ESAB ESABMig C300i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

FR
Valid for serial no. 535--xxx--xxxx0459 825 001 FR 051018
ESABMig C300i
Manuel d’instructions

-- 2 --
TOCf
Sous réserve de modifications sans avis préalable.
1 DIRECTIVE 3........................................................
2 SÉCURITÉ 3.........................................................
3 INTRODUCTION 5...................................................
3.1 Équipement 5...............................................................
3.2 panneau de commande 5....................................................
4 CARACTÉRISTIQUES TECHNIQUES 6.................................
5 INSTALLATION 7....................................................
5.1 Emplacement 7.............................................................
5.2 Alimentation secteur 7.......................................................
6 UTILISATION 8......................................................
6.1 Appareils de contrôle et connexion 8...........................................
6.2 Contrôle du ventilateur 9.....................................................
6.3 Sécurité thermique 9........................................................
6.4 Soudage sans gaz 9.........................................................
6.5 Pression de dévidage 10......................................................
6.6 Remplacement du fil 10.......................................................
6.7 Remplacement des galets 10..................................................
7 ENTRETIEN 11.......................................................
7.1 Inspection et nettoyage 11.....................................................
8 DÉPANNAGE 12......................................................
9 COMMANDE DE PIÈCES DE RECHANGE 12............................
SCHÉMA 14.............................................................
NUMÉRO DE RÉFÉRENCE 16............................................
PIÈCES D’USURE 18...................................................
ACCESSOIRES 20.......................................................

-- 3 --
bc19d1fa
1DIRECTIVE
CERTIFICAT DE CONFORMITÉ
ESAB AB, Welding Equipment, SE--695 81 Laxå Suède, certifie que la source de courant de soudage
ESABMig C300i à partir du numéro de série 535 est conforme à la norme IEC/EN 60974--1 /-- 5 selon
les cinditions de la directive (73/23/CEE) avec additif (93/68/CEE) et à la norme IEC/EN 60974--10
selon les conditions de la directive (89/336/CEE) avec additif (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Denis Sharp
Technical Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
L
axå 2005--10--17
2SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

-- 4 --
bc19d1fa
ATTENTION!
Lire attentivement le mode d’emploi avant d’installer la
machine et de l’utiliser.
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux e t brûler la p eau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
ESAB fournit t o u s les accessoires et équipements de protection nécessaires
pour le soudage.
Ne pas utiliser le générateur pour dégeler des canalisations.
ATTENTION!
Ce produit est uniquement destiné au soudage à l’arc.
FR

-- 5 --
bc19d1fa
Ne pas jeter les appareils électriques avec les déchets ordinaires !
Conformément à la Directive Européenne 2002/96/EC relative aux déchets d’équipements
électriques ou électroniques (DEEE), et à sa transposition dans la législation nationale,
les appareils électriques doivent être collectés à part et être soumis à un recyclage
respectueux de l’environnement. En tant que propriétaire de l’équipement, vous devriez
vous informer sur les systèmes de collecte approuvés auprès nos représentants locaux.
Appliquer cette Directive Européenne améliorera l’environnement et la santé !
3 INTRODUCTION
ESABMig C300i est un générateur de courant conçu pour le soudage MIG/MAG
utilisant un fil massif en acier, acier inoxydable, aluminium ou une électrode fourrée,
avec ou sans gaz protecteur. Le soudage à électrodes enrobées est également
posible (soudage MMA).
Différentes versions sont disponibles, voir page 16
Voir les accessoires ESAB en pag e 20.
3.1 Équipement
Le générateur est livré avec :
S Son mode d’emploi
S Le mode d’emploi en anglais du panneau de commande.
S Un autocollant indiquant les pièces d’usure recommandées
S 5 mètres de câble de retour
3.2 panneau de commande
Le générateur est équipé de l’un des panneaux de commande suivants :
MA23
avec boutons de réglage de la tension et de la vitesse
de dévidage / intensité. Les autres réglages s’effectuent
par boutons--poussoirs.
MA23A
Avec boutons de réglage de la tension / QSett et de la
vitesse de dévidage/intensité. Les autres réglages
s’effectuent par boutons--poussoirs.
Vous trouverez une description détaillée des panneaux de commande dans les
Modes d’emploi correspondants.
FR

