ESAB Multimaster 300/300X Mig/Tig/Stick Welding Package Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...

13
SECTION 1 SÉCURITÉ
1.3 Safety - French
INCENDIES ET EXPLOSIONS -- La
chaleur provenant des ammes ou de
l'arc peut provoquer un incendie. Le
laitier incandescent ou les étincelles
peuvent également provoquer un
incendie ou une explosion. Par conséquent :
1. Éloignez susamment tous les matériaux combus-
tibles de l'aire de travail et recouvrez les matériaux
avec un revêtement protecteur ininammable. Les
matériaux combustibles incluent le bois, les vête-
ments, la sciure, le gaz et les liquides combustibles,
les solvants, les peintures et les revêtements, le
papier, etc.
2. Les étincelles et les projections de métal incan-
descent peuvent tomber dans les ssures dans
les planchers ou dans les ouvertures des murs et
déclencher un incendie couvant à l'étage inférieur
Assurez-vous que ces ouvertures sont bien protégées
des étincelles et du métal incandescent.
3. N'exécutez pas de soudure, de coupe ou autre tra-
vail à chaud avant d'avoir complètement nettoyé la
surface de la pièce à traiter de façon à ce qu'il n'ait
aucune substance présente qui pourrait produire
des vapeurs inammables ou toxiques. N'exécutez
pas de travail à chaud sur des contenants fermés
car ces derniers pourraient exploser.
4. Assurez-vous qu'un équipement d'extinction
d'incendie est disponible et prêt à servir, tel qu'un
tuyau d'arrosage, un seau d'eau, un seau de sable
ou un extincteur portatif. Assurez-vous d'être bien
instruit par rapport à l'usage de cet équipement.
5. Assurez-vous de ne pas excéder la capacité de
l'équipement. Par exemple, un câble de soudage
surchargé peut surchauer et provoquer un in-
cendie.
6. Une fois les opérations terminées, inspectez l'aire de
travail pour assurer qu'aucune étincelle ou projec-
tion de métal incandescent ne risque de provoquer
un incendie ultérieurement. Employez des guetteurs
d'incendie au besoin.
7. Pour obtenir des informations supplémentaires,
consultez le NFPA Standard 51B, "Fire Prevention in
Use of Cutting and Welding Processes", disponible au
National Fire Protection Association, Batterymarch
Park, Quincy, MA 02269.
CHOC ÉLECTRIQUE -- Le contact avec
des pièces électriques ou les pièces
de mise à la terre sous tension peut
causer des blessures graves ou mor-
telles. NE PAS utiliser un courant de
soudage c.a. dans un endroit humide, en espace
restreint ou si un danger de chute se pose.
AVERTISSEMENT : Ces règles de sécurité
ont pour but d'assurer votre protection. Ils
récapitulent les informations de précaution
provenant des références dans la section
des Informations de sécurité supplémentaires. Avant
de procéder à l'installation ou d'utiliser l'unité, assurez-
vous de lire et de suivre les précautions de sécurité ci-
dessous, dans les manuels, les ches d'information sur la
sécurité du matériel et sur les étiquettes, etc. Tout défaut
d'observer ces précautions de sécurité peut entraîner
des blessures graves ou mortelles.
PROTÉGEZ-VOUS -- Les processus de
soudage, de coupage et de gougeage
produisent un niveau de bruit élevé et
exige l'emploi d'une protection auditive. L'arc, tout
comme le soleil, émet des rayons ultraviolets en plus
d'autre rayons qui peuvent causer des blessures à la
peau et les yeux. Le métal incandescent peut causer
des brûlures. Une formation reliée à l'usage des
processus et de l'équipement est essentielle pour
prévenir les accidents. Par conséquent:
1. Portez des lunettes protectrices munies d'écrans la-
téraux lorsque vous êtes dans l'aire de travail, même
si vous devez porter un casque de soudeur, un écran
facial ou des lunettes étanches.
2. Portez un écran facial muni de verres ltrants et de
plaques protectrices appropriées an de protéger
vos yeux, votre visage, votre cou et vos oreilles des
étincelles et des rayons de l'arc lors d'une opération
ou lorsque vous observez une opération. Avertissez
les personnes se trouvant à proximité de ne pas re-
garder l'arc et de ne pas s'exposer aux rayons de l'arc
électrique ou le métal incandescent.
3. Portez des gants ignifugiés à crispin, une chemise
épaisse à manches longues, des pantalons sans rebord
et des chaussures montantes an de vous protéger des
rayons de l'arc, des étincelles et du métal incandescent,
en plus d'un casque de soudeur ou casquette pour
protéger vos cheveux. Il est également recommandé
de porter un tablier ininammable an de vous proté-
ger des étincelles et de la chaleur par rayonnement.
4. Les étincelles et les projections de métal incandescent
risquent de se loger dans les manches retroussées,
les rebords de pantalons ou les poches. Il est recom-
mandé de garder boutonnés le col et les manches et
de porter des vêtements sans poches en avant.
5. Protégez toute personne se trouvant à proximité des
étincelles et des rayons de l'arc à l'aide d'un rideau ou
d'une cloison ininammable.
6. Portez des lunettes étanches par dessus vos lunettes
de sécurité lors des opérations d'écaillage ou de
meulage du laitier. Les écailles de laitier incandescent
peuvent être projetées à des distances considérables.
Les personnes se trouvant à proximité doivent égale-
ment porter des lunettes étanches par dessus leur
lunettes de sécurité.

