ESAB Origo™ Tig 150i, Origo™ Tig 200i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

FR
Valid for serial no. 620--xxx--xxxx0459 262 201 060523
Tig 150i
Tig 200i
Origot TA33
Manuel d’instructions

-- 2 --
TOCf
Sous réserve de modifications sans avis préalable.
1 DIRECTIVE 3........................................................
2 SÉCURITÉ 3.........................................................
3 INTRODUCTION 5...................................................
3.1 Équipement 5...............................................................
4 CARACTÉRISTIQUES TECHNIQUES 5.................................
4.1 Paramétrage 6..............................................................
5 INSTALLATION 6....................................................
5.1 Emplacement 6.............................................................
5.2 Plaque signalétique 6........................................................
5.3 Alimentation secteur 7.......................................................
6 UTILISATION 8......................................................
6.1 Appareils de contrôle et connexion 8...........................................
6.2 Panneau de commande TA33 9...............................................
6.3 Protection contre la surchauffe 9..............................................
7 SOUDAGE 10.........................................................
7.1 Soudage TIG 10.............................................................
7.2 Soudage MMA 12............................................................
8 ENTRETIEN 12.......................................................
9 DÉPANNAGE 13......................................................
9.1 CODES D’ERREUR 13.......................................................
10 COMMANDE DE PIÈCES DE RECHANGE 13............................
SCHÉMA 14.............................................................
SCHÉMA 16.............................................................
NUMÉRO DE RÉFÉRENCE 18............................................
ACCESSOIRES 19.......................................................

-- 3 --
bt26d2f
1DIRECTIVE
CERTIFICAT DE CONFORMITÉ
ESAB AB, Welding Equipment, SE--695 81 Laxå Suède, certifie que la source de courant de soudage
T ig 150i / Tig 200i à partir du numéro de série 620 est conforme à la norme IEC/EN 60974--1 /--3 se-
lon les cinditions de la directive (73/23/CEE) avec additif (93/68/CEE) et à la norme IEC/EN
60974--10 selon les conditions de la directive (89/336/CEE) avec additif (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director Equipment and Automation
ESAB AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2006--05--22
2 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trouvant à
proximité. Les mesures de sécurité doivent répondre aux normes correspondant à c e type d’appareil. Le
contenu de ces recommandations peut être considéré comme un complément à la réglementation ordi-
naire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des opérateurs
habilités. Toute utilisation incorrecte risque de créer une situation anormale pouvant soit blesser l’opéra-
teur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de s oudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protectrices, vête-
ments ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet, etc. pou-
vant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
FR

-- 4 --
bt26d2f
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et brûler la peau
S Se protéger les y eux et la peau. Utiliser un écran s oudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
ESAB fournit t o u s les accessoires et équipements de protection nécessaires
pour le soudage.
ATTENTION!
Lire attentivement le mode d’emploi avant d’installer la
machine et de l’utiliser.
Ne pas utiliser le générateur pour dégeler des canalisations.
ATTENTION!
Ce produit est uniquement destiné au soudage à l’arc.
FR

