ESAB Warrior™500i CC/CV Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

Canadian français
- 19 -
TOCca
1 SÉCURITÉ 21.........................................................
2 INTRODUCTION 23...................................................
2.1 Équipement 23...............................................................
3 DONNÉES TECHNIQUES 24...........................................
4 INSTALLATION 25....................................................
4.1 Instructions relatives au levage 25..............................................
4.2 Emplacement 25.............................................................
4.3 Alimentation secteur 26.......................................................
5 FONCTIONNEMENT 28................................................
5.1 Connexions et dispositifs de commande 29......................................
5.2 Connexion des câbles de soudage et de retour 30................................
5.3 Mise sous/hors tension de la source d'alimentation principale 30....................
5.4 Commande des ventilateurs 30................................................
5.5 Symboles et fonctions 31......................................................
6 MAINTENANCE 33....................................................
6.1 Source d'alimentation 34......................................................
6.2 Pistolet et chalumeau de soudage 34...........................................
7 DÉTECTION DES DÉFAUTS 35........................................
8 COMMANDE DE PIÈCES DE RECHANGE 35............................
SCHÉMA 53.............................................................
NUMÉRO DE COMMANDE 54.............................................
ACCESSOIRES 55.......................................................
La page est en cours de chargement...

© ESAB AB 2013
- 21 -
bu22ca
1 SÉCURITÉ
Il incombe à l'utilisateur d'un équipement ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système ou se trouvant à proxi
mité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type
d'appareil. Le contenu de ces recommandations peut être considéré comme un complément à
la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appareil doit être conforme au mode d'emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou
vant soit blesser l'opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître :
S sa mise en service
S l'emplacement de l'arrêt d'urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage et de coupage
2. L'opérateur doit s'assurer :
S que personne ne se trouve dans la zone de travail de l'équipement au moment de sa mise en
service.
S que personne n'est sans protection lorsque l'arc est amorcé.
3. Le poste de travail doit être :
S conforme au type de travail.
S non soumis à des courants d'air.
4. Protection personnelle
S Toujours utiliser l'équipement de protection individuelle recommandé : lunettes, vêtements
ignifuges, gants, etc.
S Éviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s'accrocher en cours d'opération ou occasionner des brûlures.
5. Divers
S S'assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l'incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d'entretien en cours de marche.
6 Référence
S CAN/SA-W117.2-06 Sécurité du soudage, de la découpe et procédés liés
CAN
La page est en cours de chargement...

© ESAB AB 2013
- 23 -
bu22ca
Ce produit est uniquement destiné au soudage à l'arc.
PRUDENCE!
Les équipements de «Class A» ne sont pas conçus pour un usage
résidentiel alimenté par de la basse tension. Dans ce cas, des
problèmes de compatibilité électromagnétique des équipements
de «Class A» peuvent se produire en raison de perturbations liées
à la conduction et au rayonnement.
PRUDENCE!
ESAB fournit tous les accessoires et équipements de protection nécessaires
pour le soudage.
2 INTRODUCTION
Warrior 500i CC/CV est une source d'alimentation de soudage conçue non
seulement pour les procédés MIG/MAG, mais également pour les procédés au fil
fourré à poudre (FCAW-S), à électrode de tungstène (TIG), à l'électrode enrobée
(MMA) et pour le gougeage arc-air.
La source d'alimentation est destinée à être utilisée avec les dévidoirs suivants :
S Warrior Feed 304
S Mobile Feed 300
Voir les accessoires ESAB en page 55.
2.1 Équipement
La source d'alimentation est livrée avec les éléments suivants :
S Câble de retour de 5 m avec serre-câble
S Manuel d'utilisation
CAN

