Enerpac VE42EM Repair Service Instructions
- Taper
- Repair Service Instructions

Repair / Service Instructions
VE42E, VE42Q, VE42EM, VE42QM, VE42A, VE42AM,
VA42A, VA42Q, VA42E, VA42AM, VA42QM, VA42EM
Torque Wrench Valves
POWERFUL SOLUTIONS. GLOBAL FORCE.
Figure 1, Torque Wrench Valve Assembly, Pump Mount and Multi-Port Assembly
L2617 Rev. E 11/09
42
44
45
33
73
41 (See Figure 2)
40
68
58
59
74
34
42
41 (See Figure 2)
47
9
48
1
Premium User Adjustable
Main Relief Valve
(See Figure 3)
COUPLINGS
(10,000 psi [700 bar] rating)
COUPLINGS
(11,600 psi [800 bar] rating)
Ext. Adjustable
B-Side Relief Valve
72
66
67
65
63
64
71
70
76
75
35
36
37
38
70
35
36
37
38
4
4
Torque to 10-12 Ft-lbs [13-16 Nm].
Torque to 32-39 Ft-lbs [43-53 Nm].
Machine apply Teflon tape to threads.
Press Item 35 into Item 34 with
900-1100 psi [62-75 bar] using
a 10-ton press or 1900-2100 psi
[131-145 bar] using a 5-ton press.
9
1
7
2 3
2 3
2 3
2 3
2 3
Check ball (item 172) and spring (item 173) not shown.
To be installed on top of pump connector tube.
Mounting screws (item 176) not shown.
Align item 67 onto item 64. Tabs towards gauge.
Hand tighten item 66.
5
5
6
57
2 3
Non Adjustable
B-Side Relief Valve
(early versions only)
1
3
4
5
6
7
2
8
Torque to 5-6 Ft-lbs [6-8 Nm].
8
Torque to 6-10 Ft-lbs [8.1-13.6 Nm].
9
53
4
Torque to 32-39 Ft-lbs [43-53 Nm].
Torque to 16-19 Ft-lbs [22-25 Nm].
Assemble items 6 and 7 onto item 5
before threading into item 1.
Torque to 10-12 Ft-lbs [13-16 Nm] when
assembled to VE42EM and VE4QM valve.
Machine apply Teflon tape to threads.
Bolt on to item 34, directly.
55
56
1
1
FOR MODEL NO. ENDING IN EM
MULTI-PORT ASSEMBLY
(11,600 psi [800 bar] rating)
REPAIR KIT ZTM-U4E
56
FOR MODEL NO. ENDING IN AM, QM
MULTI-PORT ASSEMBLY
(10,000 psi [700 bar] rating)
REPAIR KIT ZTM-U4Q
1
51
52
51
51
50
2
2
3
4
1
5
5
53
4
51
62
61
54
1
3
55
1
3
51
2
69
51
50
52
Hydraulic Schematic
Index:
English . . . . . . . . . . . . . .1-7
Français . . . . . . . . . . . .8-10
Deutsch . . . . . . . . . . .11-13
Italiano . . . . . . . . . . . .14-16
Español . . . . . . . . . . .17-19
Hollands . . . . . . . . . . .20-22
Português . . . . . . . . .23-25
Suomalainen . . . . . . .26-28
Norsk . . . . . . . . . . . . .29-31
Svensk. . . . . . . . . . . .32-34
中文 . . . . . . . . . . . . . .35-37
日本語 . . . . . . . . . . . .39-40

ASSY # MODEL # ADVANCE PRESSURE SETTING (“A” Port) RETRACT PRESSURE SETTING (“B” Port)
DC6167950 VE42E 11,600 +500/-0 PSI [800 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC6402950 VE42EM 11,600 +500/-0 PSI [800 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC6443950 VE42Q 10,000 +500/-0 PSI [700 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC6403950 VE42QM 10,000 +500/-0 PSI [700 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC7023950 VE42A 10,000 +500/-0 PSI [700 +35/-0 bar] 1600 +/-100 PSI [110 +/-7 bar]
DC7024950
VE42AM
10,000 +500/-0 PSI [700 +35/-0 bar] 1600 +/-100 PSI [110 +/-7 bar]
DC6920950 (new air tw valves)
VA42A
10,000 +500/-0 PSI [700 +35/-0 bar] 1600 +/-100 PSI [110 +/-7 bar]
DC6921950 (new air tw valves) VA42AM 10,000 +500/-0 PSI [700 +35/-0 bar] 1600 +/-100 PSI [110 +/-7 bar]
DC6922950 (new air tw valves) VA42Q 10,000 +500/-0 PSI [700 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC6923950 (new air tw valves) VA42QM 10,000 +500/-0 PSI [700 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC6924950 (new air tw valves) VA42E 11,600 +500/-0 PSI [800 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC6925950 (new air tw valves)
VA42EM
11,600 +500/-0 PSI [800 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC7714950 VE42Q-115 10,000 +500/-0 PSI [700 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC7715950 VE42Q-230V 10,000 +500/-0 PSI [700 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC7716950 VE42QM-115 10,000 +500/-0 PSI [700 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
DC7717950 VE42QM-230V 10,000 +500/-0 PSI [700 +35/-0 bar] 2600 +/-100 PSI [180 +/-7 bar]
2
Torque Wrench Valve, Repair Parts List for Figure 1
Item Part Number Qty. Description
33
DC6396690 1 Manifold - Bottom
34
DC6382190 1 Body (older versions)
DC7019190 1 Body (new adj. “b” rv)
35
A8015290 1 Seat
36
★ B1005016 1 3/16 Ball
37
★ F522570 1 Ball Cap (older versions)
★ K1013 1 Guide (newer versions)
38
★ A8238110 1 Spring (older versions)
★ DC6632110 1 Spring (newer versions)
39
◆ DC6793245 1 1/4 Plug (not shown)
40
★ B1025028 4 SHCS, BTW
41
DA5794900 2 Poppet Valve (Electric 24 VDC)
DA5790900 2
Poppet Valve, BTW (Electric 115 VAC)
DC8359900 2
Poppet Valve, BTW (Electric 230 VAC)
DA9847900 2 Poppet Valve (Air)
42
B1022028X 8 SHCS
44
★ B1231503 1 O-Ring
45
★ B1011803 1 O-Ring
47
DC6384950SR 1 Relief Valve Assy. (PUARV)
48
B1010028X 6 SHCS
57
DC6431034 1
Coupler Half, Female 10000 PSI
U962148134-2
1
Coupler Half, Female 11600 PSI
58
DC6432034 1 Coupler Half, Male 10000 PSI
DC6188020 1 Coupler Half, Male 11600 PSI
59
CJ647096 1 Hex Nipple
63
B1080066 3 Lockwasher
64
B1326028 3 SHCS
65
B1018121 3 Hex Nut
66
DA7858147 3 Knob
67
DC2926004 1 Flange
68
DC6490026 1 Decal, VE Models
DC7029026 1 Decal, VA Models
Torque Wrench Valve, Repair Parts List for Figure 1 (Continued)
Item Part Number Qty. Description
70
★ G909167 2 Copper Gasket
(newer versions)
71
★ DC5625055 1 Acorn nut (newer versions)
72
BSS5509D 1 Gauge Assembly
73
CBE1025046-1B
1 45 Elbow
74
DC2669127 1 90 Elbow
75
BF3108027F 1 Set screw
★ BF3110027F 1 Set screw (after 3/06)
76
B1004124 1 Hex Jam Nut
77
DC7078900 1 Overlay, Gauge (Q versions)
DC2290900 1 Overlay, Gauge (E versions)
172
★ B1009016 1 Ball, check
173
★ S1183 1 Spring
176
CBE825028-1A
4 SHCS (not shown)
-
★ DC9356037 1 Gasket (not shown)
-
DC2749768 1 Return Tube (not shown)
Note: Newer versions are those manufactured after January, 2005
★
Items included in and available only as a part of repair kit DC6167950SR.
◆
Used in place of item 74 on some valve models.
Multi-Port Assembly, Repair Parts List for Figure 1
Item Part Number Qty. Description
50
★ ★ DC6330038 1 Multiport Manifold
51
★ ★ DC6793245 4 1/8 Pipe Plug
52
★ ★ B1015803 2 O-Ring
53
★ ★ B1018028X 5 O-Ring
54
★ ★ FZ1608 4 Nipple
55
★ ★
U962148134-2
4 Female Coupler
★ ★ DC6432034 4 Male Coupler
56
★ ★ DC6188020 4 Male Coupler
★ ★ DC6431034 4 Female Coupler
61
★ ★ DC6187234 4 Dust Cap (metal)
62 ★ ★ DC6629020 4 Dust Cap (for female coupler)
★ ★ Items included in Repair Kit ZTM-U4E (CEJN couplings, qty. = 4)
ZTM-U4Q (Parker/Pioneer couplings, qty. = 4)

Figure 2, Poppet Valve Assembly
1E1H1G1F1C1A1D
9
4
3
2
13 6
Torque item 3
to 32-35 ft-lbs
[43-47 Nm].
Apply Loctite 222
to threads of item 9.
Torque to 15-20 ft-lbs
[20-27 Nm].
18 Torque to 15-20 ft-lbs [20-27 Nm].
Torque to 5-6 ft-lbs
[6-8 Nm].
25
19
28
27
22 23
20
24
26 Locate item 20 as shown and Torque
item 26 to 6-8 in-lbs [,70-,90 Nm].
Apply Loctite 222
to threads of item 25.
3
Repair Parts List for Figure 2
Item Part Number Qty. Description Item Part Number Qty. Description
1 DA5792949SR 1 Valve Stack (inc. items A-H) 6 DC8347900 1 Solenoid Assembly (196 VDC)
1A DA3697039 2 Bushing 9 PA1417027 1 Set Screw
1C
★ B1016803
4 O-ring 13
★ B1011803
3 O-Ring
1D
★ DA5422110
1 Comp. Spring 18 DA9841009 1 Plug
1E
★ CM279044 2 Glyd Ring 19 DA9842001 4 Cylinder Housing
1F
DA3698290 3 Seat Spacer 20 DA9843030 1 Cylinder (Air)
1G DC862949 1 Poppet Set
22
DA9844061 1 Pin
1H
★ B1002503
2 O-Ring
23
A8038110 1 Spring
2 DC846190 1 Valve Block Body 24 DA9845028 4 #6 SHCS
3 DA5421009 1 Valve Plug 25 DA9846013 1 Spring Guide
4
★ DA4390118
2 Filter 26 A8003027 2 Set Screw
6 DA4404900 1 S
olenoid Assembly (24 VDC)
27 DA10595095 1 Fitting
6 DA4405900 1
Solenoid Assembly (98 VDC)
28 DC352118 1 Breather Vent
★ Indicates items included in and available only as a part of Repair Kit DA5792949K.
NOTE: Items 1A-1H are only available as part of Repair Kit DA5792949SR.

Torque to 32-39 Ft-lbs
[43-53 Nm].
Torque to 10-12 Ft-lbs
[13-16 Nm].
Lubricate O-ring with
grease prior to assembly.
29
30
31
32
28
Sectional View
See Figure 4
49
Figure 3, Relief Valve Assembly
4
Repair Parts List for Figures 3 and 4
Item Part Number Qty. Description Item Part Number Qty. Description
14
★ ✝ DC5182051
1 Piston
24
★ ✝ B1005016
1 Ball 3/16
15
★ ✝ CB952013
1 Guide
25
★ ✝ DC5156290
1 Cap
16
✝ DC5150190
1 Body
26
★ ✝ DC4307021
1 Lock Nut
17
★ ✝ B1017803
1 O-Ring
27
★ ✝ DC8330070
1
Knob
18
★ ✝ B1017566
1 Back-Up Ring
28
(See Figure 4) 1 Subassembly, Relief Valve
19
★ ✝
CB956186
2 Spacer
29
★ ✝ DC5109290
1 Seat
20
★ ✝
CB957564
2 Back-Up Ring
30
★ ✝ P20037
1 Gasket
21
★ ✝ B1011203
1 O-Ring
31
✝ DC6383190 1 Body
22
✝ DC2075013
2 Spring Guide
32
✝ A1006245 2 1/16 Pipe Plug
23
★ ✝ CS357110
1 Spring
49
★ ✝ B1012803
2 O-Rings
★ Items included in Repair Kit DC9377950SR.
✝ Items included in Repair Kit DC6384950SR.
(DC6384950SR includes all items shown in Figures 3 and 4.)
Note: Parts for relief valve subassembly (item 28) must be
purchased individually.
14
19
20
21
20
19
22
25
15
16
17
18
23
24
26
27
Torque to
10-12 Ft-lbs
[13-16 Nm].
Apply thin
layer of
grease to
threads
before
assembly.
Figure 4, Relief Valve Subassembly (item
28)