-- 5 --
bt26d2f
Ne pas jeter les appareils électriques avec les déchets ordinaires !
Conformément à la Directive Européenne 2002/96/EC relative aux déchets d’équipements
électriques ou électroniques (DEEE), et à sa transposition dans la législation nationale,
les appareils électriques doivent être collectés à part et être soumis à un recyclage
respectueux de l’environnement. En tant que propriétaire de l’équipement, vous devriez
vous informer sur les systèmes de collecte approuvés auprès nos représentants locaux.
Appliquer cette Directive Européenne améliorera l’environnement et la santé !
3 INTRODUCTION
Tig 150i/Tig 200i est un générateur de courant conçu pour le soudage MMA à
électrodes enrobées et le soudage T IG.
3.1 Équipement
Tig 150i/Tig 200i est fourni avec un câble d’alimentation et un m anuel d’instructions.
Voir les accessoires ESAB en pag e 19.
4 CARACTÉRISTIQUES TECHNIQUES
Tig 150i Tig 200i
Tension d’alimentation 230V, 1∼ 50/60 Hz 230V, 1∼ 50/60 Hz
Fusible (déclenchement diffé-
ré)
16 A 20 A
Courant primaire I
max.
36 A 36 A
Courant primaire I
eff.
21 A 21 A
Gamme tension/courant
(TIG)
(MMA)
3 A / 10 V --150 A / 16 V
4 A / 20 V --150 A / 26 V
3 A / 10 V -- 200 A / 18 V
4 A / 20 V -- 150 A / 27 V
Intensité maximale TIG au
facteur de marche 25%
facteur de marche 35%
facteur de marche 60%
facteur de marche 100%
150 A / 16 V
120 A / 15 V
95 A / 14 V
200 A / 18 V
180 A / 17 V
140 A / 15,5 V
110A/14,5V
Intensité maximale MMA au
facteur de marche 25%
facteur de marche 35%
facteur de marche 60%
facteur de marche 100%
150 A / 26 V
140 A / 25,5 V
110A/24,5V
90 A / 23,5 V
150 A / 26 V
140 A / 25,5 V
110A/24,5V
90 A / 23,5 V
Facteur de puissance au cou-
rant maximum
0,62 0,62
Rendement au courant maxi-
mum
77 % 79 %
Tension de circuit ouvert 71 -- 78 V 71 -- 78 V
Température de service -- 1 0 ˚C--+40˚C -- 1 0 ˚C--+40˚C
Niveau de pression acousti-
que pondéré A constant
<70 db <70 db
Dimensions (L x l x h) 380 x 180 x 300 mm 380 x 180 x 300 mm
Poid s 9kg 9kg
Catégorie d’étanchéité IP 23C IP 23C
Catégorie d’application
FR

-- 6 --
bt26d2f
Facteur de marche
Le facteur d’intermittence est le temps, exprimé en pourcentage d’une période de 10 minutes, pen-
dant lequel il est possible de souder à une charge déterminée.
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
4.1 Paramétrage
Paramètres Sélection Écart minimum : Valeur par défaut
Méthode de soudage TIG ou MMA -- TIG
2/4 temps 2 temps ou 4 temps -- 2 temps
HF / Liftarct HF ou Liftarc -- HF
Slope--down 0-- 10 s 0,1 s 1,0 s
Post--flux de gaz 0-- 25 s 0,1 s 2,0 s
Courant TIG T ig150i 3 --150 A 1A 100 A
Courant TIG T ig 200i 3 --200 A 1A 100 A
Courant MMA T ig 150i 3 --150 A 1A 60 A
Courant MMA T ig 200i 4 --150 A 2A 100 A
5 INSTALLATION
L’installation doit être assurée par un technicien qualifié.
ATTENTION!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce produit
peut provoquer des interférences parasitaires. C’est la responsabilité de l’utilisateur de prendre
les précautions adéquates.
Attention !
Brancher legénérateur sur le secteur à une impédance réseau de 0.210 ohm ou inférieure. Si l’impédance
réseau est plus élevée, les illuminateurs risquent de clignoter.
5.1 Emplacement
Placer le générateur de telle manière que les tuyères d’entrée et de sortie de l’air de
refroidissement ne soient pas obstruées.
5.2 Plaque signalétique
La plaque signalétique est située sur le panneau arrière ou en dessous du générateur.
FR