14
SECTION 1 SÉCURITÉ
3. Les soudeurs doivent suivre les procédures suivantes
pour minimiser l'exposition aux champs électriques
et magnétiques :
A. Acheminez l'électrode et les câbles de masse
ensemble. Fixez-les à l'aide d'une bande adhésive
lorsque possible.
B. Ne jamais enrouler la torche ou le câble de masse
autour de votre corps.
C. Ne jamais vous placer entre la torche et les câbles
de masse. Acheminez tous les câbles sur le même
côté de votre corps.
D. Branchez le câble de masse à la pièce à traiter le
plus près possible de la section à souder.
E. Veillez à garder la source d'alimentation pour le
soudage et les câbles à une distance appropriée
de votre corps.
LES VAPEURS ET LES GAZ -- peuvent
causer un malaise ou des dommages
corporels, plus particulièrement
dans les espaces restreints. Ne re-
spirez pas les vapeurs et les gaz. Le
gaz de protection risque de causer
l'asphyxie. Par conséquent :
1. Assurez en permanence une ventilation adéquate
dans l'aire de travail en maintenant une ventila-
tion naturelle ou à l'aide de moyens mécanique.
N'effectuez jamais de travaux de soudage, de
coupage ou de gougeage sur des matériaux tels que
l'acier galvanisé, l'acier inoxydable, le cuivre, le zinc,
le plomb, le berylliym ou le cadmium en l'absence
de moyens mécaniques de ventilation ecaces. Ne
respirez pas les vapeurs de ces matériaux.
2. N'eectuez jamais de travaux à proximité d'une
opération de dégraissage ou de pulvérisation. Lor-
sque la chaleur
ou le rayonnement de l'arc entre en contact avec les
vapeurs d'hydrocarbure chloré, ceci peut déclencher
la formation de phosgène ou d'autres gaz irritants,
tous extrêmement toxiques.
3. Une irritation momentanée des yeux, du nez ou de la
gorge au cours d'une opération indique que la ven-
tilation n'est pas adéquate. Cessez votre travail an
de prendre les mesures nécessaires pour améliorer
la ventilation dans l'aire de travail. Ne poursuivez
pas l'opération si le malaise persiste.
4. Consultez ANSI/ASC Standard Z49.1 (à la page
suivante) pour des recommandations spéciques
concernant la ventilation.
1. Assurez-vous que le châssis de la source
d'alimentation est branché au système de mise à
la terre de l'alimentation d'entrée.
2. Branchez la pièce à traiter à une bonne mise de
terre électrique.
3. Branchez le câble de masse à la pièce à traiter et
assurez une bonne connexion an d'éviter le risque
de choc électrique mortel.
4. Utilisez toujours un équipement correctement
entretenu. Remplacez les câbles usés ou endom-
magés.
5. Veillez à garder votre environnement sec, incluant
les vêtements, l'aire de travail, les câbles, le porte-
électrode/torche et la source d'alimentation.
6. Assurez-vous que tout votre corps est bien isolé
de la pièce à traiter et des pièces de la mise à la
terre.
7. Si vous devez eectuer votre travail dans un espace
restreint ou humide, ne tenez vous pas directe-
ment sur le métal ou sur la terre; tenez-vous sur
des planches sèches ou une plate-forme isolée et
portez des chaussures à semelles de caoutchouc.
8. Avant de mettre l'équipement sous tension, isolez
vos mains avec des gants secs et sans trous.
9. Mettez l'équipement hors tension avant d'enlever
vos gants.
10. Consultez ANSI/ASC Standard Z49.1 (listé à
la page suivante) pour des recommandations
spéciques concernant les procédures de mise à
la terre. Ne pas confondre le câble de masse avec
le câble de mise à la terre.
CHAMPS ÉLECTRIQUES ET MAGNÉ-
TIQUES — comportent un risque de
danger. Le courant électrique qui
passe dans n'importe quel conduc-
teur produit des champs électriques
et magnétiques localisés. Le soudage et le cou-
rant de coupage créent des champs électriques
et magnétiques autour des câbles de soudage et
l'équipement. Par conséquent :
1. Un soudeur ayant un stimulateur cardiaque doit
consulter son médecin avant d'entreprendre une
opération de soudage. Les champs électriques et
magnétiques peuvent causer des ennuis pour cer-
tains stimulateurs cardiaques.
2. L'exposition à des champs électriques et magné-
tiques peut avoir des eets néfastes inconnus pour
la santé.

15
SECTION 1 SÉCURITÉ
1. Efforcez-vous de toujours confier les tâches
d'installation, de dépannage et d'entretien à un
personnel qualié. N'eectuez aucune réparation
électrique à moins d'être qualié à cet eet.
2. Avant de procéder à une tâche d'entretien à
l'intérieur de la source d'alimentation, débranchez
l'alimentation électrique.
3. Maintenez les câbles, les ls de mise à la terre,
les branchements, le cordon d'alimentation et la
source d'alimentation en bon état. N'utilisez ja-
mais un équipement s'il présente une défectuosité
quelconque.
4. N'utilisez pas l'équipement de façon abusive. Gardez
l'équipement à l'écart de toute source de chaleur,
notamment des fours, de l'humidité, des aques
d'eau, de l'huile ou de la graisse, des atmosphères
corrosives et des intempéries.
5. Laissez en place tous les dispositifs de sécurité et
tous les panneaux de la console et maintenez-les
en bon état.
6. Utilisez l'équipement conformément à son usage
prévu et n'eectuez aucune modication.
INFORMATIONS SUPPLÉMENTAIRES RELA-
TIVES À LA SÉCURITÉ -- Pour obtenir de
l'information supplémentaire sur les règles
de sécurité à observer pour l'équipement
de soudage à l'arc électrique et le coupage,
demandez un exemplaire du livret "Precau-
tions and Safe Practices for Arc Welding,
Cutting and Gouging", Form 52-529.
Les publications suivantes sont également recomman-
dées et mises à votre disposition par l'American Welding
Society, 550 N.W. LeJuene Road, Miami, FL 33126 :
1. ANSI/ASC Z49.1 - "Safety in Welding and Cutting"
2. AWS C5.1 - "Recommended Practices for Plasma Arc
Welding"
3. AWS C5.2 - "Recommended Practices for Plasma Arc
Cutting"
4. AWS C5.3 - "Recommended Practices for Air Carbon
Arc Gouging and Cutting"
5. AVERTISSEMENT : Ce produit, lorsqu'il est utilisé
dans une opération de soudage ou de
coupage, dégage des vapeurs ou des
gaz contenant des chimiques consid-
éres par l'état de la Californie comme
étant une cause des malformations
congénitales et dans certains cas, du
cancer. (California Health & Safety
Code §25249.5 et seq.)
MANIPULATION DES CYLINDRES --
La manipulation d'un cylindre, sans
observer les précautions nécessaires,
peut produire des fissures et un
échappement dangereux des gaz.
Une brisure soudaine du cylindre, de la soupape ou
du dispositif de surpression peut causer des bles-
sures graves ou mortelles. Par conséquent :
1. Utilisez toujours le gaz prévu pour une opération
et le détendeur approprié conçu pour utilisation
sur les cylindres de gaz comprimé. N'utilisez jamais
d'adaptateur. Maintenez en bon état les tuyaux et
les raccords. Observez les instructions d'opération
du fabricant pour assembler le détendeur sur un
cylindre de gaz comprimé.
2. Fixez les cylindres dans une position verticale, à
l'aide d'une chaîne ou une sangle, sur un chariot
manuel, un châssis de roulement, un banc, un mur,
une colonne ou un support convenable. Ne xez
jamais un cylindre à un poste de travail ou toute autre
dispositif faisant partie d'un circuit électrique.
3. Lorsque les cylindres ne servent pas, gardez les
soupapes fermées. Si le détendeur n'est pas bran-
ché, assurez-vous que le bouchon de protection de
la soupape est bien en place. Fixez et déplacez les
cylindres à l'aide d'un chariot manuel approprié.
Toujours manipuler les cylindres avec soin.
4. Placez les cylindres à une distance appropriée
de toute source de chaleur, des étincelles et des
ammes. Ne jamais amorcer l'arc sur un cylindre.
5. Pour de l'information supplémentaire, consultez
CGA Standard P-1, "Precautions for Safe Handling
of Compressed Gases in Cylinders", mis à votre dis-
position par le Compressed Gas Association, 1235
Jeerson Davis Highway, Arlington, VA 22202.
ENTRETIEN DE L'ÉQUIPEMENT -- Un équipe-
ment entretenu de façon défectueuse ou
inadéquate peut causer des blessures
graves ou mortelles. Par conséquent :