5
In diagnosing malfunctioning valves, certain symptoms may be
common not only to valves, but often to hydraulic equipment in
general. Before repairing the valve, mount a VM32 valve (or a
similar manual valve) onto the pump and verify that the problem
is not with the pump.
WARNING: Disconnect power before beginning any
maintenance or repairs. Standard safety procedures are
to be followed during disassembly and reassembly to
minimize any possibility of injury.
TROUBLESHOOTING
1. Inability to obtain any pressure may be the result of damaged
connector seals, or failed relief valve components (items
14, 29, 30, fi gures 3 and 4), or an indication that the valve
stack (item 1, fi gure 2) needs to be rebuilt. These problems
are usually a symptom of contaminated hydraulic oil. The
system should be drained and refi lled with fresh ENERPAC
hydraulic oil.
2. Pressure leaks that are consistent and increase
proportionately with increasing pressure ranges are usually
the result of leaking gaskets or threaded surfaces such as
NPTF fi ttings or plugs.
3. Ball seat leakage is often erratic and intermittent and is
caused by contaminants trapped on the sealing edge. Over
time, as wear occurs, valve stack (item 1, fi gure 2) will need
to be replaced.
4. Leakage observed on the external surfaces is an indication
that O-rings (items 44, 45, fi gure 1; item 13, fi gure 2; item 49,
fi gure 3; item 17, fi gure 4) and back-up ring (item 18, fi gure
4) may need replacement.
CONTROL VALVE DISASSEMBLY
1. Remove the four socket head cap screws (item 176, fi gure
1) securing the valve assembly to the pump. If installed,
remove pressure transducer to gain access to screws.
Remove valve assembly from pump.
2. Remove the return tube and gasket (not shown).
3. Remove the multi-port assembly (if equipped - items 50-56
and 61-62, fi gure 1).
4. Remove capscrews (item 40, fi gure 1) and separate the
body (item 34, fi gure 1) from the manifold (item 33, fi gure
1). Remove O-rings (items 44, 45, fi gure 1) and inspect for
damage. Replace if necessary.
5. On older versions without externally adjustable “B” side
relief valve, remove spring, ball cap and ball (items 36-38,
fi gure 1) from bottom of body (item 34, fi gure 1). Inspect all
parts and replace if necessary. Remove seat (item 35, fi gure
1) only if worn or damaged.
6. On newer versions with externally adjustable “B” side relief
valve, remove acorn nut, copper gaskets and jam nut (items
70, 71, 76, fi gure 1) from the top of the body (item 34, fi gure
1). Remove set screw (item, 75, fi gure 1), spring, guide and
ball (items 36-38, fi gure 1). Inspect all parts and replace if
necessary. Remove seat (item 35, fi gure 1) only if worn or
damaged.
7. Remove and inspect the poppet valves as described in the
“Poppet Valve Disassembly” section of this document.
8. Remove and inspect the relief valve as described in the
“Relief Valve Disassembly” section of this document.
POPPET VALVE DISASSEMBLY
Repeat the following steps for each poppet valve:
1. Remove the four socket head cap screws (item 42, fi gure 1)
and remove the poppet valve assembly (item 41, fi gure 1).
2. Inspect the three O-rings (item 13, fi gure 2) for damage
such as nicks, cuts or extrusion of material. Replace if
necessary.
3. Remove set screw (item 9, fi gure 2) and valve plug (item 3,
fi gure 2).
4.
Electric valves only: Remove solenoid stem (item 6, fi gure 2).
Air actuated valves only: Disassemble and remove air
actuator assembly (items 18-20 and 22-28, fi gure 2).
5. Disassemble and inspect valve stack (items 1A - 1H, fi gure 2).
6. Inspect O-rings (item 1H, fi gure 2) and Glyd Rings (item
1E, fi gure 2) for damage such as nicks or cuts. Replace if
necessary.
Note: Poppet set (item 1G, fi gure 2) is a matched
subassembly. It is available only as a pre-assembled
component.
7. Inspect the bore in the body (item 2, fi gure 2) for damage
such as scratches, nicks or wear. Replace if necessary.
RELIEF VALVE DISASSEMBLY
1. Remove the six socket head cap screws (item 48, fi gure
1) and remove the relief valve assembly (item 47, fi gure 1)
from the control valve body (item 34, fi gure 1).
2. Remove the knob (item 27, fi gure 4) from the relief valve
subassembly and remove the ball (item 24, fi gure 4).
3. Remove the O-rings (item 49, fi gure 3) and inspect for
damage. Replace if necessary.
4. Remove the relief valve subassembly (item 28, fi gure 3) from
the relief valve body (item 31, fi gure 3).
5. Remove the seat (item 29, fi gure 3) from the body. Inspect
the seat for damage such as nicks or dents on the sharp
edge of the internal diameter. Replace if necessary.
6. Remove the pipe plugs (item 32, fi gure 3) and clean the
body. Inspect body for damages and replace if necessary.
7. Remove piston, guide, spacer, back-up ring, O-ring (items
14, 15, 19, 20, 21, fi gure 4) and inspect for damage. Replace
if necessary.
8. Remove O-ring and back-up ring (items 17, 18, fi gure 4) and
inspect for damage. Replace if necessary.
9.
Remove cap (item 25, fi gure 4) from the body (item 16, fi gure 4)
.
10.
Remove guides (item 22, fi gure 4) and spring (item 23, fi gure 4)
.
TROUBLESHOOTING AND REPAIR FOR TORQUE WRENCH VALVES

6
RELIEF VALVE REASSEMBLY
1. Install new pipe plugs (item 32, fi gure 3) into relief valve body
(item 31, fi gure 3) and torque to 10-12 ft-lbs [13-16 Nm].
2. Install copper gasket (item 30, fi gure 3) onto seat (item 29,
fi gure 3), with round edges facing away from the seat.
3. Place seat (item 29, fi gure 3) onto the bottom counter
bore in the relief valve body, with the gasket side down.
Note: make sure that the seat is fi rmly seated and not
crooked.
4. Install spacers, back-up rings and O-ring (item 19, 20, 21
fi gure 4) onto piston (item 14, fi gure 4).
5. Grease spacers, back-up rings and O-ring (items 19, 20, 21,
fi gure 4) and insert the piston (item 14, fi gure 4) into the body
(item 16, fi gure 4).
6. Insert guide (item 15, fi gure 4) over piston and force spacers,
back-up rings, and O-ring up against the bottom of the bore
in the body (item 16, fi gure 4).
7. Install spring and spring guide (items 22, 23, fi gure 4) into
bore in the opposite end of the body.
8. Apply Loctite 242 onto the threads of the cap (item 25, fi gure
4) and thread cap into end of body (item 16, fi gure 4). Torque
to 10-12 ft-lbs [13-16 Nm].
9. Install back-up ring (item 18, fi gure 4) and O-ring (item 17,
fi gure 4) onto the body.
10. Grease O-ring (item 17, fi gure 4) and insert relief valve
subassembly (item 28, fi gure 3) into cavity in the relief valve
body (item 31, fi gure 3).
11. Torque relief valve subassembly (item 28, fi gure 3) to 32-39
ft-lbs [43-53 Nm].
12. Install O-rings (item 49, fi gure 3) onto relief valve assembly
(item 47, fi gure 1).
13. Install relief valve assembly (item 47, fi gure 1) onto control valve
body (item 34, fi gure 1) using six socket head cap screws (item
48, fi gure 1) and torque to 10-12 ft-lbs [13-16 Nm].
POPPET VALVE REASSEMBLY
Repeat the following steps for each poppet valve:
1. Electric valves only: Install solenoid stem (item 6, fi gure 2)
into body (item 2, fi gure 2). Turn stem in until bottomed out,
then unscrew 1.5 turns.
2. Lubricate the inside bore of the body and valve stack
components with oil.
3. Assemble poppet set (item 1G, fi gure 2) by installing O-rings
(item 1H) fi rst then Glyd Rings (item 1E, fi gure 2) on both
ends of poppet set (item 1G, fi gure 2). Allow the valve to sit
approximately 10 minutes to allow each Glyd Ring to return
to its original position.
4. Insert bushing (item 1A, fi gure 2) into cavity, taking care not
to misalign the part in the bore. Be sure that orientation of
bushing is as shown in fi gure 2.
5. Insert O-ring (item 1C, fi gure 2).
6. Insert seat spacer (item 1F, fi gure 2) into cavity taking care
not to misalign the part in the bore.
7. Insert O-ring (item 1C, fi gure 2).
8. Insert poppet set assembly (item 1G, fi gure 2).
9. Insert O-ring (item 1C, fi gure 2).
10. Insert seat spacer (item 1F, fi gure 2) into cavity taking care
not to misalign the part in the bore.
11. Insert O-ring (item 1C, fi gure 2).
12. Insert bushing (item 1A, fi gure 2) into cavity, taking care not
to misalign the part in the bore. Be sure that orientation of
bushing is as shown in fi gure 2.
13.
Insert spring (item 1D, fi gure 2) into valve plug (item 3, fi gure 2).
14. Screw valve plug (item 3, fi gure 2) into cavity using a 7/8"
socket wrench until bottomed out. Then, loosen 1.5 turns.
15. Insert set screw (item 9, fi gure 2) using a 5/32" Allen wrench.
Tighten until fl ush with valve plug (item 3, fi gure 2), then
tighten 1.5 turns.
16. Electric valves only: Torque solenoid stem to 15-20 ft-lbs
[20-27 Nm].
17. Air actuated valves only (follow steps a through g):
a. Install cylinder housing (item 19, fi gure 2) prior to installing
plug (item 18, fi gure 2). Torque plug (item 18, fi gure 2) to
15-20 ft-lbs [20-27 Nm].
b. Insert pin (item 22, fi gure 2) into plug (item 18, fi gure 2).
c. Apply Loctite 222 to threads of spring guide (item 25,
fi gure 2) and install into cylinder (item 20, fi gure 2).
d. I
nstall spring (item 23, fi gure 2) over pin (item 22, fi gure 2)
.
e. Install cylinder (item 20, fi gure 2) to cylinder housing (item
19) and secure with capscrews (item 24, fi gure 2) Torque
capscrews to 5-6 ft-lbs [6-8 Nm].
f. Install fi tting and breather vent (items 27 and 28, fi gure
2) into cylinder (item 20, fi gure 2) and torque to 6-8 ft-lbs
[8-10 Nm].
g. Install two set screws (item 26, fi gure 2) into cylinder
housing (item 19, fi gure 2) and torque to 6-8 in-lbs
[,70-,90 Nm].
18. Torque valve plug (item 3, fi gure 2) to 32-35 ft-lbs
[43-47 Nm].
19. Install three O-rings (item 13, fi gure 2).
20.
Mount the poppet valve (item 41, fi gure 1) in the orientation
shown in fi gure 1. Before installing socket head cap screws
(item 42, fi gure 1), apply a small amount of grease to threads.
Torque to 6-10 ft-lbs [8.1-13.6 Nm].
CONTROL VALVE REASSEMBLY
1. Mount the multi-port assembly (if equipped - items 50-56
and 61-62, fi gure 1) using fi ve socket head cap screws (item
53, fi gure 1). Torque to 10-12 ft-lbs [13-16 Nm].
2. On older versions without externally adjustable “B” side
relief valve, install ball, guide and spring (items 36, 37, 38,
fi gure 1) through the bottom of the body (item 34, fi gure 1).
3. On newer versions with externally adjustable “B” side relief
valve, install ball, guide and spring (items 36, 37, 38, fi gure
1) through the top of the body (item 34, fi gure 1). Then install
set screw (item, 75, fi gure 1), copper gaskets, jam nut and
acorn nut (items 70, 71, 76, fi gure 1).
4.
Install O-rings (items 44, 45) and mount the manifold (item
33, fi gure 1) to the bottom of the body (item 34, fi gure 1).
Before installing socket head cap screws (item 40, fi gure 1),
apply a small amount of grease to threads. Torque to 10-12
ft-lbs [13-16 Nm].
5. Reinstall the return tube and gasket (not shown).
6. Mount the valve assembly onto the pump using four socket
head cap screws (item 176, fi gure 1).

7
SETTING THE RELIEF VALVE
1. Place a 0-15000 psi [0-1034 bar] gauge on the “A” port.
2. Place a 0-6000 psi [0-413 bar] gauge on the “B” port.
3. Loosen relief valve lock nut (item 26, fi gure 4).
4. Rotate the relief valve knob clockwise until resistance is felt
from the spring.
5. With the pump running, press the advance button on the
pendant to energize the “A” solenoid. Turn the knob on
the relief valve clockwise, to increase pressure, or counter-
clockwise to reduce pressure.
6. Once required pressure setting is reached, tighten locknut
(item 26, fi gure 4) to lock the setting. Do not overtighten.
7.
For valve assemblies without externally adjustable “B” side
relief valve: Release the advance button on the pendant and
check the “B” port pressure gauge.
Refer to the table at the top of page 2 for the retract pressure
(“B” port) setting applicable to your valve model. If the
pressure reading is not within the allowable range listed in
the table, replace the spring (item 38, fi gure 1).
8. For valve assemblies with externally adjustable “B” side
relief valve: Release the advance button on the pendant and
check the “B” port pressure gauge.
Refer to the table at the top of page 2 for the retract pressure
(“B” port) setting applicable to your valve model. If the retract
pressure reading is not within the allowable range listed in
the table, follow steps a through c:
a. Remove acorn nut (item 71, fi gure 1) using a 9/16" socket
wrench and loosen jam nut (item 76, fi gure 1). This will
expose the adjustment set screw (item 75, fi gure 1).
b. Using a 5/32" Allen wrench, turn the adjustment set
screw (item 75, fi gure 1) clockwise to increase pressure
or counter-clockwise to reduce pressure. To secure the
setting, torque jam nut (item 76, fi gure 1) to 5-6 ft-lbs [6-
8 Nm] while holding the adjustment set screw (item 75,
fi gure 1) in place with a 5/32" Allen wrench.
c. Reinstall acorn nut (item 71, fi gure 1) and torque to 5-
6 ft-lbs [7-8 Nm] using a 9/16" socket wrench. (Do not
overtighten as threads will strip out). Verify pressure
setting and adjust if necessary.
WARNING: To avoid possible injury, do not operate
pump with couplings uncoupled. Attach metal dust
caps to all uncoupled couplings before operation.