-- 6 --
bc19d1fa
4 CARACTÉRISTIQUES TECHNIQUES
ESABMig C300i
Tension d’alimentation 400 V,¦10%, 3∼ 50/60 Hz
Courant primaire
I
max
MIG/MAG
I
max
MMA
21 A
23 A
Puissance à vide utilisée en mode d’économie
d’énergie, 6,5 min après soudage
30 W
Sélection
MIG/MAG
MMA
8--48 V / 16--300 A
16 -- 300 A
Intensité maximale MIG/MAG
facteur de marche 35%%
facteur de marche 60%%
facteur de marche 100%%
300 A / 29 V
240 A / 26 V
200 A / 24 V
Intensité maximale MMA
facteur de marche 35 %
facteur de marche 60%%
facteur de marche 100%%
300 A / 32 V
230 A / 29.2 V
190 A / 27.6 V
Facteur de puissance au courant maximum
MIG/MAG
MMA
0.70
0.73
Rendement au courant maximum
MIG/MAG
MMA
84 %
83 %
Tension de circuit ouvert
MIG/MAG
MMA
70 -- 80 V
57 -- 67 V
Température de service de --10 à +40˚C
Niveau de pression acoustique pondéré A
constant
<70 dB
Dimensions L x l x H 652 x 412 x 423 mm
poids 38 kg
Classe d’isolation transformateur H
Classe d’étanchéité IP 23C
Classe d’application
Raccordement pistolet EURO
Diamètre max. de la bobine de fil 0,6 –1,2 mm
Sectiondufil
Fe
Ss
Al
Fil fourré
0.6 -- 1,2 mm
0.6 -- 1,2 mm
1.0 -- 1,2 mm
0.8 -- 1,2 mm
Gaz de protection
pression max.
Tous les modèles sont conçus pour le soudage
MIG/MAG
5 bars
Courant du moteur I
max
3.5 A
FR

-- 7 --
bc19d1fa
Facteur de marche
Le facteur d’intermittence est le temps, exprimé en pourcentage d’une période de 10 minutes, pen-
dant lequel il est possible de souder à une charge déterminée.
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
5 INSTALLATION
L’installation doit être assurée par un technicien qualifié.
ATTENTION!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce produit
peut provoquer des interférences parasitaires. C’est la responsabilité de l’utilisateur de prendre
les précautions adéquates.
5.1 Emplacement
Placer le générateur de soudage de telle manière que les tuyères d’entrée et de
sortie de l’air de refroidissement ne soient pas obstruées.
5.2 Alimentation secteur
Vérifier que la tension d’alimentation est correcte et que
l’installation est protégée par un fusible de calibre approprié.
L’installation doit être mise à la terre, conformément aux
réglementations en vigueur.
Plaque signalétique avec informations de connexion
Calibre d es fusibles et section minimale des câbles
ESABMig C300i MIG/MAG MMA
Tension d’alimentation 400 V, 3 µ 50 Hz 400 V, 3 µ 50 Hz
Section câbles d’alimenta-
tion, mm
2
4G2.5 4G2.5
Phase courant, IRMS 13 A 14 A
Fusible
Normal
Type C tableau
16 A
20 A
16 A
20 A
Attention ! la section des câbles d’alimentation et les calibres de fusibles mentionnés ci--dessus sont
conformes aux normes suédoises. Veillez à respecter les normes locales en vigueur.
FR

-- 8 --
bc19d1fa
Attention ! Ce générateur est conçu pour être raccordé à une tension de 230/400 V
à quatre conducteurs.
Dans certains pays, la tension secteur est plus élevée. Dans ce cas, il convient
d’utiliser un transformateur.
6 UTILISATION
Les prescriptions générales d e sécurité pour l’utilisation de l’équipement figu-
rent en page 3. En prendre connaissance avant d’utiliser l’équipement.
Déplacer l’équipement par la poignée prévue à cet effet. ATTENTION ! N’exercer
aucune traction sur le pistolet.
ATTENTION!
Veiller ce que les panneaux latéraux restent fermés pendant l’opération.
Pour éviter que la bobine ne glisse du moyeu--frein, le verrouiller à
l’aide de la poignée rouge (voir les instructions à proximité du
moyeu--frein).
ATTENTION!
ATTENTION!
Pièces rotatives -- risque d’accident.
6.1 Appareils de contrôle et connexion
1 Panneau de commande,
– voir mode d’emploi correspondant.
5 Connexion pour pistolet de soudage
2 Raccordement CAN pour l’unité de
refroidissement ou de commande à
distance
6 Sélection tension de réseau
3 Connexion pour câble de retour (--) 7 Raccordement du gaz protecteur
4 Connexion pour câble de retour (+)
(Soudage MMA)
FR

