Miller Millermatic 350 Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
Ce manuel convient également à

MIG
MIG−pulsé
Soudage fil fourré
(avec ou sans gaz)
Source d’Alimentation pour le Soudage
à l’Arc
Dévidoir
Millermatic 350 et
Millermatic 350P
Description
R
OM-1327/fre 213 814AG
2011−02
R
Procédés
www.MillerWelds.com
MANUEL DE L’UTILISATEUR

Félicitations et merci d’avoir choisi Miller. Dès maintenant, vous pouvez fai-
re votre travail, comme il faut. Nous savons que vous n’avez pas le temps de
faire autrement.
C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à
souder à l’arc en 1929, s’efforçait de fournir des produits de qualité
supérieure destinés à offrir des performances optimales pendant de longues
années. Comme vous, ses clients exigeaient les meilleurs produits disponible
sur le marché.
Aujourd’hui, la tradition continue grâce aux gens qui fabriquent et vendent
les produits Miller. L’engagement de fournir le matériel et le service
répondant aux même exigences rigoureuses de qualité et de valeur qu’en
1929 demeure inchangé.
Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos
produits Miller. Veuillez prendre le temps de lire les précautions de sécurité.
Elles vous aident à vous protéger contre des dangers éventuels au travail.
Miller vous permet une installation rapide et l’exploitation facile.
Convenablement entretenu, le matériel Miller vous
assure des performances fiables pendant de longues
années. Si la réparation de l’appareil s’avère
nécessaire, le chapitre sur le dépannage vous aide à
faire un diagnostic rapide. En vous référant ensuite
à la liste des pièces détachées, vous pouvez trouver
exactement la (les) pièce(s) nécessaire(s) au
dépannage. Vous trouverez également les
informations concernant la garantie et l’entretien
de votre appareil.
Miller est le premier
fabricant de matériel de
soudage aux États-Unis à
être certifié conforme au
système d’assurance du
contrôle de la qualité ISO
9001:2000.
Miller Electric fabrique une gamme complète
de machines à souder et d’équipements liés au
soudage. Pour des renseignements sur les autres produits Miller,
adressez-vous à votre distributeur local Miller pour obtenir le catalogue le
plus récent sur toute la gamme, ou les feuilles techniques de chaque produit.
Miller, votre partenaire soudage!
Chaque source de
soudage Miller bénéficie
d’une garantie “sans
soucis”

Table des matières
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION 1..........................
1-1. Symboles utilisés 1....................................................................
1-2. Dangers relatifs au soudage à l’arc 1.....................................................
1-3. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance 3.....
1-4. Proposition californienne 65 Avertissements 4..............................................
1-5. Principales normes de sécurité 5.........................................................
1-6. Informations relatives aux CEM 5........................................................
SECTION 2 − INSTALLATION 7................................................................
2-1. Spécifications 7.......................................................................
2-2. Facteur de marche et surchauffe 7.......................................................
2-3. Courbes caractéristiques volts-ampères 8.................................................
2-4. Bornes de sortie de soudage et choix de la dimension des câbles 9............................
2-5. Branchement aux bornes de sortie du câble de soudage 10...................................
2-6. Installation du câble de retour de courant 10................................................
2-7. Installation du support de torche/câble 11...................................................
2-8. Installation du câble de torche 11..........................................................
2-9. Raccordement des pistolets Spoolmatic) 15A ou 30A 12.....................................
2-10. Raccordement des torches XR Edge, XR-A Gun, XR-A Python ou XR - Aluma-Pro 13.............
2-11. Réglage de la polarité appropriée au type de fil 14............................................
2-12. Installation de l’alimentation en gaz 15.....................................................
2-13. Montage de la bobine de fil et réglage de la tension de l’arbre du porte-bobine 16..................
2-14. Guide d’installation électrique 16..........................................................
2-15. Réglage de l’appareil à la tension d’alimentation appropriée ( modèle 200/230/460 volts seulement ) 17
2-16. Emplacement du numéro de série et de la plaque signalétique 18...............................
2-17. Choix de l’emplacement de l’appareil et branchement à une alimentation triphasé 18...............
2-18. Choix de l’emplacement de l’appareil et branchement à une alimentation monophasée 19..........
2-19. Installation du fil à souder pour la torche MIG 20.............................................
2-20. Installation du fil à souder pour la torche XR Edge, XR-A Gun, XR-A Python ou XR - Aluma-Pro 21..
2-21. Installation du fil à souder pour les torches et pistolets de la série XR 22.........................
SECTION 3 − FONCTIONNEMENT 23...........................................................
3-1. Commandes 23........................................................................
3-2. Mode MIG 23..........................................................................
3-3. Mode Jog 24...........................................................................
3-4. Statut de soudage 24....................................................................
3-5. Torches MIG à la demande 24............................................................
3-6. Réglage de la tension en mode MIG pulsé 24...............................................
3-7. Pistolets MIG pulsé à la demande 24......................................................
3-8. Économiseur de tube-contact 24..........................................................
3-9. Paramètres de soudage en modes MIG 26..................................................
3-10. Paramètres de soudage en modes MIG pulsé 27............................................
SECTION 4 − PROGRAMMING 28..............................................................
4-1. Mode de soudage MIG 28................................................................
4-2. Mode de soudage MIG pulsé 29...........................................................
4-3. Temporisateurs 30......................................................................
4-4. Fonctions temps d’arc « Arc Times », nombre d’amorçages « Arc Starts », amorçage instantané « Hot
Start » ( MIG pulsé sur aluminium seulement ) et remplissage de cratère « Crater Fill » 31..........
4-5. Réglage des paramètres « Hot Start » ( MIG pulsé sur aluminium seulement ) 32.................
4-6. Réglage du remplissage de cratère « Crater Fill » 33.........................................
4-7. Paramètres recommandés de remplissage de cratère 34......................................
4-8. Réinitialisation du système 36............................................................
4-9. Fonction étalonnage du moteur 37.........................................................
4-10. Réglage du couple du moteur de poussée (SUP) 38..........................................