16
SECTION 1 SÉCURITÉ
SIGNIFICATION DES SYMBOLES
Ce symbole, utilisé partout dans ce manuel,
signie "Attention" ! Soyez vigilant ! Votre
sécurité est en jeu.
Signie un danger immédiat. La situation peut
entraîner des blessures graves ou mortelles.
Signie un danger potentiel qui peut entraîner des
blessures graves ou mortelles.
Signie un danger qui peut entraîner des blessures
corporelles mineures.
DANGER
AVERTISSEMENT
ATTENTION
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...

30
Digital Meters
Amps/Volts/WFS
Power “ON”
Lamp
Temperature
Lamp
Fault
Lamp
WFS - IPM
Lamp
Amps
Lamp
Preset
Button
Weld Process
Switch
Voltage Set - MIG
Current Set - STICK/TIG
Wire Feed
Speed Trim
IPM
Figure 12 - Control Panel
Main
Power
Switch
Spool Gun Control
Module
(Option)
Remote Control
Module
(Option)
Mig Gun
NAS
Connection
Positive Output
Connection
Negative Output
Connection
Polarity
Switching
Connector
Mig Gun Trigger
Receptacle
Figure 13 - Front Panel
SECTION 4 OPERATION
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...

Multimaster 300/300X
POSTE DE SOUDAGE MIG/TIG OU À ÉLECTRODE ENROBÉE
0558007770 06/2010
Manuel d’instructions (FR-CAN)

38
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes
d’accompagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu
et réparé selon les instructions fournies. Vous devez faire une vérication périodique de
l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est pas bien
entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées
immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est
recommandé par le fabricant de faire une demande de conseil de service écrite ou par téléphone
chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par
le fabricant. L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant
d’une utilisation incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une
modication par une personne autre que le fabricant ou un centre de service désigné par le
fabricant.
ASSUREZVOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L'OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement. Si
vous n’avez pas une connaissance approfondie des principes de fonctionnement et des
règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous vous
suggérons de lire notre brochure « Precautions and Safe Practices for Arc Welding, Cut-
ting and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes non qualiées
d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez PAS d’installer
ou d’opérer cet équipement avant de lire et de bien comprendre ces instructions. Si vous
ne comprenez pas bien les instructions, communiquez avec votre fournisseur pour plus
de renseignements. Assurez-vous de lire les Règles de Sécurité avant d’installer ou
d’opérer cet équipement.
ATTENTION
RESPONSABILITÉS DE L'UTILISATEUR
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !

39
TABLE DES MATIÈRES
Section/titre Page
1.0 Mesures de sécurité . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
2.0 Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
2.1 Renseignements généraux. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
2.2 Réception et manutention . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
2.3 Mesures de sécurité. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
2.4 Description. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
3.0 Installation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.1 Emplacement. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.2 Installation de la poignée . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.3 Connexions d’entrée électriques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.4 Réglage de la tension . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.5 Connections de sortie secondaires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
3.6 Connecteurs torches pour « NAS ». . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52
3.7 Mécanisme de dévidoir . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52
3.8 Connexions du débit de gaz de protection. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .53
4.0 Fonctionnement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55
4.1 Commandes standards . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55
4.2 Commandes facultatives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
4.3 Procédé pour le soudage Mig . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
4.4 Procédé pour le soudage Tig . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.5 Procédé pour le soudage avec électrode enrobée. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .61
4.6 Utilisation de la torche Tig . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
5.0 Entretien. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
5.1 Entretien et réparation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
5.2 Inspection et réparation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
6.0 Remplacement des pièces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
6.1 Renseignements généraux. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
6.2 Pour commander . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
La page charge ...

