculaire pour se
protéger les yeux contre les étincelles et le rayon-
nement de l'arc quand on soude ou quand on observe l'arc de
soudage. Le masque à serre-tête et les oculaires filtrants
doivent être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de
l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de l’électrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si l’on porte des vêtements
mouillés. Porter des gants isolants secs et ne comportant pas de
trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suff-
isantes pour couvrir entièrement la zone de contact physique
avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides ou
si l'on porte des vêtements mouillés; sur les construc-
tions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, s’il y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la terre)
utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semi-
automatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise
de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonc-
tionnement. Remplacer l'isolation endommagée.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
LES FUMÉES ET LES
GAZ peuvent être dan-
gereux.
5.a WeLe soudage peut produire des fumées
et des gaz dangereux pour la santé. Éviter d'inhaler ces
fumées et ces gaz. Quand on soude, tenir la tête à l'ex-
térieur des fumées. Utiliser un système de ventilation ou
d'évacuation suffisant au niveau de l'arc pour évacuer les
fumées et les gaz de la zone de travail. Quand on soude
avec des électrodes qui nécessitent une ventilation
spéciale comme les électrodes en acier inoxydable ou
pour revêtement dur (voir les directives sur le con-
tenant ou la fiche signalétique) ou quand on soude de
l'acier au plomb ou cadmié ainsi que d'autres métaux
ou revêtements qui produisent des fumées très tox-
iques, limiter le plus possible l'exposition et au-
dessous des valeurs limites d'exposition (TLV) en util-
isant une ventilation mécanique ou par aspiration à la
source. Dans les espaces clos ou dans certains cas à
l'extérieur, un appareil respiratoire peut être néces-
saire. Des précautions supplémentaires sont égale-
ment nécessaires quand on soude sur l'acier galvanisé.
5.b.
Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de
dégraissage, de nettoyage ou de pulvérisation. La chaleur
et le rayonnement de l'arc peuvent réagir avec les vapeurs
de solvant pour former du phosgène, gaz très toxique, et
d'autres produits irritants.
5.c. Les gaz de protection utilisés pour le soudage à l'arc peu-
vent chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spé-
cialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.d. Prendre connaissance des directives du fabricant relative-
ment à ce matériel et aux produits d'apport utilisés, et
notamment des fiches signalétiques (FS), et suivre les con-
signes de sécurité de l'employeur. Demander les fiches
signalétiques au vendeur ou au fabricant des produits de
soudage.
5.e. Voir également le point 1.b.

Mar ‘95
Matériel ÉLECTRIQUE.
8.a. Couper l'alimentation d'entrée en utilisant
le disjoncteur à la boîte de fusibles avant
de travailler sur le matériel.
8.b. Installer le matériel conformément au Code canadien de
l'électricité, à tous les codes locaux et aux recommanda-
tions du fabricant.
8.c. Mettre à la terre le matériel conformément au Code canadi-
en de l'électricité et aux recommandations du fabricant.
LES BOUTEILLES peu-
vent exploser si elles
sont endommagées.
7.a. N'utiliser que des bouteilles de gaz com-
primé contenant le gaz de protection convenant pour le
procédé utilisé ainsi que des détendeurs en bon état
conçus pour les gaz et la pression utilisés. Choisir les
tuyaux souples, raccords, etc. en fonction de l'application
et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA que l'on peut se procurer auprès de la Compressed
Gas Association, 1235 Jefferson Davis Highway, Arlington,
VA22202.
iii
SÉCURITÉ
iii
LES ÉTINCELLES DE
SOUDAGE peuvent
provoquer un incendie
ou une explosion.
6.a.
Enlever les matières inflammables de la
zone de soudage. Si ce n'est pas possible, les recouvrir pour
empêcher que les étincelles de soudage ne les atteignent.
Les étincelles et projections de soudage peuvent facilement
s'infiltrer dans les petites fissures ou ouvertures des zones
environnantes. Éviter de souder près des conduites
hydrauliques. On doit toujours avoir un extincteur à portée de
la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de tra-
vail, on doit prendre des précautions spéciales pour éviter les
dangers. Voir la norme ANSI Z49.1 et les consignes d'utilisa-
tion relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit
de l'électrode ne touche la pièce ou la terre. Un contact acci-
dentel peut produire une surchauffe et créer un risque d'in-
cendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts
ou des contenants sans avoir pris les mesures qui s'imposent
pour s'assurer que ces opérations ne produiront pas des
vapeurs inflammables ou toxiques provenant des substances
à l'intérieur. Elles peuvent provoquer une explosion même si
elles ont été «nettoyées». Pour plus d'informations, se pro-
curer le document AWS F4.1 de l'American Welding Society
(voir l'adresse ci-avant).
6.e. Mettre à l'air libre les pièces moulées creuses ou les con-
tenants avant de souder, de couper ou de chauffer. Elles
peuvent exploser.
6.f.
Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts d'huile
comme des gants en cuir, une chemise épaisse, un pantalon
sans revers, des chaussures montantes et un casque ou autre
pour se protéger les cheveux. Utiliser des bouche-oreilles
quand on soude hors position ou dans des espaces clos.
Toujours porter des lunettes de sécurité avec écrans latéraux
quand on se trouve dans la zone de soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible
de la zone de soudage. Si les câbles de retour sont connec-
tés à la charpente du bâtiment ou à d'autres endroits
éloignés de la zone de soudage cela augmente le risque que
le courant de soudage passe dans les chaînes de levage, les
câbles de grue ou autres circuits auxiliaires. Cela peut créer
un risque d'incendie ou surchauffer les chaînes de levage ou
les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.

iv
SÉCURITÉ
iv
Mar. ‘93
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suiv-
antes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue ou
les vétements mouillés. Porter des gants secs et sans trous
pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher met-
allique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble de
soudage et la machine à souder en bon et sûr état defonc-
tionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le total
de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie du
corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel, donc:
a. Utiliser un bon masque avec un verre filtrant approprié ainsi
qu’un verre blanc afin de se protéger les yeux du rayon-
nement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la peau
de soudeur et des aides contre le rayonnement de l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pan-
talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un échauf-
fement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible de
la zone de travail qu’il est pratique de le faire. Si on place la
masse sur la charpente de la construction ou d’autres endroits
éloignés de la zone de travail, on augmente le risque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté, voir
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debrancher
à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur place.

Lisez complètement ce Manuel de l’Opérateur avant d’essayer d’utiliser cet appareil. Gardez ce manuel et
maintenez-le à portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière aux
consignes de sécurité que nous vous fournissons pour votre protection. Le niveau d’importance à attacher à cha-
cune d’elle est expliqué ci-après :
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves
voire mortelles.
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du
matériel.
ATTENTION
Inscription en Ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax : Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
WEB SITE www.lincolnelectric.com. Choisissez l’option « Liens
Rapides » et ensuite « Inscription de Produit ». Veuillez remplir le formulaire puis l’en-
voyer.
vv
Merci
d’avoir choisi un produit de QUALITÉ Lincoln Electric. Nous
tenons à ce que vous soyez fier d’utiliser ce produit Lincoln
Electric… tout comme nous sommes fiers de vous livrer ce pro-
duit.
Veuillez examiner immédiatement le carton et le matériel.
Quand ce matériel est expédié, son titre passe à l’acheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par l’acheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur l’identification du matériel pour pouvoir s’y reporter ultérieure-
ment. Vous trouverez cette information sur la plaque signalétique de votre machine.
Produit _________________________________________________________________________________
Numéro de Modèle ________________________________________________________________________
Numéro de code / Code d’achat ______________________________________________________________
Numéro de série ___________________________________________________________________________
Date d’achat :_____________________________________________________________________________
Lieu d’achat ______________________________________________________________________________
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours les
informations que vous avez inscrites ci-dessus.