8
L2617 Rev. E 11/09
Instructions pour réparation ou entretien
VE42E, VE42Q, VE42EM, VE42QM, VE42A, VE42AM,
VA42A, VA42Q, VA42E, VA42AM, VA42QM, VA42EM
Soupapes de clé dynamométrique
POWERFUL SOLUTIONS. GLOBAL FORCE.
Lors du diagnostic de soupapes défectueuses, certains des
symptômes sont communs non seulement aux soupapes, mais
plus généralement à d’autres pièces hydrauliques. Avant de réparer
la soupape, installer une soupape VM22 (ou une soupape manuelle
semblable) sur la pompe et vérifi er si le problème persiste.
ATTENTION : Débrancher le courant avant de
commencer toute réparation ou entretien. Il est
nécessaire de suivre des procédures normales de
sécurité au cours du désassemblage ou de l’assemblage pour
minimiser tout risque de blessures.
DÉPANNAGE
1. L’incapacité à produire une pression peut être le résultat de
joints de connexion endommagés ou d’éléments défaillants
sur la soupape de retour (articles 14, 29, 30, fi gure 3 & 4), ou
indiquer que la colonne de soupape (article 1, fi gure 2) doit être
reconstituée. Ces problèmes indiquent normalement une huile
hydraulique contaminée. Le système devrait être vidangé, puis
rempli avec de l’huile hydraulique ENERPAC neuve.
2. Des fuites régulières sous pression et augmentant
proportionnellement aux plages de pression sont
normalement provoquées par des joints ou des fi letages
fuyants, par exemple des raccords ou capuchons NPTF.
3. Une fuite, au niveau du siège de bille, est souvent irrégulière et
intermittente et est provoquée par des saletés emprisonnées
sur le bord du scellement. Plus tard, avec l’usure, la colonne
de la soupape (article 1, fi gure 2) doit être remplacée.
4. Toute fuite observée sur les surfaces externes signifi e que les
joints toriques (articles 44, 45, fi gure 1 ; article 13, fi gure 2 ;
article 49, fi gure 3, article 17, fi gure 4) et la rondelle de retenue
(article 18, fi gure 4) ont peut-être besoin d’être remplacés.
DÉSASSEMBLAGE DE SOUPAPE DE COMMANDE
1. Retirer les quatre vis d’assemblage à six pans creux (article
176, fi gure 1) fi xant la soupape à la pompe. Le cas échéant,
déposer le transducteur de pression pour avoir accès aux
vis. Extraire l’ensemble de soupape de la pompe.
2. Retirer le tube de retour et le joint (non illustré).
3. Déposer l’ensemble multi-port (si équipé - articles 50-56 et
61-62, fi gure 1).
4. Retirer les vis d’assemblage (article 40, fi gure 1), puis séparer
le corps (article 34, fi gure 1) du collecteur (article 33, fi gure 1).
Retirer les joints toriques (articles 44, 45, fi gure 1) et contrôler
la présence de dommage. Remplacer le cas échéant.
5. « B », retirer le ressort, le capuchon de la bille et la bille
(articles 36-38, fi gure 1) du fond du corps (article 34, fi gure
1). Inspecter toutes les pièces et remplacer au besoin. Ne
déposer le siège (article 35, fi gure 1) que s’il est usé ou
endommagé.
6. Sur les nouvelles versions avec soupape de retour côté «
B » réglable de l’extérieur, retirer l’écrou borgne, les joints
en cuivre et le contre-écrou (articles 70, 71, 76, fi gure 1) du
sommet du corps (article 34, fi gure 1). Ôter la vis de calage
(article 75, fi gure 1), le ressort, le guide et la bille (articles
36-38, fi gure 1). Inspecter toutes les pièces et remplacer au
besoin. Ne déposer le siège (article 35, fi gure 1) que s’il est
usé ou endommagé.
7. Déposer et inspecter les soupapes champignon suivant les
indications de la section « Désassemblage de la soupape
champignon » dans ce document.
8. Déposer et inspecter la soupape de retour suivant les
indications de la section « Désassemblage de la soupape
de retour » dans ce document.
DÉSASSEMBLAGE DE SOUPAPE CHAMPIGNON
Répéter les étapes suivantes pour chaque soupape champignon:
1. Retirer les quatre vis d’assemblage à six pans creux (article 42,
fi gure 1), puis la soupape champignon (article 41, fi gure 1).
2. Inspecter les trois joints toriques (article 13, fi gure 2) pour
détecter tout signe de dommages, par exemple des entailles,
encoches ou extrusions. Remplacer le cas échéant.
3. Ôter la vis de calage (article 9, fi gure 2) et le capuchon de la
soupape (article 3, fi gure 2).
4. Soupapes électriques uniquement : Retirer la tige du
solénoïde (article 6, fi gure 2).
Soupapes pneumatiques uniquement : Désassembler et
déposer l’ensemble d'actionneur pneumatique (articles 18-
20 et 22-28, fi gure 2).
5. Désassembler et inspecter la colonne de la soupape (articles
1A - 1H, fi gure 2).
6. Inspecter les joints toriques (article 1H, fi gure 2) et les
bagues Glyd (article 1E, fi gure 2) pour détecter tout signe de
dommages, par exemple entailles ou coupures. Remplacer
le cas échéant.
Remarque : la colonne de la soupape champignon (article
1G, fi gure 2) est un sous-ensemble correspondant. Elle est
seulement disponible en tant que composant préassemblé.
7. Inspecter l’alésage du corps (article 2, fi gure 2) pour détecter
tout dommage du type égratignures, entailles ou usure.
Remplacer le cas échéant
DÉSASSEMBLAGE DE SOUPAPE DE RETOUR
1. Retirer les six vis d’assemblage à six pans creux (article 48,
fi gure 1), puis la soupape de retour (article 47, fi gure 1) du
corps de la soupape de commande (article 34, fi gure 1).
2. Retirer le bouton (article 27, fi gure 4) de la soupape de retour
et ôter la bille (article 24, fi gure 4).
3. Retirer les joints toriques (article 49, fi gure 3) et contrôler la
présence de dommage. Remplacer le cas échéant.
4. Retirer le sous-ensemble de la soupape de retour (article
28, fi gure 3) du corps de la soupape de retour (article 31,
fi gure 3).
DÉPANNAGE ET RÉPARATION DES SOUPAPES DE CLÉ DYNAMOMÉTRIQUE

9
5. Retirer le siège (article 29, fi gure 3) du corps. Inspecter le
siège pour détecter tout signe de dommages, par exemple
une entaille ou une encoche, sur le rebord tranchant du
diamètre interne. Remplacer le cas échéant.
6. Retirer les capuchons du tuyau (articles 32, fi gure 3) et
nettoyer le corps. Inspecter le corps pour tout signe de
dommages et remplacer au besoin.
7. Déposer le piston, guide, entretoise, rondelle de retenue,
joint torique (articles 14, 15, 19, 20, 21, fi gure 4) et inspecter
pour détecter les signes de dommage. Remplacer le cas
échéant.
8. Retirer le joint torique et la bague de retenue (articles 17, 18,
fi gure 4) et rechercher tout dommage éventuel. Remplacer
le cas échéant.
9. Retirer le capuchon (article 25, fi gure 4) du corps (article 16,
fi gure 4).
10. Retirer les guides (article 22, fi gure 4) et le ressort (article 23,
fi gure 4).
RÉASSEMBLAGE DE LA SOUPAPE DE RETOUR
1 Insérer de nouveaux capuchons de fl exible (article 32, fi gure
3) sur le corps de la soupape de retour, puis le serrer au
couple de 13 à 16 Nm (10 à 12 pi-lb).
2. Insérer un joint en cuivre (article 30, fi gure 3) sur le siège
(article 29, fi gure 3) avec les bords ronds qui s’éloignent du
siège.
3. Insérer le siège (article 29, fi gure 3) au fond du trou de
contre-alésage du corps de la soupape de retour avec le
joint tourné vers le bas. Remarque : s’assurer que le siège
est fermement en place et non déviant.
4. Poser les entretoises, les bagues d’appui et le joint torique
(article 19, 20, 21, fi gure 4) sur le piston (article 14, fi gure
4).
5. Lubrifi er les entretoises, les bagues d’appui et le joint torique
(article 19, 20, 21, fi gure 4) et insérer le piston (article 14,
fi gure 4) sur le corps (article 16, fi gure 4).
6. Insérer le guide (article 15, fi gure 4) sur le piston et pousser les
entretoises, les rondelles de retenue et le joint torique contre
le fond de l’alésage dans le corps (article 16, fi gure 4).
7. Monter le ressort et le guide de ressort (articles 22, 23, fi gure
4) dans l’alésage du côté opposé du corps.
8. ppliquer de la Loctite 242 sur les fi lets du capuchon (article
25, fi gure 4) et visser le capuchon dans l’extrémité du corps
(article 16, fi gure 4). Serrer à un couple de 13 à 16 Nm (10 à
12 pi-lb).
9. Installer la rondelle de retenue (article 18, fi gure 4) et le joint
torique (article 17, fi gure 4) sur le corps.
10. Lubrifi er le joint torique (article 17, fi gure 4) et insérer le sous-
ensemble de la soupape de retour (article 28, fi gure 3) dans la
cavité du corps de la soupape de retour (article 31, fi gure 3).
11. Imprimer un couple (article 28, fi gure 3) de 43-53 Nm [32 à
39 pi-lb] sur le sous-ensemble de soupape de retour.
12. Installer les joints toriques (article 49, fi gure 3) sur l’ensemble
de la soupape de retour (article 47, fi gure 1).
13. Installer l’ensemble de la soupape de retour (article 47,
fi gure 1) sur le corps de la soupape de commande (article
34, fi gure 1) à l’aide de six vis d’assemblage à six pans creux
(article 48, fi gure 1) et le serrer au couple de 13 à 16 Nm [10
à 12 pi-lb]
RÉASSEMBLAGE DE SOUPAPE CHAMPIGNON
Répéter les étapes suivantes pour chaque soupape
champignon:
1. Soupapes électriques uniquement : Insérer la tige du
solénoïde (article 6, fi gure 2) dans le corps (article 2, fi gure
2). Tourner la tige jusqu’à ce qu’elle atteigne le fond puis
dévisser de 1,5 tour.
2. Graisser à l’huile l’alésage du corps et les composants de la
colonne de la soupape.
3. Assembler la colonne de la soupape champignon (article
1G, fi gure 2) en installant d’abord les joints toriques (article
1H) puis les bagues Glyd (article 1E, fi gure 2) sur les deux
extrémités de la colonne de la soupape champignon (article
1G, fi gure 2). Laisser reposer la soupape environ 10 minutes
pour permettre à chaque bague Glyd de retourner en position
originale.
4. Insérer le manchon (article 1A, fi gure 2) dans la cavité en
prenant soin de ne pas désaligner la pièce en relation à
l’alésage. Veiller à ce que l’orientation du manchon soit celle
indiquée dans la fi gure 2.
5. Insérer le joint torique (article 1C, fi gure 2).
6. Insérer l’entretoise de siège (article 1F, fi gure 2) dans la cavité
en prenant soin de ne pas désaligner la pièce en relation à
l’alésage.
7. Insérer le joint torique (article 1C, fi gure 2).
8. Retirer l’ensemble de la soupape champignon (article 1G,
fi gure 2).
9. Insérer le joint torique (article 1C, fi gure 2).
10. Insérer l’entretoise de siège (article 1F, fi gure 2) dans la cavité
en prenant soin de ne pas désaligner la pièce en relation à
l’alésage.
11. Insérer le joint torique (article 1C, fi gure 2).
12. Insérer le manchon (article 1A, fi gure 2) dans la cavité en
prenant soin de ne pas désaligner la pièce en relation à
l’alésage. Veiller à ce que l’orientation du manchon soit celle
indiquée dans la fi gure 2.
13. Insérer le ressort (article 1D, fi gure 2) dans le capuchon de la
soupape (article 3, fi gure 2).
14. Visser le capuchon de la soupape champignon (article 3,
fi gure 2) dans la cavité à l’aide d’une clé à douille de 22,2
mm (7/8 po) jusqu’au fond. Puis desserrer de 1,5 tour.
15. Insérer la vis de calage (article 9, fi gure 2) à l’aide d’une
clé hexagonale 5/32 po. Serrer jusqu’à l'aligner avec le
capuchon de la soupape (article 3, fi gure 2), puis serrer de
1,5 tour.
16. Soupapes électriques uniquement : Serrer la tige du
solénoïde à 20-27 Nm (15 à 20 pi-lb).
17. Soupapes pneumatiques uniquement (suivre les étapes a à g):
a. Installer le logement de cylindre (article 19, fi gure 2) avant
d’installer le capuchon (article 18, fi gure 2). Serrer le
capuchon (article 18, fi gure 2) à 20-27 Nm (15 à 20 pi-lb).
b. Insérer la goupille (article 22, fi gure 2) dans le capuchon
(article 18, fi gure 2).
c. Appliquer du Loctite 222 sur les fi lets du guide de ressort
(article 25, fi gure 2) et l’installer dans le cylindre (article 20,
fi gure 2).
d. Installer le ressort (article 23, fi gure 2) sur la goupille
(article 22, fi gure 2).

10
e. Installer le cylindre (article 20, fi gure 2) sur le logement de
cylindre (article 19) et fi xer à l’aide des vis d’assemblage
(article 24, fi gure 2) puis serrer à 6-8 nm (5-6 pi-lb).
f. Installer le raccord et l’évent de renifl ard (articles 27 et 28,
fi gure 2) sur le cylindre (article 20, fi gure 2) et serrer à 8-10
nm (6-8 pi-lb).
g. Installer deux vis de calage (article 26, fi gure 2) sur le
logement de cylindre (article 19, fi gure 2) et serrer à 0,70-
0,90 Nm (6-8 pi-lb).
18. Serrer le capuchon de la soupape (article 3, fi gure 2) à 43-47
Nm (32 à 35 pi-lb).
19. Installer trois joints toriques (article 13, fi gure 2).
20. Monter la valve à ressort (élément 41, fi gure 1) dans le sens
indiqué à la fi gure 1. Avant d'installer les vis d'assemblage
à six pans creux (élément 42, fi gure 1), appliquer une petite
quantité de graisse sur les fi letages. Serrer à 8,1-13,6 Nm
[6-10 ft-lbs].
RÉASSEMBLAGE DE LA SOUPAPE DE COMMANDE
1. Monter l’ensemble multi-port (si équipé - articles 50-56 et
61-62, fi gure 1) à l’aide des cinq vis d’assemblage à six pans
creux (article 53, fi gure 1). Serrer à un couple de 13 à 16 Nm
(10 à 12 pi-lb).
2. Sur les versions antérieures sans soupape de retour côté «
B », installer la bille, le guide et le ressort (articles 36, 37, 38,
fi gure 1) à travers le fonds du corps (article 34, fi gure 1).
3. Sur les versions plus récentes avec soupape de retour côté
« B », installer la bille, le guide et le ressort (articles 36, 37,
38, fi gure 1) à travers le sommet du corps (article 34, fi gure
1). Puis installer la vis de calage (article, 75, fi gure 1), les
joints en cuivre, le contre-écrou et l’écrou borgne (articles
70, 71, 76, fi gure 1).
4. Installer les joints toriques (éléments 44, 45) et monter le
collecteur (élément 33, fi gure 1) au fond du corps (élément 34,
fi gure 1). Avant d'installer les vis d'assemblage à six pans creux
(élément 40, fi gure 1), appliquer une petite quantité de graisse
sur les fi letages. Serrer à 13-16 Nm [10-365,76 cm-lbs].
5. Réinstaller le tube de retour et le joint (non illustré).
6. Monter le bloc de vanne sur la pompe avec quatre vis
d’assemblage à six pans creux (article 176, fi gure 1).
RÉGLAGE DE LA SOUPAPE DE RETOUR
1. Placer une jauge de 0 à 1 034 bar (0 à 15 000 psi) sur le port
« A ».
2. Placer une jauge de 0 à 413 bar (0 à 600 psi) sur le port « B ».
3. Desserrer l’écrou de blocage de la soupape de retour (article
26, fi gure 4).
4. Faire tourner le bouton de la soupape de retour dans le sens
horaire jusqu’à sentir une résistance venant du ressort.
5. Avec la pompe en marche, enfoncer le bouton d’avance sur
le tirant pour mettre le solénoïde « A » sous tension. Tourner
le bouton sur la soupape de retour dans le sens horaire pour
augmenter la pression, ou dans le sens contre-horaire pour la
diminuer.
6. Une fois la pression exigée atteinte, serrer le contre-écrou
(article 26, fi gure 4) pour verrouiller le réglage. Ne pas trop
serrer.
7. Pour les montages de soupape sans soupape de sûreté
latérale ‘B’ réglable de l’extérieur : relâcher le bouton
d'avancement sur la télécommande et vérifi er le manomètre
du port « B ».
Se référer au tableau du haut de la page 2 pour le réglage
de la pression de rétraction (port « B ») applicable à votre
modèle de soupape. Si la mesure de la pression n'est pas
comprise dans la plage admissible indiquée dans le tableau,
remplacer le ressort (élément 38, fi gure 1).
8. Pour les montages de soupape avec soupape de sûreté
latérale ‘B’ réglable de l’extérieur : relâcher le bouton
d'avancement sur la télécommande et vérifi er le manomètre
du port « B ».
Se référer au tableau au début de la page 2 pour le réglage
de la pression de rétraction (port « B ») applicable à votre
modèle de soupape. Si la mesure de pression de rétraction
n'est pas comprise dans la plage admissible indiquée dans
le tableau, suivre les étapes a à c :
a. Ôter l’écrou borgne (article 71, fi gure 1) à l’aide d’une
clé à douille 9/16 po et desserrer le contre-écrou (article
76, fi gure 1). Cela exposera la vis de réglage (article 75,
fi gure 1).
b. Utiliser une clé Allen 5/32 po, tourner la vis de réglage
(article 75, fi gure 1) dans le sens horaire pour augmenter
la pression, dans le sens contre-horaire pour réduire
la pression. Pour fi xer le réglage, serre le contre-
écrou (article 76, fi gure 1) à 6-8 Nm [5-6 pi-lb] tout en
maintenant la vis de réglage (article 75, fi gure 1) en place
avec une clé Allen 5/32 po.
c. Réinstaller l’écrou borgne (article 71, fi gure 1) et serrer au
couple de 7-8 Nm [5-6 pi-lb] à l’aide d’une clé à douille
9/16 po. (ne pas trop serrer pour ne pas dénuder le
fi letage). Contrôler la pression et régler si nécessaire.
ATTENTION : Pour prévenir les risques de blessure,
ne pas utiliser avec les raccords non couplés. Fixer
des capuchons métalliques anti-poussière à tous les
raccords non couplés avant de mettre en service.