-- 7 --
bt26d2f
5.3 Alimentation secteur
Vérifiez que la tension d’alimentation e st corr e cte et que l’installation est protégée
par un fusible approprié. Respectez les normes en vigueur dans chaque pays
concernant la section des câbles d’alimentation. L’installation doit être mise à la
terre, conformément aux réglementations en vigueur.
5.3.1 Calibre d es fusibles et section minimale des câbles
Tig 150i Tig 200i
Tension d’alimentation 230 V ¦10 %, monophasé 230 V ¦10 %, monophasé
Fréquence de réseau 50--60 Hz 50--60 Hz
Fusible (déclenchement différé)
85 A facteur de marche 35%
120 A facteur de marche 20%
150 A facteur de marche 25%
10 A
16 A
20 A*)
10 A
16 A
20 A
Section des câbles d’alimentation 3x2,5mm
2
3x2,5 mm
2
Section des câbles de soudage MMA 16 mm
2
16 mm
2
Section des câbles de soudage TIG 16 mm
2
25 mm
2
*) ATTENTION ! La fiche d’alimentation est agréée pour max. 16 A.
Version pour l’Amérique du Nord : La fiche du câble d’alimentation est agréée pour maximum 18 A.
Version australienne : La fiche du câble d’alimentation est agréée pour maximum 15 A.
Attention !
Les sections de câbles et calibres de fusibles susmentionnés sont conformes aux normes suédoises.
Veillez à respecter les normes locales en vigueur.
FR

-- 8 1 --
bt26d2f
6 UTILISATION
Les prescriptions générales d e sécurité pour l’utilisation de l’équipement figu-
rent en page 76. En prendre connaissance avant d’utiliser l’équipement.
6.1 Appareils de contrôle et connexion
Vérifiez que la tension d’alimentation est correcte et que l’installation est pr otégée
par un fusible approprié.
1 Interrupteur principal 6 Raccord gaz de la torche TIG (--)
2 Connecteur (bouteille de gaz) 7 Connexion pour câble de retour MMA (–)
3 Câble d’alimentation 8 Connecteur câble de courant de soudage MMA (+)
Connexion pour câble de retour TIG (+)
4 Connecteur torche TIG 9 Panneau de commande (voir 6.2)
5 Connecteur gaz torche TIG
7 et 8 servent à connecter le câble d’alimentation du courant de soudage et le câble
de retour pour le soudage MMA
FR

E.
-- 9 --
bt26d2f
6.2 Panneau de commande TA33
Le générateur vérifie les diodes et tous les segments à l’écr an lorsque l’interrupteur
principal est activé. L’écran affiché aussi le type de machine et la version du
programme.
A Diode de mise sous tension (verte) B Affichage des données
C Diode de surchauffe (jaune) D Bouton de réglage des données.
Augmenter (+) ou diminuer (–) la valeur de
la fonction sélectionnée par la touche.
6.2.1 Symboles des fonctions (E --G)
TIG TIG HF 2temps
MMA LiftArct 4temps
G. Descente F. Post--flux de gaz
6.3 Protection contre la surchauffe
Le générateur est pourvu d’un limiteur de surcharge qui se déclenche quand la
température interne est trop élevée ; il interrompt le courant de soudage et allume
un témoin lumineux jaune situé sur l’unité. Le limiteur reprend son état initial
lorsque la température a baissé.
FR

-- 1 0 --
bt26d2f
7 SOUDAGE
7.1 Soudage TIG
Lors d’un soudage T IG, le câble de retour doit être connecté au (+) et la torche T IG
au (--). Si la connexion est inversée, l’électrode au tungstène fond.
7.1.1 2temps
Pré--flux de gaz Temps
de
montée
Temps de de-
scente
Post--flux de
gaz
Processus avec torche de soudage à contrôle 2 temps.
En mode 2temps, une pression sur la gâchette libère le pré--flux de gaz (si cette
fonction est utilisée) et amorce l’arc ( 1). Le courant augmente jusqu’à atteindre la
valeur préréglée (paramétrée par la fonction slope--up, si celle--ci est activée). En
relâchant la gâchette (2), le courant est réduit ( ou la fonction slope--down se
déclenche) et l’arc s’éteint. Le cas échéant, le post--flux de gaz est libéré.
7.1.2 4temps
Pré--flux de gaz Temps
de
montée
Temps de de-
scente
Post--flux de
gaz
Processus avec torche de soudage à contrôle 4 temps.
En mode 4temps, une pression sur la gâchette libère le pré--flux de gaz (si cette
fonction est utilisée). Au terme du pré--flux, le courant atteint le niveau d’allumage
(quelques ampères) et l’ar c jaillit. En relâchant la gâchette ( 2 ) , le courant augm ente
jusqu’à atteindre le niveau préréglé (éventuellement par la fonction slope--up). À la
fin du soudage, l’opérateur enfonce à nouveau la gâchette (3) et le courant retourne
au niveau d’allumage (le cas échéant par la fonction slope--down). En relâchant la
gâchette (4), l’arc s’éteint et le post--flux de gaz est libéré.
FR

