
0443 424 001 011003
BTE 250M
BTE 500M
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
SVENSKA 3..............................................
DANSK 8................................................
NORSK 13................................................
SUOMI 18................................................
ENGLISH 23..............................................
DEUTSCH 28.............................................
FRANÇAIS 33.............................................
NEDERLANDS 38.........................................
ESPAÑOL 43..............................................
ITALIANO 48..............................................
PORTUGUÊS 53..........................................
ÅËËÇÍÉÊÁ 58.............................................

FRANÇAIS
-- 3 3 --
TOCf
1 SÉCURITÉ 34.........................................................
2 INTRODUCTION 34...................................................
2.1 Caractéristiques techniques 34.................................................
3 INSTALLATION 35....................................................
3.1 Raccordements 36...........................................................
3.2 Choix du fil et de la douille de protection gaz 36..................................
4 MISE EN MARCHE 37.................................................
5 MAINTENANCE 37....................................................
5.1 Tous les jours 37.............................................................
6 ACCESSOIRES 37....................................................
7 COMMANDE DE PIÈCES DÉTACHÉES 37...............................
COTES D’ENCOMBREMENT 63.........................................
LISTE DE PIÈCES DÉTACHÉES 65........................................

-- 3 4 --
dqa2d1fa
1 SÉCURITÉ
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET L E COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB -
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
2 INTRODUCTION
Les torches TIG BTE 250M et BTE 500M sont conçues pour le soudage T IG
manuel. Elles sont refroidies à l’eau.
2.1 Caractéristiques techniques
BTE 250M BTE 500M
Charge permise
avec facteur de marche de 100%
250 A 500 A
Dimensions de fil 1,0; 1,6; 2,4; 3,2 1,6; 2,4; 3,2; 4,0; 4,8; 6,4
Longueur de tuyau 3,8 m 3,8 m
Poid s 1,2 kg 2,8 kg
FR

-- 3 5 --
dqa2d1fa
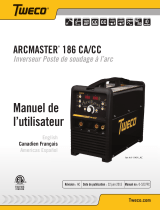
BTE 250M BTE 500M
1 Tuyau avec raccord d’eau 1 Bouton avec arbre et joint torique
2 Câble de courant, avec raccord, refroidi par
eau
2 Corps de torche
3 Tuyau avec raccord de gaz 3 Tuyau avec raccord de gaz
4 Enveloppe pour torche 4 Câble de courant, refroidi par eau, avec
raccord
5 Douille de serrage 5 Tuyau avec raccord d’eau
6 Lentille à gaz 6 Enveloppe de torche
7 Douille de protection gaz 7 Douille de serrage
8 Capot de torche 8 Lentille à gaz
9 Corps de torche 9 Douille de protection gaz
3 INSTALLATION
L’installation d o it être assurée p ar un technicien q u alifié.
ATTENTION!
Pièces rotatives -- risque d’accident.
FR

-- 3 6 --
dqa2d1fa
3.1 Raccordements
A Eau
B Gaz
dqa2cb01
3.2 Choix du fil et de la douille de protection gaz
S Fils pour soudage TIG
Lors du soudage TIG, trois types différents de fil sont principalement utilisés:
S électrodes en tungstène pur
S électrodes en tungstène thorié
S électrodes en tungstène avec un alliage en zirconium
En alliant l’électrode en tungstène à 1% à 2% de thorium ou de zirkonium, le
refoulement d’électrons est amplifié, ce qui permet un meilleur amorçage, et, par
là, une am élior a tion de la stabilité de l’arc. Les électrodes en tungstène avec un
alliage ont une durée de vie supérieure, supportent des tensions plus
importantes et ont moins tendance à provoquer des inclusions de tungstène
dans la soudure.
S Electrodes en tungstène pur
utilisées lor s du soudage d’alliages en mé taux légers. Lors du soudage,
l’extrémité du fil doit être arrondie. Le point de fusion est à environ 3400_C.
S Electrodes en tungstène thorié
le plus souvent utilisées lors du soudage au cour ant continu d’acier
inoxydable, d’acier, d’étain, de titane etc. Lors du soudage, l’extrémité du fil
doit être pointue. Le point de fusion est à environ 4000_C.
S Electrodes en tungstène avec un alliage en zirconium
utilisées lor s du soudage au courant alternatif de métaux légers, tels
l’aluminium et le magnésium. Lors du soudage, l’extrémité du fil doit être
arrondi. Le point de fusion est à environ 3800_ C.
FR

-- 3 7 --
dqa2d1fa
Diamètres
électrodes
Douilles de pro-
tection gaz
Electrodes en
tungstène pur
Electrodes en
tungstène
thorié
Electrodes en
tungstène avec
alliage en zirco-
nium
1,0 mm 4, 5 15--80 A 15--80 A --
1,6 mm 4, 5, 6 50--100 A 70--150 A 80--250 A
2,4 mm 6, 7, 8 100--160 A 140--235 A 150--250 A
3,2 mm 7, 8 150--210 A 220--325 A 240--350 A
4,0 mm 8, 10 200--275 A 300--425 A 400--500 A
4,8 mm 10, 12 -- -- --
6,4 mm 12 -- -- --
4 MISE EN MARCHE
Les prescriptions g énérales de sécurité pour l’u tilisatio n d e l’éq u ip ement figu-
rent en page 34. En prendre connaissance avant d’utiliser l’équipement.
S Affûter l’électrode en tungstène en fonction du tableau ci--dessous.
NOTER que l’électrode en tungstène doit être affûtée dans le sens de sa
longueur. Si l’affûtage est incorrect, l’arc peut s’avérer instable.
En augmentant le courant de soudage, il faut augmenter l’angle.
Courant de soudage Angle d’électrode
20 A 30°
20--100 A 30°-- 9 0 °
100--200 A 90°--120°
plus de 200 A 120°
S Contrôler le flux d’eau au niveau du conduit de retour du dispositif de
refroidissement.
5 MAINTENANCE
NOTA.
Toutes les conditions de garantie du fournisseur de la machine cessent de
s’appliquer dans le cas où le propr iétaire ou l’utilisateur de l’équipem ent entr eprend
une quelconque intervention de dépannage de la machine en dehors du contrat de
maintenance.
5.1 Tous les jours
Contrôler que tous les câbles et les tuyaux sont intacts.
6 ACCESSOIRES
Jeu de câbles pour le raccordement d’une torche BTE d’une variante antérieure à Protig0443 640 882
7 COMMANDE DE PIÈCES DÉTACHÉES
Les pièces de rechange peuvent être commandées auprès du représentant ESAB le
plus proche -- voir en dernière page du manuel. Pour une livraison rapide et correc-
te, prière d’indiquer dans toute commande le type et le numéro de série des machi-
nes, ainsi que les désignations et références conformément à la liste des pièces de
rechange.
FR
dqa2ib01
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7







ESAB BTE 250M, BTE 500M Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB BTE 250M, BTE 500M Manuel utilisateur
-
-
ESAB STA, STB A25 STA, A25 STB Manuel utilisateur
-
-
-
 Tweco ARCMASTER® 186 AC/DC Inverter Arc Welder Manuel utilisateur
Tweco ARCMASTER® 186 AC/DC Inverter Arc Welder Manuel utilisateur
-
ESAB BTF 150 OKC25C Manuel utilisateur