11
Reparatur-/Serviceanleitung
VE42E, VE42Q, VE42EM, VE42QM, VE42A, VE42AM,
VA42A, VA42Q, VA42E, VA42AM, VA42QM, VA42EM
Drehmomentschlüsselventile
POWERFUL SOLUTIONS. GLOBAL FORCE.
L2617 Rev. E 09/09
FEHLERBEHEBUNG UND REPARATUR DER DREHMOMENTSCHLÜSSELVENTILE
Bei der Diagnose nicht funktionierender Ventile treten einige
Symptome häufi g nicht nur bei Ventilen, sondern auch bei
Hydraulikgeräten allgemein auf. Montieren Sie vor der Reparatur
des Ventils ein VM32-Ventil (oder ein ähnliches manuelles Ventil)
an die Pumpe, um zu verifi zieren, dass das Problem nicht bei der
Pumpe liegt.
WARNUNG: Trennen Sie das Gerät vom Strom, bevor
Sie Wartungs- oder Reparaturarbeiten beginnen.
Während des Zerlegens und Zusammenbauens sollten
Standardsicherheitsverfahren befolgt werden, um Verletzungen
zu vermeiden.
1. Wenn kein Druck erhalten werden kann, kann dies an
beschädigten Anschlussdichtungen oder ausgefallen
Druckbegrenzungsventilkomponenten (Punkte 14, 29, 30,
Abb. 3 und 4) liegen oder ein Anzeichen dafür sein, dass
der Ventilstapel (Punkt 1, Abb. 2) wieder aufgebaut werden
muss. Diese Probleme sind normalerweise ein Symptom bei
kontaminiertem Hydrauliköl. Das Öl sollte abgelassen und
mit frischem ENERPAC-Hydrauliköl gefüllt werden.
2. Druckverluste, die sich bei steigendem Druckbereich
proportional vergrößern, sind normalerweise das Ergebnis
von leckenden Dichtungen oder Gewindefl ächen wie NTPF-
Verschraubungen oder Stopfen.
3. Kugelsitzlecks sind oft unregelmäßig und intermittierend
und werden durch Verunreinigungen in den Dichtungskanten
verursacht. Mit der Zeit muss das Steuerventil (Punkt 1, Abb.
2) wegen Abnutzung ausgetauscht werden.
4. Lecks auf der Außenfl äche sind ein Zeichen dafür, dass die
O-Ringe (Punkte 44, 45, Abb. 1, Punkt 13, Abb. 2, Punkt 49,
Abb. 3, Punkt 17, Abb. 4) und der Stützring (Punkt 18, Abb.
4) möglicherweise ausgetauscht werden müssen.
ZERLEGEN DES STEUERVENTILS
1. Entfernen Sie die vier Innensechskantschrauben (Punkt
176, Abb. 1), die die Ventilbaugruppe an der Pumpe
befestigen. Falls installiert, entfernen Sie den Drucksensor,
um Zugang zu den Schrauben zu erhalten. Entfernen Sie die
Ventilbaugruppe von der Pumpe.
2. Entfernen Sie das Rückfl ussrohr und die Dichtung (nicht
abgebildet).
3. Entfernen Sie die Mehrfachanschluss-Baugruppe (falls
vorhanden – Punkte 50 – 56 und 61 – 62, Abb. 1).
4. Entfernen Sie die Kopfschrauben (Punkt 40, Abb. 1) und
trennen Sie das Gehäuse (Punkt 34, Abb. 1) vom Verteiler
(Punkt 33, Abb. 1). Entfernen Sie die O-Ringe (Punkte 44,
45, Abb. 1) und überprüfen Sie sie auf Schäden. Tauschen
Sie sie ggf. aus.
5. Bei älteren Versionen ohne extern einstellbares
Druckbegrenzungsventil an Seite „B“, entfernen Sie die
Feder, die Kugelkappe und die Kugel (Punkte 36 – 38, Abb.
1) unten am Gehäuse (Punkt 34, Abb. 1). Überprüfen Sie alle
Teile und tauschen Sie sie nötigenfalls aus. Entfernen
Sie den Sitz (Punkt 35, Abb. 1) nur, wenn er abgenutzt
oder beschädigt ist.
6. Bei neueren Versionen mit extern einstellbarem
Druckbegrenzungsventil an Seite „B“ entfernen
Sie die Hutmutter, die Kupferdichtungen und die
Sicherungsmutter (Punkte 70, 71, 76, Abb. 1) oben
am Gehäuse (Punkt 34, Abb. 1). Entfernen Sie die
Einstellschraube (Punkt 75, Abb. 1), die Feder, die
Führung und die Kugel (Punkte 36 – 38, Abb. 1).
Überprüfen Sie alle Teile und tauschen Sie sie ggf. aus.
Entfernen Sie den Sitz (Punkt 35, Abb. 1) nur, wenn er
abgenutzt oder beschädigt ist.
7. Entfernen und überprüfen Sie die Tellerventile wie im
Abschnitt „Zerlegen des Tellerventils“ dieses Dokuments
beschrieben.
8. Entfernen und überprüfen Sie das
Druckbegrenzungsventil wie im Abschnitt „Zerlegen
des Druckbegrenzungsventils“ dieses Dokuments
beschrieben.
ZERLEGEN DES TELLERVENTILS
Wiederholen Sie die folgenden Schritt für jedes Tellerventil.
1. Entfernen Sie die vier Innensechskantschrauben (Punkt 42,
Abb. 1) und die Tellerventilbaugruppe (Punkt 41, Abb. 1).
2. Überprüfen Sie die drei O-Ringe (Punkt 13, Abb. 2) auf
Schäden wie größere Schlitze, Risse oder gepresstes
Material. Tauschen Sie sie ggf. aus.
3. Entfernen Sie die Einstellschraube (Punkt 9, Abb. 2) und den
Ventilstopfen (Punkt 3, Abb. 2).
4. Nur elektrische Ventile: Entfernen Sie die Magnetventilspindel
(Punkt 6, Abb. 2).
Nur druckluftbetätigte Ventile: Zerlegen und entfernen Sie
die Druckluftbetätigerbaugruppe (Punkte 18 – 20 und 22
– 28, Abb. 2).
5. Zerlegen und überprüfen Sie den Ventilstapel (Punkte 1A -
1H, Abb. 2).
6. Überprüfen Sie die O-Ringe (Punkt 1H, Abb. 2) und Glyd-
Ringe (Punkt 1E, Abb. 2) auf Schäden wie größere Schlitze
oder Risse. Tauschen Sie sie ggf. aus.
Hinweis: Der Tellersatz (Punkt 1G, Abb. 2) ist eine passende
Unterbaugruppe. Er ist nur als vormontierte Komponente
erhältlich.
7. Überprüfen Sie die Bohrung im Gehäuse (Punkt 2, Abb. 2)
auf Schäden wie Kratzer, größere Schlitze oder Abnutzung.
Tauschen Sie sie ggf. aus.
ZERLEGEN DES DRUCKBEGRENZUNGSVENTILS
1. Entfernen Sie die sechs Innensechskantschrauben (Punkt 48,
Abb. 1) und entfernen Sie die obere Ventilbaugruppe (Punkt
47, Abb. 1) vom Steuerventilgehäuse (Punkt 34, Abb. 1).

12
2. Entfernen Sie den Knopf (Punkt 27, Abb. 4) von der
Druckbegrenzungsventil-Unterbaugruppe und entfernen Sie
die Kugel (Punkt 24, Abb. 4).
3. Entfernen Sie die O-Ringe (Punkt 49, Abb. 3) und überprüfen
Sie sie auf Schäden. Tauschen Sie sie ggf. aus.
4. Entfernen Sie die Druckbegrenzungsventil-Unterbaugruppe
(Punkt 28, Abb. 3) vom Druckbegrenzungsventilgehäuse
(Punkt 31, Abb. 3).
5. Entfernen Sie den Sitz (Punkt 29, Abb. 3) vom Gehäuse.
Überprüfen Sie den Sitz auf Schäden wie größere
Schlitze oder Einkerbungen an der scharfen Kante des
Innendurchmessers. Tauschen Sie ihn ggf. aus.
6. Entfernen Sie die Rohrstopfen (Punkt 32, Abb. 3) und reinigen
Sie das Gehäuse. Überprüfen Sie das Gehäuse auf Schäden
und tauschen Sie es ggf. aus.
7. Entfernen Sie den Kolben, die Führung, die Distanzscheibe,
den Stützring, den O-Ring (Punkte 14, 15, 19, 20, 21, Abb. 4)
und überprüfen Sie alles auf Schäden. Tauschen Sie sie ggf.
aus.
8. Entfernen Sie den O-Ring und den Stützring (Punkte 17, 18,
Abb. 4) und überprüfen Sie sie auf Schäden. Tauschen Sie
sie ggf. aus.
9. Entfernen Sie die Kappe (Punkt 25, Abb. 4) vom Gehäuse
(Punkt 16, Abb. 4).
10. Entfernen Sie die Führungen (Punkt 22, Abb. 4) und die
Feder (Punkt 23, Abb. 4).
ZUSAMMENBAUEN DES DRUCKBEGRENZUNGSV
1. Bauen Sie die neuen Rohrstopfen (Punkt 32, Abb. 3) in das
Druckbegrenzungsventilgehäuse (Punkt 31, Abb. 3) ein und
ziehen Sie mit 13 - 16 Nm [10-12 ft-lbs] fest.
2. Bauen Sie die Kupferdichtung (Punkt 30, Abb. 3) auf dem
Sitz (Punkt 29, Abb. 3) ein; die runden Kanten müssen dabei
vom Sitz weg zeigen.
3. Legen Sie den Sitz (Punkt 29, Abb. 3) auf die untere Senkung
im Druckbegrenzungsventilgehäuse mit der Dichtungsseite
nach unten. Hinweis: Achten Sie darauf, dass der Sitz fest
sitzt und nicht verbogen ist.
4. Bauen Sie die Distanzscheiben, Stützringe und den O-Ring (Punkt
19, 20, 21, Abb. 4) auf dem Kolben ein (Punkt 14, Abb. 4).
5. Schmieren Sie die Distanzscheiben, Stützringe und den O-
Ring (Punkte 19, 20, 21, Abb. 4) und stecken Sie den Kolben
(Punkt 14, Abb. 4) in das Gehäuse (Punkt 16, Abb. 4).
6. Stecken Sie die Führung (Punkt 15, Abb. 4) über den Kolben
und drücken Sie die Distanzscheiben, die Stützringe und
den O-Ring nach oben gegen die Unterseite des Bohrlochs
im Gehäuse (Punkt 16, Abb. 4).
7. Bauen Sie die Feder und die Federführung (Punkt 22, 23,
Abb. 4) in das Bohrloch am entgegengesetzten Ende des
Gehäuses ein.
8. Geben Sie Loctite 242 auf die Gewinde der Kappe (Punkt
25, Abb. 4) und schrauben Sie die Kappe in das Ende des
Gehäuses (Punkt 16, Abb. 4). Ziehen Sie mit 13 – 15 Nm [10-
12 ft-lbs] fest.
9. Bauen Sie den Stützring (Punkt 18, Abb. 4) und den O-Ring
(Punkt 17, Abb. 4) in das Gehäuse ein.
10. Schmieren Sie den O-Ring (Punkt 17, Abb. 4) und stecken
Sie die Druckbegrenzungsventil-Unterbaugruppe (Punkt 28,
Abb. 3) in den Hohlraum im Druckbegrenzungsventilgehäuse
(Punkt 31, Abb. 3).
11. Ziehen Sie die Druckbegrenzungsventil-Unterbaugruppe
(Punkt 28, Abb. 3) mit 43 - 53 Nm [32 - 39 ft-lbs] an.
12. Bauen Sie die O-Ringe (Punkt 49, Abb. 3) in die
Druckbegrenzungsventilbaugruppe (Punkt 47, Abb. 1) ein.
13. Bauen Sie die Druckbegrenzungsventilbaugruppe (Punkt 47,
Abb. 1) in das Steuerventilgehäuse (Punkt 34, Abb. 1) mithilfe
von sechs Innensechskantschrauben (Punkt 48, Abb. 1) ein
und ziehen Sie sie mit 13-16 Nm [10-12 ft-lbs] fest.
ZUSAMMENBAUEN DES TELLERVENTILS
Wiederholen Sie die folgenden Schritt für jedes Tellerventil:
1. Nur elektrische Ventile: Bauen Sie die Magnetventilspindel
(Punkt 6, Abb. 2) in das Gehäuse ein (Punkt 2, Abb. 2).
Drehen Sie die Spindel, bis sie unten herauskommt, und
drehen Sie dann 1,5 Umdrehungen zurück.
2. Schmieren Sie die Innenbohrung des Gehäuses und die
Ventilstapelkomponenten mit Öl.
3. Bauen Sie den Tellersatz (Punkt 1G, Abb. 2) ein, indem Sie
zuerst O-Ringe (Punkt 1H) und dann Glyd-Ringe (Punkt 1E,
Abb. 2) an beiden Enden des Tellersatzes (Punkt 1G, Abb.
2) einbauen. Lassen Sie das Ventil ungefähr 10 Minuten
lang setzen, damit jeder Glyd-Ring in seine ursprüngliche
Position zurückkehren kann.
4. Stecken Sie die Durchführung (Punkt 1A, Abb. 2) in den
Hohlraum und achten Sie dabei darauf, das Teil nicht falsch
an der Bohrung auszurichten. Achten Sie darauf, dass die
Ausrichtung der Durchführung Abb. 2 entspricht.
5. Stecken Sie den O-Ring (Punkt 1C, Abb. 2) hinein.
6. Stecken Sie die Sitzdistanzscheibe (Punkt 1F, Abb. 2) in den
Hohlraum und achten Sie dabei darauf, das Teil nicht falsch
an der Bohrung auszurichten.
7. Stecken Sie den O-Ring (Punkt 1C, Abb. 2) hinein.
8. Stecken Sie die Tellersatzbaugruppe (Punkt 1G, Abb. 2)
hinein.
9. Stecken Sie den O-Ring (Punkt 1C, Abb. 2) hinein.
10. Stecken Sie die Sitzdistanzscheibe (Punkt 1F, Abb. 2) in den
Hohlraum und achten Sie dabei darauf, das Teil nicht falsch
an der Bohrung auszurichten.
11. Stecken Sie den O-Ring (Punkt 1C, Abb. 2) hinein.
12. Stecken Sie die Durchführung (Punkt 1A, Abb. 2) in den
Hohlraum und achten Sie dabei darauf, das Teil nicht falsch
an der Bohrung auszurichten. Achten Sie darauf, dass die
Ausrichtung der Durchführung Abb. 2 entspricht.
13. Stecken Sie die Feder (Punkt 1D, Abb. 2) in den Ventilstopfen
(Punkt 3, Abb. 2).
14. Schrauben Sie den Ventilstopfen (Punkt 3, Abb. 2) mithilfe
eines 7/8“-Steckschlüssels in den Hohlraum, bis er unten
heraus kommt. Lösen Sie ihn dann um 1,5 Umdrehungen.
15. Stecken Sie die Einstellschraube (Punkt 9, Abb. 2) mithilfe
eines 5/32“-Inbusschlüssels hinein. Ziehen Sie sie fest, bis
sie mit dem Ventilstopfen (Punkt 3, Abb. 2) eben ist und
ziehen Sie dann um 1,5 Umdrehungen fest.
16. Nur elektrische Ventile: Ziehen Sie die Magnetventilspindel
mit 20 – 27 Nm [15-20 ft-lbs] an.
17. Nur druckluftbetätigte Ventile (befolgen Sie Schritte a bis g):
a. Bauen Sie vor dem Installieren des Stopfens (Punkt
18, Abb. 2) das Zylindergehäuse (Punkt 19, Abb. 2) ein.
Ziehen Sie den Stopfen (Punkt 18, Abb. 2) mit 20 - 27 Nm
[15 – 20 ft-lbs] fest.