41
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
1.0 Précautions de sécurité
Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer que
toute personne qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité pertinentes. Les
précautions de sécurité doivent répondre aux exigences applicables à ce type de matériel de soudage ou de coupage
plasma. Les recommandations suivantes doivent être observées en plus des règles standard qui s'appliquent au lieu
de travail.
Tous les travaux doivent être eectués par un personnel qualié possédant de bonnes connaissances par rapport
au fonctionnement du matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel peut
produire des situations dangereuses qui peuvent causer des blessures à l'opérateur ou des dommages au matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement;
- l'emplacement des interrupteurs d'arrêt d'urgence;
- sa fonction;
- les précautions de sécurité pertinentes;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise en
marche de l'équipement;
- toutes les personnes dans l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- aménagé convenablement pour acquérir le matériel en toute sécurité;
- libre de courants d'air.
4. Équipement de sécurité personnelle
- Vous devez toujours utiliser un équipement de sécurité convenable tels que les lunettes de protection, les
vêtement ininammables et des gants de protection.
- Vous ne devez jamais porter de vêtements amples, tels que foulards, bracelets, bagues, etc., qui pourraient
se prendre dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- La réparation d'un équipement de haute tension doit être eectuée par un électricien qualié
seulement.
- Un équipement d'extinction d'incendie approprié doit être à proximité de l'appareil et l'emplacement doit
être clairement indiqué.
- Vous ne devez jamais procéder à la lubrication ou l'entretien du matériel lorsque l'appareil est en marche.
Le code IP indique la classe du boîtier, à savoir le niveau de protection oert contre toute pénétration par
des objets solides ou de l’eau. La protection est fournie contre le contact d’un doigt, la pénétration d’objets
solides d’une taille supérieure à 12mm et contre l’eau pulvérisée jusqu’à 60 degrés de la verticale. L’équipement
marqué IP23S peut être stocké mais ne doit pas être utilisé à l’extérieur quand il pleut à moins d’être sous abri.
Classe de boîtier
15°
Inclinaison
maximum
autorisée
ATTENTION
Si l’équipement est placé sur une surface inclinée
de plus de 15°, il y a danger de basculement et en
conséquence, des blessures personnelles et/ou des
dommages importants à l’équipement.

42
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne touchez pas aux pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sécure.
VAPEURS ET GAZ - peuvent être danereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
zone respiratoire.
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma convenable équipé de
lentilles teintées et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
convenable.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
FONCTIONNEMENT DÉFECTUEUX - Dans le cas d'un fonctionnement défectueux demandez l'aide d'une
personne qualiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ. PROTÉGEZ-VOUS ET LES AUTRES !
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER DES
BLESSURES À L'OPÉRATEUR OU LES AUTRES PERSONNES
SE TROUVANT DANS L'AIRE DE TRAVAIL. ASSUREZ-VOUS
DE PRENDRE TOUTES LES PRÉCAUTIONS NÉCESSAIRES
LORS D'UNE OPÉRATION DE SOUDAGE OU DE COUPAGE.
DEMANDEZ À VOTRE EMPLOYEUR UNE COPIE DES
MESURES DE SÉCURITÉ QUI DOIVENT ÊTRE ÉLABORÉES À
PARTIR DES DONNÉES DES RISQUE DU FABRICANT.
Ce produit est uniquement destiné à la découpe du plasma. Toute autre
utilisation peut entraîner des blessures ou endommager l’équipement.
ATTENTION
ATTENTION
Pour éviter toute blessure personnelle et/ou en-
dommagement à l’équipement, soulever à l’aide
de la méthode et des points d’attache indiqués ici.
La page charge ...
La page charge ...
La page charge ...

46
2.1 RENSEIGNEMENTS GÉNÉRAUX
Ce manuel a été préparé pour des soudeurs expérimentés. NE
permettez à aucune personne ne possédant pas la formation
requise d’installer, d’opérer ou de faire l’entretien de cet équi-
pement. NE tentez PAS d’installer ou d’opérer cet équipement
avant d’avoir lu et entièrement compris ces instructions.
Ce manuel a été conçu spéciquement pour permettre à
l’opérateur de se familiariser avec les caractéristiques et le
fonctionnement de cet équipement. Tous les renseignements
présentés ici doivent être lus attentivement avant l’installation
ou l’utilisation de cet équipement.
2.2 RÉCEPTION ET MANUTENTION
Au moment de la réception de cet équipement, retirez tout le
matériel d’emballage entourant l’appareil et inspectez-le pour
vous assurer qu’il n’a pas été endommagé lors du transport.
Toute demande en dommages-intérêts ou en pertes doivent
être présentées à la compagnie de transport par le client. Si
vous devez présenter une telle demande, la compagnie de
transport vous fournira une copie du connaissement et de la
facture de transport sur demande.
Lorsque vous faites une demande de renseignements à propos
de cet équipement, assurez-vous d’inclure le nom du produit,
le numéro de la pièce et le numéro de série.
2.3 SÉCURITÉ
La section sur la sécurité au début de ce manuel devrait
être lue en entier avant de tenter d’installer ou d’opérer cet
équipement. Prendre les mesures de sécurité appropriées
permettra de réduire les risques encourus par l’équipement
et le personnel. Si, à tout moment, vous n’êtes pas sûr(e) de
vous-même, demandez de l’aide à votre superviseur ou à tout
autre membre du personnel d’expérience.
2.4.1 GÉNÉRATRICE
La génératrice fonctionne à circuit de tension périodique de
sortie à courant continu secondaire et est conçue pour une
connexion primaire monophasée. Un ventilateur contrôlé
par une connexion de sortie fournit l’aération nécessaire
durant les opérations normales de soudage et s’arrête quatre
minutes après la n de l’opération de soudage. Le ventilateur
se remet automatiquement en marche lorsque les opérations
de soudage reprennent an de maintenir une température
de fonctionnement adéquate.
2.4.2 DÉVIDOIR
Le dévidoir à quatre galets d’entraînement est intégré
dans l’armoire de la génératrice et est situé dans un
compartiment séparé des autres composants électriques. L’air
de refroidissement ne circule pas à travers le compartiment
du dévidoir ou des composants électroniques réduisant
ainsi l’accumulation de saleté et de poussières ce qui a pour
conséquence d’améliorer la performance et la abilité du
produit.
Le dévidoir pousse le l à une vitesse variant entre 65 et
675ppm (pouces par minute).
2.4.3 COMMANDES
Le Multimaster 300/300X peut être utilisé pour souder des
fils pleins ainsi que les fils avec âme en flux. L’opérateur
sélectionne le procédé désiré sur un commutateur à bascule
à trois positions situé sur le panneau avant. Une description
détaillée des commandes de la génératrice est incluse dans
la section 4 (Fonctionnement) de ce manuel.
2.4.4 BOÎTE À OUTILS INTÉGRÉE
Le Multimaster 300/300X est équipé d’une boîte à outils à
verrouillage située au côté gauche de l’appareil pour ranger les
accessoires de soudage tels que les tubes contacts, les buses à
gaz, une petite meule, des pièces de rechange, le masque de
soudeur et les vêtements de protection (gure 1B)
2.4.5 PISTOLET MIG GUN MASTER 250
Ce pistolet à souder à refroidissement par jet d’air est expédié
tout prêt à souder les ls avec âme en ux de 0,045/0,052
pouce. Des ls de d’autres grosseurs peuvent aussi être utilisés.
Référez-vous à la section 6 pour les autres dimensions de ls
et les accessoires d’alliage pouvant être utilisés.
2.4.6 CHARIOT
Le MultiMaster est équipé d’un chariot avec des roulettes avant
pivotantes et un support pour deux bouteilles de gaz.
Indique un danger immédiat qui causera des
blessures graves, voire mortelles si rien n’est
fait pour l’éviter.
Indique un danger potentiel pouvant causer
des blessures graves, voire mortelles.
Indique un danger potentiel pouvant causer
des blessures légères.
2.4 DESCRIPTION
Le Multimaster 300/300X est un système de soudage à courant
continu conçu pour le soudage Mig (GMAW), Tig (GTAW) ou à
électrode enrobée (SMAW). En fonction Mig, cet appareil peut
être utilisé pour un transfert d’arc court ou allongé et peut être
utilisé avec un l plein ou un l à tube support. Cet appareil est
idéal pour le soudage de l’acier non allié, de l’aluminium ainsi
que de nombreux autres alliages. Il est muni d’une génératrice
équipée d’un dévidoir intégré et d’un chariot permettant
d’accueillir deux bouteilles de gaz.
SECTION 2 DESCRIPTION
DANGER
MISE EN
GARDE
ATTENTION