-- 9 --
bc19d1fa
6.2 Contrôle du ventilateur
Les ventilateurs du générateur sont connectés à une minuterie et continuent à
fonctionner pendant 6,5 minutes après l’arrêt du soudage avant que l’unité passe en
mode d’économie d’énergie. Les ventilateurs redémarrent à la reprise du soudage.
Pour des courants de soudage jusqu’à 110 A, les ventilateurs tournent à vitesse
réduite ; ils fonctionnent à plein rendement pour des courants supérieurs.
6.3 Sécurité thermique
Dans ce cas, le courant de soudage s’interrompte et un code d’erreur apparaît sur le
panneau de commande du dévidoir.
La protection reprend son état initial lorsque la température a baissé.
6.4 Soudage sans gaz
Il est possible de passer d’un soudage à fil plein et gaz inerte à un soudage à fil
fourré autoprotégé sans gaz.
Fil plein Fil fourré autoprotégé sans gaz
S
Débrancher le générateur.
S
Ouvrir le panneau latéral. Retirer le couvercle de protection.
S
Reconnecter la connexio positive (+) et la connexion négative (--) sur le bornier au--dessus du
mécanisme de dévidage.
S
Remettre le couvercle de protection. Fermer le panneau latéral.
S
Déplacer le câble de retour de la sortie négative (--) vers la sortie
positive (+).
FR

-- 1 0 --
bc19d1fa
6.5 Pression de dévidage
Commencer par contrôler que le fil passe facilement à travers le guide--fil. Régler
ensuite la pression des galets de pression du mécanisme d’alimentation. Il est
important que la pression ne soit pas trop importante.
Figure .1 Figure .2
Pour contrôler que le réglage de la pression d’alimentation est correct, le fil doit
être alimenté vers un objet isolé, par exemple un morceau de bois.
Lorsque l’on tient la torche à environ 5 mm du morceau de bois (figure 1), les
galets d’alimentation doivent déraper.
Si l’on tient la torche à environ 50 mm du morceau de bois, le fil doit être alimenté
et se plier (figure 2).
6.6 Remplacement du fil
S Ouvrir le panneau latéral.
S Déconnecter le capteur de pression en le relevant vers l’arrière ; les galets de
pression glissent vers le haut.
S Dégager le nouveau fil sur 10 à 20 cm. Ébarber et limer l’extrémité du fil avant
de l’introduire dans le dévidoir.
S Veiller à ce que le fil soit correctement engagé dans la rainure du galet, la tuyère
d’échappement et le guide--fil.
S Attacher le capteur de pression.
S Fermer le panneau latéral.
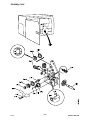
6.7 Remplacement des galets
S Ouvrir le panneau latéral.
S Déconnecter le capteur de pression (1) en le
relevant vers l’arrière ; les galets de pression
glissent vers le haut.
S Pour déconnecter les galets de pression (2), retirer
l’axe (3) en lui donnant de tour vers la droite.
Les galets se déconnectent.
S Pour déconnecter les galets du dévidoir (4), les retirer
en enlevant les vis (5).
Pour le remontage, répéter les opérations dans l’ordre inverse.
Choix des rainures dans les galets.
Faire tourner le galet manuellement jusqu’à ce que la rainure
appropriée soit face à vous.
FR

-- 1 1 --
bc19d1fa
7 ENTRETIEN
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de gar antie pour réparer quelque panne que ce soit.
La maintenance doit être confiée à des professionnels.
Seul des électriciens spécialisés (personnel agréé) sont habilités à dém onter les
plaques de sécurité.
7.1 Inspection et nettoyage
Générateur
Vérifier régulièrement que le générateur n’est pas encrassé.
La fréquence et la méthode de nettoyage dépend du type de soudage, du nombre
d’arc générés, de l’emplacement et de l’environnement. En général, il suffit de
nettoyer le générateur à l’air comprimé sec (à pression réduite) une fois par an.
Des grilles de ventilation colmatées entraînent une surchauffe de l’équipement.
Dévidoir
Vérifier régulièrement si le dévidoir n’est pas colmaté.
S Le nettoyage et le remplacement des pièces usées du mécanisme de dévidage
doivent s’effectuer à intervalles réguliers pour que le soudage soit efficace.
Attention : une prétension trop forte peut provoquer une usure anormale des
galets de pression, du dévidoir et du guide--fil.
Moyeu de frein
Le moyeu est livré réglé. Si un réajustage s’avère
nécessaire, suivez les instructions ci--dessous.
Réglez le moyeu pour que le fil ne soit pas tendu
lorsque le dévidage s’arrête.
S Réglage du couple de freinage :
S Tournez la poignée rouge dans la position verrouillée.
S Introduisez un tournevis dans les ressorts du moyeu.
Pour réduire le couple de freinage, tournez dans le sens des aiguilles.
Pour augmenter le couple de freinage, tournez dans le sens inverse des
aiguilles. NB: Les deux ressorts doivent être réglés de manière identique.
Pistolet de soudage
S Pour un dévidage sans problèmes, le nettoyage et le remplacement des pièces
d’usure du pistolet de soudage doivent être effectués à intervalles réguliers.
Nettoyer régulièrement la tuyère de contact et le guide--fil (à l’air comprimé).
FR