vi
vi
TABLE DES MATIÈRES
Page
________________________________________________________________________
Installation.......................................................................................................................Section A
Spécifications Techniques....................................................................................................A-1
Mesures de Sécurité ............................................................................................................A-2
Déballage de la POWER MIG 350MP..................................................................................A-2
Emplacement .......................................................................................................................A-2
Puissance d’Entrée, Raccordement à Terre et Diagrammes de Connexion ................A-2, A-3
Installation du Pistolet et du Câble.......................................................................................A-4
Écran de Gaz Inerte....................................................................................................A-4 à A-5
Installation de la Torche TIG.........................................................................................A-5, A-6
________________________________________________________________________________
Fonctionnement..............................................................................................................Section B
Mesures de Sécurité ............................................................................................................B-1
Définition des Modes de Soudage .......................................................................................B-1
Abbréviations de Soudage Communes................................................................................B-1
Description du Produit..........................................................................................................B-2
Contrôles et Réglagles .................................................................................................B-2, B-3
Installation et Configuration de la POWER MIG 350MP pour le Soudage...........................B-4
Fonctions du Panneu à Procédés Multiples .................................................................B-5, B-6
Rouleau Conducteur de Fil...................................................................................................B-7
Procédure pour le Changement des Jeux de Rouleaux Conducteur et
de Cylindres d’Appui ............................................................................................................B-8
Chargement des Tambours de Fil........................................................................................B-8
Montage de Bobines de 10 à 44 lbs.....................................................................................B-8
Alimentation du fil Électrode.................................................................................................B-9
Réglage de la Pression du Cylindre d’Appui........................................................................B-9
Configuration de l’Entraîneur de Fil ............................................................................B-9, B-10
Comment Éviter les Problèmes d’Alimentation du Fil ........................................................B-10
Procédés de Soudage Spéciaux Disponibles ....................................................................B-11
Bénéfices du Mode Pulse-On-Pulse ..................................................................................B-12
Power Mode™, Soudage TIG ............................................................................................B-13
________________________________________________________________________________
Accessoires ....................................................................................................................Section C
Kits de Rouleaux Conducteurs.............................................................................................C-1
Kit d’Alimentation Aluminium, Adaptateur de Readi-Reel....................................................C-1
Kit de Montage du Cylindre Double .....................................................................................C-1
Ensembles Alternatifs de Pistolet Magnum GMAW et Câble...............................................C-1
Kit de Connexion Magnum...................................................................................................C-1
Pistolet à Bobine Prince
TM
XL...............................................................................................C-1
Réaliser une Souder avec la Torche à Système Pousser–Tirer Installée............................C-2
________________________________________________________________________________
Entretien ..........................................................................................................................Section D
Mesures de Sécurité, Entretien Général..............................................................................D-1
Rouleaux Conducteurs et Plaques Guides ..........................................................................D-1
Installation de la Pointe de Contact et du Bec de Gaz.........................................................D-1
Tubes et Becs de Pistolet, Nettoyage du Câble du Pistolet.................................................D-1
Retrait et Changement de la Bande de Remplissage..........................................................D-2
________________________________________________________________________________
Guide de Dépannage ......................................................................................................Section E
Comment Utiliser la Guide de Dépannage...........................................................................E-1
Dépannage .................................................................................................................E-2 à E-5
Codes de Pannes.................................................................................................................E-6
Problèmes d’Alimentation du Fil en Poussant et Tirant............................................E-7 à E-10
________________________________________________________________________________
Diagrammes ....................................................................................................................Section F
Diagrammes de Câblage et Impression de Dimensions...............................................F-1, F-2
________________________________________________________________________________
Manuel de Pièces............................................................................................................Appendix
POWER MIG 350MPPièces...................................................................................P512 Series
Pistolet Magnum 300 & 400 GMAW, Ensemble du Connecteur ........................P202-C Series
________________________________________________________________________________

A-1 A-1
INSTALLATION
Tension d’Entrée/ 230Amps @ 300Amps @ 350Amps @ 75°C Cuivre Taille Fil Fusible
Fréquence (Hz) 29 Volts 32 Volts 34 Volts AWG (IEC) ou
(100% Facteur (60% Facteur (40% Facteur Tailles (MM
2
) Disjoncteur
de Marche) de Marche) de Marche)
208/60*\ 50A 76A 93A 6 (16 mm
2
) 100 A
230/60 48A 64A 80A 6 (16 mm
2
) 80 A
460/60 25A 37A 45A 10 (6 mm
2
) 50 A
575/60 20A 29A 34A 12 (2.5 mm
2
) 35 A
Câbler la soudeuse sur une branche de circuit dédié.
NOTE : Utiliser un câble de Raccordement à Terre AWG No.10.
*Uniquement pour Entrée de 208V. Le Taux de Facteur de Marche à 300 Amps est de 40%.
SPÉCIFICATIONS TECHNIQUES – POWER MIG 350MP
ENTRÉE – UNIQUEMENT MONOPHASÉE
RÉGIME DE SORTIE
SORTIE
TAILLES RECOMMANDÉES DE CÂBLES D’ENTRÉE ET DE FUSIBLES - MONOPHASE
Hauteur Largeur Profondeur Poids
31,79 in 18,88 in 38.78 in 255 Ibs
808 mm 480 mm 985 mm 116 kg
DIMENSIONS PHYSIQUES
Vitesse du Fil 50 – 700 IPM (1.27 – 17,8 m/minute)
REGISTRE DE VITESSE DU FIL
Tension / Fréquence Standard
Courant d’Entrée @ 230 Amp Régime de Sortie Courant d’Entrée @ 300 Amp Régime de Sortie
208/230/460/575/60 Hz 50/48/25/20 Amps 76/64/37/29 Amps
Tension d’Entrée Facteur de Marche Amps Volts à Ampérage Nominal
208 40% 300 Amps 32 Volts
230/460/575 60% 300 Amps 32 Volts
208/230/460/575 100% 230 Amps 29 Volts
Registre de Courant de Soudage (Continu) Tension Maximum de Circuit Ouvert
Registre de Tension de Soudage
5 – 350 Amps 67 Volts 10-45 Volts
POWER MIG 350MP
GRAPHIQUE DE FACTEUR DE MARCHE
150
200
250
300
350
400
0 102030405060708090100
% Facteur de Marche
Amps Soudage
230-575V 208V
Valeurs montrées avec
115V Auxiliaires totalement
chargés pendant le soudage

A-2
A-2
INSTALLATION
SEUL LE PERSONNEL QUALIFIÉ PEUT
INSTALLER, UTILISER OU RÉALISER
L’ENTRETIEN DE CET APPAREIL.
DÉBALLAGE DE LA POWER MIG
350MP
Couper les liens et soulever le carton. Couper les
liens qui maintiennent la machine sur le traîneau.
Retirer la mousse et le matériel d’emballage gaufré.
Décoller les Accessoires de la Plateforme de la
Bouteille de Gaz. Dévisser les deux vis en bois (sur la
Plateforme de la Bouteille de Gaz) qui maintiennent la
machine sur le traîneau. Faire rouler la machine pour
la faire descendre du traîneau.
EMPLACEMENT
Placer la soudeuse dans un endroit sec où de l’air
propre puisse circuler librement dans les claires-voies
vers l’intérieur sur l’arrière et vers l’extérieur sur l’a-
vant. Un emplacement qui minimise la quantité de
fumée et de saleté pénétrant dans les claires-voies
arrière réduit les possibilités d’accumulation de saleté
qui pourrait bloquer le passage de l’air et provoquer
une surchauffe.
PUISSANCE D’ENTRÉE, RACCORDE-
MENT À TERRE ET DIAGRAMMES DE
CONNEXION
1. Avant de commencer l’installation, vérifier avec la
compagnie électrique locale si l’alimentation en
puissance est appropriée pour la tension, l’am-
pérage, la phase et la fréquence spécifiés sur la
plaque nominative de la soudeuse. S’assurer
également que l’installation planifiée soit conforme
au Code Électrique national Américain et aux exi-
gences légales locales. Cette soudeuse peut être
opérée depuis une ligne monophasée ou depuis
une phase d’une ligne biphasée ou triphasée.
2. La POWER MIG 350MP est livrée avec les connex-
ions appropriées pour une Entrée de 230 Volts. Si
la soudeuse va fonctionner sur une autre tension,
elle doit être reconnectée d’après les instructions
de la Figure A.1.
Lire complètement la section « Installation » avant
de commencer l’installation.
MESURES DE SÉCURITÉ
POWER MIG 350MP
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Ne pas toucher les pièces sous
tension ou les électrodes les
mains nues ou si l’on porte des
vêtements humides.
• S’isoler du travail et du sol.
• Toujours porter des gants
isolants secs.
• Ne pas utiliser de soudeuse CA si
les vêtements, les gants ou la
zone de travail sont humides ou
si l’on travaille sur, sous ou à l’in-
térieur de la pièce à travailler.
Utiliser les appareils suivants:
- Soudeuse (fil) semi-automatique
CC à tension constante.
- Soudeuse manuelle CC (baguette)
- Soudeuse CA avec contrôle de
tension réduite.
• Ne pas travailler si les panneaux
sont retirés.
• Débrancher la puissance d’entrée
avant de réaliser l’entretien.
LES VAPEURS ET LES GAZ
peuvent être dangereux.
• Maintenir la tête hors des vapeurs.
• Utiliser la ventilation ou un
système d’échappement pour
évacuer les vapeurs et les gaz de
la zone de respiration
LES ÉTINCELLES DE
SOUDURE peuvent provo-
quer des incendies ou des
explosions.
• Tenir les matériaux inflammables
éloignés.
• Ne pas souder sur des récipients
fermés.
LES RAYONS DES ARCS
peuvent causer des brûlures
aux yeux et sur la peau.
• Porter des protections pour les
yeux, les oreilles et le corps.
Suivre toutes les instructions de sécurité
tout au long de ce manuel.
-----------------------------------------------------------
AVERTISSEMENT