Table des matières
SECTION 5 − MAINTENANCE ET DIAGNOSTIC DE PANNES 39....................................
5-1. Entretien courant 39.....................................................................
5-2. Surchauffe 39..........................................................................
5-3. Mesure de la tension aux bornes des condensateurs 40......................................
5-4. Montage des galets d’entraînement et du guide-fil d’entrée 41..................................
5-5. Messages d’aide « Help » 42.............................................................
5-6. Diagnostic de pannes 44.................................................................
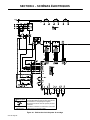
SECTION 6 − SCHÉMAS ÉLECTRIQUES 46......................................................
SECTION 7 − LISTE DES PIÈCES DÉTACHÉES 48................................................
GARANTIE
LISTE COMPLÈTE DES PIÈCES DÉTACHÉES − www.MillerWelds.com

OM-1327 Page 1
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION
fre_som_2010−03
7
Se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes.
1-1. Symboles utilisés
DANGER! − Indique une situation dangereuse qui si on
l’évite pas peut donner la mort ou des blessures graves.
Les dangers possibles sont montrés par les symboles
joints ou sont expliqués dans le texte.
Indique une situation dangereuse qui si on l’évite pas
peut donner la mort ou des blessures graves. Les dan-
gers possibles sont montrés par les symboles joints ou
sont expliqués dans le texte.
NOTE − Indique des déclarations pas en relation avec des blessures
personnelles.
. Indique des instructions spécifiques.
Ce groupe de symboles veut dire Avertissement! Attention! DANGER
DE CHOC ELECTRIQUE, PIECES EN MOUVEMENT, et PIECES
CHAUDES. Consulter les symboles et les instructions ci-dessous y
afférant pour les actions nécessaires afin d’éviter le danger.
1-2. Dangers relatifs au soudage à l’arc
Les symboles représentés ci-dessous sont utilisés dans ce ma-
nuel pour attirer l’attention et identifier les dangers possibles. En
présence de l’un de ces symboles, prendre garde et suivre les
instructions afférentes pour éviter tout risque. Les instructions
en matière de sécurité indiquées ci-dessous ne constituent
qu’un sommaire des instructions de sécurité plus complètes
fournies dans les normes de sécurité énumérées dans la Sec-
tion 1-5. Lire et observer toutes les normes de sécurité.
Seul un personnel qualifié est autorisé à installer, faire fonc-
tionner, entretenir et réparer cet appareil.
Pendant le fonctionnement, maintenir à distance toutes les
personnes, notamment les enfants de l’appareil.
UNE DÉCHARGE ÉLECTRIQUE peut
entraîner la mort.
Le contact d’organes électriques sous tension peut
provoquer des accidents mortels ou des brûlures
graves. Le circuit de l’électrode et de la pièce est
sous tension lorsque le courant est délivré à la
sortie. Le circuit d’alimentation et les circuits inter-
nes de la machine sont également sous tension
lorsque l’alimentation est sur Marche. Dans le mode
de soudage avec du fil, le fil, le dérouleur, le bloc de
commande du rouleau et toutes les parties métalli-
ques en contact avec le fil sont sous tension
électrique. Un équipement installé ou mis à la terre
de manière incorrecte ou impropre constitue un
danger.
D Ne pas toucher aux pièces électriques sous tension.
D Porter des gants isolants et des vêtements de protection secs et
sans trous.
D S’isoler de la pièce à couper et du sol en utilisant des housses ou
des tapis assez grands afin d’éviter tout contact physique avec la
pièce à couper ou le sol.
D Ne pas se servir de source électrique à courant électrique dans les
zones humides, dans les endroits confinés ou là où on risque de
tomber.
D Se servir d’une source électrique à courant électrique UNIQUE-
MENT si le procédé de soudage le demande.
D Si l’utilisation d’une source électrique à courant électrique s’avère
nécessaire, se servir de la fonction de télécommande si l’appareil
en est équipé.
D D’autres consignes de sécurité sont nécessaires dans les condi-
tions suivantes : risques électriques dans un environnement
humide ou si l’on porte des vêtements mouillés ; sur des structures
métalliques telles que sols, grilles ou échafaudages ; en position
coincée comme assise, à genoux ou couchée ; ou s’il y a un risque
élevé de contact inévitable ou accidentel avec la pièce à souder ou
le sol. Dans ces conditions, utiliser les équipements suivants,
dans l’ordre indiqué : 1) un poste à souder DC à tension constante
(à fil), 2) un poste à souder DC manuel (électrode) ou 3) un poste à
souder AC à tension à vide réduite. Dans la plupart des situations,
l’utilisation d’un poste à souder DC à fil à tension constante est re-
commandée. En outre, ne pas travailler seul !
D Couper l’alimentation ou arrêter le moteur avant de procéder à l’in-
stallation, à la réparation ou à l’entretien de l’appareil. Déverrouiller
l’alimentation selon la norme OSHA 29 CFR 1910.147 (voir nor-
mes de sécurité).
D Installer le poste correctement et le mettre à la terre convenable-
ment selon les consignes du manuel de l’opérateur et les normes
nationales, provinciales et locales.
D Toujours vérifier la terre du cordon d’alimentation. Vérifier et
s’assurer que le fil de terre du cordon d’alimentation est bien
raccordé à la borne de terre du sectionneur ou que la fiche du
cordon est raccordée à une prise correctement mise à la terre.
D En effectuant les raccordements d’entrée, fixer d’abord le conduc-
teur de mise à la terre approprié et contre-vérifier les connexions.
D Les câbles doivent être exempts d’humidité, d’huile et de graisse;
protégez−les contre les étincelles et les pièces métalliques
chaudes.
D Vérifier fréquemment le cordon d’alimentation afin de s’assurer
qu’il n’est pas altéré ou à nu, le remplacer immédiatement s’il l’est.
Un fil à nu peut entraîner la mort.
D L’équipement doit être hors tension lorsqu’il n’est pas utilisé.
D Ne pas utiliser des câbles usés, endommagés, de grosseur insuffi-
sante ou mal épissés.
D Ne pas enrouler les câbles autour du corps.
D Si la pièce soudée doit être mise à la terre, le faire directement
avec un câble distinct.
D Ne pas toucher l’électrode quand on est en contact avec la pièce,
la terre ou une électrode provenant d’une autre machine.
D Ne pas toucher des porte électrodes connectés à deux machines
en même temps à cause de la présence d’une tension à vide dou-
blée.
D N’utiliser qu’un matériel en bon état. Réparer ou remplacer sur-le-
champ les pièces endommagées. Entretenir l’appareil conformé-
ment à ce manuel.
D Porter un harnais de sécurité si l’on doit travailler au-dessus du sol.
D S’assurer que tous les panneaux et couvercles sont correctement
en place.
D Fixer le câble de retour de façon à obtenir un bon contact métal-
métal avec la pièce à souder ou la table de travail, le plus près pos-
sible de la soudure.
D Isoler la pince de masse quand pas mis à la pièce pour éviter le
contact avec tout objet métallique.
D Ne pas raccorder plus d’une électrode ou plus d’un câble de
masse à une même borne de sortie de soudage.