© ESAB AB 2013
- 24 -
bu22ca
3 DONNÉES TECHNIQUES
Warrior 500i CC/CV
Tension d'alimentation 380V; 440V; 460V: 575V $10%, 3
50/60Hz
Courant primaire
I
max
MIG
I
max
TIG
I
max
MMA
38A
31A
38A
Consommation d'énergie sans charge en mode
d'économie d'énergie
6,5 min. après soudage 40W
Domaine de réglage
Caractéristique statique plate GMAW - MIG
Caractéristique statique tombante GTAW - TIG
Caractéristique statique tombante SMAW - MMA
16A/15V-500A/39V
5A/10V-500A/30V
16A/20V-500A/40V
Charge admissible à MIG/MAG
60 % du facteur de marche
100 % du facteur de marche
500A/39V
400A/34V
Charge admissible à TIG
60 % du facteur de marche
100 % du facteur de marche
500A/30V
400A/26V
Charge admissible à MMA
60 % du facteur de marche
100 % du facteur de marche
500A/40V
400A/36V
Facteur de puissance au courant maximal
MIG/MAG
TIG
MMA
0,87
0,83
0,87
Efficacité au courant maximal
MIG/MAG
TIG
MMA
90%
88%
90%
Types d'électrodes Basique
Rutile
Cellulosique
Tension en circuit ouvert sans fonction VRD 84Vc.c.
Puissance apparente au courant maximal 31.7 kVA
Puissance active au courant maximal 22.6 kW
Température de fonctionnement De -50 à 104 °F (de -10 à 40 °C)
Température de transport De -68 à 131 °F (de -20 à 55 °C)
Pression acoustique constante au ralenti <70dB (A)
Dimensions L x l x h 28,1 x 12,8 x 18,5"
(712 x 325 x 470mm)
Poids (la source d´alimentation) 115,7lbs (52,5kg)
Classe d'isolation H
Indice de protection IP 23
Classe d'application
CAN

© ESAB AB 2013
- 25 -
bu22ca
Facteur de marche
Le facteur d'intermittence est le temps, exprimé en pourcentage d'une période de 10 minutes,
pendant lequel il est possible de souder ou de couper à une charge déterminée. Le facteur de
marche est valable à 40° C / 104° F.
Classe de protection
Le code IP indique la classe de protection, c'est-à-dire le degré d'étanchéité à l'eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l'intérieur et à l'extérieur.
Classe d'utilisation
Le symbole signifie quelle unité d'alimentation est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
4 INSTALLATION
L'installation doit être assurée par un technicien qualifié.
4.1 Instructions relatives au levage
Arrimez l’équipement – surtout si le sol est irrégulier
ou en pente.
Si l'équipement et placé sur une surface ayant un angle
d'inclinaison supérieur à 10°, un basculement peut
survenir. Des dommages personnels
et/ ou des dommages matériels conséquents sont
possibles.
AVERTISSEMENT
4.2 Emplacement
Placez la source d'alimentation de soudage de sorte que ses entrées et sorties d'air
de refroidissement ne soient pas obstruées.
CAN

© ESAB AB 2013
- 26 -
bu22ca
4.3 Alimentation secteur
Alimentation électrique requise
Les équipements à grande puissance peuvent, vu l'importance du courant primaire requis,
influencer la qualité de la grille de puissance. C'est pourquoi, pour certains types d'équipements
(voir les caractéristiques techniques), des restrictions ou exigences relatives à l'impédance
maximale admissible ou à la puissance d'alimentation minimale requise peuvent être appliquées
au point d'interface avec le réseau public. Dans ce cas, il incombe à l'installateur ou à l'utilisateur
de vérifier auprès du gestionnaire de réseau de distribution si l'équipement peut être connecté.
Assurez-vous que la source d'alimentation de soudage est branchée à la tension
d'alimentation appropriée et qu'elle est protégée par le calibre de fusible adéquat.
Une mise à la terre de protection doit être effectuée dans le respect des
réglementations.
Plaque signalétique avec données relatives
au branchement d'alimentation
Tailles de fusible recommandées et section minimale des câbles
Warrior 500i CC/CV
Tension d'alimentation 380V 3 50/60Hz 440V 3 50/60Hz
Section des câbles
d'alimentation 4C 8Awg / 4G 6mm
2
4C 8Awg / 4G 6mm
2
Courant de phase I
eff
30A 28A
Fusible
contre les surtensions
disjoncteur électrique
miniature (MCB) de
type C
35A
32A
35A
32A
Warrior 500i CC/CV
Tension d'alimentation 460V 3 50/60Hz 575V 3 50/60Hz
Section des câbles
d'alimentation 4C 8Awg / 4G 6mm
2
4C 8Awg / 4G 6mm
2
Courant de phase I
eff
28A 24A
Fusible
contre les surtensions
disjoncteur électrique
miniature (MCB) de
type C
35A
32A
25A
25A
Attention ! La section des câbles d'alimentation et les calibres de fusibles mentionnés ci-dessus
sont conformes aux normes suédoises. Prière de respecterles normes locales en vigueur.
CAN