A-3
A-3
INSTALLATION
FIGURE A.2 — Diagramme du Réceptacle
CONNECTER SUR UN FIL DE
CONNEXION À TERRE DU
SYSTÈME. VOIR LE CODE
ÉLECTRIQUE NATIONAL
DES ÉTATS-UNIS ET/OU LES
LOIS LOCALES POUR
D’AUTRES DÉTAILS ET
MOYENS POUR UNE CON-
NEXION À TERRE
APPROPRIÉE.
CONNECTER SUR LES FILS
SOUS TENSION D’UN
SYSTÈME MONOPHASÉ À
TROIS FILS OU SUR UNE
PHASE D’UN SYSTÈME
BIPHASÉ OU TRIPHASÉ.
3. La POWER MIG 350MP est livrée avec un câble
d’entrée de 10 ft. (3,05m) et une prise branchés sur
la machine. En suivant les instructions de la Figure
A.2, demander à un électricien qualifié de connecter
le réceptacle ou le câble sur les lignes de puissance
d’entrée et la masse du système conformément au
Code Électrique National des États-Unis et à toute
loi locale applicable. Voir les « Spécifications
Techniques » au début de ce chapitre pour les
tailles de fils appropriées. Pour de grandes
longueurs supérieures à 100 ft.(30,48m), des fils en
cuivre plus grands doivent être utilisés. Installer des
fusibles de type « super lag » sur les deux lignes
sous tension, tel qu’illustré dans le diagramme suiv-
ant. Le contact central du réceptacle est destiné à la
connexion à terre. Un fil vert dans le câble d’entrée
raccorde ce contact au châssis de la soudeuse.
Ceci garantit la connexion à terre appropriée du
châssis de la soudeuse lorsque la prise de la
soudeuse est insérée dans le réceptacle.
Pour des tensions d’entrée supérieures à 230V, retirer
le cordon d’entrée de 208/230V fourni et le remplacer
par la connexion directe du fil dur sur la boîte à fusibles.
Pour les installations canadiennes de 208V, retirer
la prise et brancher directement sur la boîte à
fusibles conformément au Code Électrique
Canadien.
• Puissance d'entrée de débranchement
de avant d'inspecter ou entretenir la
machine.
• Ne fonctionn
ent pas des couvertures
étant coupées.
• No touchent pas les pièces électriques
de phase.
• Les personne
s qualifiées de seulement
devraient installer, utiliser ou entretenir
cet équipement.
• installent
et ont rectifié la machine par
code électrique national et codes locaux.
Utilisez le goujon groudi
ng ou supportez
à l'intérieur.
• Fil de CU d'utilisation de seulement.
• consultent le manuel d'instruct
ion avant
l'installation ou le fonctionnement.
ADVERTISSEMENT
DIAGRAMME DE RACCORDEMENT D'
APPROVISIONNEMENT D'ENTRÉE
LE CHOC
D'ELECTRIAL
PEUTTUER
LES DEUX PULLOVERS
DÉPLACÉS
MONOPHASÉ
FIGURE A.1 – Connexions d’Entrée pour Machine à Triple Tension
FIL
VERT
FUSIBLE
FUSIBLE
POWER MIG 350MP
RÉCEPTACLES DE PUISSANCE
AUXILIAIRE
(Réceptacle de 15 Amp, 120 Volts). Le réceptacle est
approuvé par UL et CSA.

A-4
INSTALLATION DU PISTOLET ET
DU CÂBLE
Un pistolet Magnum 300 et un câble de 15 ft. (4,6 m)
sont fournis avec la POWER MIG 350MP. Une bande
de remplissage de câble Magnum pour électrode de
0,035-0,045" (0,9-1,2mm) et des pointes de contact
pour électrode de 0,035" (0,9mm) et 0,045" (1,2mm)
sont incluses pour le câble de 15 ft.
Éteindre l’interrupteur de puissance de la
soudeuse avant d’installer le câble et le pistolet.
INSTALLATION DE LA BANDE DE
REMPLISSAGE ET INSTRUCTIONS DE
TAILLAGE (VOIR FIGURE A.3)
1. Retirer le bec de gaz.
2. Retirer le diffuseur de gaz du tube du pistolet. Si le
diffuseur de gaz contient une petite vis de pression,
la desserrer.
3. Étaler le pistolet et le câble sur une surface plate.
Desserrer la vis de pression du connecteur sur l’ex-
trémité arrière du pistolet.
4. Insérer la bande de remplissage non taillée dans
l’extrémité arrière du pistolet.
5. Sertir le coussinet de la Bande de Remplissage
dans l’arrière du pistolet. Assujettir la Bande de
Remplissage en serrant la vis de pression. Ne pas
installer le diffuseur de gaz à ce moment.
6. Étaler le câble bien droit et tailler la Bande de
Remplissage à 9/16". Retirer les ébarbures.
7. Assujettir le diffuseur de gaz dans le tube.
8. Serrer la vis de pression contre la Bande de
Remplissage.
Cette vis ne doit être que peu serrée. Si elle est
trop serrée, la bande de remplissage se séparera
en deux ou se brisera, ce qui aura pour con-
séquence une mauvaise alimentation du fil.
------------------------------------------------------------------------
AVERTISSEMENT
A-4
INSTALLATION
ENSEMBLE PISTOLET & CÂBLE
INSTALLÉS SUR LA POWER MIG
1. Dévisser la vis moletée sur l’extrémité frontale de
l’unité de l’entraîneur (à l’intérieur du compartiment
d’alimentation du fil) jusqu’à ce que la pointe de la
vis ne sorte plus par l’ouverture du pistolet, tel que
vu du devant de la machine.
2. Insérer l’extrémité mâle du câble du pistolet dans la
pièce femelle à travers l’ouverture dans le panneau
frontal. S’assurer que le connecteur soit complète-
ment inséré puis serrer la vis moletée.
3. Raccorder le connecteur de la gâchette du pistolet
depuis le pistolet et câble sur le réceptacle corre-
spondant à l’intérieur du compartiment situé au-
dessus de la connexion du pistolet effectuée au point
2 ci-dessus. S’assurer que les clavetages soient
alignés, insérer puis serrer l’anneau de rétention.
ÉCRAN DE GAZ INERTE
(Pour Procédés de Soudage à l’Arc Gaz - Métal)
Le client doit fournir un cylindre de gaz de protection
de type approprié pour le procédé utilisé.
Un régulateur de flux de gaz, pour CO
2
ou mélange
d’Argon, ainsi qu’un tuyau d’admission de gaz sont
fournis par l’usine avec la POWER MIG 350MP.
Installer l’alimentation de l’écran de gaz inerte comme suit
1. Installer le cylindre de gaz sur la plateforme arrière
de la POWER MIG 350MP. Accrocher la chaîne
pour attacher le cylindre sur l’arrière de la
soudeuse.
2. Retirer le bouchon du cylindre. Vérifier que les
valves et le régulateur du cylindre ne présentent
pas de filetages endommagés, de saleté, de pous-
sière, d’huile ou de graisse. Retirer la poussière et
saleté avec un chiffon propre.
AVERTISSEMENT
LE CYLINDRE peut exploser s’il est
endommagé.
• Le gaz sous pression est explosif.
Toujours conserver les cylindres de gaz
en position verticale et enchaînés au chari-
ot ou à un support stationnaire. Voir la
Norme Nationale Américaine 2-49.1 «
Sécurité pour le Soudage et le Découpage
» publiée par la Société Américaine de
Soudage.
POIGN E DU PISTOLET
VIS DE PRESSION
VIS DE PRESSION
TUBE D ISOLATION
POIGNEE DU C BLE
EXTR MIT DU CHARGEUR
VIS DE SERRAGE
TUBE DU PISTOLET
LONGUEUR DE TAILLAGE
DIFFUSEUR DE GAZ
ISOLATION DU BEC
BEC DE GAZ
PRISE DE GAZ MOUL E
ENSEMBLE BANDE DE REMPLISSAGE
(COUSSINET DE LA BANDE DE REMPLISSAGE
¸ SERTIR BIEN SERR CONTRE LE CONECTEUR
DU C BLE EN LAITON)
CONNECTEUR
C BLE EN LAITON
BANDE DE REMPLISSAGE
9/16" (14,3mm)
FIGURE A.3
ATTENTION
POWER MIG 350MP