OM-1327 Page 2
Il reste une TENSION DC NON NÉGLIGEABLE dans
les sources de soudage onduleur UNE FOIS
l’alimentation coupée.
D Arrêter les convertisseurs, débrancher le courant électrique et
décharger les condensateurs d’alimentation selon les instructions
indiquées dans la partie Entretien avant de toucher les pièces.
LES PIÈCES CHAUDES peuvent
provoquer des brûlures.
D Ne pas toucher à mains nues les partie
s
chaudes.
D Prévoir une période de refroidissement avant d
e
travailler à l’équipement.
D Ne pas toucher aux pièces chaudes, utiliser les outils recomman
-
dés et porter des gants de soudage et des vêtements épais pou
r
éviter les brûlures.
LES FUMÉES ET LES GAZ peuvent
être dangereux.
Le soudage génère des fumées et des gaz. Leur
inhalation peut être dangereux pour votre santé.
D Eloigner votre tête des fumées. Ne pas respirer les fumées.
D À l’intérieur, ventiler la zone et/ou utiliser une ventilation forcée au
niveau de l’arc pour l’évacuation des fumées et des gaz de
soudage.
D Si la ventilation est médiocre, porter un respirateur anti-vapeurs
approuvé.
D Lire et comprendre les spécifications de sécurité des matériaux
(MSDS) et les instructions du fabricant concernant les métaux, les
consommables, les revêtements, les nettoyants et les dégrais-
seurs.
D Travailler dans un espace fermé seulement s’il est bien ventilé ou
en portant un respirateur à alimentation d’air. Demander toujours à
un surveillant dûment formé de se tenir à proximité. Des fumées et
des gaz de soudage peuvent déplacer l’air et abaisser le niveau
d’oxygène provoquant des blessures ou des accidents mortels.
S’assurer que l’air de respiration ne présente aucun danger.
D Ne pas souder dans des endroits situés à proximité d’opérations
de dégraissage, de nettoyage ou de pulvérisation. La chaleur et
les rayons de l’arc peuvent réagir en présence de vapeurs et for-
mer des gaz hautement toxiques et irritants.
D Ne pas souder des métaux munis d’un revêtement, tels que l’acier
galvanisé, plaqué en plomb ou au cadmium à moins que le revête-
ment n’ait été enlevé dans la zone de soudure, que l’endroit soit
bien ventilé, et en portant un respirateur à alimentation d’air. Les
revêtements et tous les métaux renfermant ces éléments peuvent
dégager des fumées toxiques en cas de soudage.
LES RAYONS DE L’ARC peuvent
provoquer des brûlures dans les
yeux et sur la peau.
Le rayonnement de l’arc du procédé de soudag
e
génère des rayons visibles et invisibles intense
(ultraviolets et infrarouges) susceptibles de provoquer des brûlure
dans les yeux et sur la peau. Des étincelles sont projetées pendant l
e
soudage.
D Porter un casque de soudage approuvé muni de verres filtrants
approprié pour protéger visage et yeux pour protéger votre visage
et vos yeux pendant le soudage ou pour regarder (voir ANSI Z49.1
et Z87.1 énuméré dans les normes de sécurité).
D Porter des lunettes de sécurité avec écrans latéraux même sous
votre casque.
D Avoir recours à des écrans protecteurs ou à des rideaux pour
protéger les autres contre les rayonnements les éblouissements
et les étincelles ; prévenir toute personne sur les lieux de ne pas
regarder l’arc.
D Porter des vêtements confectionnés avec des matières résistan-
tes et ignifuges (cuir, coton lourd ou laine) et des bottes de
protection.
LE SOUDAGE peut provoquer un
incendie ou une explosion.
Le soudage effectué sur des conteneurs fermés tels
que des réservoirs, tambours ou des conduites peut
provoquer leur éclatement. Des étincelles peuvent
être projetées de l’arc de soudure. La projection d’étincelles, des
pièces chaudes et des équipements chauds peut provoquer des
incendies et des brûlures. Le contact accidentel de l’électrode avec
des objets métalliques peut provoquer des étincelles, une explosion,
un surchauffement ou un incendie. Avant de commencer le soudage,
vérifier et s’assurer que l’endroit ne présente pas de danger.
D Déplacer toutes les substances inflammables à une distance de
10,7 m de l’arc de soudage. En cas d’impossibilité les recouvrir
soigneusement avec des protections homologués.
D Ne pas souder dans un endroit là où des étincelles peuvent tomber
sur des substances inflammables.
D Se protéger et d’autres personnes de la projection d’étincelles et
de métal chaud.
D Des étincelles et des matériaux chauds du soudage peuvent
facilement passer dans d’autres zones en traversant de petites
fissures et des ouvertures.
D Surveiller tout déclenchement d’incendie et tenir un extincteur à
proximité.
D Le soudage effectué sur un plafond, plancher, paroi ou séparation
peut déclencher un incendie de l’autre côté.
D Ne pas effectuer le soudage sur des conteneurs fermés tels que
des réservoirs, tambours, ou conduites, à moins qu’ils n’aient été
préparés correctement conformément à AWS F4.1 (voir les nor-
mes de sécurité).
D Ne soudez pas si l’air ambiant est chargé de particules, gaz, ou va-
peurs inflammables (vapeur d’essence, par exemple).
D Brancher le câble de masse sur la pièce le plus près possible de la
zone de soudage pour éviter le transport du courant sur une
longue distance par des chemins inconnus éventuels en provo-
quant des risques d’électrocution, d’étincelles et d’incendie.
D Ne pas utiliser le poste de soudage pour dégeler des conduites ge-
lées.
D En cas de non utilisation, enlever la baguette d’électrode du porte-
électrode ou couper le fil à la pointe de contact.
D Porter des vêtements de protection dépourvus d’huile tels que des
gants en cuir, une chemise en matériau lourd, des pantalons sans
revers, des chaussures hautes et un couvre chef.
D Avant de souder, retirer toute substance combustible de vos po-
ches telles qu’un allumeur au butane ou des allumettes.
D Une fois le travail achevé, assurez−vous qu’il ne reste aucune
trace d’étincelles incandescentes ni de flammes.
D Utiliser exclusivement des fusibles ou coupe−circuits appropriés.
Ne pas augmenter leur puissance; ne pas les ponter.
D Une fois le travail achevé, assurez−vous qu’il ne reste aucune
trace d’étincelles incandescentes ni de flammes.
D Utiliser exclusivement des fusibles ou coupe−circuits appropriés.
Ne pas augmenter leur puissance; ne pas les ponter.
D Suivre les recommandations dans OSHA 1910.252(a)(2)(iv) et
NFPA 51B pour les travaux à chaud et avoir de la surveillance et un
extincteur à proximité.
DES PIECES DE METAL ou DES
SALETES peuvent provoquer des
blessures dans les yeux.
D Le soudage, l’écaillement, le passage de la pièce à la brosse en
fil de fer, et le meulage génèrent des étincelles et des particules
métalliques volantes. Pendant la période de refroidissement des
soudures, elles risquent de projeter du laitier.
D Porter des lunettes de sécurité avec écrans latéraux ou un écran
facial.