© ESAB AB 2013
- 27 -
bu22ca
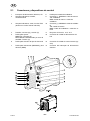
Instructions de connexion
La source d'alimentation est connectée en usine à une tension de 460 V. Si une
autre tension d'alimentation est requise, le câble sur le circuit imprimé doit être retiré
et placé sur la broche appropriée. Voir l'image ci-dessus. Cette opération doit être
effectuée par des personnes possédant les connaissances appropriées en matière
d'électricité.
Installation du câble d'alimentation
Un câble d'alimentation doit être installé. Dès lors, il est important que la mise à la
terre soit effectuée correctement sur la plaque inférieure. Pour connaître l'ordre de
placement des rondelles, écrous et vis, se reporter à l'image ci-dessus.
CAN


© ESAB AB 2013
- 29 -
bu22ca
5.1 Connexions et dispositifs de commande
1 Commutateur de l'alimentation, O/I
(sortie/entrée)
8 Bouton pour sélectionner le procédé de
soudage
2 Voyant, jaune, surchauffe 9 Connexion (-) : MIG/MAG : câble de retour
TIG : chalumeau de soudage
MMA : câble de retour ou de soudage
3 Voyant, vert, fonction VRD (tension en
circuit ouvert réduite)
10 Connexion (+) : MIG/MAG : câble de
soudage
TIG : câble de retour
MMA : câble de soudage ou de retour
4 Affichage, courant (A) et tension (V) 11 Disjoncteur, 10 A, 42 V
5 Bouton pour réglage :
MMA/TIG/gougeage arc-air : courant (A)
Mode Mobile Feed : tension (V)
12 Connexion du dévidoir
6 Bouton pour sélectionner le type
d'électrode
13 Connexion de la télécommande (facultatif)
7 Bouton pour sélectionner l'inductance
(MIG/MAG) et la force de l'arc (MMA)
14 Connexion de l'alimentation
CAN

© ESAB AB 2013
- 30 -
bu22ca
5.2 Connexion des câbles de soudage et de retour
La source d'alimentation a deux sorties, une borne positive (+) et une borne négative
(-), pour la connexion des câbles de soudage et de retour. La sortie à laquelle est
connecté le câble de soudage dépend du procédé de soudage ou du type d'élect
rode utilisé.
Connecter le câble de retour à la sortie sur la source d'alimentation. Fixer la pince de
contact du câble de retour à la pièce de soudage et s'assurer que le contact entre la
pièce de soudage et la sortie du câble de retour sur la source d'alimentation est
adéquat.
Pour un soudage MMA, le câble de soudage peut être connecté à la borne positive
(+) ou négative (-) selon le type d'électrode utilisé. La polarité de branchement est
indiquée sur l'emballage de l'électrode.
5.3 Mise sous/hors tension de la source d'alimentation principale
Pour mettre le secteur sous tension, tourner le commutateur en position « I », voir 1
a chapitre 5.1.
Pour mettre la source d'alimentation hors tension, tourner le commutateur en
position « O ».
Que l'alimentation électrique soit interrompue ou que la source d'alimentation soit
mise hors tension normalement, les données relatives au soudage sont stockées de
façon à être disponibles lors de la prochaine mise sous tension de l'unité.
5.4 Commande des ventilateurs
La source d'alimentation dispose d'une minuterie grâce à laquelle les ventilateurs
continuent de fonctionner pendant 6,50 minutes après la fin du soudage et la source
d'alimentation bascule en mode d'économie d'énergie. Les ventilateurs redémarrent
lorsque le soudage reprend.
CAN