A-5
A-5
INSTALLATION
NE PAS FIXER LE RÉGULATEUR S’IL Y A
PRÉSENCE D’HULE, DE GRAISSE OU DE
DOMMAGE!
Informer le fournisseur de gaz de cette situation.
L’huile ou la graisse sont explosives en présence
d’oxygène à haute pression.
3. Se placer sur un côté loin de l’échappement et
ouvrir la soupape du cylindre pendant un instant.
Ceci permet de souffler vers l’extérieur toute pous-
sière ou saleté qui aurait pu s’accumuler dans
l’échappement de la soupape.
Faire attention d’avoir le visage loin de l’échappe-
ment de la soupape au moment de l’ouverture de
la soupape.
-----------------------------------------------------------------------
4. Fixer le régulateur de flux sur la soupape du
cylindre et bien serrer la (les) écrous d’union au
moyen d’une clef.
NOTE: Pour une connexion sur un cylindre à 100%
de CO
2
, insérer l’adaptateur du régulateur entre le
régulateur et la soupape du cylindre. Si l’adapta-
teur est équipé d’un joint en plastique, s’assurer
qu’il soit bien en place pour la connexion sur le
cylindre de CO
2
.
5. Fixer une extrémité du tuyau d’admission de gaz
sur l’accessoire d’échappement du régulateur de
flux, et l’autre extrémité sur le raccord arrière de la
POWER MIG 350MP, puis bien serrer les écrous
d’union au moyen d’une clef.
6. Avant d’ouvrir la soupape du cylindre, tourner le
bouton de réglage du régulateur dans le sens con-
traire à celui des aiguilles d’une montre jusqu’à ce
que la pression du ressort de réglage soit relâchée.
7. En se plaçant sur un côté, ouvrir doucement la
soupape du cylindre une fraction de tour. Lorsque
l’aiguille de la jauge de pression du cylindre cesse
de bouger, ouvrir la soupape complètement.
Ne jamais se placer directement devant ou derrière
le régulateur de flux lorsqu’on ouvre la soupape du
cylindre. Toujours se placer sur un côté.
------------------------------------------------------------------------
8. Le régulateur de flux est réglable. Avant d’effectuer
la soudure, l’ajuster sur le débit recommandé pour
la procédure et le procédé utilisés.
INSTALLATION DE LA TORCHE TIG
La POWER MIG 350MP est programmée pour qu’il lui
soit permis d’être utilisée en tant que soudeuse CC-
TIG. L’information ci-après est consacrée à l’installa-
tion d’une torche TIG refroidie par air avec un câble
de puissance séparé et un tuyau à gaz séparé (de
type à 2 câbles).
Connexion de la Torche TIG:
(See Figure A.4)
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
Éteindre la soudeuse avant d’ajouter
ou d’installer des accessoires.
-----------------------------------------------------------------------
1. Fixer le fil de travail bien serré sur la borne positive (+).
2. Connecter le câble de Puissance bien serré sur la
borne négative (-).
3. Connecter la ligne d’alimentation du gaz sur le
connecteur sur le devant de la machine.
4. Après avoir suivi les instructions précédentes concer-
nant l’installation du cylindre et du régulateur, repérer
sur l’arrière de la machine la connexion du gaz qui
porte la marque « PISTOLET à Bobine » ou « Torche
TIG » et connecter la ligne de gaz depuis le Cylindre
et le Régulateur comme le montre la Figure A.5.
5. Raccorder le réceptacle de télécommande de
l’Amptrol à Pédale (optionnel) sur le réceptacle de
télécommande se trouvant sur la machine.
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT
POWER MIG 350MP

A-6
A-6
INSTALLATION
POWER MIG 350MP
POSITIVE STUD (+)
NEGATIVE STUD (-)
GAS SUPPLY
CONNECTION
FOOT
AMPTROL
(OPTIONAL)
TO REMOTE
CONTROL
RECEPTACLE
GAS
HOSE
WORK
PIECE
WORK
CLAMP
WORK
CABLE
CONNECTOR
TO GAS SUPPLY
TO NAGATIVE
STUD(-)
POWER
CABLE
TIG
TORCH
TO POSITIVE
STUD(+)
REMOTE CONTROL
RECEPTACLE
SPOOL GUN AND
TIG TORCH
GAS CONNECTION
GAS LINE
FROM CYLINDER
AND REGULATOR
GAS REGULATOR
GAS CYLINDER
FIGURE A.4
FIGURE A.5
TORCHE
TIG
CÂBLE DE
PUISSANCE
VERS BORNE
NÉGATIVE (-)
CÂBLE DE
TRAVAIL
AGRAFE DE
TRAVAIL
PIÈCE À
TRAVAILLER
TUYAU
À GAZ
CONNECTEUR
ALIMENTATION DE
GAZ
AMPTROL À
PÉDALE
(OPTIONNEL)
VERS LE RÉCEPTACLE
DE TÉLÉCOMMANDE
CONNEXION
ALIMENTATION
DE GAZ
BORNE NÉGATIVE (–)
BORNE POSITIVE (+)
RÉCEPTACLE DE
TÉLÉCOMMANDE
VERS BORNE
POSITIVE (+)
RÉGULATEUR DE GAZ
CYLINDRE DE GAZ
CONNEXION DE GAZ
PISTOLET À BOBINE
ET TORCHE TIG
LIGNE DE GAZ DEPUIS
LE CYLINDRE ET LE
RÉGULATEUR.

B-1
B-1
FONCTIONNEMENT
ABBRÉVIATIONS DE SOUDAGE
COMMUNES
WFS
• Vitesse d’Alimentation du Fil
CC
• Courant Continu
CV (TC)
• Tension Constante
GMAW (MIG)
• Soudage à l’Arc Gaz – Métal
GMAW-P (MIG)
• Soudage à l’Arc Gaz – Métal – (Impulsions)
GMAW-PP (MIG)
• Soudage à l’Arc Gaz – Métal (Pulse-on-Pulse)
GTAW (TIG)
• Soudage à l’Arc Gaz – Tungstène
SMAW (STICK) (BAGUETTE)
• Soudage à l’Arc Métal Couvert
FCAW (INNERSHIELD)
• Soudage à l’Arc à la Baguette avec Noyau Fondant
POWER MIG 350MP
Lire la section de « Fonctionnement »
dans sa totalité avant de faire marcher la
POWER MIG 350MP.
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Ne pas toucher les pièces sous
alimentation électrique ou les
électrodes les mains nues ou
avec des vêtements humides.
S’isoler du travail et du sol.
• Toujours porter des gants
isolants secs.
LES VAPEURS ET LES GAZ
peuvent être dangereux.
• Maintenir la tête hors des
vapeurs.
• Utiliser la ventilation ou un système
d’échappement pour évacuer les
vapeurs de la zone de respiration.
LES ÉTINCELLES DE SOUDURE
peuvent provoquer des
incendies ou des explosions.
• Tenir les matériaux inflammables
éloignés.
• Ne pas souder sur des récipients
fermés.
LES RAYONS DES ARCS
peuvent causer des brûlures
aux yeux et sur la peau.
• Porter des protections pour les
yeux, les oreilles et le corps.
Suivre toutes les instructions de Sécurité
tout au long de ce manuel.
DÉFINITION DES MODES DE
SOUDAGE
MODES DE SOUDAGE NON SYNERGIQUES
• Un mode de soudage Non synergique requiert que
toutes les variables du procédé de soudage soient
réglées par l’opérateur.
MODES DE SOUDAGE SYNERGIQUES
• Un mode de soudage Synergique offre la simplicité
d’un contrôle au moyen d’un seul bouton. La
machine sélectionne la tension et l’ampérage cor-
rects en fonction de la vitesse d’alimentation du fil
(WFS) réglée par l’opérateur.
AVERTISSEMENT

