Campbell Hausfeld WG2060 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...

30 Sp
Soldadora Por Arco Con Alimentación de Cable
Informaciones
Generales de Seguridad
Peligro
indica
una situación de riesgo que, de ser
ignorada, ocasionará la muerte o
lesiones graves.
Adverten-
cia indica
una situación de riesgo que, de ser
ignorada, podría provocar la muerte o
lesiones graves.
Precau-
ción
indica una situación de riesgo que, de
ser ignorada, puede provocar lesiones
leves o moderadas. Asímismo, puede
indicar un riesgo que sólo causará
daños materiales.
AVISO: Aviso indica información
adicional referente al producto o a su
uso correcto.
Siempre tenga un extinguidor
disponible mientras realiza
operaciones de soldadura por
arco.
•
Antes de poner en funcionamiento o
dar mantenimiento a
cualquier soldadora por
arco, lea y entienda todas
las instruc-ciones. El no
seguir las precauciones de
seguridad o instrucciones puede causar
daños al equipo y/o graves lesiones
personales o la muerte.
•
Toda instalación, mantenimiento,
reparación y operación de este equipo
deberá ser realizado sólo por personas
calificadas en conformidad con los
códigos nacionales, estatales y locales.
El uso incorrecto de
soldadoras por arco eléctricas
pueden causar choque
eléctrico, lesiones y muerte.
Tome todas las precauciones descritas
en este manual para disminuir la
posibilidad de un choque eléctrico.
•
Verifique que todos los componentes
de la soldadora por arco estén limpios y
en buen estado antes de poner la
soldadora en funcionamiento.
Asegúrese de que el aislamiento de
todos los cables, de la pistola de
alimentación de cable y del cordón de
alimentación no esté dañado. Siempre
repare o cambie los componentes
dañados antes de poner la soldadora
en funcionamiento. Siempre mantenga
los paneles, blindajes, etc., en su lugar,
cuando opere la soldadora por arco.
!
ADVERTENCIA
!
ADVERTENCIA
!
PRECAUCION
!
ADVERTENCIA
!
PELIGRO
•
Siempre lleve puesta ropa de protección
seca, guantes de soldadura y zapatos
aislados cuando opere la unidad.
•
Siempre opere la soldadora en un
área limpia, seca y bien ventilada. No
opere la soldadora en áreas húmedas,
mojadas, lluviosas o mal ventiladas.
•
Asegúrese de que la pieza de trabajo
esté bien sostenida y conectada a
tierra antes de comenzar cualquier
operación de soldadura por arco.
•
Extienda el cable de soldadura
retráctil antes del uso para evitar el
recalentamiento y daños en el
aislamiento.
Nunca
sumerja
el cable o la pistola de alimentación de
cable en agua. ¡Si la soldadora se moja
por cualquier razón, esté absolutamente
seguro de que esté completamente
limpia y seca antes de usarla!
•
Siempre apague el equipo y
desconecte el cordón de alimentación
antes de retirar la unidad.
•
Siempre fije el conector de la pieza
primero.
•
Verifique que la pieza de trabajo esté
fijamente conectada a tierra.
•
Siempre apague el equipo de soldadura
por arco eléctrica cuando no se use, y
corte cualquier cable en exceso de la
pistola de alimentación de cable.
•
Nunca permita que ninguna parte del
cuerpo toque el cable de núcleo
fundente y tierra o la pieza de trabajo
conectada a tierra al mismo tiempo.
•
Cualquier condición o posición de
soldadura difícil puede ser
eléctricamente peligrosa. Cuando se
agache, arrodille o en elevaciones,
asegúrese de aislar todas las partes
conductoras, llevar puesta ropa de
protección apropiada y tomar
precauciones para evitar lesiones por
caída.
•
Nunca intente utilizar este equipo en
ajustes de corriente o ciclos de
trabajo mayores a los especificados
en los rótulos del equipo.
•
Nunca utilice una soldadora por arco
électrica para deshielar tuberías
congeladas.
Las chispas que saltan y el
metal caliente pueden causar
lesiones. Mientras las
soldadoras trabajan, pueden saltar
desechos. Tome todas las precauciones
descritas en este manual para reducir la
posibilidad de lesiones por chispas que
saltan y metal caliente.
•
Utilice una careta de soldador o
!
ADVERTENCIA
!
PELIGRO
anteojos de seguridad con protectores
laterales aprobados por ANSI cuando
cincele o triture piezas de metal.