13
b. Stecken Sie den Stift (Punkt 22, Abb. 2) in den
Ventilstopfen (Punkt 18, Abb. 2).
c. Geben Sie Loctite 22 auf die Gewinde der Federführung
(Punkt 25, Abb. 2) und bauen Sie sie in den Zylinder
(Punkt 20, Abb. 2) ein.
d. Bauen Sie die Feder (Punkt 23, Abb. 2) über dem Stift
(Punkt 22, Abb. 2) ein.
e. Bauen Sie den Zylinder (Punkt 20, Abb. 2) im
Zylindergehäuse (Punkt 19) ein und befestigen Sie ihn
mit Kopfschrauben (Punkt 24, Abb. 2). Ziehen Sie die
Kopfschrauben mit 6-8 Nm [5-6 ft-lbs] fest.
f. Bauen Sie die Verschraubung und die Entlüfteröffnung
(Punkte 27 und 28, Abb. 2) in den Zylinder (Punkt 20, Abb.
2) ein und ziehen Sie sie mit 8-10 Nm [6-8 ft-lbs] fest.
g. Bauen Sie zwei Einstellschrauben (Punkt 26, Abb. 2) in
das Zylindergehäuse (Punkt 19, Abb. 2) ein und ziehen
Sie sie mit 0,70-0,90 Nm [6-8 in-lbs] fest.
18. Ziehen Sie den Ventilstopfen (Punkt 3, Abb. 2) mit 43 - 47
Nm [32 – 35 ft-lbs] fest.
19. Bauen Sie drei O-Ringe (Punkt 13, Abb. 2) ein.
20. Montieren Sie das Tellerventil (Punkt 41, Abb. 1) in der
in Abb. 1 dargestellten Ausrichtung. Tragen Sie vor der
Installation der Innensechskantschrauben (Punkt 42, Abb. 1)
eine kleine Menge Schmierfett auf die Gewinde auf. Ziehen
Sie die Schrauben mit 8,1 – 13,6 Nm [6 – 10 ft-lbs] fest.
ZUSAMMENBAUEN DES STEUERVENTILS
1. Montieren Sie die Mehrfachanschluss-Baugruppe (falls
vorhanden, Punkte 50 - 56 und 61 - 62, Abb. 1) mithilfe von
fünf Innensechskantschrauben (Punkt 53, Abb. 1). Ziehen
Sie mit 13 – 15 Nm [10-12 ft-lbs] fest.
2. Bei älteren Versionen ohne extern einstellbares
Druckbegrenzungsventil an Seite „B“ bauen Sie die Kugel,
die Führung und die Feder (Punkte 36, 37, 38, Abb. 1) unten
am Gehäuse (Punkt 34, Abb. 1) ein.
3. Bei neueren Versionen mit extern einstellbarem
Druckbegrenzungsventil an Seite „B“ bauen Sie die Kugel,
die Führung und die Feder (Punkte 36, 37, 38, Abb. 1) oben
am Gehäuse (Punkt 34, Abb. 1) ein. Bauen Sie dann die
Einstellschraube (Punkt 75, Abb. 1), die Kupferdichtungen,
die Sicherungsmutter und die Hutmutter (Punkte 70, 71, 76,
Abb. 1) ein.
4. Installieren Sie die O-Ringe (Punkte 44, 45) und montieren
Sie den Verteiler (Punkte 33, Abb. 1) unten am Gehäuse
(Punkte 34, Abb. 1). Tragen Sie vor der Installation der
Innensechskantschrauben (Punkt 40, Abb. 1) eine kleine
Menge Schmierfett auf die Gewinde auf. Ziehen Sie die
Schrauben mit 13 - 16 Nm [10 - 12 ft-lbs] fest.
5. Bauen Sie das Rückfl ussrohr und die Dichtung (nicht
abgebildet) wieder ein.
6. Montieren Sie die Ventilbaugruppe mithilfe von 4
Innensechskantschrauben (Punkt 176, Abb. 1) an die
Pumpe.
EINSTELLEN DES DRUCKBEGRENZUNGSVENTILS
1. Schließen Sie ein 0 – 1034 bar [0 – 15.000 psi] Manometer
an Anschluss „A“ an.
2. Schließen Sie ein 0 - 413 bar [0 - 6000 psi] Manometer an
Anschluss „B“ an.
3. Lösen Sie die Feststellmutter des Druckbegrenzungsventils
(Punkt 26, Abb. 4).
4. Drehen Sie den Knopf des Druckbegrenzungsventils im
Uhrzeigersinn, bis Sie einen Widerstand von der Feder
spüren.
5. Drücken Sie bei laufender Pumpe die Vorlauftaste an der
Fernbedienung, um das Magnetventil „A“ einzuschalten.
Drehen Sie den Knopf am Druckbegrenzungsventil im
Uhrzeigersinn, um den Druck zu erhöhen, oder entgegen
dem Uhrzeigersinn, um den Druck zu verringern.
6. Sobald die erforderliche Druckeinstellung erreicht ist, ziehen
Sie die Feststellmutter (Punkt 26, Abb. 4) fest, um die
Einstellung zu verriegeln. Ziehen Sie sie nicht zu sehr fest.
7. Für Ventilbaugruppen ohne extern einstellbarem
Überdruckventil an Seite „B“: Lassen Sie die Vorlauftaste an
der Fernbedienung los und überprüfen Sie das Manometer
an Seite „B“
In der Tabelle oben auf Seite 2 fi nden Sie die für Ihr Ventil
anwendbare Rücklaufdruckeinstellung (Anschluss „B“).
Wenn die Druckanzeige nicht innerhalb des in der Tabelle
aufgeführten erlaubten Bereich ist, bringen Sie die Feder
(Punkt 38, Abb. 1) wieder an.
8. Für Ventilbaugruppen mit extern einstellbarem
Überdruckventil an Seite „B“: Lassen Sie die Vorlauftaste an
der Fernbedienung los und überprüfen Sie das Manometer
an Seite „B“
In der Tabelle oben auf Seite 2 fi nden Sie die für Ihr Ventil
anwendbare Rücklaufdruckeinstellung (Anschluss „B“).
Wenn die Druckanzeige nicht innerhalb des in der Tabelle
aufgeführten erlaubten Bereich ist, befolgen Sie die Schritte
a bis c:
a. Entfernen Sie die Hutmutter (Punkt 71, Abb. 1)
mithilfe eins 9/16“-Steckschlüssels und lösen Sie die
Sicherungsmutter (Punkt 76, Abb. 1). Dadurch wird die
Einstellschraube (Punkt 75, Abb. 1) freigelegt.
b. Drehen Sie mithilfe eines 5/32“-Inbusschlüssels die
Einstellschraube (Punkt 75, Abb. 1) entgegen dem
Uhrzeigersinn, um den Druck zu erhöhen, oder entgegen
dem Uhrzeigersinn, um den Druck zu verringern. Um die
Einstellung zu fi xieren, drehen Sie die Sicherungsmutter
(Punkt 76, Abb. 1) mit 6-8 Nm [5-6 ft-lbs] fest, während
Sie die Einstellschraube (Punkt 75, Abb. 1) mit einem
5/32”-Inbusschlüssel festhalten.
c. Bauen Sie die Hutmutter (Punkt 71, Abb. 1) wieder ein
und ziehen Sie sie mithilfe eines 9/16“-Steckschlüssels
mit 7-8 Nm [5-6 ft-lbs] fest. (Ziehen Sie nicht zu sehr fest,
da sonst die Gewinde ausreißen.) Überprüfen Sie die
Druckeinstellung und stellen Sie sie nötigenfalls ein.
ACHTUNG: Um mögliche Verletzungen zu vermeiden,
sollten Sie die Pumpe bzw. Schläuche nicht mit
entkuppelten Kupplungen betreiben.