B-2
B-2
FONCTIONNEMENT
POWER MIG 350MP
DESCRIPTION DU PRODUIT
La POWER MIG 350MP est une machine de soudage
à l’arc CC semi-automatique complète à procédés
multiples qui permet un soudage CC et TC. Elle a un
régime de 350 amps, 32 volts à 60% de facteur de
marche. La machine standard est équipée pour soud-
er avec les procédés de soudage CC - Baguette, CC
– GTAW, TC – FCAW, TC – GMAW / GMAW – P syn-
ergique et non synergique, « Pulse on Pulse » et «
Power Mode ». Voir les descriptions pour procédés de
soudage « Pulse on Pulse™ » et « Power Mode »
plus loin dans cette section.
Le mode No.5 et le mode No.6 sont des modes TC –
GMAW non synergiques pour fils dénudés et à noyau
fondant, respectivement. Dans ces modes, l’usager
pré–établit la vitesse d’alimentation du fil (WFS) sur le
compteur de gauche et la tension de soudage sur
celui de droite. Ces deux réglages sont indépendants,
ce qui veut dire que si la WFS est modifiée, la tension
reste constante, et vice-versa.
Tous les autres numéros de modes désignés en tant
que « TC » sont synergiques. À nouveau, la WFS
apparaît sur le compteur de gauche et la tension sur
celui de droite. Cependant, en utilisant ces modes, la
WFS est pré–établie et la tension n’est pré-établie
qu’une fois. Cette fois-ci, lorsque la WFS est modifiée,
la tension change avec elle, de sorte que l’apparence
et la longueur de l’arc resteront les mêmes sans avoir
besoin de réajuster la tension.
Les modes indiqués en tant que « GMAW–P » ou «
GMAW–PP » sont tous des modes synergiques à
impulsions. Dans ces modes, la WFS apparaît sur le
compteur de gauche et la « Compensation » apparaît
sur celui de droite. L’usager règle la WFS de sorte à
obtenir un arc ayant l’énergie d’arc correcte pour l’é-
paisseur du matériau à souder. La Compensation, qui
est réglable pour des valeurs de -1,5 à 0 (ÉTEINT) et
jusqu’à +1,5, contrôle la longueur de l’arc. Des valeurs
de Compensation plus élevées donnent des
longueurs d’arc supérieures. Une fois que l’usager a
ajusté la Compensation pour une WFS, l’alimentation
en puissance change plusieurs variables de façon
synergique de sorte que, alors que la WFS est modi-
fiée, la longueur et l’apparence de l’arc restent les
mêmes. Les modes synergiques sont utilisables aussi
bien avec les torches à pousser qu’avec les torches à
système pousser-tirer, tel que décrit plus loin dans ce
Manuel. Lorsque l’on utilise un pistolet à bobine,
cependant, bien que les modes synergiques à impul-
sions soient toujours accessibles, ils doivent être util-
isés d’une manière non synergique tel que décrit dans
la Section Accessoires.
Le système de contrôle basé sur micro ordinateur
numérique permet un réglage facile et exact des
paramètres de soudage à travers le panneau de
procédés multiples situé sur le devant de la machine.
La POWER MIG 350MP est équipée de connecteurs
à 6 goupilles et 7 goupilles afin de permettre le fonc-
tionnement d’un pistolet à système pousser- tirer pour
alimenter des fils en aluminium, d’un pistolet à bobine,
de télécommandes et d’une Amptrol à pédale.
Autres Caractéristiques
Des kits en option sont disponibles pour le soudage
en pousser-tirer, le fonctionnement du pistolet à
bobine, l’alimentation par poussée d’aluminium de
3/64 avec le pistolet standard de la POWER MIG
350MP et le chargeur de fil. Un Kit de Montage de
Cylindre Double est également proposé.
CONTRÔLES ET RÉGLAGES
(Voir la Figure B.1)
1. VITESSE D’ALIMENTATION DU FIL (WFS) /
AMPÈREMÈTRE - Ce compteur affiche soit la WFS
soit la valeur du courant (Amps) selon l’état de la
machine. Sous l’affichage se trouvent les légendes
« WFS » et « Amps ». Un LED est allumé sur la
gauche de l’une de ces unités pour indiquer les
unités de la valeur affichée sur le compteur.
• Avant le fonctionnement en TC, le compteur
affiche la valeur de WFS pré-établie souhaitée.
• Avant le fonctionnement en CC-Baguette et CC-
GTAW, le compteur affiche la valeur pré-établie
du courant.
• Durant le Soudage, le compteur affiche l’am-
pérage moyen réel.
• Après le soudage, le compteur maintient la valeur
réelle du courant pendant 5 secondes. Pendant ce
temps, l’écran clignote pour indiquer que la
machine se trouve en période d’« Attente ». Des
réglages de sortie pendant la période d’« Attente
» auraient pour conséquence les caractéristiques
« préalables au fonctionnement » citées plus haut.
• Après la période d’« Attente » de 5 secondes, le
compteur affiche la valeur établie de la WFS
(modes TC) ou de l’Ampérage (modes CC).
Figure B.1

5. PANNEAU À PROCÉDÉS MULTIPLES - Ce pan-
neau permet la sélection des modes de soudage
ainsi que le réglage de certains paramètres de
soudage dans chaque mode de soudage.
Les huit LEDs discrets sont utilisés pour identifier la
sélection qui sera affichée sur l’écran. Les sélec-
tions possibles sont:
• Mode de Soudage (Choix de Sélection de
Procédés)
• Avant-Écoulement / Après-Écoulement
• Rodage
• Démarrage
• Contrôle d’Arc
• Cratère
• Reprise de Brûlure
• Point
Un seul LED s’allume à la fois. L’attribut de Mode de
Soudage est toujours une sélection valide (les autres
attributs peuvent ne pas être disponibles dans tous
les procédés).
5A. Interrupteur de SÉLECTION
• Cet interrupteur permet de basculer sur les 8
sélections qui apparaissent au-dessus de
l’interrupteur.
• Un LED rouge se trouve à côté de chaque
sélection possible et s’allume lorsque ce choix
peut être changé.
5B. Indicateur Visuel
• Ce compteur affiche le mode de soudage actif
(un série de paramètres de soudage qui ont été
déterminés afin de fournir les résultats
recommandés pour un procédé de soudage
particulier) lorsque le LED de « Mode de
Soudage » est allumé ou lorsque n’importe
lequel des sept autres LED s’allume ; le comp-
teur indique la valeur sur laquelle ce paramètre
de soudage a été réglé.
5C. Interrupteur de RÉGLAGE
• Cet interrupteur ajuste (vers le haut ou vers le
bas) la valeur affichée sur l’indicateur visuel.
Lorsque le LED DE MODE DE SOUDAGE s’al-
lume, cet interrupteur est en train de changer le
mode de soudage de la machine. Les modes
les plus couramment utilisés apparaissent dans
le tableau sur la moitié droite du Panneau à
Procédés Multiples.
Si le LED se trouvant à côté d’un paramètre de
soudage (Avant-Écoulement / Après-Écoule-
ment, Rodage, Démarrage, etc) est allumé, l’in-
terrupteur de RÉGLAGE ajuste les réglages de
ce paramètre de soudage spécifique. Le
réglage apparaît sur l’indicateur visuel.
6. INTERRUPTEUR DE PUISSANCE ALLUMÉ/ÉTEINT
B-3
B-3
FONCTIONNEMENT
POWER MIG 350MP
}
Choix de paramètres de
soudage pouvant être
réglés. Une description
complète de chaque
paramètre se trouve plus
loin dans cette section.
2. VOLTMÈTRE / COMPTEUR DE COMPENSATION
- Ce compteur affiche soit la valeur de la tension
soit celle de la compensation, selon l’état de la
machine. Sous l’écran d’affichage se trouvent les
légendes « Volts » et « Trim » (« Compensation »).
Un LED s’allume sur la gauche de l’un d’eux pour
indiquer les unités de la valeur affichée sur le
compteur.
Procédés TC
• Avant le fonctionnement en GMAW et FCAW, le
compteur affiche la valeur de la Tension pré-
établie souhaitée.
• Avant le fonctionnement en GMAW-P et GMAW-
PP synergiques, le compteur affiche la valeur de
Compensation pré-établie souhaitée. La
Compensation ajuste la tension synergique par
défaut comme un pourcentage de cette tension.
Une valeur de Compensation de 1 est réglée par
défaut et c’est le réglage de tension recom-
mandé pour une vitesse d’alimentation du fil don-
née. Un réglage de la Compensation sur une
valeur de 0,095 ajuste la tension à 95% de la
tension recommandée.
• Durant le Soudage, le compteur affiche la
moyenne de volts réelle.
• Après le soudage, le compteur maintient la
valeur de tension réelle pendant 5 secondes.
Pendant ce temps, l’écran d’affichage clignote
pour indiquer que la machine se trouve dans la
période d’« Attente ». Un réglage de la sortie
durant la période d’« Attente » a pour résultat les
caractéristiques d’« avant le fonctionnement »
décrites plus haut.
• Après la période d’« Attente » de 5 secondes, le
compteur affiche la valeur de Tension (GMAW,
FCAW) ou de Compensation (GMAW-P) établie.
Procédés CC
•
Le compteur affiche l’état de la sortie.
•
Lorsque la sortie est habilitée, le compteur affiche
« ON » (« ALLUMÉE »).
•
Lorsqu’il n’y a pas de sortie, le compteur affiche
« OFF » (« ÉTEINT »).
3. CONTRÔLES DE SORTIE - La POWER MIG 350MP
possède 2 boutons codificateurs pour régler les
paramètres de soudage.
• Chaque codificateur change la valeur affichée du comp-
teur situé directement sous ce codificateur.
• En modes CC-GTAW, le codificateur de gauche règle
le courant de soudage maximum. Si l’on appuie à fond
sur une Amptrol à pédale ou manuelle, on obtient le
niveau de courant pré-établi.
• En CC-Baguette et CC-GTAW, le codificateur de droite
active et désactive la sortie. Lorsqu’on fait tourner le
codificateur dans le sens des aiguilles d’une montre, la
sortie est habilitée si aucun dispositif de gâchette à dis-
tance n’est utilisé. Pour couper l’énergie de la sortie,
tourner le codificateur dans le sens contraire à celui des
aiguilles d’une montre. L’écran d’affichage au-dessus
indique l’état « ALLUMÉ » ou « ÉTEINT » de la sortie.
4. THERMIQUE – La lumière indicatrice s’allume lorsque la
source de puissance a été menée en surcharge thermique.