-- 1 1 --
bt26d2f
7.1.3 HF
Avec la fonction HF, l’arc est amorcé par une étincelle partant de l’électrode au
tungstène vers le métal de base, créée au moment où l’électrode est approchée de
la pièce à souder.
7.1.4
LiftArct
Pour amorcer l’arc avec la fonction Lift Arc, l’électrode est mise en contact avec la
pièce à souder, puis en est écartée.
Amorçage de l’arc avec la fonction Lift Arc. Étape 1: l’électrode est mise en contact avec la pièce à
souder . Étape 2: la gâchette est enfoncée, ce qui libère un faible courant. Étape 3: l’opérateur
écarte la torche de la pièce à souder : l’arc jaillit et le courant atteint automatiquement le niveau
préréglé.
7.1.5 Post--flux de gaz
Cette fonction permet de régler le temps pendant lequel le gaz inerte est émis après
que l’arc s’est éteint.
7.1.6
Slope down
Le soudage TIG utilise la fonction Slope down (pente descendante), qui réduit
progressivement le courant à la fin du soudage afin d’éviter des cratères ou des
fissures.
Courant
Un courant élevé produit un bain de fusion plus large, avec une meilleur e
pénétration.
La valeur correspondant à l’ampérage peut être toujours modifiée, quel que soit le
menu affiché. Cette valeur ne s’affiche que dans le menu principal.
FR

cmha2p11
cmha2p10
-- 1 2 --
bt26d2f
7.2 Soudage MMA
Tig 150i/Tig 200i fournit un courant direct, permettant de souder la plupart des mé-
taux sur de l’acier allié ou non allié, de l’acier inoxydable et de la fonte.
Tig 150i convient pour la plupart des électrodes enrobées de ∅ 1,6 à ∅ 3,25.
Tig 200i convient pour la plupart des électrodes enrobées de ∅ 1,6 à ∅ 4,0.
Le soudage MMA désigne le soudage à électrodes enrobées. L’arc fait fondre l’électrode
et son enrobage forme un laitier protecteur.
Lorsque l’extrémité de l’électrode est pressée contre le métal à l’amorçage de l’arc,
elle fond et adhère immédiatement au métal, ce qui rend impossible un soudage en
continu.
L’arc doit donc être amorcé de la même manière que l’on frotte une allumette.
Touchez rapidement le métal avec l’électrode, puis levez--la
pour obtenir la longueur d’arc appropriée (environ 2 mm). Un
arc trop long provoque du craquelage et des éclaboussures
avant de s’éteindre complètement.
Si vous travaillez sur une table de soudage, avant d’amorcer
l’arc, vérifiez s’il ne reste pas de résidus métalliques, particules
d’électrodes ou autres objets susceptibles d’isoler la pièce à
souder.
Une fois que l’arc est amorcé, déplacer l’électrode de gauche à
droite. Elle doit former un angle 60˚ avec le métal par rapport
au sens du soudage.
Toutefois, pour des cordons de soudage plus larges ou pour les
soudures épaisses nécessitant plusieurs passages, il convient
de procéder par mouvements latéraux.
8 ENTRETIEN
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de gar antie pour réparer quelque panne que ce soit.
Tig 150i/Tig 200i ne nécessite que peu de maintenance. En général, il suffit de le
nettoyer une fois par an à l’air comprimé, et plus souvent dans les zones sales et
poussiéreuses.
FR