14
L2617 Rev. E 11/09
Istruzioni di riparazione / Servizio
Valvole con chiave torsiometrica
VE42E, VE42Q, VE42EM, VE42QM, VE42A, VE42AM,
VA42A, VA42Q, VA42E, VA42AM, VA42QM, VA42EM
POWERFUL SOLUTIONS. GLOBAL FORCE.
ELIMINAZIONE DEI DIFETTI E RIPARAZIONE DELLE VALVOLE A CHIAVE TORSIOMETRICA
Nel diagnosticare il cattivo funzionamento di queste valvole,
certi sintomi possono essere comuni non solo alle valvole, ma
spesso alle attrezzature idrauliche in generale. Prima di riparare
la valvola, montare una valvola VM32 (o similare) sulla pompa
e verifi care che il problema non sia piuttosto da attribuire alla
pompa stessa.
ATTENZIONE: Scollegare l’alimentazione prima di
iniziare una riparazione qualsiasi manutenzione o
riparazione. Seguire le procedure standard di sicurezza
durante lo smontaggio ed il rimontaggio per minimizzare le
possibilità di ferimento o danni.
ELIMINAZIONE DEI DIFETTI
1. L’incapacità di ottenere una qualsiasi pressione può essere
dovuta alle guarnizioni di tenuta del connettore, oppure a
componenti della valvola di scarico difettosi (voci 14, 29,
30, fi gure 3 e 4), oppure un’indicazione che lo scarico della
valvola (voce 1, fi gura 2) deve essere revisionato.
2. Cali di pressione consistenti e che aumentano
proporzionalmente con campi di pressione crescenti sono
solitamente il risultato di guarnizioni che perdono oppure di
superfi ci fi lettate come quelle dei raccordi o dei tappi NPTF
3. La perdita della sede della sfera é spesso erratica (saltuaria)
ed è determinata da corpi estranei intrappolati sul bordo di
tenuta. Con il tempo, come si verifi ca l’usura (voce 1, fi gura
2), lo scarico della valvola dovrà essere sostituito.
4. Una perdita osservata sulle superfi cie esterna é un’indicazione
che gli O-Ring (voci 44-45/fi gura 1, voce 13/fi gura 2, voce
49/fi gura 3, voce 17/fi gura 4) e l’anello di supporto (voce 18/
fi gura 4) possono eventualmente dover essere sostituiti
SMONTAGGIO DELLA VALVOLA DI COMANDO
1. Smontare le quattro viti a testa cilindrica ad esagono
incassato (voce 176, fi gura 1) che fi ssano il l’assieme della
valvola alla pompa. Togliere l’assieme della valvola dalla
pompa.
2. Togliere il tubo di ritorno e la guarnizione (non mostrata)
3. Togliere l’assieme con i raccordi multipli (se montato – voci
50-56 e 61-62, fi gura 1)
4. Smontare le viti a testa cilindrica (voce 40, fi gura 1) e separare
il corpo dal collettore (voce 33, fi gura 1). Togliere gli O-Ring
(voci 44, 45, fi gura 1) ed ispezionare per vedere se ci sono
danni eventuali.
5. Sulle versioni più vecchie senza la valvola di scarico B
regolabile esternamente, togliere la molla, il cappuccio della
sfera e la sfera (voci 36-38, fi gura 1) dalla parte inferiore di
fondo del corpo (voce 34, fi gura 1), Ispezionare tutte le parti
e se necessario, sostituire. Smontare la sede (voce 35, fi gura
1) solo se usurata o danneggiata.
6. Sulle versioni più recenti con la valvola B esterna di scarico
regolabile, smontare il dado a ghianda, le guarnizioni di rame
ed il dado di bloccaggio (voci 70, 71, 76,m fi gura 1), la molla,
la guida e la sfera (voci 36, 39, fi gura 1). Ispezionare tutte le
parti e sostituire se necessario. Smontare la sede (voce 35,
fi gura 1) solo se usurata o danneggiata.
7. Smontare ed ispezionare le valvole a fungo come descritto
nella sezione “Smontaggio delle valvole a fungo” di questo
documento.
8. Smontare ed ispezionare la valvola di scarico, come descritto
nella sezione “Smontaggio della valvola di scarico” di questo
documento.
MONTAGGIO DELLE VALVOLE A FUNGO
Ripetere i passi seguenti per ogni valvola a fungo.
1. Svitare le quattro viti a testa cilindrica ed esagono incassato
(voce 42, fi gura 1) e togliere l’assieme della valvola a fungo
(voce 42, fi gura 1).
2. Ispezionare i tre O-Ring (voce 13, fi gura 2) per eventuali
danni come tacche, tagli o estrusioni di materiale. Sostituire
se necessario.
3. Smontare la vite di regolazione (voce 9, fi gura 2) ed il tappo
della valvola (voce 3, fi gura 2).
4. Solo per le elettrovalvole. Smontare lo stelo del solenoide
(voce 67, fi gura 2).
Solo per le valvole pneumatiche. Smontare e togliere
l’assieme dell’attuatore (voci 18-20 e 22-28, fi gura 2)
5. Smontare ed ispezionare lo scarico della valvola (voci 1A
– 1H, fi gura 2).
6. Ispezionare gli O-Ring (voce 1H, fi gura 2) ed i Glyd.Ring
(voce 1E, fi gura
2 per eventuali danni come tacche o tagli. Sostituire se
necessario. ,
Nota: L’assieme della valvola a fungo (voce G, fi gura 2) é un
sotto-assieme. Esso è disponibile solo come componente
pre-assemblato.
7. Ispezionare il foro nel corpo (voce 2, fi gura 2) per eventuali
danni come rigature, tacche o usura. Sostituire se
necessario.
TAGGIO DELLA VALVOLA DI SCARICO
1. Svitare le sei viti a testa cilindrica ad esagono incassato
(voce 48, fi gura 1) e togliere l’assieme della valvola di scarico
(voce 47, fi gura 1) dal corpo della valvola di comando (voce
34, fi gura 1).
2. Smontare la manopola (voce 27, fi gura 4) e togliere la sfera
(voce 24, fi gura 4).
3. Togliere gli O-Ring (voce 49, fi gura 3) ed ispezionare per
eventuali danni. Sostituire se necessario.
4. Smontare il sotto-assieme della valvola di scarico (voce 31,
fi gura 3).

15
5. Smontare la sede (voce 29, fi gura 3) dal corpo. Ispezionare
la sede per danni come tacche o intaglio dello spigolo vivo.
6. Smontare I tappi dei tubi (voce 32, fi gura 3) e pulire il corpo.
Ispezionare il corpo per eventuali danni e sostituire se
necessario.
7. Smontare il pistone, la guida, il distanziale, l’anello di
supporto (voci 14, 15, 19, 20, 21, fi gura 4) ed ispezionare per
eventuali danni. Sostituire se necessario.
8. Smontare l’O-Ring e l’anello di supporto (voce 17, 18, fi gura
4). Sostituire se necessario.
9. Smontare il cappuccio (voce 25, fi gura 4) dal corpo (voce 16,
fi gura 4).
10. Smontare le guide (voce 22, fi gura 4) e la molla (voce 23,
fi gura 4).
ASSIEME DELLA VALVOLA DI SCARICO
1. Install new pipe plugs (item 32, fi gure 3) into relief valve
body 1. Installare nuovi tappi per i tubi (voce 32, fi gura 3) a
stringere con una coppia da 13 a 16 Nm.
2. Installare una guarnizione di rame (voce 30, fi gura 3) sulla
sede (voce 29, fi gura 3) con I bordi arrotondati che guardano
dall’altra parte della sede.
3. Posizionare la sede (voce 29, fi gura 3) sulla battuta nel corpo
della valvola di scarico, con il lato di tenuta verso il basso.
Nota: accertarsi che la sede sia stabilmente appoggiata e
non contorta.
4. Installare I distanziali, gli anelli di supporto e gli O-Ring (voce
19, 20, 21, fi gura 4) sul pistone (voce 14, fi gura 4).
5. Ingrassare i distanziali, gli anelli di supporto e gli O-Ring (voci
19, 20, 21, fi gura 4) ed introdurre il pistone nel corpo (voce
16, fi gura 4)
6. Inserire la guida (voce 15, fi gura 4) sopra al pistone e forzare
I distanziali, gli anelli di supporto e gli O-Ring contro il fondo
del foro nel corpo (voce 16, fi gura 4).
7. Installare la molla e la guida della molla (voci 22, 23, fi gura 4)
dentro al foro nell’estremità opposta del corpo.
8. Applicare della Loctite 242 sui fi letti del cappuccino dentro
l’estremità del corpo (voce 16, fi gura 4), Stringere con una
coppia da 13 a 16 Nm
9. Installare l’anello di supporto (voce 18, fi gura 4) e l’O-Ring
(voce 17, fi gura 4) sopra il corpo.
10. Ingrassare l’O-Ring (voce 17, fi gura 4) ed inserire il sotto-
assieme della valvola di scarico (voce 28, fi gura 3) dentro alla
cavità nel corpo della valvola di scarico (voce 31, fi gura 3).
11. Stringere il sotto-assieme della valvola di scarico (voce 28,
fi gura 3) con una coppia di 43-58 Nm.
12. Installare gli O-Ring (voce 49, fi gura 3) sull’assieme della
valvola di scarico (voce 47, fi gura 1).
13. Installare l’assieme della valvola di scarico (voce 47, fi gura
1) usando sei viti a testa cilindrica con esagono incassato
(voce 48, fi gura 1) e stringere con una coppia di 13-16 Nm.
ASSIEME DELLA VALVOLA A FUNGO
Ripetere i passi seguenti per ogni valvola a fungo:
1. Solo per le elettrovalvole. Installare lo stelo del solenoide
(voce 6, fi gura 2) dentro al corpo. Far girare dentro lo stelo
fi no a che vada in battuta, quindi svitare di 1½ giri.
2. Lubrifi care con olio il foro interno del corpo ed i componenti
dello scarico della valvola.
3. Assiemare la serie delle valvole a fungo (voce 1G, fi gura 2)
installando gli O-Ring (voce 1H) per primi, quindi gli anelli
Glyd (voce 1E, fi gura 2) ad entrambi le estremità della serie
delle valvole a fungo (voce 1G, fi gura 2). Lasciare la valvola
sulla sede per circa 10 minuti per permettere ad ogni anello
Glyd di ritornare alla sua posizione originaria.
4. Inserire la bussola (voce A, fi gura 2) nella cavità, avendo cura
di non disallineare il componente nel foro. Accertarsi che
l’orientamento della bussola sia come mostrato in fi gura 2.
5. Inserire l’O-Ring (voce C, fi gura 2).
6. Inserire il distanziale della sede (voce 1E, fi gura 2) dentro alla
cavità avendo cura di non disallineare il componente nel foro.
7. Inserire l’O-Ring (voce 1C, .fi gura 2)
8. Inserire la serie delle valvole a fungo (voce 1G, fi gura 2).
9. Inserire l’O-Ring (voce 1C, fi gura 2).
10. Inserire il distanziale della sede (voce 1E, fi gura 2) dentro alla
cavità avendo cura di non disallineare il componente nel foro.
11. Inserire l’O-Ring (voce C, fi gura 2)
12. Inserire la bussola (voce A, fi gura 2) dentro alla cavità, avendo
cura di non disallineare il componente nel foro. Accertarsi che
l’orientamento della bussola sia come mostrato in fi gura 2.
13. Inserire la molla (voce 1D, fi gura 2) dentro al tappo della
valvola (voce 3, fi gura 2).
14. Avvitare il tappo della valvola (voce 3, fi gura 2) dentro alla
cavità usando una chiave a brugola da 2,25 mm (7/8”) fi no a
che sia andato in battuta, Quindi allentare di 1½ giri.
15. Inserire la vite di regolazione (voce 9, fi gura 2) usando una
chiave brugola da 4 mm (5/32”). Stringere quindi di 1½ giri.
16. Solo per le elettrovalvole. Stringere lo stelo del solenoide
con 20-27 Nm.
17. Solo per le valvole pneumatiche (seguire i passi da a a g).
a. Installare l’involucro del cilindro (voce 9, fi gura 2) prima
di installare il tappo (voce 18, fi gura 2). Stringere il tappo
(voce 18, fi gura 2) con una coppia di 20-27 Nm.
b. Inserire il perno (voce 22, fi gura 2) dentro al tappo (voce
18, fi gura 2).
c. Applicare della Loctite 222 ai fi letti della guida della molla
(voce 25, fi gura 2) ed installare dentro al cilindro (voce 20,
fi gura 2)
d. Installare la molla (voce 23, fi gura 2) sul perno (voce 22,
fi gura 2).
e. Installare il cilindro (voce 20, fi gura 2) nell’involucro del
cilindro (voce 19) e fi ssare con i bulloni senza dado (voce
24, fi gura 2). Stringere i bulloni senza dado con una
coppia da 6 a 8 Nm.
f. Installare il raccordo e lo sfi atatoio (voci 27 e 28, fi gura 2)
dentro al cilindro (voce 20, fi gura 2) e stringere con una
coppia da 8 a 10 Nm.
g. Installare due viti di regolazione (voce 26, fi gura 2) e
stringere con una coppia da 0,70 a 0,90 Nm.
18. Stringere il tappo della valvola (voce 3, fi gura 2) con una
coppia da 43 a 47 Nm.
19. Installare tre O-Ring (voce 13, fi gura 2).
20. Montare la valvola a fungo (voce 41, fi
gura 1) con l’orientamento
mostrato in fi gura 1. Prima di installare una vite a testa
cilindrica ad esagono incassato (voce 42, fi gura 1), applicare
una piccola quantità di grasso sui fi letti. Il momento torcente
deve essere da 8.1 a 13.6 Nm [da 6 a 10 ft-lbs].

16
RIMONTAGGIO DELL’ASSIEME DELLA VALVOLA DI
COMANDO
1. Mount the multi-port assembly (if equipped - items 50-56
1. Montare l’assieme multi-raccordi (se installato, voci 50-
56 e 61-62, fi gura 1) usando cinque viti a testa cilindrica ad
esagono incassato (voce 53, fi gura 1). Stringere con una
coppia da 13 a 16 Nm.
2. Sulle vecchie versioni senza la valvola B laterale esterna
regolabile, installare la sfera, la guida e la molla (voci 36, 37,
38, fi gura 1) attraverso il fondo del corpo (voce 34, fi gura 1).
3. Sulle versioni più recenti con la valvola laterale esterna B
regolabile, installare la sfera, la guida e la molla (voci 37, 38,
38, fi gura 1) attraverso la parte superiore del corpo (voce
34, fi gura 1). Installare quindi la vite di regolazione (voce 75,
fi gura 1), le guarnizioni di rame, il dado di bloccaggio ed il
dado a ghianda (voci 70, 71, 76, fi gura 1).
4. Installare gli O-ring (voci 44, 45) e montare il collettore (voce
33, fi gura 1) al fondo del corpo (voce 34, fi gura 1). Prima di
installare la vite a testa cilindrica ad esagono incassato (voce
40, fi gura 1), applicare una piccola quantità di grasso ai fi letti.
Momento torcente da 13 a 16 Nm [da 10 a 12 ft-lbs].
5. Reinstallare il tubo di ritorno e la guarnizione (non mostrata)
6. Montare l’assieme della valvola sulla pompa usando Quattro
viti a testa cilindrica ad esagono incassato.
REGOLAZIONE DELLA VALVOLA DI SCARICO
1. Installare un manometro (da 0 a 1934 bar) sulla parte A,
raccordo 1.
2. Montare un manometro (da 0 a 413 bar) sul raccordo B.
3. Allentare il dado di bloccaggio della valvola di scarico (voce
26, fi gura 4).
4. Ruotare la manopola della valvola di scarico in senso orario
fi no a che si senta la resistenza della molla.
5. Con la pompa in funzione, premere il pulsante di avanzamento
sulla tastierina pensile per energizzare la valvola a solenoide
“A”. Girare la manopola della valvola di scarico in senso
orario per aumentare la pressione oppure antiorario per
diminuirla.
6. Non appena si sia raggiunta la pressione richiesta, bloccare
il dado di bloccaggio (voce 26, fi gura 4): Non serrare
esageratamente.
7. Per gli assieme valvola senza la valvola laterale di scarico
esterna regolabile “B”: Rilasciare il pulsante di avanzamento
sulla tastierina e controllare il manometro della pressione nel
raccordo “B”.
Fare riferimento alla tabella in cima a Pag. 2 per la regolazione
della pressione di ritorno (raccordo “B”) applicabile al
modello della Vostra valvola. Se la lettura della pressione
non è all'interno del campo ammissibile elencato nella
tabella, sostituire la molla (voce 38, fi gura 1).
8. Per gli assieme valvola con la valvola laterale di scarico
esterna regolabile “B”: Rilasciare il pulsante di avanzamento
sulla tastierina e controllare il manometro della pressione nel
raccordo “B”.
Fare riferimento alla tabella in cima a Pag. 2 per la regolazione
della pressione di ritorno (raccordo “B”) applicabile al
modello della Vostra valvola. Se la lettura della pressione
non è all'interno del campo ammissibile elencato nella
tabella, seguire i passi da a fi no a c:
a. Smontare il dado a ghianda (voce 71, fi gura 1) usando
una chiave brugola da 11,11 mm (7/16”) ed allentare il
dado di bloccaggio (voce 76, fi gura 1). Questo renderà
accessibile la vite di regolazione (voce 75, fi gura 1).
b. Usando una chiave brugola da 4 mm (5/32”) girare la
vite di regolazione (voce 75, fi gura 1) in senso orario
per aumentare la pressione o in senso antiorario per
diminuirla. Per fi ssare la regolazione, stringere il dado di
bloccaggio (voce 76, fi gura 1) con una coppia di 6-8 Nm,
mentre si mantiene fi ssa la vite di regolazione (voce 75,
fi gura 1) con una chiave brugola da 4 mm (5/32”).
c. Reinstallare il dado a ghianda (voce 71, fi gura 1) e stringere
con una coppia da 7 a 8 Nm usando una chiave brugola
da 14,3 mm (9/16”) (non serrare esageratamente perché
i fi letti potrebbero sgranarsi).. Controllare la regolazione
della pressione e regolare ancora se necessario.
AVVISO: TPer evitare possibili ferimenti, non azionare
la pompa con I raccordi non accoppiati. Chiudere con
i cappucci antipolvere tutti i raccordi non utilizzati
prima del funzionamento.