B-4
B-4
FONCTIONNEMENT
POWER MIG 350MP
INSTALLATION ET CONFIGURATION DE LA
POWER MIG 350 MP POUR LE SOUDAGE
• Vérifier que la polarité de l’électrode est correcte pour le
procédé et placer l’Interrupteur de Puissance sur la posi-
tion « ON » (« ALLUMÉ »). Après la période d’« amorçage
» (environ 20 secondes), la POWER MIG 350 MP se pro-
grammera par défaut sur le dernier mode de soudage pré-
établi qui était actif lorsque la machine fut éteinte. Le
Panneau à Procédés Multiples se programme par défaut
sur le « Mode de Soudage » actif.
• Basculer l’interrupteur de RÉGLAGE sur l’opération de «
Mode de Soudage » souhaitée. Le Compteur à Procédés
Multiples affiche un chiffre de mode de soudage corre-
spondant à un procédé de soudage CC ou TC comme
l’indique le tableau du côté droit du panneau. Dans l’ex-
emple illustré par la Figure B.2 « 3 » est affiché au-dessus
de l’interrupteur de RÉGLAGE. Ceci signifie que la
machine est réglée pour un soudage CC-GTAW (TIG).
• Basculer l’interrupteur de SÉLECTION afin d’activer les
« paramètres de soudage » pour le mode de soudage
sélectionné.
• Régler chaque paramètre en utilisant l’interrupteur de RÉGLAGE
pour ajuster le paramètre affiché sur l’indicateur visuel.
NOTE : Si le LED situé à côté du paramètre de soudage
clignote, les valeurs de WFS/AMP et/ou de
Volt/Compensation peuvent également être ajustées pour
ce paramètre au moyen du bouton de contrôle se trouvant
sous chaque indicateur visuel. Un LED sous chacun des
écrans d’affichage clignotera aussi pour indiquer la valeur
qui peut être réglée.
Le Tableau B.1 montre les paramètres de soudage qui peu-
vent être réglés pour un mode de soudage donné. Les
paramètres de soudage sont détaillés plus loin dans cette
section.
AVANT-ÉCOULEMENT/ RODAGE DÉMARRAGE CONTRÔLE CRATÈRE REPRISE SOUDAGE
APRÈS-ÉCOULEMENT D’ARC BRÛLURE PAR POINT
CC-STICK ----- ----- Oui Oui ----- ----- -----
CC-GTAW APRÈS-ÉCOULEMENT ----- Oui ----- ----- ----- -----
TC-FCAW ----- Oui Oui Oui Oui Oui Oui
TC-GMAW Oui Oui Oui Oui Oui Oui Oui
CV-GMAW-P
Oui Oui Oui Oui Oui Oui Oui
PUISSANCE Oui Oui Oui Oui Oui Oui Oui
3
FIGURE B.2
TABLEAU B.1

B-5
B-5
FONCTIONNEMENT
POWER MIG 350MP
FONCTIONS DU PANNEAU À PROCÉDÉS
MULTIPLES
Mode de Soudage
Le réglage du Mode de Soudage est la sélection du pro-
gramme approprié parmi ceux qui sont disponibles dans
la mémoire de la machine pour une application de
soudage particulière. Le tableau sur le côté droit du pan-
neau frontal (Voir la Figure B.2) donne des informations
sur les différents programmes disponibles sur cette
machine. Il décrit le type de procédé (TC, CC, GMAW
synergique), le type de métal (acier doux, acier inoxyd-
able, aluminium) le type d’écran de gaz inerte et la taille
d’électrode recommandée pour un mode particulier.
La sélection du mode de soudage est habilitée en bascu-
lant l’interrupteur de SÉLECTION jusqu’à ce que le LED
se trouvant à côté de Mode de Soudage s’allume. Un
chiffre de Mode de Soudage s’affichera sur l’indicateur
visuel. Basculer l’interrupteur de RÉGLAGE vers le haut
ou vers le bas fait augmenter ou diminuer le chiffre de
MODE DE SOUDAGE affiché. La machine passe au
mode de soudage sélectionné après deux secondes d’in-
activité de l’interrupteur de RÉGLAGE. Si l’interrupteur
de SÉLECTION change de position avant les deux sec-
ondes d’inactivité de l’interrupteur de RÉGLAGE, la
machine ne change pas de mode. Le dernier Mode de
Soudage actif sera sauvegardé au moment de couper la
puissance de sorte qu’il sera sélectionné au prochain
allumage de la machine.
Avant-Écoulement / Après-Écoulement
• Le réglage de l’Avant-Écoulement permet un temps de
sélection afin que le gaz de protection circule après
avoir tiré sur la gâchette et avant d’alimenter le fil et
d’établir un arc.
• Le réglage de l’Après-Écoulement permet un temps de
sélection afin que le gaz de protection continue à cir-
culer après que la gâchette ait été relâchée et que le
courant de sortie ait été coupé.
• Le temporisateur d’Avant-Écoulementt est sélectionné
en basculant l’interrupteur de SÉLECTION jusqu’à ce
que le LED se trouvant à côté d’AVANT-
ÉCOULEMENT/APRÈS-ÉCOULEMENT s’allume.
L’indicateur visuel lit Avant. Le temps d’Avant-Écoule-
ment actuel est affiché et peut être modifié en basculant
l’interrupteur de RÉGLAGE vers le haut ou vers le bas.
• Le temporisateur d’Après-Écoulement est sélectionné
en appuyant sur l’interrupteur de SÉLECTION vers le
bas une fois de plus. Le LED se trouvant à côté de
AVANT-ÉCOULEMENT/APRÈS-ÉCOULEMENT reste
allumé, mais l’indicateur visuel lit maintenant Après. Le
temps d’Après-Écoulement actuel est affiché et peut
être modifié en basculant l’interrupteur de RÉGLAGE
vers le haut ou vers le bas.
• La valeur par défaut pour l’Avant-Écoulement et
l’Après-Écoulement est « OFF » (« ÉTEINT ») (0 sec-
ondes).
• L’Avant-Écoulement peut être ajusté de 0 à 2,5 secon-
des par augmentations de 0,1 seconde.
• L’Après-Écoulement peut être ajusté de 0 à 10 secon-
des par augmentations de 0,1 seconde.
Rodage
• La fonction de Rodage offre la capacité de régler une vitesse
d’alimentation du fil, depuis la gâchette jusqu’à l’établisse-
ment de l’arc, qui est indépendante de la vitesse d’alimenta-
tion du fil de Soudage ou de Démarrage. Un réglage de WFS
de Rodage inférieur à celui de la WFS de soudage évite les
problèmes de raboutage au moment du démarrage de l’arc.
• Le Rodage est sélectionné en basculant l’interrupteur de
SÉLECTION jusqu’à ce que le LED se trouvant à côté de
RODAGE s’allume. La vitesse de Rodage peut être réglée au
moyen de l’interrupteur de RÉGLAGE sur le Panneau à
Procédés Multiples. L’indicateur visuel sur le Panneau à
Procédés Multiples indique la vitesse de Rodage. (Ne pas
utiliser le Bouton de Contrôle de Sortie sur la partie
supérieure frontale de la console pour ajuster la vitesse
de Rodage. Ceci changerait la WFS de soudage affichée
sur les compteurs sur la partie supérieure frontale de la
console).
• La valeur par défaut pour le « Rodage » est « OFF »
(« ÉTEINT »).
• La vitesse de Rodage est réglable de 50 ipm à 150 ipm
(Pouces par Minute).
Procédure de Démarrage
This machine provides the option of setting a Starting Cette
machine fournit l’option de régler une Procédure de Démarrage
pour démarrer la soudure, et de là, de passer à la procédure de
soudage durant un temps spécifié. Un démarrage sur une
procédure de démarrage supérieure à la procédure de soudage
est typiquement connu sous le nom de « Démarrage à Chaud».
Régler une procédure de démarrage inférieure à la procédure
de soudage est connu sous le nom de « Démarrage à Froid ».
Pour le soudage SMAW (Stick / Baguette), le réglage d’un «
Démarrage à Chaud » aide à minimiser le raboutage de l’électrode.
Pour le soudage GTAW (TIG), le réglage d’un « Démarrage à
Froid » minimise les trous dans les matériaux fins lorsqu’on n’u-
tilise pas de contrôle d’ampérage manuel.
Pour le Soudage par Alimentation du Fil, l’utilisation d’une
procédure de démarrage peut aider à améliorer les caractéris-
tiques de démarrage. Un bon exemple est celui du soudage de
l’aluminium. La haute conductivité thermique de l’aluminium a
pour conséquence une expansion très rapide de la chaleur
autour de la plaque. De ce fait, il faut davantage d’énergie au
tout début pour chauffer le point de démarrage de la soudure.
Une fois que le soudage commence, il n’est plus nécessaire
d’apporter cette chaleur supplémentaire et une décélération
vers la procédure de soudage est donc nécessaire.
Pour régler une Procédure de Démarrage, commencer en util-
isant l’interrupteur de SÉLECTION afin de sélectionner le LED de
Démarrage. En utilisant l’interrupteur de RÉGLAGE, enregistrer
la durée du temps de rampe de démarrage souhaitée (ses
valeurs disponibles vont de 0,01 seconde à 0,50 seconde en
augmentations de 0,01 seconde ou bien la valeur par défaut de «
OFF » (« éteint »)). Cette valeur s’affichera sur le compteur
numérique du panneau à procédés multiples (Voir la Figure B.2).
Après avoir réglé le temps de Démarrage, régler aussi la WFS ;
la tension et la Compensation sont ajustables au moyen des
boutons de contrôle sur la partie supérieure frontale de la con-
sole. La façon de savoir quelle information doit être enregistrée
est de chercher les LEDs clignotants. Si un LED clignote, cette
valeur de paramètre doit être enregistrée.