•
Utilice tapones de oídos cuando suelde
sobre la cabeza para evitar que la
viruta o desechos caigan en los oídos.
Las operaciones de soldadura
por arco eléctrica producen
luz y calor intensos y rayos
ultravioletas (UV). Esta luz
intensa y rayos UV pueden causar
lesiones a los ojos y la piel. Tome todas
las precauciones descritas en este
manual para reducir la posibilidad de
lesiones a los ojos y la piel.
•
Todas las personas que operan este
equipo o que se encuentren en el
área mientras el equipo está
funcionando deben utilizar un
equipo de protección para soldadura,
que incluye: casco o careta de
soldadura con por lo menos lentes de
sombra 10, ropa resistente al fuego,
guantes de soldadura de cuero y
protección completa de los pies.
Nunca
mire las
operaciones de soldadura por arco sin
la protección para los ojos que se ha
descrito anteriormente. Nunca utilice
una lente de filtro de sombra que esté
rajada, rota o por debajo del número
10. Advierta a las demás personas en el
área que no miren al arco.
¡Las operaciones de soldadura
por arco originan chispas y
metal caliente a temperaturas
que pueden ocasionar quemaduras
graves! Utilice guantes y ropa de
protección cuando realice cualquier
operación de trabajo con metales. Tome
todas las precauciones descritas en este
manual para reducir la posibilidad de
quemaduras de piel y ropa.
•
Asegúrese de que todas las personas
en el área de soldadura estén
protegidas del calor, chispas y rayos
ultravioletas. Utilice caretas de rostro
adicionales y barreras resistentes al
fuego según se requiera.
•
Nunca toque las piezas de trabajo hasta
que se hayan enfriado completamente.
¡El calor y las chispas
producidas durante las
operaciones de soldadura por
arco y demás operaciones de
trabajo de metales pueden encender
materiales inflamables y explosivos!
Tome todas las precauciones descritas
en este manual para reducir la
posibilidad de fuego y explosiones.
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
MANUAL
recommandés. Manque de suivre ces
recommandations peut résulter en
fusibles sautés et disjoncteurs déclenchés.
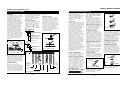
PIÈCES DÉTACHÉES ET CONTRÔLES
1. Pince de soudeur -s’attache à l’objet
de travail.
2. Pistolet d’alimentation du fil à buse
de 0,09 cm (0,035 po)
3. Cordon d’alimentation - se branche
dans une prise de courant de 115 V.
4. Voyant- le voyant s’active si le
thermostat éteint automatiquement
le soudeur
5. Contrôle de vitesse de fil infini -
tourne au sens des aiguilles d’une
montre pour augmenter la vitesse et
au sens contraire des aiguilles d’une
montre pour diminuer la vitesse du fil.
6. Sélecteur arrêt/chaleur - Choisit le
courant de soudure et met l’appareil
en marche. Quatre choix possibles :
1 - 2 - 3 - 4.
7. Boîte de polarité - pour changer
à la polarité d'électrode positive
ou négative.
8. Branchement MIG de gaz
9. Compartiment d’alimentation du fil
Généralités sur la
Sécurité
Danger
indique:
Manque de suivre cet avertissement
causera la perte de vie ou des blessures
graves.
!
DANGER
S’il vous plaît lire et conserver ces instructions. Lire attentivement avant de monter, installer, utiliser ou de procéder à l’entretien du produit
décrit. Se protéger ainsi que les autres en observant toutes les instructions de sécurité, sinon, il y a risque de blessure et/ou dégâts matériels!
Conserver ces instructions comme référence.
15 Fr
IN972700AV 11/04
Soudeur À L’Arc
Alimenté En Fil
BUILT TO LAST
Description
Ce soudeur à fil Campbell Hausfeld est
conçu pour un courant résidentiel
standard de 115 V. Le soudeur est doté
d’un contrôle de vitesse de fil continu
pour choisir avec exactitude la bonne
vitesse d’alimentation du fil pour les
diverses conditions de soudage. Les
pièces internes sont protégées par un
thermostat.Ce système de soudure est
conçu pour être utilisé dans le procédé de
soudage à l'arc avec fil-électrode fourré
(Flux-Cored Arc Welding (FCAW)) ou de
soudage à l'arc sous protection de gaz
inerte avec fil-électrode fusible (Gas Metal
Arc Welding (GMAW)). En sortant de
l'usine, cette soudeuse peut souder avec
un fil de 0,024 po (0,6 mm) à 0,030 po (0,8
mm) de diamètre sous protection gazeuse
inerte (MIG) et de 0,030 po (0,8 mm) à
0,035 po (0,9 mm) de diamètre dans le fil
fourré. Un rouleau de départ de fil fourré
de 0,035 po (0,9 mm) est inclus.