-- 1 2 --
bc19d1fa
8 DÉPANNAGE
Avant de faire appel à un technicien spécialisé, vérifier les quelques points suivants :
Type de panne Action
Pas d’arc. S Vérifier que l’interrupteur ON/OFF est sur ON.
S Vérifier la connexion des câbles de courant de soudage et de
retour.
S Vérifier que la tension sélectionnée est correcte.
Le courant de soudage
s’interrompt pendant le travail.
S Vérifier si la protection contre la surchauffe a fonctionné (le
code d’erreur E6 s’affiche sur le panneau de commande).
S Vérifier les fusibles du tableau électrique.
La sécurité thermique se
déclenche fréquemment.
S Vérifier que la puissance nominale du générateur n’est pas
dépassée et qu’il n’y a pas de surcharge de l’unité.
Soudage médiocre. S Vérifier la connexion des câbles de courant de soudage et de
retour.
S Vérifier que la tension sélectionnée est correcte.
S Vérifier que le fil utilisé est approprié.
S Vérifier les fusibles du tableau électrique.
9 COMMANDEDEPIÈCESDERECHANGE
ESABMig C300i est conçue et éprouvée conformément à la norme internationale et eu-
ropéenne IEC/EN60974--1, 60974--5 et 60974--10. Il incombe à l’entreprise chargée de
tout travail de maintenance ou de réparation de s’assurer que le produit demeure con-
forme à la norme susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
FR

-- 1 3 --
p

Edition 051018
Schéma
-- 1 4 --
bc19e

Edition 051018
-- 1 5 --
bc19e

ESABMig C300i
Edition 051018
Numéro de référence
-- 1 6 --
bc19o
Ordering no. Denomination Type
0459 750 880 Welding power source ESABMig C300i with control panel MA23
0459 750 881 Welding power source ESABMig C300i with control panel MA23A
0459 825 990 Spare parts list ESABMig C300i with control panel MA23 and MA23A
0459 912 xxx Instruction manual Control panel MA23 and MA23A
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.

-- 1 7 --
p

ESABMig C300i
Edition 051018
Pièces d’u su re
-- 1 8 --
ba40w
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle (S)
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle (S)
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6--1.2 mm
Ø 2.0 mm plastic for 0.8--1.2 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V 0.6 S2 &0.8S2
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 0.9/1.0 mm V 0.8 S2 & 0.9/1.0 S2
0459 052 003 Feed/pressure rollers (S) Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V 0.9/1.0 S2 &1.2S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V--Knurled 1.0 R2 &1.2R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 &1.0A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 &1.2A2
0458 824 003 Feed/pressure rollers Al Ø1.2mm U 1.2 A2
Use only pressure and feed rollers marked A2, R2 or S2.
Therollersaremarkedwithwiredimensioninmm,somearealsomarkedwithinch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle
HI 14 0458 999 001 Shaft
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

ESABMig C300i
Edition 051018
-- 1 9 --
ba40w

ESABMig C300i
Edition 051018
Accessoires
-- 2 0 --
bc19a
Cooling unit ESAB Cooler 0459 800 880
Remote control adapter RA12 12pole .....
For analogue remote controls to CAN based
equipment.
0459 491 910
RemotecontrolunitMTA1CAN ...........
MIG/MAG: wire feed speed and voltage MMA:
current and arc force
TIG: current, pulse and background current
0459 491 880
RemotecontrolunitM110ProgCAN.......
Choice of on of 10 programs
MIG/MAG: voltage deviation
TIG and MMA: current deviation
0459 491 882
RemotecontrolunitAT1CAN .............
MMA and TIG: current
0459 491 883
RemotecontrolunitAT1CFCAN..........
MMA and TIG: rough and fine setting of
current.
0459 491 884
Remote control cable 12 pole -- 4 pole
5m......................................
10m.....................................
15m.....................................
25m ....................................
0.25m ..................................
0459 554 880
0459 554 881
0459 554 882
0459 554 883
0459 554 884
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB ESABMig C300i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB ESABMig 300i Manuel utilisateur
-
ESAB ESABFeed 30L-4i Manuel utilisateur
-
ESAB Professional 200 Caddy Manuel utilisateur
-
ESAB Mig C3000i - Origo™ Mig C3000i Manuel utilisateur
-
ESAB MTA1 CAN, M1 10P CAN, AT1 CAN, AT1 CF CAN, M1, AT1, AT1 CF, RA 12, RA 23, RA T1, FS 002 CAN, FS 002 - Remote controls Manuel utilisateur
-
ESAB Feed L3004 Manuel utilisateur
-
ESAB AristoMig C300 Manuel utilisateur
-
ESAB AristoMig 300 Manuel utilisateur
-
-
ESAB ESABFeed 48-4 M14 Manuel utilisateur