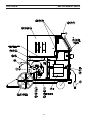
47
Pistolet Mig
Gun Master 400
Câble de travail de
15’ avec pince
Commandes de
soudage faciles
à utiliser
Figure 1A – Composants
Achage numérique
large pour la vitesse du
câble, l’ampèremètre et
le voltmètre facile à lire
Changement de
polarité simple
et rapide
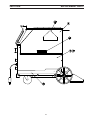
SECTION 2 DESCRIPTION

48
Boîte à outils avec
un petit plateau
à pièces
Panneau
de raccordement
de la tension
d’entrée principale
(sous ce couvercle)
Support
pour 4 galets
d’entraînement
Ensemble de l’axe adaptable
prédébit/postdébit/
soudage par points/
anticollage (en option)
Figure 1B – Composants
SECTION 2 DESCRIPTION

49
3.0 INSTALLATION
3.1 EMPLACEMENT
Plusieurs facteurs doivent être pris en considération avant de
choisir un endroit d’installation. Il est important que l’endroit
d’installation permette à l’air de facilement circuler à travers
l’appareil an de permettre le refroidissement de l’appareil et
minimiser l’exposition à la saleté et aux poussières pouvant
pénétrer dans l’appareil. Il devrait y avoir au moins 18 pouces
d’espace d’accès non limité entre le côté de l’appareil et les
panneaux arrière et l’obstruction la plus près an de permettre
la circulation de l’air à travers la génératrice.
3.2 INSTALLATION DE LA POIGNÉE
Le Multimaster 300/300X est expédié tout assemblé, à
l’exception de la poignée avant, laquelle est installée de façon
inversée an de faciliter le transport. L’assemble de la poignée
comprend deux pattes de xation et une barre de retenue.
Pour installer la poignée dans la bonne position, suivez les
étapes suivantes :
A. Enlevez les deux vis à tôle des pattes de xation se trouvant
de chaque côté de l’assemblage de la poignée avant. Voir
la gure 3A.
B. Enlevez l’assemble de la poignée avant et retournez-la
avec les pattes de xation. Cela permettra d’orienter
la poignée comme il se doit. Rattachez les pattes de
xation en utilisant les vis à tôle que vous avez enlevées
à l’étapeA. Voir la gure 3B.
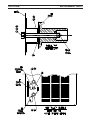
Figure 2 – Dimensions
20”
32”
42”
vis à tôle
L’endroit d’installation doit permettre le retrait facile du boîtier
de l’appareil an de pouvoir facilement en eectuer l’entretien.
Installer ou placer un dispositif de ltrage aura pour eet de
réduire le volume d’entrée d’air et, par le fait même, aura pour
eet de faire surchauer les composants internes. La garantie
sera annulée si un dispositif de ltrage est utilisé.
Figure 3B – Installation de la poignée
SECTION 3 INSTALLATION
vis à tôle
Figure 3A – Enlèvement de l’assemblage de la poignée
patte de xation de la poignée
patte de xation de la poignée