OM-1327 Page 3
LES ACCUMULATIONS DE GAZ
risquent de provoquer des blessures
ou même la mort.
D Fermer l’alimentation du gaz protecteur en cas
de non-utilisation.
D Veiller toujours à bien aérer les espaces confi-
nés ou se servir d’un respirateur d’adduction
d’air homologué.
Les CHAMPS ÉLECTROMAGNÉTIQUES (CEM)
peuvent affecter les implants médicaux.
D Les porteurs de stimulateurs cardiaques
et autres implants médicaux doivent rester
à distance.
D Les porteurs d’implants médicaux doivent consulter
leur médecin et le fabricant du dispositif avant de s’approcher
de la zone où se déroule du soudage à l’arc, du soudage
par points, du gougeage, de la découpe plasma
ou une opération de chauffage par induction.
LE BRUIT peut endommager l’ouïe.
Le bruit des processus et des équipements peut
affecter l’ouïe.
D Porter des protections approuvées pour les
oreilles si le niveau sonore est trop élevé.
Des bouteilles de gaz protecteur contiennent du gaz
sous haute pression. Si une bouteille est endom-
magée, elle peut exploser. Du fait que les bouteilles
de gaz font normalement partie du procédé de
soudage, les manipuler avec précaution.
LES BOUTEILLES peuvent exploser
si elles sont endommagées.
D Protéger les bouteilles de gaz comprimé d’une chaleur excessive,
des chocs mécaniques, des dommages physiques, du laitier, des
flammes ouvertes, des étincelles et des arcs.
D Placer les bouteilles debout en les fixant dans un support station-
naire ou dans un porte-bouteilles pour les empêcher de tomber ou
de se renverser.
D Tenir les bouteilles éloignées des circuits de soudage ou autres
circuits électriques.
D Ne jamais placer une torche de soudage sur une bouteille à gaz.
D Une électrode de soudage ne doit jamais entrer en contact avec
une bouteille.
D Ne jamais souder une bouteille pressurisée − risque d’explosion.
D Utiliser seulement des bouteilles de gaz protecteur, régulateurs,
tuyaux et raccords convenables pour cette application spécifique ;
les maintenir ainsi que les éléments associés en bon état.
D Détourner votre visage du détendeur-régulateur lorsque vous
ouvrez la soupape de la bouteille.
D Le couvercle du détendeur doit toujours être en place, sauf lorsque
la bouteille est utilisée ou qu’elle est reliée pour usage ultérieur.
D Utiliser les équipements corrects, les bonnes procédures et suffi-
samment de personnes pour soulever et déplacer les bouteilles.
D Lire et suivre les instructions sur les bouteilles de gaz comprimé,
l’équipement connexe et le dépliant P-1 de la CGA (Compressed
Gas Association) mentionné dans les principales normes de sécu-
rité.
1-3. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance
Risque D’INCENDIE OU
D’EXPLOSION.
D Ne pas placer l’appareil sur, au-dessus ou
à proximité de surfaces inflammables.
D Ne pas installer l’appareil à proximité de pro-
duits inflammables.
D Ne pas surcharger l’installation électrique − s’assurer que
l’alimentation est correctement dimensionnée et protégée avant
de mettre l’appareil en service.
LA CHUTE DE L’ÉQUIPEMENT peut
provoquer des blessures.
D Utiliser l’anneau de levage uniquement pour
soulever l’appareil, NON PAS les chariots, les
bouteilles de gaz ou tout autre accessoire.
D Utiliser un équipement de levage de capacité
suffisante pour lever l’appareil.
D En utilisant des fourches de levage pour déplacer l’unité, s’assu-
rer que les fourches sont suffisamment longues pour dépasser
du côté opposé de l’appareil.
D Tenir l’équipement (câbles et cordons) à distance des véhicules
mobiles lors de toute opération en hauteur.
D Suivre les consignes du Manuel des applications pour l’équation
de levage NIOSH révisée (Publication Nº94–110) lors du levage
manuelle de pièces ou équipements lourds.
L’EMPLOI EXCESSIF peut
SURCHAUFFER L’ÉQUIPEMENT.
D Prévoir une période de refroidissement ; res-
pecter le cycle opératoire nominal.
D Réduire le courant ou le facteur de marche
avant de poursuivre le soudage.
D Ne pas obstruer les passages d’air du poste.
LES ÉTINCELLES PROJETÉES
peuvent provoquer des blessures.
D Porter un écran facial pour protéger le visage e
t
les yeux.
D Affûter l’électrode au tungstène uniquement à l
a
meuleuse dotée de protecteurs. Cett
e
manœuvre est à exécuter dans un endroit sû
r
lorsque l’on porte l’équipement homologué d
e
protection du visage, des mains et du corps.
D Les étincelles risquent de causer un incendie − éloigner toute sub
-
stance inflammable.
LES CHARGES ÉLECTROSTATI-
QUES peuvent endommager les cir-
cuits imprimés.
D Établir la connexion avec la barrette de terre
avant de manipuler des cartes ou des pièces.
D Utiliser des pochettes et des boîtes antista-
tiques pour stocker, déplacer ou expédier des
cartes de circuits imprimes.