Se référer à la page 21 pour les
instructions de remplacement du
cordon d’alimentation.
MÉMENTO: Gardez votre preuve datée d'achat à fin de la garantie!
Joignez-la à ce manuel ou classez-la dans un dossier pour plus de sécurité.
© 2004 Campbell Hausfeld / Scott Fetzer
1-2-3 15 amp
4 20 amp
Sélecteur Disjoncteur ou
de Chaleur Fusée à Retardement
Instructions d’Utilisation et Manuel de Pièces de Rechange Modèles WG2060 et WG2064
Déballage
Les accessoires de soudage pour le
soudeur se trouvent à l’intérieur du
compartiment d'alimentation du fil
sur le côté de l’outil. Lors du
déballage, l’examiner soigneusement
pour rechercher toute trace de
dommage susceptible de s’être produit
en cours de transport. Assurer que tous
raccords, vis, etc., soient serrés avant de
mettre ce produit en service.
Rapportez tout article manquant ou
endommagé en composant le
1-800-746-5641.
EXIGENCES DE CIRCUIT
Cet
équipe-
ment requiert un circuit de 115 V unique.
Se référer au tableau suivant pour la
classificaton correcte de disjoncteur et de
fusible. Ne pas faire fonctionner autres
appareils, lampes ou outils sur ce circuit
pendant l’utilisation de cet équipement.
Les cordons prolongateurs ne sont pas
!
ATTENTION
Figure 1 - Commandes et Pièces Du Soudeur
3
1
6
4
8
9
5
2
7

Sírvase leer y conservar estas instrucciones. Léalas con cuidado antes de intentar armar, instalar, operar o efectuar mantenimiento al producto descrito.
Protéjase a sí mismo y a los demás observando la información de seguridad. ¡El no cumplir con estas instrucciones podría provocar lesiones personales y/o
daños materiales! Conserve estas instrucciones para futura referencia.
29 Sp
IN972700AV 11/04
Manual de Instrucciones de Operación y Partes Modelos WG2060 y WG2064
Soldadora Por Arco
Con Alimentación
De Cable
BUILT TO LAST
Descripción
Esta soldadora con alimentación de
alambre de Campbell Hausfeld está
diseñada para usarse con corriente
doméstica de 115V estándar. La
soldadora está equipada con un control
infinito de velocidad del alambre para
seleccionar con precisión la velocidad de
alimentación del alambre necesaria para
diferentes condiciones de soldadura. Los
componentes internos tienen un sistema
de protección termostática.
Este sistema de soldadura está diseñado
para ser usado con el proceso de
Soldadura de arco de núcleo fundente
(FCAW por su sigla en inglés Flux-Cored
Arc Welding) o el proceso de Soldado de
arco de metal con gas (GMAW por su
sigla en inglés Gas Metal Arc Welding).
Como se entrega de fábrica, este
soldador puede soldar con alambre de
0,024" (0,6mm) a 0,030" (0,8mm) de
requiere un circuito dedicado de115
voltios. Refiérase a la siguiente tabla
para obtener el interruptor automático
de circuito o capacidad de fusibles
correctos. No haga funcionar otros
aparatos, luces o herramientas en este
circuito mientras opera este equipo.
No se recomienda cordones de
extensión. Los fusibles quemados e
interruptores automáticos de circuitos
desconectados pueden ser el resultado
de no cumplir con esta recomendación.
COMPONENTES Y CONTROLS
1. Abrazadera de trabajo conéctela a la
pieza de trabajo.
2. Pistola con alimentación de alambre
con punta de 0,035” (9 mm).
3. Cordón de alimentación – enchúfelo
al tomacorriente de 115 voltios.
4. Luz – se enciende si el termostato ha
apagado la soldadora
automáticamente.
5. Control de velocidad de cable
infinito – gira en sentido de las
agujas del reloj para aumentar la
velocidad del cable y en sentido
contrario al de las agujas del reloj
para disminuir la velocidad del cable.
6. Interruptor de apagado/calor –
selecciona la potencia de soldar y
enciende la soldadora. Hay cuatro
selecciones posibles: 1 – 2 – 3 – 4.
7. Caja de polaridad - para cambiar al
electrodo positivo o negativo.