B-6
B-6
FONCTIONNEMENT
POWER MIG 350MP
Contrôle d’Arc (Voir Tableau B.2)
Il n’y a pas de valeurs unitaires spécifiques proposées car le
réglage de cette fonctionnalité dépend en grande partie de
la préférence de l’opérateur. Le Contrôle d’Arc a un effet dif-
férent sur le caractère de l’arc en fonction du procédé de
soudage appliqué.
En mode SMAW (STICK / Baguette), le contrôle de l’arc
ajuste la force de l’arc. Il peut être réglé sur le registre
inférieur pour une caractéristique d’arc souple et moins
pénétrante (valeurs numériques négatives) ou sur le registre
supérieur (valeurs numériques positives) pour un arc
craquant et plus pénétrant. Normalement, pour souder avec
des électrodes de type cellulosique (E6010, E7010, E6011),
un arc de plus d’énergie est requis pour maintenir la stabilité
de l’arc. Ceci est habituellement indiqué lorsque l’électrode
colle à la pièce à travailler ou lorsque l’arc saute durant la
technique de manipulation. Pour des électrodes à faible
teneur en hydrogène (E7018, E8018, E9018, etc), un arc
plus souple est habituellement souhaitable et l’extrémité
inférieure du Contrôle d’Arc convient à ces types d’élec-
trodes. Dans n’importe lequel des deux cas, le contrôle
d’arc est disponible pour augmenter ou diminuer le niveau
d’énergie donné à l’arc.
En mode GMAW-S, le mode de court-circuitage du transfert
de métal, le Contrôle d’Arc fait preuve de la capacité d’aug-
menter ou de diminuer le niveau d’énergie sur l’arc. Un
réglage du contrôle d’arc de 1 à 10 diminue l’énergie tandis
qu’un réglage du Contrôle d’Arc de 0 à -10 augmente l’én-
ergie donnée à l’arc.
Des électrodes en acier au carbone solide allant de 0,025" à
0,045" (0,6 mm – 1,1 mm) sont normalement utilisées, et le
mélange de gaz de protection pour le mode GMAW-S est
habituellement du dioxyde de carbone à 100% ou bien un
mélange d’argon et de dioxyde de carbone. Le Contrôle
d’Arc dans ce scénario est réglé pour contrôler la taille de la
gouttelette et davantage de pincement est ajouté (l’augmen-
tation de pincement réduit l’énergie donnée à l’arc) afin
d’obtenir le son de « lard qui frit » associé avec ce mode de
transfert de métal.
Les électrodes en acier au carbone utilisées en mode
GMAW-S donnent normalement un meilleur rendement
lorsque la taille de la gouttelette est régulée par le pince-
ment pour réduire la taille de la gouttelette transférée avec
chaque événement de court-circuit.
Pour souder avec des électrodes en acier inoxydable solide,
il est généralement souhaitable d’augmenter l’énergie don-
née à l’arc. Des mélanges à forte teneur en argon avec un
ajout de 2% d’oxygène ou un mélange de gaz de protection
en trois parts composé de 90% d’Hélium + 7,5% d’Argon +
2,5% de dioxyde de carbone sont habituellement employés.
Dans ce scénario, l’énergie ajoutée est associée avec une
augmentation de l’inductance (valeurs numériques néga-
tives). En augmentant le niveau d’énergie, l’apparence du
cordon de soudure s’améliore – les niveaux d’éclabous-
sures diminuent et l’action de mouillage au pied d’une
soudure en filet augmente. L’arc est plus souple avec un
réglage d’inductance supérieur et l’arc se prête à des
vitesses de parcours plus rapides.
En mode GMAW-P, le mode de pulvérisation par impulsions
du transfert de métal, le Contrôle d’Arc est, une fois de plus,
utilisé pour augmenter et diminuer le foyer de l’énergie don-
née à l’arc. Une augmentation du réglage dans le registre
de +1 à +10 a pour conséquence une augmentation de la
fréquence par impulsions, ce qui a pour effet de rendre le
cône de l’arc plus étroit et de concentrer l’énergie disponible
sur une surface plus petite. Une diminution du réglage du
Contrôle d’Arc de -1 à -10 a pour conséquence une diminu-
tion de la fréquence par impulsions, ce qui a pour résultat
un cône d’arc plus large, créant ainsi un cordon de soudure
plus large.
Il est important de noter ici que si un composant d’une
forme d’onde par impulsions est augmenté, alors un autre
doit être diminué. Un ajout de fréquence par impulsions au
travers d’une augmentation dans les réglages du Contrôle
d’Arc a alors pour conséquence une diminution proportion-
nelle du courant de fond. Si cela n’était pas le cas, l’arc
deviendrait trop long, avec trop d’énergie, et l’arc serait
inutilisable.
TABLEAU B.2-Réglages du Contrôle d’Arc par Procédé
PROCÉDÉ SYNONYME CONTRÔLE
D’ARC
RÉGLAGE APPLICATION ET RÉSULTAT
SMAW (STICK / BAGUETTE) Force de l’arc Inférieur (-1 à -10) pour élec-
trodes à faible teneur en
hydrogène. Supérieur (+1 à
+10) pour types cellulosiques
et autres.
Les réglages négatifs sont souples
et à consistances « beurrée » pour
les électrodes à faible teneur en
hydrogène. Les réglages positifs
sont rugueux et creusants pour
d’autres types d’électrodes.
GMAW-S (Transfert de Métal par
Court-Circuit)
Contrôle d’Inductance
ou de Pincement
Réglage -1 à -10 pour arc
plus souple avec plus d’én-
ergie. Réglage +1 à +10 pour
arc plus craquant avec moins
d’énergie.
Les réglages négatifs ont pour
résultat un bain de soudure plus flu-
ide et une plus grande taille de gout-
telette. Les réglages positifs
réduisent la taille de la gouttelette et
l’énergie de l’arc.
GMAW-P (Transfert de Métal par
Pulvérisation par Impulsions)
Contrôle Fréquence
par Impulsions
Les réglages négatifs
réduisent la fréquence. Les
réglages positifs augmentent
la fréquence.
Cône de l’arc et cordon de soudure
plus larges. Cône de l’arc et cordon
plus étroits.
Pulse-on-Pulse™ (Aluminium
Uniquement)
Contrôle de Matrice
Fréquence
par Impulsions
Les réglages négatifs ont pour
résultat une fréquence
matrice plus faible et les
réglages positifs augmentent
la fréquence matrice.
Les réglages négatifs ont pour
résultat un cordon plus large avec
des ondulations plus distinctes. Les
réglages positifs rendent le cordon
plus étroit et les ondulations sont
moins distinctes.