50
3.3 CONNEXIONS D’ENTRÉE ÉLECTRIQUES
Afin d’offrir un moyen sécuritaire et pratique de couper
tout le courant d’alimentation de l’appareil, il est fortement
recommandé d’ajouter un sectionneur au circuit d’alimentation
de l’appareil.
Avant d’alimenter l’appareil, débranchez le ou utilisez
« le système de verrouillage de l’équipement ». Si les
connexions doivent être faites à partir d’un sectionneur,
ce dernier devrait être verrouillé à l’aide d’un cadenas en
position « OFF ». Si la connexion doit être faite à partir
d’une boîte de fusibles, enlevez les fusibles et fermez et
verrouillez le couvercle à l’aide d’un cadenas.
3.3.1 EXIGENCES ÉLECTRIQUES DE L’ENTRÉE
Les exigences quant à la tension d’alimentation primaire sont
indiquées sur la plaque indicatrice de l’appareil. La source
d’alimentation est conçue pour être utilisée avec une tension
monophasée de 208/230 vca à 50/60 Hz ou avec une tension
monophasée de 230/460/575 vca à 50/60 Hz.
3.3.2 FICHE D’ALIMENTATION
Le câble d’alimentation est fourni avec une che d’alimentation.
La che s’adapte à une prise de 250 V, 50 A conformément à la
conguration NEMA 6-50R (pour les modèles de 208/230vca
seulement).
La prise devrait être branchée par un électricien à un
sectionneur ou disjoncteur muni de ses propres fusibles.
Ce sectionneur ou disjoncteur peut être branché soit à un
système monophasé, soit à deux conducteurs triphasés. Un
troisième conducteur assurant la mise à terre doit être branché
entre le sectionneur et la prise.
La borne étiquetée GRD est branchée à la masse de
l’appareil de soudage et n’est là que pour la mise à la
terre. Elle doit être branchée à une mise à la terre able.
Ne branchez pas un conducteur figurant sur la borne
étiquetée GRD à une des bornes de L1 ou L2 car cela aura
pour résultat de causer à la masse de l’appareil de soudage
de devenir alimentée.
3.4 RÉGLAGE DE LA TENSION (Figure 4)
La plaquette des bornes pour le réglage de la tension est
située dans la boîte à outils du côté gauche de l’appareil.
Sortant de l’usine, le Multimaster 300/300X est conguré
pour la tension connectable la plus élevée. Si vous utilisez les
autres tensions d’entrée, les liens sur la plaquette des bornes
(TB) à l’intérieur de l’appareil doivent être repositionnés pour
la tension d’entrée appropriée. Voir les gures 4A à 4E pour
les congurations pour une tension d’entrée de 60 Hz. Pour
avoir accès à la plaquette des bornes, ouvrez le panneau
d’accès du côté gauche. Pour changer la tension, suivez les
étapes suivantes :
A. Enlevez SEULEMENT la vis située à gauche et ouvrez le
panneau en plexiglas.
B. Réglez les barreaux de cuivre à la tension primaire
voulue.
C. Refermez le panneau et revissez la vis en place.
Installation typique –
La boîte de sectionneur
de courant, la prise et la
che fournis à l’utilisateur
SECTION 3 INSTALLATION

51
Figure 4 – Réglage de la tension plaquette des bornes
Version 208/230 montrée installée
Dégagez les charnières
du panneau sur la vis
du coin.
Enlevez seulement
cette vis.
Cette vis doit
demeurer en place.
Ne pas enlever.
Figure 4A – borne d’entrée
modèle 230/460/575 vca
Conguration 230 vca
Figure 4B – borne d’entrée
modèle 230/460/575 vca
Conguration 460 vca
Figure 4C - borne d’entrée
modèle 208/230 vca
Conguration 575 vca
Figure 4D - borne d’entrée
modèle 208/230 vca
Conguration 208 vca
Figure 4E - borne d’entrée
modèle 230/460/575 vca
conguration 230 vca
3.5 CONNEXIONS DE SORTIE SECONDAIRES (Figure 5)
Le poste de soudage Multimaster 300/300X est un système
autonome. Les connexions du chalumeau/pistolet situées
au panneau avant sont branchées à l’interne, à la polarité
de soudage (courant continu-électrode positive ou courant
continu-électrode négative) par les bornes de sortie
secondaires selon l’opération de soudage.
Figure 5 – Réglage de la polarité
SECTION 3 INSTALLATION

52
3.6 CONNECTIONS DE LA TORCHE « NAS » (gure 6)
Pour installer un pistolet Mig Gun Master 400, enlevez le
dispositif de verrouillage situé au côté du connecteur NAS en
insérez-y le bout mâle de la che de connexion du pistolet.
Assurez-vous que les joints toriques sont xés fermement en
place en poussant vers l’intérieur sur la broche d’alimentation
tout en serrant le dispositif de verrouillage.
Pour installer une bobine de l sur le galet d’entraînement
suivez les étapes suivantes :
A. Dévissez l’écrou de verrouillage du noyau de l’axe.
(gure 8)
B. Fixez la bobine de l de façon à ce qu’elle se dévide vers
la droite en vous assurant que l’ergot s’engage dans le
trou de la bobine.
C. Remplacez l’écrou de verrouillage dans le trou du galet
le plus proche de la bobine.
3.7.3 ENFILAGE DU FIL DE SOUDAGE
A. Mettez l’interrupteur à la position de repos « OFF ».
B. Relâchez l’ensemble du galet d’entraînement. Vériez que
la gorge de diamètre de l nécessaire est à la position
intérieure.
3.7 MÉCANISME DE DÉVIDOIR
3.7.1 GALETS D’ENTRAÎNEMENT (gures 7 et 9)
Le dévidoir est muni de deux gorges :
300X - la petite gorge est destinée au l d’un diamètre de
0,045 po. tandis que la plus large entraîne le l d’un diamètre
de 0,052 po.
300 - la petite gorge est destinée au l d’un diamètre de 0,035
po. tandis que la plus large entraîne le l d’un diamètre de
0,045 po.
La gorge la plus rapprochée du motoréducteur entraîne le l.
Si la gorge que vous souhaitez utiliser n’est pas dans la bonne
position, suivez les étapes suivantes :
A. Relâchez le bras de pression à ressort.
B. Enlevez les deux (2) vis qui retiennent le galet
d’entraînement à la pignonnerie.
C. Inversez le galet d’entraînement sur l’axe de la bobine.
D. Replacez les vis et serrez-les fermement.
E. Fixez fermement l’ensemble.
Figure 6 - Connecteur de pistolet NAS
dispositif de
verrouillage
vis de rappel du dévidoir
Figure 7 - Mécanisme de dévidoir
3.7.2 INSTALLATION DE LA BOBINE DU FIL DE SOUDAGE
Comme dans tout environnement de travail, il faut toujours
porter des lunettes de protection munies d’écrans latéraux
lorsque vous changez ou coupez du l au bout de la bobine
ou au bout de la torche. Tenez le l qui se dévide de la
bobine dans une main avant de la couper. L’elochage du
l et les projections des bouts de l pendant le coupage
peuvent causer des blessures sérieuses aux yeux si vous
ne portez pas de lunettes de protection.
Figure 8 - Assemblage de la bobine
écrou de verrouillage
axe de bobine
SECTION 3 INSTALLATION