© ESAB AB 2013
- 31 -
bu22ca
5.5 Symboles et fonctions
Emplacement de
l'anneau de levage
VRD
Voltage Reducing Device
(dispositif de réduction
de la tension)
Protection contre la
surchauffe
Basic
Électrode basique
Rutile
Électrode rutile
Cel
Électrode cellulosique
Force de l'arc Inductance
Soudage TIG (Live TIG) Gougeage arc-air
Soudage MMA Soudage MIG/MAG
Dévidoir
Mobile Feed CV
(Tension constante)
Mise à la terre
VRD (Voltage Reducing Device, dispositif de réduction de la tension)
La fonction VRD veille à ce que la tension en circuit ouvert ne dépasse pas les 35 V
lorsqu'aucun soudage n'est en cours. Le voyant VRD allumé signifie que la fonction
est activée.
La fonction VRD se bloque lorsque le système détecte qu'une opération de soudage
a commencé.
Pour activer cette fonction, contactez un technicien de maintenance ESAB agréé.
Protection contre la surchauffe
La source d'alimentation de soudage dispose d'une protection contre la surchauffe si
la température devient trop importante. Si tel est le cas, le courant de soudage est
interrompu et le voyant de surchauffe s'allume.
La protection contre la surchauffe se réinitialise automatiquement dès que la
température chute, tout en restant dans la plage de température normale de travail.
Force de l'arc
La force de l'arc est cruciale pour déterminer les variations de courant dues à un
changement de longueur d'arc. Une valeur basse produira un arc plus calme et
moins de projections.
Cela s'applique uniquement au soudage MMA.
CAN

© ESAB AB 2013
- 32 -
bu22ca
Inductance
Une inductance élevée produira un bain de fusion plus large et moins de projections.
Une inductance basse produira un son plus fort, mais un arc stable et concentré.
Cela s'applique uniquement au soudage MIG/MAG.
Soudage TIG
Le soudage TIG consiste à faire fondre le métal de la pièce de soudage à l'aide d'un
arc amorcé par une électrode de tungstène, laquelle ne fond pas. Le bain de fusion
et l'électrode sont entourés par une protection gazeuse.
Pour le soudage TIG, la source d'alimentation de soudage doit être complétée par
les éléments suivants :
S un chalumeau avec soupape de gaz
S une bouteille d'argon
S un régulateur de gaz argon
S une électrode de tungstène
« Live TIG-start »
Au «Live TIG-start »(point de départ Live TIG), l'électrode de tungstène est placée
contre la pièce de soudage. Lorsque l'électrode est éloignée de la pièce de soudage,
l'arc s'amorce à un niveau de courant limité.
Gougeage arc-air
Le gougeage arc-air nécessite l'utilisation d'une électrode spéciale, composée d'une
tige carbone gainée de cuivre.
Un arc se forme entre la tige carbone et la pièce de soudage, ce qui fait fondre le
matériau. Le matériau fondu est soufflé par l'air pressurisé.
Pour le gougeage arc-air, la source d'alimentation doit être complétée par les
éléments suivants:
S Torche arc-air
S Air pressurisé
Recommendation pour le gougeage
Électrode Ø Tension Min. Tension Max. Électrode Extension
6mm (1/4") 36V 49V 50 76mm
(2 3")
8mm (5/16") 39V 52V
10mm (3/8") 43V 52V
CAN

© ESAB AB 2013
- 33 -
bu22ca
Soudage MMA
Le soudage MMA est également appelé « soudage à l'électrode enrobée ». L'amorçage
de l'arc fait fondre l'électrode, et son enrobage forme un laitier protecteur.
Pour le soudage MMA, la source d'alimentation doit être complétée par les éléments
suivants:
S câble de soudage avec pince porte-électrode
S câble de retour avec serre-câble
MIG/MAG et soudage au fil autoblindé
Un arc fait fondre un fil fourni en continu. Le bain de fusion est protégé par une
protection gazeuse.
Pour le soudage MIG/MAG et le soudage au fil autoblindé, la source d'alimentation
doit être complétée par les éléments suivants :
S dévidoir
S pistolet de soudage
S câble de connexion entre la source d'alimentation et le dévidoir
S bouteille de gaz
S câble de retour
6 MAINTENANCE
La maintenance régulière est d'une importance capitale pour garantir un
fonctionnement fiable et sécurisé.
Seul le personnel possédant les compétences appropriées en matière d'électricité
(personnel agréé) est autorisé à enlever les plaques de sécurité.
La garantie du fabricant cesse d'être valable si le matériel a été ouvert par
l'utilisateur pendant la période de garantie pour réparer quelque panne que ce soit.
PRUDENCE!
CAN