B-7
B-7
FONCTIONNEMENT
POWER MIG 350MP
Dans le cas de formes d’ondes spéciales conçues pour le
soudage par impulsions de l’aluminium, Pulse-on-Pulse™,
l’effet est semblable à ce qui se passe avec les impulsions
normales. À mesure que le Contrôle d’Arc augmente de +1
à +10, la fréquence de la matrice Pulse-on-Pulse augmente.
À mesure que la fréquence augmente, les ondulations du
cordon de soudure deviennent moins distinctes et le cône
de l’arc devient plus étroit. Lorsque le Contrôle d’Arc est
réglé de -1 à -10, la matrice Pulse-on-Pulse diminue en
fréquence, les ondulations du cordon de soudure devien-
nent plus distinctes et le cordon s’élargit.
En mode GMAW-PP, le contrôle d’arc ajuste la fréquence
de modulation, c’est-à-dire la vitesse à laquelle les ondula-
tions sont produites dans la soudure. (Voir la description de
Pulse-on-Pulse plus loin dans cette section). Lorsque des
vitesses de parcours plus rapides sont souhaitées, le con-
trôle d’arc doit avoir un réglage supérieur. Lorsque des
vitesses de parcours plus lentes sont souhaitées, le contrôle
d’arc doit avoir un réglage inférieur.
• Le réglage du Contrôle d’Arc est sélectionné en basculant
l’interrupteur de SÉLECTION jusqu’à ce que le LED à
côté de CONTRÔLE D’ARC s’allume. La valeur du
Contrôle d’Arc s’affichera. Le contrôle d’arc peut être
ajusté en basculant le bouton de RÉGLAGE vers le haut
ou vers le bas.
• La valeur par défaut est « OFF » (« ÉTEINT »).
Cratère
Le cratère est la fin de la soudure, qui se solidifie normale-
ment en créant une surface concave. Ceci peut avoir pour
résultat des tensions qui peuvent causer des craquelures au
centre du cratère. Le but du Contrôle de Cratère est de rem-
plir le cratère de sorte que sa surface devienne plate.
Le contrôle de cratère sur cette machine est plus efficace
que sur d’autres machines. Normalement, sur d’autres
machines, la procédure de remplissage du cratère est un
abaissement de la WFS de soudage à la WFS de remplis-
sage du cratère. Sur cette machine, au lieu d’un abaisse-
ment, la transition se fait par une décélération, ce qui a pour
résultat un remplissage du cratère plus contrôlé et donc une
plus faible présence de tensions dans le cratère.
Les valeurs à enregistrer sont d’abord le temps souhaité
pour rester sur les réglages du Cratère et la WFS et ten-
sion/compensation pour remplir le cratère.
• Le temporisateur de Cratère est sélectionné en basculant
l’interrupteur de SÉLECTION jusqu’à ce que le LED à
côté de cratère s’allume et clignote. Un temps de cratère
peut être réglé en utilisant le bouton de RÉGLAGE.
• Les valeurs disponibles pour le temps de contrôle de
cratère vont de « OFF » (« ÉTEINT ») à 0,1 seconde et de
là à 10 secondes en augmentations de 0,1 seconde.
• La fonction de Cratère offre la capacité de fixer un point
final pour la WFS et la Tension qui sera atteint pendant
une période de temps spécifiée. À la fin de la soudure,
lorsque la gâchette est relâchée, le temporisateur du
cratère commencera et les réglages de WFS et de
Tension décélèreront depuis les réglages de WFS et de
Tension du Mode de Soudage jusqu’aux réglages de
WFS et de Tension du Cratère pendant le temps sélec-
tionné. Ceci créé une décélération de la WFS et de la
Tension pendant le temps de Cratère.
• En modes de soudage GMAW, FCAW et Power Mode, la
WFS et la Tension de Cratère sont ajustables au moyen
des boutons de contrôle sur la partie supérieure frontale
de la console. Ceci est indiqué par les LEDs clignotants à
côté de « WFS » et « VOLTS ».
• En mode GMAW-P, la WFS et la Compensation du
Cratère sont ajustables. Ceci est indiqué par les LEDs
clignotants à côté de « WFS » et « TRIM ».
Reprise de Brûlure
Régler la Reprise de Brûlure signifie régler la temporisation
ajustable entre l’arrêt de l’alimentation du fil et l’arrêt de
l’arc. La reprise de brûlure aide à empêcher que le fil ne se
colle dans le bain de soudure.
• La fonctionnalité de Reprise de Brûlure permet au courant
de continuer à circuler pendant une période de temps
spécifiée à la fin d’une soudure une fois que l’alimentation
du fil a cessé.
• Le temporisateur de Reprise de Brûlure peut être sélec-
tionné en basculant l’interrupteur de SÉLECTION jusqu’à
ce que le LED se trouvant à côté de REPRISE DE
BRÛLURE s’allume. Un temps de Reprise de Brûlure peut
être réglé au moyen du bouton de RÉGLAGE.
• La valeur par défaut est « OFF » (« ÉTEINT »). (0 secon-
des).
• Le temps de Reprise de Brûlure est ajustable de 0 à 0,25
seconde par augmentations de 0,1 seconde.
Soudage par Point
Le Temporisateur de Soudage par Point ajuste l’arc à temps
pour des soudures par point ou de pointage.
• Avec la fonctionnalité de Soudage par Point active (temps
de Soudage par Point sélectionné), lorsqu’on tire sur la
gâchette et que l’arc est établi, la soudure continue
jusqu’à l’expiration du temporisateur de soudage par point
et le prochain état actif est habilité (cratère ou reprise de
brûlure). La gâchette doit être relâchée puis tirée à nou-
veau pour un autre cycle de Soudage par Point.
• Le temporisateur de Soudage par Point est sélectionné en
basculant l’interrupteur de SÉLECTION jusqu’à ce que le
LED se trouvant à côté de SOUDAGE PAR POINT s’al-
lume. Le temps de SOUDAGE PAR POINT actuel sera
affiché et il peut être modifié en basculant l’interrupteur de
RÉGLAGE vers le haut ou vers le bas.
• La valeur par défaut est « OFF » (« ÉTEINT »). (0 secondes).
• Le Soudage par Point peut être ajusté de 0 à 10 secondes
par augmentations de 0,1 seconde.
ROULEAU CONDUCTEUR DE FIL
Les rouleaux conducteurs installés sur la POWER MIG
350MP possèdent deux rainures, l’une pour les électrodes
en acier solide de 0,035" (0,9mm), et l’autre pour les élec-
trodes de 0,045" (1,2mm). La taille réelle du rouleau con-
ducteur est marquée sur le côté opposé à sa rainure. Si un
problème d’alimentation survient, il peut être nécessaire de
vérifier que la taille du fil et la taille du rouleau conducteur
soient combinées. Voir la « Procédure pour le Changement
des Rouleaux Conducteurs » dans cette section).
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
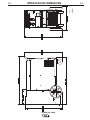 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47















































Lincoln Electric POWER MIG 350MP Mode d'emploi
- Catégorie
- Système de soudage
- Taper
- Mode d'emploi
Documents connexes
-
Lincoln Electric POWER MIG 350MP Mode d'emploi
-
-
-
-
Lincoln Electric Classic 300D Mode d'emploi
-
-
-
-
-
Lincoln Electric POWER MIG 256 Mode d'emploi