53
galet
manette à
ressort de rappel
enler le l à travers
le boîtier
Figure 9 - Enlage du l de soudage
Avant d’enler le l de soudage à travers le boîtier, assurez-
vous d’avoir enlevé l’ébarbure et le morl du l an qu’il
ne se bloque pas dans le boîtier ou la doublure.
C. Entraînez le l de la bobine à travers le tube guide d’entrée,
par-dessus les gorges du galet d’entraînement et du
guide de centrage jusqu’au guide de sortie et au tube de
connexion NAS.
SECTION 3 INSTALLATION
Assurez-vous que le « tube guide de sortie » qui est inséré
dans le pistolet du panneau avant est d’un diamètre
adéquat pour le type de l utilisé, voir le tableau 6 de la
section Remplacement des pièces des accessoires pour
l’entraînement de l.
Pour vous assurez d’un bon entraînement de fil, il est
important que le l soit libre de saleté et que le dévidoir
soit nettoyé périodiquement an d’enlever les écailles qui
pourraient se trouver dans la doublure du pistolet.
D. Baissez l’ensemble du galet de pression et xez-le
fermement en place. Avec l’interrupteur à la position
« ON » entraînez le l jusqu’au bout du pistolet en
appuyant sur la gâchette du pistolet.
Si vous appuyez sur la gâchette du pistolet lorsque
l’interrupteur est en position « ON », le l de l’électrode
est sous tension et le dévidoir est en marche.
3.7.4 RÉGLAGE DU SYSTÈME DE FREINAGE
La friction du disque de freinage devrait produire un traînage
susant pour empêcher à la bobine ou au noyau de continuer
à tourner une fois que l’entraînement du l est interrompu.
S’il faut ajuster le freinage, tournez la vis vers la droite pour
produire un plus long traînage et vers la gauche pour le
raccourcir. Le traînage devrait être susamment bas pour
empêcher au l de trop se dévider.
3.8 CONNEXION DU DÉBIT DE GAZ DE PROTECTION
3.8.1 Débitmètre/régulateur R-33-FM-320
Le débitmètre/régulateur R-33-FM-320 est un régulateur
réglable conçu pour être utilisé avec un branchement de gaz
CO2. Voir le tableau 2 pour les niveaux de débit suggérés pour
le débitmètre/régulateur R-33-FM-320.
CO
2
20-50 cfh
Tableau 2 – Niveaux de débit typiques
A. Assurez-vous que le capuchon de la bouteille de gaz est
en place et glissez MINUTIEUSEMENT la bouteille sur le
support de bouteille du Multimaster 300/300X.
B. Fixez fermement la bouteille à l’appareil en utilisant la
chaîne qui est fournie.
C. Dévissez le capuchon de la bouteille.
Ne mettez pas le capuchon du détenteur dans un étau et
ne le saisissez pas avec des pinces. Une déformation du
capuchon peut causer un blocage des composants internes,
une pression de détente excessive et l’aaiblissement du
joint fileté qui se rattache au détenteur. Le capuchon
risque de devenir desserré et d’être projeté, ce qui pourrait
causer des blessures aux personnes à proximité.
D. Ouvrez légèrement le capuchon de la bouteille pour
un instant an de déblayer la saleté et la poussière qui
aurait pu s’accumuler autour de l’ouverture du robinet.
ASSUREZ-VOUS d’éloigner votre visage du robinet an
de protéger vos yeux.
E. Attachez le détenteur au robinet de la bouteille.
Alignez le régulateur de sorte que le débitmètre soit à
la position verticale et serrez l’écrou de raccord à laide
d’une clé à fourche de 1 1/8 po. ou d’une clé anglaise.
Afin de ne pas endommager ni le joint torique ni le tube
plastique, n’utilisez pas le tube du débitmètre comme
une «poignée » lorsque vous raccordez le régulateur.
F. Fermez le robinet de réglage du débitmètre.
G. Raccordez le tuyau de gaz de l’arrière du Multimaster
300/300X au raccord de sortie du régulateur.

54
Figure 10 - Régulateur R-33
robinet du
cylindre
écrou
de raccord
tube de circulation
robinet de
réglage
jauge de
pression
SECTION 3 INSTALLATION
Ne vous tenez jamais directement devant ou derrière
le régulateur lorsque vous ouvrez le robinet de la
bouteille. Tenez-vous toujours au côté.
H. Ouvrez LENTEMENT le robinet d’un quart de tour. Ceci
empêchera d’endommager l’indicateur ainsi que les
composants importants à l’intérieur du régulateur. Lorsque
l’aiguille de l’indicateur ne bouge plus, ouvrez le robinet
de la bouteille à fond.
I. En utilisant une solution pour essai d’étanchéité, telle que
la partie numéro 998771 (8 oz rce) ou de l’eau savonneuse,
vériez qu’il n’y a aucune fuite autour de la tige du robinet
de la bouteille de gaz, du raccord d’entrée du régulateur
et des raccords entre les tuyaux et le régulateur. Réparez
les fuites avant de commencer le soudage.
3.8.1 RÉGLAGE DU DÉBIT
Le débit est contrôlé en réglant le débitmètre jusqu’à ce
que la pression voulue soit indiquée par le otteur à boule à
l’intérieur du tube du débitmètre. Faites toujours la lecture en
observant le DESSUS de la boule.