-- 1 3 --
bt26d2f
9 DÉPANNAGE
Avant de faire appel à un technicien spécialisé, vérifier les quelques points suivants :
Type de panne Solution
Pas d’arc. S Vérifier que l’interrupteur ON/OFF est sur ON.
S Vérifier la connexion des câbles de courant de soudage et de
retour.
S Vérifier que la tension sélectionnée est correcte.
Les protections contre les
surcharges thermiques se dé-
clenchent fréquemment.
S Vérifier si les limiteurs de surcharge se sont déclenchés (le
témoin lumineux jaune s’allume sur le panneau de commande).
S Vérifier les fusibles.
La protection contre la surc-
harge thermique se déclenc-
he fréquemment.
S Vérifier que la puissance nominale du générateur n’est pas
dépassée et qu’il n’y a pas de surcharge de l’unité.
Soudage médiocre. S Vérifier la connexion des câbles de courant de soudage et de
retour.
S Vérifier que la tension sélectionnée est correcte.
S Vérifier que les électrodes utilisées sont correctes.
9.1 CODES D’ERREUR
Tig 150i/Tig 200i possède un système de contrôle intégré. Un code s’affiche à
l’écran lorsqu’une erreur se produit.
Si l’un de ces codes d’erreur (Exx) réapparaît au redémarrage de l’unité, le poste à
souder doit être envoyé pour réparation à un agent agréé ESAB.
10 COMMANDEDEPIÈCESDERECHANGE
Tig 150i/Tig 200i est conçue et éprouvée conformément à la norme internationale et
européenne IEC/EN60974--1, 60974--3 et EN 60974--10. Il incombe à l’entreprise chargée
de tout travail de maintenance ou de réparation de s’assurer que le produit demeure
conforme à la norme susmentionnée après leur intervention.
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d’usure ESAB d’origine.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
FR

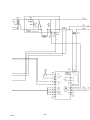
Schéma
-- 1 4 --
Tig150i

-- 1 5 --
Tig150i

Schéma
-- 1 6 --
Tig200i

-- 1 7 --
Tig200i

Tig 150i, Tig 200i
Edition 060523
Numéro de référence
-- 1 8 --
Tig150i/200i
Ordering no. Denomination Type Notes
0459 200 881 Welding power source OrigotTig 150i, TA33 for 230 V
mains voltage
0459 200 887 Welding power source OrigotTig 150I, TA33 for 230 V
mains voltage
Australian version
0459 200 883 Welding power source OrigotTig 200i, TA33 for 230 V
mains voltage
0459 262 990 Spare part list OrigotTig 150i / OrigotTig 200i

Edition 060523
Tig 150i, Tig 200i
Accessoires
-- 1 9 --
Access
MMA welding and return cable kit
(”crocodile” type holder) 0349 501 078................
MMA welding and return cable kit
(”screwe” type holder) 0349 501 079.................
Shoulderstrap
0459 368 880....................................
Trolley small gas bottle
0459 366 880....................................
Tig Torch
(BTF 150 OKC25 0458 218 890.....................

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
060517
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB W elding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Origo™ Tig 150i, Origo™ Tig 200i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB Caddy Tig 150i Manuel utilisateur
-
ESAB Origo™Tig 150 Manuel utilisateur
-
-
ESAB Origo™Arc 150 Manuel utilisateur
-
ESAB Caddy Arc 150 Manuel utilisateur
-
ESAB Origo™ Arc 150i Manuel utilisateur
-
ESAB Caddy Arc 150i A34 Manuel utilisateur
-
ESAB MTA1 CAN, M1 10Prog CAN, AT1 CAN, AT1 CoarseFine CAN, M1, AT1, AT1 CoarseFine, RA 12, RA 23, FS 002 CAN, FS 002 Manuel utilisateur
-
ESAB TXH 120r Manuel utilisateur
-