OM-1327 Page 4
Les PIÈCES MOBILES peuvent
causer des blessures.
D Ne pas s’approcher des organes mobiles.
D Ne pas s’approcher des points de coincement
tels que des rouleaux de commande.
LES FILS DE SOUDAGE peuvent
provoquer des blessures.
D Ne pas appuyer sur la gâchette avant d’en
avoir reçu l’instruction.
D Ne pas diriger le pistolet vers soi, d’autres
personnes ou toute pièce mécanique en
engageant le fil de soudage.
Les PIÈCES MOBILES peuvent
causer des blessures.
D S’abstenir de toucher des organes mobiles tels
que des ventilateurs.
D Maintenir fermés et verrouillés les portes,
panneaux, recouvrements et dispositifs de
protection.
D Lorsque cela est nécessaire pour des travaux d’entretien et de
dépannage, faire retirer les portes, panneaux, recouvrements
ou dispositifs de protection uniquement par du personnel qua-
lifié.
D Remettre les portes, panneaux, recouvrements ou dispositifs de
protection quand l’entretien est terminé et avant de rebrancher
l’alimentation électrique.
LIRE LES INSTRUCTIONS.
D Lire et appliquer les instructions sur les
étiquettes et le Mode d’emploi avant l’instal-
lation, l’utilisation ou l’entretien de l’appareil.
Lire les informations de sécurité au début du
manuel et dans chaque section.
D N’utiliser que les pièces de rechange recommandées par le
constructeur.
D Effectuer l’entretien en respectant les manuels d’utilisation, les
normes industrielles et les codes nationaux, d’état et locaux.
LE RAYONNEMENT HAUTE
FRÉQUENCE (H.F.) risque de
provoquer des interférences.
D Le rayonnement haute fréquence (H.F.) peut
provoquer des interférences avec les équi-
pements de radio−navigation et de com-
munication, les services de sécurité et les ordi-
nateurs.
D Demander seulement à des personnes qualifiées familiarisées
avec des équipements électroniques de faire fonctionner l’installa-
tion.
D L’utilisateur est tenu de faire corriger rapidement par un électricien
qualifié les interférences résultant de l’installation.
D Si le FCC signale des interférences, arrêter immédiatement l’ap-
pareil.
D Effectuer régulièrement le contrôle et l’entretien de l’installation.
D Maintenir soigneusement fermés les portes et les panneaux des
sources de haute fréquence, maintenir les éclateurs à une distan-
ce correcte et utiliser une terre et un blindage pour réduire les
interférences éventuelles.
LE SOUDAGE À L’ARC risque de
provoquer des interférences.
D L’énergie électromagnétique risque de
provoquer des interférences pour l’équipement
électronique sensible tel que les ordinateurs et
l’équipement commandé par ordinateur tel que
les robots.
D Veiller à ce que tout l’équipement de la zone de soudage soit
compatible électromagnétiquement.
D Pour réduire la possibilité d’interférence, maintenir les câbles de
soudage aussi courts que possible, les grouper, et les poser
aussi bas que possible (ex. par terre).
D Veiller à souder à une distance de 100 mètres de tout équipe-
ment électronique sensible.
D Veiller à ce que ce poste de soudage soit posé et mis à la terre
conformément à ce mode d’emploi.
D En cas d’interférences après avoir pris les mesures précéden-
tes, il incombe à l’utilisateur de prendre des mesures supplé-
mentaires telles que le déplacement du poste, l’utilisation de câ-
bles blindés, l’utilisation de filtres de ligne ou la pose de protec-
teurs dans la zone de travail.
1-4. Proposition californienne 65 Avertissements
Les équipements de soudage et de coupage produisent des
fumées et des gaz qui contiennent des produits chimiques
dont l’État de Californie reconnaît qu’ils provoquent des mal-
formations congénitales et, dans certains cas, des cancers.
(Code de santé et de sécurité de Californie, chapitre 25249.5
et suivants)
Les batteries, les bornes et autres accessoires contiennent
du plomb et des composés à base de plomb, produits chimi-
ques dont l’État de Californie reconnaît qu’ils provoquent des
cancers et des malformations congénitales ou autres
problèmes de procréation. Se laver les mains après manipu-
lation.
Ce produit contient des produits chimiques, notamment du
plomb, dont l’État de Californie reconnaît qu’ils provoquent
des cancers, des malformations congénitales ou d’autres
problèmes de procréation. Se laver les mains après
utilisation.
Pour les moteurs à essence :
Les gaz d’échappement des moteurs contiennent des pro-
duits chimiques dont l’État de Californie reconnaît qu’ils
provoquent des cancers et des malformations congénitales
ou autres problèmes de procréation.
Pour les moteurs diesel :
Les gaz d’échappement des moteurs diesel et certains de
leurs composants sont reconnus par l’État de Californie com-
me provoquant des cancers et des malformations
congénitales ou autres problèmes de procréation.