© ESAB AB 2013
- 34 -
bu22ca
6.1 Source d'alimentation
Vérifier régulièrement que la source d'alimentation de soudage n'est pas obstruée
par la saleté.
La fréquence et les méthodes de nettoyage dépendent des facteurs suivants :
S du procédé de soudage
S des durées de l'arc
S de la disposition
S du milieu environnant
En règle générale, il est suffisant de nettoyer la source d'alimentation à l'air
comprimé sec (pression réduite) une fois par an.
Sinon, les entrées et sorties d'air obstruées ou bloquées entraîneraient une
surchauffe de l'appareil.
6.2 Pistolet et chalumeau de soudage
La mise en place d'un programme d'entretien et de maintenance régulier permet de
réduire les temps d'arrêt inutiles et coûteux.
À chaque changement de bobine de fil, le pistolet de soudage doit être retiré du
dévidoir et nettoyé à l'air comprimé.
L'extrémité du fil ne doit pas être pointue ou tranchante lorsqu'elle est insérée dans
le guide-fil.
Pour obtenir des informations détaillées, consultez les manuels d'utilisation des
pistolets et chalumeaux de soudage.
CAN

© ESAB AB 2013
- 35 -
bu22ca
7 DÉTECTION DES DÉFAUTS
Avant de demander l'intervention d'un technicien de maintenance agréé, effectuer
les vérifications et inspections détaillées ci-dessous.
Type de défaut Action corrective
Absence d'arc S Vérifier que l'interrupteur de l'alimentation
secteur est activé.
S Vérifier que les câbles d'alimentation, de
soudage et de retour sont bien connectés.
S Vérifier que la valeur du courant définie est
adéquate.
S Vérifier les fusibles de l'alimentation.
Le courant de soudage est interrompu pendant le
processus de soudage.
S Vérifier si la protection contre la surcharge
est déployée (voir à l'avant).
S Vérifier les fusibles de l'alimentation.
S Vérifiez que les câbles de mise à la masse
sont correctement fixés.
La protection contre la surchauffe se déclenche
souvent.
S S'assurer de ne pas dépasser les données
nominales pour la source d'alimentation (en
d'autres termes, vérifier que l'unité n'est pas
surchargée).
Performances de soudage médiocres. S Vérifier que les câbles de soudage et de
retour sont correctement branchés.
S Vérifier que la valeur du courant définie est
adéquate.
S Vérifier que le fil ou l'électrode utilisé(e) est
adéquat(e).
S Vérifier les fusibles de l'alimentation.
8 COMMANDE DE PIÈCES DE RECHANGE
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d'usure ESAB d'origine.
Warrior 500i CC/CV est conçu et testé dans le respect des normes internationales CEI/ 609741,
des normes canadiennes CAN/CSAE609741:11 et des normes américaines ANSI/IEC
60974-1:2008.
Une fois les tâches d'entretien ou de réparation terminées, il relève de la responsabilité de la ou
des personnes ayant réalisé ces tâches de s'assurer que le produit continue de satisfaire aux
normes précitées.
Lors des commandes de pièces de rechange, mentionner le numéro et la
désignation, comme illustré dans la liste de pièces de rechange. Toujour renseigner
la série ou le numéro de série de l´unité sur laquelle les parties doivent être utilisées.
Le numéro de série est gravé sur la plaque signalétique.
CAN
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58


























































ESAB Warrior™500i CC/CV Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
- English: ESAB Warrior™500i CC/CV User manual
- español: ESAB Warrior™500i CC/CV Manual de usuario
Documents connexes
-
ESAB Warrior™ 500i cc/cv Manuel utilisateur
-
-
-
-
-
ESAB Warrior™ Feed 304 Manuel utilisateur
-
ESAB Warrior™ 750i CC/CV Manuel utilisateur
-
ESAB Mig U5000i Manuel utilisateur
-
ESAB EMP 215ic Manuel utilisateur
-