17
L2617 Rev. E 11/09
Instrucciones de Reparación / Mantenimiento
VE42E, VE42Q, VE42EM, VE42QM, VE42A, VE42AM,
VA42A, VA42Q, VA42E, VA42AM, VA42QM, VA42EM
Válvulas para llaves Dinamométricas
POWERFUL SOLUTIONS. GLOBAL FORCE.
SOLUCIÓN DE PROBLEMAS Y REPARACIÓN DE LAS VÁLVULAS PARA LLAVES DINAMOMÉTRICAS
Para el diagnóstico de válvulas con mal funcionamiento, hay
ciertos síntomas típicos, no sólo de las válvulas sino, a menudo,
de los equipos hidráulicos en general. Antes de reparar la válvula,
montar una válvula VM32 (o una válvula manual similar) en la
bomba para comprobar que el problema no está, en realidad,
en esta última.
ADVERTENCIA: Desconectar la corriente eléctrica
antes de comenzar las operaciones de mantenimiento o
reparación. Deberán seguirse los procedimientos
estándar de seguridad durante el desmontaje y montaje para
reducir al mínimo cualquier posibilidad de lesiones.
SOLUCIÓN DE PROBLEMAS
1. Si la presión no sube puede deberse a daños en las juntas
del conector o piezas defectuosas de la válvula de descarga
(elementos 14, 29, 30, fi guras 3 y 4), o ser un indicio de que
es necesario reparar el grupo interno de la válvula (elemento
1, fi gura 2). Estos problemas son normalmente un síntoma
de contaminación del aceite hidráulico. Deberá vaciarse el
sistema y rellenarse con aceite hidráulico ENERPAC nuevo.
2. Las fugas de presión que perduran y aumentan en proporción
a la presión se deben generalmente a juntas o superfi cies
roscadas como conectores o tapones NPTF que no cierran
bien.
3. Las fugas por el asiento de la bola son a menudo irregulares
e intermitentes y se deben a contaminantes atrapados en la
superfi cie de cierre. Con el paso del tiempo y el consiguiente
desgaste, el grupo interno de la válvula (elemento 1, fi gura
2) tendrá que ser reemplazado.
4. Las fugas que aparecen en las superfi cies externas indican
la necesidad de sustituir las juntas tóricas (elementos 44,
45, fi gura 1; elemento 13, fi gura 2; elemento 49, fi gura 3,
elemento 17, fi gura 4) y corona de retención.
DESMONTAJE DE LA VÁLVULA DE CONTROL
1. Retirar los cuatro tornillos de cabeza Allen (elemento 176,
fi gura 1) asegurando la válvula a la bomba. En caso de estar
instalado, retirar el transductor de presión para lograr el
acceso a los tornillos. Retirar la válvula de la bomba.
2. Retirar el tubo de retorno y la junta (imagen no disponible).
3. Retirar el montaje de paso múltiple (si el sistema dispone de
una – elementos 50 a 56 y 61 a 62, fi gura 1).
4. Retirar los tornillos (elemento 40, fi gura 1) y separar el cuerpo
(elemento 34, fi gura 1) del conector múltiple (elemento 33,
fi gura 1). Retirar las junta tóricas (elementos 44, 45, fi gura 1)
y observar si presentan daños. Reemplazar si es preciso.
5. En versiones anteriores sin válvula de alivio del lado "B"
ajustable externamente, retirar el resorte, la tapa de la bola
y la bola (elementos 36 a 38, fi gura 1) de la parte inferior
del cuerpo (elemento 34, fi gura 1). Observar todas las
piezas y reemplazarlas, si fuera necesario. Retirar el asiento
(elemento 35, fi gura 1) sólo si está dañado o gastado.
6. En nuevas versiones con válvula de alivio del lado "B"
ajustable externamente, retirar la tuerca ciega, las juntas de
cobre y la tuerca de fi jación (elementos 70, 71, 76, fi gura 1)
de la parte superior del cuerpo (elemento 34, fi gura 1). Retirar
el tornillo de ajuste (elemento 75, fi gura 1), el resorte, la guía
y la bola (elementos 36 a 38, fi gura 1). Observar todas las
piezas y reemplazarlas, si fuera necesario. Retirar el asiento
(elemento 35, fi gura 1) sólo si está dañado o gastado.
7. Retirar y observar las válvulas de resorte como se describe
en la sección “Desmontaje de la válvula de resorte” de este
documento.
8. Retirar y observar la válvula de descarga como se describe
en la sección “Desmontaje de la válvula de descarga” de
este documento.
ESMONTAJE DE LA VÁLVULA DE RESORTE
Repetir los siguientes pasos para cada válvula de resorte:
1. Quitar los cuatro tornillos Allen (elemento 42, fi gura 1) y
retirar el conjunto de la válvula de resorte (elemento 41,
fi gura 1).
2. Observar las tres juntas tóricas (elemento 13, fi gura 2) en
busca de daños como muescas, cortes o extrusión de
material. Reemplazar si es preciso.
3. Retirar el tornillo de ajuste (elemento 9, fi gura 2) y el tapón
de la válvula (elemento 3, fi gura 2).
4. Sólo válvulas eléctricas: Retirar el vástago del solenoide
(elemento 6, fi gura 2).
Sólo válvulas impulsadas por aire comprimido: Desmontar
y retirar el actuador de aire (elementos 18 a 20 y 22 a 28,
fi gura 2).
5. Desmontar y retirar el grupo interno de la válvula (elementos
1A a 1H, fi gura 2).
6. Observar las juntas tóricas (elemento 1H, fi gura 2) y anillos
Glyd (elemento 1E, fi gura 2) en busca de daños como
muescas o cortes. Reemplazar si es preciso.
Nota: El grupo del resorte (elemento 1G, fi gura 2) es
un subconjunto de piezas acopladas entre sí. Sólo está
disponible como componente preensamblado.
7. Observar si el orifi cio del cuerpo (elemento 2, fi gura 2)
presenta daños como arañazos, muescas o desgaste.
Reemplazar si es preciso.
DESMONTAJE DE LA VÁLVULA DE DESCARGA
1. Retirar los seis tornillos Allen (elemento 48, fi gura 1) y retirar
el conjunto de la válvula de descarga (elemento 47, fi gura 1)
de la válvula de control (elemento 34, fi gura 1).
2. Retirar el botón (elemento 27, fi gura 4) del subconjunto de la

18
válvula de descarga y retirar la bola (elemento 24, fi gura 4).
3. Retirar las juntas tóricas (elementos 49, fi gura 3) y observar
si presentan daños. Reemplazar si es preciso.
4. Retirar el subconjunto de la válvula de descarga (elemento 28,
fi gura 3) de la válvula de descarga (elemento 31, fi gura 3).
5. Retirar el asiento (elemento 29, fi gura 3) del cuerpo. Observar si
el asiento presenta daños como muescas o indentaciones en el
borde agudo del diámetro interior. Reemplazar si es preciso.
6. Retirar los tapones rosca tubo (elemento 32, fi gura 3) y
limpiar el cuerpo. Observar si el cuerpo presenta algún daño
y sustituirlo si es preciso.
7. Retirar el pistón, la guía, la pieza de distancia, la corona
de retención, la junta tórica (elementos 14, 15, 19, 20, 21,
fi gura 4) e inspeccionar si presentan daños. Reemplazar si
es preciso.
8. Retirar la junta tórica y la corona de retención (elementos 17,
18, fi gura 4) y observar si presentan daños. Reemplazar si es
preciso.
9. Retirar la tapa (elemento 25, fi gura 4) del cuerpo (elemento
16, fi gura 4).
10. Retirar las guías (elemento 22, fi gura 4) y el resorte (elemento
23, fi gura 4).
MONTAJE DE LA VÁLVULA DE DESCARGA
1. Instalar nueve tapones nuevos (elemento 32, fi gura 3) en la
válvula de descarga (elemento 31, fi gura 3) y apretarlos a
13-16 Nm (10-12 lb-pie).
2. Instalar la junta de cobre (elemento 30, fi gura 3) sobre el
asiento (elemento 29, fi gura 3), con los bordes redondeados
hacia fuera.
3. Colocar el asiento (elemento 29, fi gura 3) en el
ensanchamiento del fondo del orifi cio, en el cuerpo de la
válvula de descarga, con la cara que tiene la junta hacia abajo.
Nota: asegurarse de que el asiento se apoya fi rmemente y
no está colocado en posición oblicua.
4. Instalar las piezas de distancia, la corona de retención y
la junta tórica (elemento 19, 20, 21, fi gura 4) en el pistón
(elemento 14, fi gura 4).
5. Engrasar las piezas a distancia, la corona de retención y la
junta tórica (elementos 19, 20, 21, fi gura 4) e insertar el pistón
(elemento 14, fi gura 4) en el cuerpo (elemento 16, fi gura 4).
6. Insertar la guía (elemento 15, fi gura 4) en el pistón y presionar
las piezas a distancia, coronas de retención y junta tórica
hacia la parte inferior del orifi cio del cuerpo (elemento 16,
fi gura 4).
7. Instalar el resorte y la guía del resorte (elementos 22, 23,
fi gura 4) en el orifi cio en el extremo opuesto del cuerpo.
8. Aplicar Loctite 242 a la rosca de la tapa (elemento 25, fi gura
4) y la tapa de la rosca al extremo del cuerpo (elemento 16,
fi gura 4). Apretar a 10-12 lb-pie (13-16 Nm).
9. Instalar la corona de retención (elemento 18, fi gura 4) y la
junta tórica (elemento 17, fi gura 4) al cuerpo.
10. Engrasar la junta tórica (elemento 17, fi gura 4) e insertar el
subconjunto de la válvula de descarga (elemento 28, fi gura
3) en la cavidad de la válvula de descarga (elemento 31,
fi gura 3).
11. Apretar el subconjunto de la válvula de descarga (elemento
28, fi gura 3) a 32-39 lb-pie (43-53 Nm).
12. Instalar las juntas tóricas (elemento 49, fi gura 3) en la válvula
de descarga (elemento 47, fi gura 1).
13. Instalar la válvula de descarga (elemento 47, fi gura 1) en la
válvula de control (elemento 34, fi gura 1) utilizando los seis
tornillos Allen (elemento 48, fi gura 1) y apretar a 13-16 Nm
[10-12 lb-pie].
MONTAJE DE LA VÁLVULA DE RESORTE
Repetir los siguientes pasos para cada válvula de resorte:
1. Sólo válvulas eléctricas: Instalar el vástago del solenoide
(elemento 6, fi gura 2) en el cuerpo (elemento 2, fi gura 2).
Introducir el vástago girándolo hasta hacer tope en el fondo,
luego desenroscarlo 1,5 vueltas.
2. Lubricar la superfi cie cilíndrica interior del cuerpo y las piezas
del grupo interno de la válvula con aceite.
3. Montar el grupo del resorte (elemento 1G, fi gura 2) instalando
las juntas tóricas (elemento 1H) en primer lugar y luego los
anillos Glyd (elemento 1E, fi gura 2) en ambos extremos del
grupo de resorte (elemento 1G, fi gura 2). Dejar que la válvula
se asiente durante 10 minutos aproximadamente para que
cada anillo Glyd recupere su posición original.
4. Insertar el casquillo (elemento 1A, fi gura 2) en la cavidad con
cuidado de no desalinear la pieza en el cilindro. Comprobar
que la orientación del casquillo sea como se indica en la
fi gura 2.
5. Insertar la junta tórica (elemento 1C, fi gura 2).
6. Insertar la pieza de distancia del asiento (elemento 1F, fi gura
2) en la cavidad con cuidado de no desalinear la pieza en el
cilindro.
7. Insertar la junta tórica (elemento 1C, fi gura 2).
8. Insertar el grupo del resorte (elemento 1G, fi gura 2).
9. Insertar la junta tórica (elemento 1C, fi gura 2).
10. Insertar la pieza de distancia del asiento (elemento 1F, fi gura
2) en la cavidad con cuidado de no desalinear la pieza en el
cilindro.
11. Insertar la junta tórica (elemento 1C, fi gura 2).
12. Insertar el casquillo (elemento 1A, fi gura 2) en la cavidad con
cuidado de no desalinear la pieza en el cilindro. Comprobar
que la orientación del casquillo sea como se indica en la
fi gura 2.
13. Insertar el resorte (elemento 1D, fi gura 2) en el tapón de la
válvula (elemento 3, fi gura 2).
14. Atornillar el tapón de la válvula (elemento 3, fi gura 2) en la
cavidad usando una llave de vaso de 7/8” hasta hacer tope.
A continuación, afl ojar 1,5 vueltas.
15. Insertar el tornillo de ajuste (elemento 9, fi gura 2) usando una
llave Allen de 5/32”. Apretar hasta la posición de ras con el
tapón de la válvula (elemento 3, fi gura 2), luego apretar 1,5
vueltas.
16. Sólo válvulas eléctricas: Apretar el vástago del solenoide a
20-27 Nm [15-20 lb-pie].
17. Sólo válvulas impulsadas por aire comprimido (seguir los
pasos a-g):
a. Instalar la carcasa del recipiente cilíndrico (elemento 19, fi gura
2) antes de instalar el tapón (elemento 18, fi gura 2). Apretar el
tapón (elemento 18, fi gura 2) a 20-27 Nm [15-20 lb-pie].
b. Insertar el pasador (elemento 22, fi gura 2) en el tapón
(elemento 18, fi gura 2).