OM-1327 Page 5
1-5. Principales normes de sécurité
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
de Global Engineering Documents (téléphone : 1-877-413-5184, site
Internet : www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, de Global
Engineering Documents (téléphone : 1-877-413-5184, site internet :
www.global.ihs.com).
National Electrical Code, NFPA Standard 70, de National Fire Protec-
tion Association, Quincy, MA 02269 (téléphone : 800-344-3555, site
Internet : www.nfpa.org et www.sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
de Compressed Gas Association, 4221 Walney Road, 5th Floor, Chan-
tilly, VA 20151 (téléphone : 703-788-2700, site Internet :
www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, de Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (téléphone :
800-463-6727, site internet : www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, de American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (téléphone : 212-642-4900,
site Internet : www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, de National Fire Protection Association,
P.O. Box 9101, Quincy, MA 02269-9101 (téléphone : 617-770-3000,
site Internet : www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General
Industry, Title 29, Code of Federal Regulations (CFR), Part 1910,
Subpart Q, and Part 1926, Subpart J, de U.S. Government Printing
Office, Superintendent of Documents, P.O. Box 371954, Pittsburgh, PA
15250-7954 (téléphone : 1-866-512-1800) (il y a 10 bureaux
régionaux−le téléphone de la région 5, Chicago, est 312-353-2220, site
Internet : www.osha.gov).
U.S. Consumer Product Safety Commission (CPSC), 4330 East West
Highway, Bethesda, MD 20814 (téléphone : 301-504-7923, site inter-
net : www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The
National Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (télé[hone : 1-800-232-4636, site internet:
www.cdc.gov/NIOSH).
1-6. Informations relatives aux CEM
Le courant électrique qui traverse tout conducteur génère des champs
électromagnétiques (CEM) à certains endroits. Le courant de soudage
crée un CEM autour du circuit et du matériel de soudage. Les CEM
peuvent créer des interférences avec certains implants médicaux
comme des stimulateurs cardiaques. Des mesures de protection pour
les porteurs d’implants médicaux doivent être prises: par exemple, des
restrictions d’accès pour les passants ou une évaluation individuelle
des risques pour les soudeurs. Tous les soudeurs doivent appliquer les
procédures suivantes pour minimiser l’exposition aux CEM provenant
du circuit de soudage:
1. Rassembler les câbles en les torsadant ou en les attachant avec
du ruban adhésif ou avec une housse.
2. Ne pas se tenir au milieu des câbles de soudage. Disposer les
câbles d’un côté et à distance de l’opérateur.
3. Ne pas courber et ne pas entourer les câbles autour de votre
corps.
4. Maintenir la tête et le torse aussi loin que possible du matériel du
circuit de soudage.
5. Connecter la pince sur la pièce aussi près que possible de la
soudure.
6. Ne pas travailler à proximité d’une source de soudage, ni
s’asseoir ou se pencher dessus.
7. Ne pas souder tout en portant la source de soudage ou le
dévidoir.
En ce qui concerne les implants médicaux :
Les porteurs d’implants doivent d’abord consulter leur médecin avant
de s’approcher des opérations de soudage à l’arc, de soudage par
points, de gougeage, du coupage plasma ou de chauffage par induc-
tion. Si le médecin approuve, il est recommandé de suivre les
procédures précédentes.

OM-1327 Page 6

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 7
SECTION 2 − INSTALLATION
2-1. Spécifications
Puissance nominale de
sortie
Tension à
vide max.
60 Hz
Courant appelé à la puissance nominale de sortie
200 V 230 V 460 V 575V KVA KW
300 A sous
32 VCC au
facteur de
marche 60%
300 A sous
32 VCC au
facteur de
marche 40%
90
Monophasé
69
(1,7*)
61
(1,5*)
30
(0,75*)
24
(0,5*)
13,1 11,2
Triphasé
34
(1,7*)
30
(1,5*)
15
(0,75*)
12
(0,5*)
11,6 11,5
* sans charge/à l’arrêt
Type et diamètre de fil Vitesse de fil Dimensions Poids net
Fil plein, acier Acier inox Aluminium 50 à 700 po/min
1,3 à 17,8 m/min
H : 34 po (864 mm)
W : 19 po (483 mm)
D : 41 po (1041mm)
181 lb
(82 kg)
0,023 à 0,045 po
(0,8 à 1,1 mm)
0,030 à 0,045 po
(0,8 à 1,1 mm)
0,035 à 0,047 po
(0,9 à 1,2 mm)
Plage de températures de fonctionnement : − 20
o
C à +40
o
C Plage de températures d’entreposage : − 30
o
C à + 50
o
C
2-2. Facteur de marche et surchauffe
Soudage 6 minutes Arrêt 4 minutes
Le facteur de marche nominal (en %) est le
pourcentage de temps, sur une période de 10
minutes, pendant lequel l’appareil peut
souder à la puissance nominale de sortie
(appelée aussi puissance assignée) sans
surchauffer.
En cas de surchauffe de l’appareil, les
thermistors se déclenchent, l’alimentation
s’arrête et le ventilateur se met en marche.
Attendre 15 minutes pour laisser refroidir
l’appareil. Avant de recommencer à souder,
diminuer la tension d’arc, le courant de
soudage ou le facteur de marche.
NOTE − Le fait de souder avec un facteur de
marche supérieur à celui de l’appareil peut
endommager celui−ci et annuler la garantie.
Surchauffe
0
15
A ou V
ou diminuer le facteur de
marche
Attendre 15 minutes
Facteur de marche 60% à 300 ampères Facteur de marche 40% à 350 ampères
sduty1 5/95 / 217 442-A
Soudage 4 minutes Arrêt 6 minutes
10 15 20 25 30 40 50 60 70 80 90 100
100
150
200
225
250
300
400
500
Courant de soudage (A)
Facteur de marche (%)

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 8
2-3. Courbes caractéristiques volts-ampères
217 443-A
1 Courbes caractéristiques
volts−ampères normales
Les courbes caractéristiques
volts−ampères illustrent les valeurs
minimales et maximales de tension
et de courant de soudage de la
source de courant. Les courbes
caractéristiques correspondant à
des réglages intermédiaires
s’inscrivent entre les deux courbes
de la figure ci−contre.
MAX VOL T S
MIN VO LT S
0 50 100 150 200 250 300 350
0
10
20
30
40
50
60
70
80
90
Tension (V)
Courant (A)