55
4.0 FONCTIONNMENT
Observez toutes les règles de sécurité concernant la
ventilation, le feu et autres variables pour le soudage à
l’arc, telles qu’indiquées au début du manuel, à la section
Précautions de sécurité.
4.1 COMMANDES STANDARDS
4.1.1 INTERRUPTEUR ET INDICATEUR LUMINEUX
DE MISE EN MARCHE
L’interrupteur principal est situé en haut et à gauche du panneau
avant. Cet interrupteur met en marche le transformateur
principal, les circuits des commandes et l’indicateur lumineux
de mise en marche « ON ». (gures 12 et 13)
4.1.2
INDICATEUR LUMINEUX DE DÉFECTUOSITÉ (gure 12)
Cet indicateur est conçu pour un usage à venir et n’a pas de
fonction actuelle.
4.1.3 INDICATEUR LUMINEUX DE TEMPÉRATURE (gure 12)
Cet indicateur s’allume en cas de surchaue du Multimaster
300/300X. Un surchauage peut être causé par un régime
d’utilisation excessif ou par une surintensité de courant.
Lorsqu’il y a un surchauage, l’appareil se ferme et vous devez
le laisser se refroidir avant de reprendre votre travail. L’appareil
se remettra en marche automatiquement une fois qu’il aura
atteint une température de fonctionnement sécuritaire.
4.1.4 SÉLECTEUR DE PROCÉDÉ (gure 12)
Le sélecteur de procédé à trois positions est situé dans la partie
supérieure droite du panneau avant. Ce sélecteur indique lequel
des procédés (Mig, Tig ou électrode enrobée) est en fonction.
4.1.5 CONNEXIONS DE SOUDAGE SECONDAIRE
Les bornes de sortie secondaire, POS (+) et NÉG (-) sont dans
la partie inférieure droite du panneau avant, directement
au-dessus du connecteur de pistolet NAS Mig (gure 13).
Voir les sections 4.4, 4.5 et 4.6 pour les guides d’installation
d’applications spéciques.
4.1.6 INDICATEURS NUMÉRIQUES (WFS, AMPÈRES
ET TENSION)
Les indicateurs numériques situés au côté gauche du panneau
avant sont multifonctionnels selon le procédé de soudage.
4.1.7 SOUDAGE MIG
En fonction Mig, les indicateurs numériques montrent la vitesse
d’entraînement du l préréglée quand le bouton « PRESET »
est sélectionné. Une fois l’opération de soudage commencée,
l’indicateur achera la moyenne de la tension et du courant de
soudage sur l’écran supérieur et l’écran inférieur respectivement.
Les indicateurs sont équipés d’un circuit de « MAINTIEN » qui sert
à mémoriser les conditions de soudage sélectionnées. Après
que l’opération de soudage soit terminée, les dernières lectures
de la tension et su soudage resteront achées pour une durée
de 10 secondes avant de se remettre à « 0 ».
Figure 11 - Commande d’anticollage
4.1.8 SOUDAGE TIG ET ÉLECTRODE ENROBÉE
En fonction TIG et ÉLECTRODE ENROBÉE, vous devez appuyer
et maintenir l’appui sir le bouton « PRESET » pendant que
vous présélectionnez le courant de soudage qui est aché
sur l’écran supérieur. L’indicateur se remettra à « 0 » quand le
bouton de préréglage sera relâché. Lorsque vous commencez
l’opération de soudage, l’indicateur ache la moyenne de
la tension et du courant de soudage sur l’écran supérieur et
sur l’écran inférieur respectivement. Après que l’opération de
soudage soit terminée, les indicateurs se remettront à « 0 ». Le
circuit de « MAINTIEN » n’est pas activé lorsque vous travaillez
en mode TIG et ÉLECTRODE ENROBÉE.
4.1.9 COMMANDE DE VITESSE DU DÉVIDOIR (gure 12)
Le pentiomètre de la commande de vitesse d’entraînement
de l permet un réglage de vitesse de 65 à 675 pouces par
minutes (PPM). En mode MIG, appuyez sur l’interrupteur de
préréglage « PRESET » et tournez le bouton de réglage de
vitesse an de prérégler la vitesse d’entraînement de l qui
est indiquée sur l’écran supérieur.
4.1.10 RÉGLAGE DE TENSION ET DE COURANT (gure 12)
Ce bouton permet de régler la tension d’arc lorsque le
sélecteur de procédé est à la position MIG. La tension d’arc MIG
peut être préréglée en appuyant sur le bouton de préréglage
et en le tournant tout en regardant l’indicateur d’ampères sur
l’écran inférieur.
Ce bouton permet de régler le courant d’arc lorsque le SÉLEC-
TEUR DE PROCÉDÉ est à la position TIG ou ÉLECTRODE ENRO-
BÉE. L’intensité du courant de soudage peut être préréglée en
appuyant sur le bouton de préréglage et en e tournant tout en
regardant l’indicateur d’ampères sur l’écran supérieur. Le courant
de soudage actuel est aché pendant l’opération de soudage.
4.1.11 COMMANDE D’ANTICOLLAGE (gure 11)
Ce bouton de commande est situé à l’intérieur du compartiment
de la bobine, au-dessus du moteur du dévidoir. Il sert à régler
l’intervalle de temps entre l’activation du frein du dévidoir et
l’arrêt du contacteur de soudage. Ceci détermine de quelle
distance le l de soudage recule vers le tube-contact après que
l’opération de soudage soit terminée. Si le l reste trempé dans
le bain de fusion, tournez le bouton de réglage légèrement
vers la droite et essayez de nouveau. Continuez ce procédé
jusqu’à ce que le l se maintienne au-dessus du bain de fusion
ou qu’il recule susamment.
SECTION 4 FONCTIONNMENT
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86






















































































ESAB Multimaster 300/300X Mig/Tig/Stick Welding Package Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
dans d''autres langues
Documents connexes
-
ESAB Aristo 1000 Manuel utilisateur
-
-
-
-
-
-
-
ESAB EMP 235ic Manuel utilisateur
-
-
Autres documents
-
HP df730 Digital Picture Frame Guide de démarrage rapide
-
-
Kimex 016-1601 Guide d'installation
-
 Magmaweld RS 450 MW PRO Le manuel du propriétaire
Magmaweld RS 450 MW PRO Le manuel du propriétaire
-
GYS WELDING CABIN OPTICAB 240.G - GREEN T9 (4 screens 2.4x1.8m) Fiche technique
-
 FEIN Power Tools MULTIMASTER FMM 250 Manuel utilisateur
FEIN Power Tools MULTIMASTER FMM 250 Manuel utilisateur