19
c. Aplicar Loctite 222 a las roscas de la guía del resorte
(elemento 25, fi gura 2) e instalarlas en el recipiente
cilíndrico (elemento 20, fi gura 2).
d. Instalar el resorte (elemento 23, fi gura 2) en el pasador
(elemento 22, fi gura 2).
e. Instalar el recipiente cilíndrico (elemento 20, fi gura 2) a
la carcasa del recipiente (elemento 19) y asegurar con
tornillos (elemento 24, fi gura 2). Apretar los tornillos a 6-8
Nm [5-6 lb-pie].
f. Instalar el conector y orifi cio de ventilación (elementos 27
y 28, fi gura 2) en el recipiente cilíndrico (elemento 20,
fi gura 2) y apretar a 8-10 Nm [6-8 lb-pie].
g. Instalar dos tornillos de ajuste (elemento 26, fi gura 2) en
la carcasa del recipiente (elemento 19, fi gura 2) y apretar
a ,70-,90 Nm [6-8 pulg-pie].
18. Apretar el tapón de la válvula (elemento 3, fi gura 2) a 43-47
Nm [32-35 lb-pie].
19. Instalar tres juntas tóricas (elemento 13, fi gura 2).
20. Monte la válvula de resorte (elemento 41, fi gura 1) con la
orientación mostrada en la fi gura 1. Antes de instalar los
tornillos de cabeza Allen (elemento 42, fi gura 1), aplique una
pequeña cantidad de grasa a las roscas. Apretar a 8,1-13,6
Nm [6-10 ft-pie].
MONTAJE DE LA VÁLVULA DE CONTROL
1. Colocar el montaje de paso múltiple (si el sistema dispone
de uno – elementos 50 a 56 y 61 a 62, fi gura 1) usando cinco
tornillos de cabeza Allen (elemento 53, fi gura 1). Apretar a
13-16 Nm [10-12 lb-pie].
2. En versiones anteriores sin válvula de alivio del lado "B"
ajustable externamente, instalar la bola, guía y resorte
(elementos 36, 37, 38, fi gura 1) hasta la parte inferior del
cuerpo (elemento 34, fi gura 1).
3. En nuevas versiones con válvula de alivio del lado "B"
ajustable externamente, instalar la bola, guía y resorte
(elementos 36, 37, 38, fi gura 1) hasta la parte superior del
cuerpo (elemento 34, fi gura 1). Luego, instalar el tornillo de
ajuste (elemento 75, fi gura 1), juntas de cobre, tuerca de
fi jación y tuerca ciega (elementos 70, 71, 76, fi gura 1).
4. Instalar las juntas tóricas (elementos 44, 45) y montar el colector
(elemento 33, fi gura 1) en la parte inferior del cuerpo (elemento
34, fi gura 1). Antes de instalar los tornillos de cabeza Allen
(elemento 40, fi gura 1), aplique una pequeña cantidad de grasa
a las roscas. Apretar a 13-16 Nm [10-12 lb-pie].
5. Reinstalar el tubo de retorno y la junta (imagen no
disponible).
6. Montar la válvula en la bomba usando cuatro tornillos de
cabeza Allen (elemento 176, fi gura 1).
AJUSTE DE LA VÁLVULA DE DESCARGA
1. Instalar un manómetro 0-1034 bar [0-15000 psi] en el puerto
"A”.
2. Instalar un manómetro 0-413 bar [0-6000 psi] en el puerto "B”.
3. Afl ojar la contratuerca de la válvula de descarga (elemento
26, fi gura 4).
4. Girar el botón de la válvula de descarga en el sentido de las
agujas del reloj hasta que el resorte ofrezca resistencia.
5. Con la bomba en marcha, pulsar la tecla de avance del
mando remoto para activar el solenoide “A”. Girar el botón
de la válvula de descarga en el sentido de las agujas del
reloj para aumentar la presión o en el sentido contrario de
las agujas del reloj para reducir la presión.
6. Una vez alcanzado el valor de presión requerido, ajustar la
tuerca de fi jación (elemento 26, fi gura 4) para bloquear el
ajuste. No apretar en exceso.
7. En caso de válvulas sin válvula de alivio del lado "B" ajustable
externamente: Liberar la tecla de avance del mando remoto
y comprobar que la lectura del manómetro del lado del
puerto “B”.
Consultar la tabla en la parte superior de la página 2 para
el ajuste de la presión de retroceso (puerto “B”) aplicable
a su modelo de válvula. Si la lectura de la presión no se
encuentra dentro del intervalo permitido listado en la tabla,
reemplazar el resorte (elemento 38, fi gura 1).
8. En caso de válvulas con válvula de alivio del lado "B"
ajustable externamente: Liberar la tecla de avance del
mando remoto y comprobar que la lectura del manómetro
del lado del puerto “B”.
Consultar la tabla en la parte superior de la página 2 para el
ajuste de la presión de retroceso (puerto “B”) aplicable a su
modelo de válvula. Si la lectura de la presión de retroceso
no se encuentra dentro del intervalo permitido listado en la
tabla, seguir los pasos a-c:
a. Retirar la tuerca ciega (elemento 71, fi gura 1) usando
una llave de vaso de 9/16" y afl ojar la tuerca de fi jación
(elemento 76, fi gura 1). De esta forma, se expondrá el
tornillo de ajuste (elemento 75, fi gura 1).
b. Usando una llave Allen de 5/32", girar el tornillo de ajuste
(elemento 75, fi gura 1) en el sentido de las agujas del reloj
para aumentar la presión o en el sentido contrario de las
agujas del reloj para reducir la presión. Para asegurar el
ajuste, apretar la tuerca de fi jación (elemento 76, fi gura
1) a 6-8 Nm [5-6 lb-pie] mientras sostiene el tornillo de
ajuste (elemento 75, fi gura 1) en su lugar con una llave
Allen de 5/32".
c. Reinstalar la tuerca ciega (elemento 71, fi gura 1) y apretar
a 7-8 Nm [5-6 lb-pie] usando una llave de vaso de 9/16".
(No apretar en exceso porque las roscas pueden salirse).
Comprobar la presión y ajustar, si fuera necesario.
ADVERTENCIA: Para evitar posibles lesiones, no
ponga en funcionamiento la bomba con los
acoplamientos fuera de su lugar. Acoplar las tapas
guardapolvo de metal a todos los acoplamientos fuera de su
lugar antes de su funcionamiento.

20
L2617 Rev. E 11/09
Herstel/Onderhoudsinstructies
VE42E, VE42Q, VE42EM, VE42QM, VE42A, VE42AM,
VA42A, VA42Q, VA42E, VA42AM, VA42QM, VA42EM
Torsiesleutelventielen
POWERFUL SOLUTIONS. GLOBAL FORCE.
PROBLEMEN OPLOSSEN BIJ, EN HERSTELLEN VAN TORSIESLEUTELVENTIELEN
Tijdens het diagnosticeren van defecte ventielen is het mogelijk
dat bepaalde symptomen niet alleen in ventielen voorkomen,
maar dat dit vaak gemeenschappelijke symptomen zijn van
hydraulische apparaten. Voordat de klep wordt gerepareerd,
moet een ander VM32 ventiel (of een gelijkaardig handventiel) op
de pomp gemonteerd worden en dient er geverifi eerd te worden
dat het probleem niet bij de pomp ligt.
WAARSCHUWING: Koppel de voeding los alvorens
eender welke onderhouds- of herstelwerkzaamheden
aan te vatten. Tijdens de demontage en de hermontage
moeten de standaard veiligheidsprocedures worden gevolgd, om
de mogelijkheid op letsel tot een minimum te beperken.
PROBLEMEN OPLOSSEN
1. Indien er geen druk wordt ontwikkeld, kan dit het resultaat
zijn van beschadigde verbindingsafdichtingen, of van
beschadigde componenten van drukontlastventielen (items
14, 29, 30, fi guren 3 en 4), of kan dit een indicatie zijn van
het feit dat de ventielgroep (item 1, fi guur 2) opnieuw dient
opgebouwd te worden. Dit soort problemen is gewoonlijk
een symptoom van verontreinigde hydraulische olie. Het
systeem moet worden afgetapt en opnieuw worden gevuld
met verse hydraulische olie van ENERPAC.
2. Aanhoudende druklekken die verhoudingsgewijs erger
worden naarmate het drukbereik toeneemt, zijn meestal
het gevolg van lekke pakkingringen, of van beschadigde
schroefdraad zoals op NPTF-fi ttingen of -pluggen.
3. Lekkage van de kogelzitting komt vaak onregelmatig
en periodiek voor, en wordt veroorzaakt door in de
stuurventielzitting vastgeraakte verontreinigende materialen.
Na verloop van tijd, bij het optreden van slijtage, moet de
ventielgroep (item 1, fi guur 2) worden vervangen.
4. Waargenomen lekken op de buitenoppervlakken zijn een
indicatie dat de O-ringen (items 44, 45, figuur 1; item 13,
figuur 2; item 49, figuur 3; item 17, figuur 4) en de reserve-
ring (item 18, figuur 4) eventueel vervangen dienen te
worden.
DEMONTAGE CONTROLEVENTIEL
1. Remove the four socket head cap screws (item 176, fi gure 1)
1. Verwijder de 4 inbus-kopschroeven (item 176, fi guur 1) die
het ventielgeheel op de pomp vastzetten. Indien aanwezig
dient de drukopnemer verwijderd te worden, teneinde bij de
schroeven te kunnen komen. Verwijder het ventielgeheel van
de pomp.
2. Verwijder de retourslang en de pakkingring (niet
weergegeven).
3. Verwijder de multipoort-opstelling (indien aanwezig –items
50-56 en 61-62, fi guur 1).
4. Verwijder de kopschroeven (item 40, fi guur 1) en scheid
het lichaam (item 34, fi guur 1) van het verdeelstuk (item 33,
fi guur 1). Verwijder de O-ringen (items 44, 45, fi guur 1) en
inspecteer op mogelijke schade. Indien nodig, vervangen.
5. Op oudere versies zonder het extern instelbare
drukontlastventiel langs de “B”-zijde, dient men de veer,
het kogeldeksel en de kogel (items 36-38, fi guur 1) van de
onderzijde van het lichaam (item 34, fi guur 1) te verwijderen.
Inspecteer alle onderdelen en vervang indien nodig. Verwijder
de zitting (item 35, fi guur 1) enkel indien zij versleten of
beschadigd is.
6. Op nieuwere versies met het extern instelbare
drukontlastventiel langs de “B”-zijde, dient men de
dopmoer, de koperen pakkingen, en de borgmoer (items 70,
71, 76, fi guur 1) van de bovenzijde van het lichaam (item
34, fi guur 1) te verwijderen. Verwijder de stelschroef (item
75, fi guur 1), de veer, de geleiding, en de kogel (items 36-
38, fi guur 1). Inspecteer alle onderdelen en vervang indien
nodig. Verwijder de zitting (item 35, fi guur 1) enkel indien zij
versleten of beschadigd is.
7. Verwijder en inspecteer de schotelventielen zoals beschreven
in het deel "Demontage van schotelventielen" van dit
document.
8. Verwijder en inspecteer de drukontlastventielen zoals
beschreven in het deel "Demontage van drukontlastventielen"
van dit document.
DEMONTAGE SCHOTELVENTIEL
Herhaal de volgende stappen voor elk schotelventi:
1. Verwijder de 4 inbus-kopschroeven (item 42, fi guur 1) en
verwijder de schotelventielmontage (item 41, fi guur 1).
2. Inspecteer de 3 O-ringen (item 13, fi guur 2) op beschadigingen
zoals inkepingen, sneden of geëxtrudeerd materiaal. Indien
nodig, vervangen.
3. Verwijder de stelschroef (item 9, fi guur 2), en de ventieldop
(item 3, fi guur 2).
4. Enkel elektrische ventielen: Verwijder de solenoïdespoel
(item 6, fi guur 2).
Enkel luchtbediende ventielen: Demonteer en verwijder de
luchtactuatoropstelling (items 18-20 en 22-28, fi guur 2).
5. Demonteer en inspecteer de ventielgroep (items 1A-1H,
fi guur 2).
6. Inspecteer de O-ringen (item 1H, fi guur 2) en de Glyd-ringen
(item 1E, fi guur 2) op schade zoals inkepingen en sneden.
Indien nodig, vervangen.
Opmerking: De schotelventielgroep (item 1G, fi guur 2) is
een overeenstemmende submontage. Dit onderdeel is alleen
voorgemonteerd beschikbaar.
7. Inspecteer de boring in de behuizing (item 2, fi guur 2) op
beschadigingen, zoals krassen, inkepingen of slijtage. Indien
nodig, vervangen.
DEMONTAGE DRUKONTLASTVENTIEL
1. Verwijder de zes inbus-kopschroeven (item 48, fi guur 1) en
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40








































Enerpac VE42EM Repair Service Instructions
- Taper
- Repair Service Instructions
dans d''autres langues
- italiano: Enerpac VE42EM
- English: Enerpac VE42EM
- español: Enerpac VE42EM
- Deutsch: Enerpac VE42EM
- Nederlands: Enerpac VE42EM
- português: Enerpac VE42EM
- svenska: Enerpac VE42EM
- 日本語: Enerpac VE42EM
- suomi: Enerpac VE42EM
Autres documents
-
Eaton 70160 Repair Information
-
Titan PowrTwin 4500 Le manuel du propriétaire
-
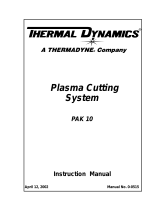 Thermal Dynamics Plasma Cutting System PAK 10 Manuel utilisateur
Thermal Dynamics Plasma Cutting System PAK 10 Manuel utilisateur
-
-
Titan AirCoat 423 , 620 Le manuel du propriétaire
-
Cub Cadet 124 Manuel utilisateur
-
Titan PowrTwin 6900 XLT Le manuel du propriétaire
-
-
-