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 9
2-4. Bornes de sortie de soudage et choix de la dimension des câbles
NOTE − La longueur totale du circuit de soudage (voir tableau ci−dessous) est la longueur combinée des deux câbles de soudage. Par exemple, si
la source de soudage est à 100ft (30m) de la pièce à souder, la longueur totale du circuit soudage est de 200ft (2 câbles de 100ft ou 60m). Utilisez
la colonne 200ft (60m) pour déterminer la section du câble appropriée.
Longueur totale du câble (cuivre) dans le circuit de soudage ne dépassant pas
30 m ou moins 45 m 60 m 70 m 90 m 105 m 120 m
Bornes de sortie
de soudage
! Couper l’alimenta-
tion avant de
brancher sur les
bornes de sortie de
soudage.
! Ne pas utiliser des
câbles usés, en-
dommagés, de
grosseur insuffi-
sante ou mal épis-
sés
Ampérage
de
soudage
Facteur
de marche
10 − 60%
AWG (mm
2
)
Facteur
de marche
60 − 100%
AWG (mm
2
)
Facteur de marche 10 − 100%
AWG (mm
2
)
Ref. 803 912-B
Positive Negative
(+)
(−)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 ea. 2/0
(2x70)
2 ea. 2/0
(2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 3/0
(2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
2 ea. 4/0
(2x120)
500 2/0 (70) 3/0 (95) 4/0 (120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
3 ea. 3/0
(3x95)
* Ce tableau est indicateur et peut ne pas convenir à toutes les applications. Si les câbles chauffent il faut choisir des câbles de section plus
importante.
**La section du câble de soudage AWG est basée sur ou une chute de tension de 4V ou une densité de courant minimum de 300 mils/A.
( ) = mm
2
***Pour des distances plus importantes que celles indiquées dans ce guide, contacter un technicien usine.
Ref. S-0007-G 2009−08

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 10
! Couper l’alimentation avant d’ef-
fectuer des branchements aux
bornes de sortie du câble de sou-
dage.
! Le fait de mal brancher les câbles
peut causer un échauffement ex-
cessif et provoquer un incendie ou
endommager votre appareil
1 Borne (+) de sortie du câble de
soudage
2 Écrou de serrage (fourni) de la borne
de sortie du câble de soudage
3 Cosse du câble de soudage
4 Plaque en cuivre
Dévisser l’écrou de serrage de la borne de
sortie du câble de soudage. Insérer la
cosse du câble de soudage sur la borne de
sortie du câble de soudage et la serrer
fermement sur la plaque en cuivre à l’aide
de l’écrou. Ne rien interposer entre la
cosse du câble de soudage et la plaque
en cuivre. Auparavant, s’assurer que
les surfaces de contact de la cosse du
câble de soudage et de la plaque en
cuivre sont propres.
2-5. Branchement aux bornes de sortie du câble de soudage
803 778-A
Outils nécessaires
3/4 po (19 mm)
4
2
3
Installation correcte
Installation incorrecte
1
2-6. Installation du câble de retour de courant
1 Câble de retour de courant
2 Capuchon en caoutchouc
Faire passer l’extrémité du câble de
retour de courant dans l’ouverture
correspondante du panneau avant.
Faire glisser le capuchon.
3 Borne (−) de sortie du câble
de retour de courant.
Brancher la cosse du câble sur la
borne (−) et couvrir la connection
avec le capuchon.
Fermer la porte.
Outils nécessaires :
3/4 po
803 540-D
3
2
1

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 11
2-7. Installation du support de torche/câble
1 Support de torche/câble de
soudage
2 capot
3 Emplacements de vis
Déposer les vis du panneau latéral.
Placer le support de torche contre
le panneau latéral et aligner les
trous de vis. Fixer le support de
torche au panneau latéral avec les
vis préalablement déposées.
Ref. 803 545-D / Ref. 803 539-C
1
2
3
2-8. Installation du câble de torche
1 Dévidoir
2 Bouton de fixation du
connecteur de câble de
torche.
3 Connecteur de câble de
torche
Desserrer le bouton de fixation.
Insérer l’extrémité du connecteur
de câble de torche dans l’ouverture
appropriée pour la mettre en butée
sur le dévidoir (s’assurer que
l’extrémité du connecteur de câble
de torche ne touche pas les galets
d’entraînement). Serrer le bouton
de fixation.
4 Connecteur mâle du câble de
gâchette de torche
Insérer le connecteur mâle dans
son connecteur femelle et visser la
bague de serrage.
Fermer la porte.
Ref. 803 544-C / Ref. 803 541-C
1
4
32

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 12
2-9. Raccordement des pistolets Spoolmatic) 15A ou 30A
1 Connecteur mâle du câble de
gâchette de torche
Insérer le connecteur mâle dans
son connecteur femelle et visser la
bague de serrage.
2 Câble de torche
3 Tuyau souple de gaz de
protection
Faire passer le câble de torche et le
tuyau souple dans l’ouverture du
panneau avant.
4 Borne (+) de sortie du câble
de soudage
Brancher le câble de torche à sa
borne de sortie.
5 Détendeur−débitmètre
Faire passer le tuyau souple de gaz
de protection dans le compartiment
du dévidoir et le faire sortir par
l’ouverture du panneau arrière
jusqu’au détendeur−débitmètre.
Brancher l’extrémité du tuyau au
raccord du détendeur−débitmètre.
3/4, 5/8 po
Outils nécessaires :
1
2
3
Ref.803 568-D / Ref. 803 540-D / Ref. 803 544-C
4
2
5
3

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 13
2-10. Raccordement des torches XR Edge, XR-A Gun, XR-A Python ou XR - Aluma-Pro
. Les torches XR Edge dont le
numéro de série est antérieur
à LE079101 nécessitent un
adapteur (no. de pièce 195
498).
1 Connecteur de câble de
torche
2 Gaine guide−fil
3 Guide−fil de sortie
Couper la gaine guide−fil pour
qu’elle ne dépasse pas plus de 3/32
po (2,4 mm) de l’extrémité du
guide−fil de sortie.
4 Bouton de fixation du
connecteur de câble de torche
Dévisser le bouton de fixation.
Insérer l’extrémité du connecteur
de câble de torche dans l’ouverture
appropriée pour la mettre en butée
sur le dévidoir (s’assurer que
l’extrémité du connecteur de câble
de torche ne touche pas les galets
d’entraînement). Serrer le bouton
de fixation.
Veiller à installer les galets
d’entraînement appropriés au type
et au diamètre de fil.
5 Connecteur mâle du câble de
gâchette de torche
Insérer le connecteur mâle dans
son connecteur femelle et visser la
bague de serrage.
32
3/32 po
(2,4 mm)
. S’assurer de couper la gaine guide-fil à la longueur appropriée.
1
5
803 569-C / Ref. 803 570 -C / Ref. 803 540-D / Ref. 803 463
4

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 14
2-11. Réglage de la polarité appropriée au type de fil
1 Information concernant le
changement de polarité
Toujours prendre connaissance des
recommandations du fabricant
concernant la polarité et les suivre.
1
3/4, 11/16 po
Modifier la polarité
Câble du dévidoir
Câble de retour du courant
Borne positive
(+)
L’illustration est celle du montage d’origine − Électrode positive (+) :
pour le soudage avec fil plein (GMAW) de l’acier, l’acier inoxydable et
l’aluminium et le soudage avec fil fourré sous gaz (FCAW). Le câble du
dévidoir est au pôle positif.
Électrode négative (−) : Effectuer les raccordements inverses de ceux
de la figure ci-dessus pour le soudage avec fil fourré sans gaz (FCAW
auto protecteur). Le câble du dévidoir est alors au pôle négatif.
Borne négative
(−)
D
D
Ref. 803 541-A

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 15
2-12. Installation de l’alimentation en gaz
803 542-C
1-1/8, 5/8 po
Panneau arrière
6
Attacher la bouteille de gaz
approprié avec une chaîne au
chariot, au mur ou à tout autre
support fixe, pour empêcher que la
bouteille ne tombe et que son
robinet ne se casse.
1 Chapeau
2 Robinet de la bouteille
Dévisser le chapeau, se placer de
côté par rapport au robinet et ouvrir
légèrement celui-ci. Ceci a pour
effet de chasser les poussières et
saletés éventuelles du robinet.
Refermer le robinet.
3 Bouteille
4 Détendeur−débitmètre
L’installer pour qu’il soit vertical.
5 Raccord de sortie de gaz du
détendeur−débitmètre pour le
tuyau flexible.
6 Raccord d’entrée de gaz de
la source de courant pour le
tuyau flexible
Brancher une des extrémités du
tuyau flexible fourni au raccord
d’entrée situé sur le panneau
arrière de la source de courant.
7 Ajuster le débit de gaz de
protection
Généralement le débit est de 20
pi3/h (pied cube par heure).
Vérifier le débit recommandé par le
fabricant de fil.
8 Adaptateur CO
2
(fourniture
client)
9 Joint torique (fourniture
client)
Monter l’adaptateur avec un joint
torique entre le régulateur/débit-
mètre et la bouteille de CO
2
.
Outils nécessaires :
1
2
3
4
5
7
1
2
3
8 9
Argon ou mélange d’argon
CO
2
Gas

. Pour la liste complète des pièces détachées, visiter le site www.MillerWelds.com.
OM-1327 Page 16
2-13. Montage de la bobine de fil et réglage de la tension de l’arbre du porte-bobine
La tension se trouve bien réglée lorsqu’un léger effort est nécessaire pour faire tourner la bobine.
15/16 po
Utiliser le ressort de compression
avec les bobines de 8 po (200 mm).
Outils nécessaires :
Ref. 805 023-A
2-14. Guide d’installation électrique
Le non-respect de ces recommandations concernant ces fusibles et disjoncteurs peut entraîner des risques d’électrocution ou d’in-
cendie. Ces recommandations s’appliquent à un circuit dédié qui alimente la source de courant de soudage, fonctionnant au facteur
de marche nominal et à la puissance nominale de sortie ou puissance assignée.
60 Hz monophasé 60 Hz triphasé
Tension d’alimentation nominale ou assignée, en volts (V) 200 230 460 575 200 230 460 575
Courant appelé à la puissance nominale de sortie, en ampères
(A)
69 61 30 24 34 30 15 12
Capacité standard max. recommandée des fusibles, en
ampères
1
de type disjoncteur, ou temporisé
2
80 70 35 25 40 35 15 10
de type à fonctionnement normal
3
100 90 40 35 50 45 20 15
Section min. du conducteur d’alimentation, en calibre mm
2
(AWG)
4
16 (6) 10 (8) 6 (10) 4 (12) 6 (10) 6 (10)
2,5
(14)
2,5
(14)
Longueur max. recommandée du conducteur d’alimentation,
en pieds (mètres)
101
(31)
86
(26)
229
(70)
217
(66)
86
(26)
114
(35)
178
(54)
277
(85)
Section min. du conducteur de mise à la terre, en calibre mm
2
(AWG)
4
10 (8) 10 (8) 6 (10) 4 (12) 6 (10) 6 (10)
2,5
(14)
2,5
(14)
Référence : « National Electrical Code» (NEC), 2008 (y compris l’article 630)»
1 Si un disjoncteur est utilisé à la place d un fusible, sélectionner un disjoncteur avec des courbes temps/intensité comparables à celles du fusible
recommandé.
2 Les fusibles «temporisés» sont classés «RK5» d’après UL. Voir UL 248.
3 Les fusibles de type «à fonctionnement normal» (d’usage général, sans temporisation intentionnelle) sont classés K5» d’après UL (jusqu’à 60
ampères) et classés «H» (65 ampères et plus).
4 Ces données concernent les sections spécifiées des conducteurs (en excluant les câbles et autres conducteurs flexibles), exprimées en calibre
AWG (American Wire Gauge), qui relient entre eux le panneau d’alimentation électrique et l’équipement, d’après le tableau 310.16 du NEC. Si on utilise
des câbles ou des conducteurs flexibles, leur section doit être plus grande que celle indiquée ici. Dans ce cas voir les données du tableau 400.5 (A)
du NEC.
NOTE − Mise en Garde : Cet appareil est soit un modèle alimenté en 200/230/460 volts CA (Courant Alternatif), soit un modèle alimenté en 460/575
volts CA. Consulter la plaque signalétique de l’appareil et s’assurer que la tension d’alimentation disponible sur place convient bien à celle indiquée
sur la plaque signalétique.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
























































Miller Millermatic 350 Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
- Ce manuel convient également à
Documents connexes
-
Miller MATIC 350 Le manuel du propriétaire
-
-
-
-
-
-
-
-
-