8. Conexión de gas MIG
9. Compartimento de la alimentación
de alambre
diámetro en MIG y con alambre de
0,030" (0,6mm) a 0,035" (0,9mm) de
diámetro en núcleo fundente. Se incluye
un carrete de inicio de alambre de
núcleo fundente de 0,035" (0,9mm).
Desempaque
Los accesorios de soldar para la
soldadora están dentro del
compartimento lateral de la
alimentación de alambre de la
unidad. Cuando desempaque, revise con
cuidado cualquier daño que pueda
haber ocurrido durante el transporte.
Verifique que cualquier conexión, pernos
flojos, etc., sean ajustados antes de
poner la soldadora en servicio.
Informe sobre cualquier artículo
faltante o dañado llamando al 1-800-
746-5641.
REQUERIMIENTOS DEL CIRCUITO
Este
equipo
!
PRECAUCION
Vea la página 35 para obtener las
instrucciones de cambio del cable de
alimentación.
RECORDATORIO: ¡Guarde su comprobante de compra con fecha para fines de la garantía!
Adjúntela a este manual o archívela en lugar seguro.
© 2004 Campbell Hausfeld/Scott Fetzer
Diám. del Cortacircuito o
Electrodo Fusible de acción
retardada
1-2-3 15 amp
4 20 amp
16 Fr
Soudeur à l’Arc Alimenté en Fil
Généralités sur la
Sécurité (Suite)
Avertis-
sement
indique: Manque de suivre cet
avertissement peut causer la perte de
vie ou des blessures graves.
Attention
indique:
Manque de suivre cet avertissement
peut causer des blessures de gravité
petites ou moyennes ou le dommage
matériel.
REMARQUE: Remarque indique: des
renseignements additionnels
concernant le produit ou son utilisation.
Toujours avoir un extincteur
d’incendie disponible pendant
le soudage à l’arc.
Lire et comprendre toutes les
instructions avant de
mettre en marche ou de
procéder à l’entretien
d’un soudeur à l’arc
électrique. Manque de
suivre les précautions et les
instructions peut causer le dommage
à l’équipement et/ou blessures
personnelles graves ou la mort.
Toute installation, entretien,
réparation et utilisation de cet
équipement doit être effectué par
les personnes qualifiées
conformément aux codes nationales,
provinciales et locales.
L’utilisation incorrecte des
soudeurs à l’arc électriques
peut avoir comme résultat,
secousse électrique, blessure, et perte
de vie! Suivre toutes les précautions
indiquées dans ce manuel afin de
réduire le risque de secousse électrique.
Vérifier que toutes les pièces du
soudeur à l’arc soient propres et en
bon état avant de l’utiliser. S’assurer
que l’isolation sur tous câbles,
pistolets et cordons d’alimentation
n’est pas endommagé. Toujours
réparer ou remplacer les pièces
détachées endommagées avant
d’utiliser le soudeur. Toujours garder
les panneaux, les écrans de soudage,
etc. en place pendant le
fonctionnement du soudeur.
!
AVERTISSEMENT
!
AVERTISSEMENT
!
ATTENTION
!
AVERTISSEMENT
Toujours porter des vêtements
protecteurs et gants de soudage secs,
ainsi que des chaussures isolantes.
Toujours faire fonctionner le soudeur
dans un endroit propre, sec et bien
ventilé. Ne pas faire fonctionner le
soudeur dans un endroit humide,
trempe, pluvieux, ou mal-ventilé.
S’assurer que l’objet sur lequel vous
travaillez soit bien fixé et mis à la
terre correctement avant de
commencer votre soudage à l’arc
électrique .
Le câble de soudage roulé devrait
être étendu avant l’utilisation afin
d’éviter le surchauffage et le
dommage à l’isolation.
Ne jamais
immerger
le fil ni le pistolet dans l’eau. Si le
soudeur devient trempe, il est
nécessaire qu’il soit complètement sec
et propre avant l’utilisation!
Toujours mettre l’équipement hors
circuit et le débrancher avant de le
déplacer.
Toujours brancher le conducteur de
travail en premier lieu.
Vérifier que l’objet sur lequel vous
travaillez soit mis à la terre
correctement.
Toujours mettre l’équipement de
soudage à l’arc électrique hors circuit
si hors usage et couper l’excès de fil
du pistolet.
Ne jamais permettre que votre corps
touche le fil fourré de flux et la terre
ou l’objet de travail mis à la terre en
même temps.
Les conditions et positions de
soudage difficiles peuvent poser des
risques électriques. Si vous êtes
accroupis, à genoux ou aux
élévations, s’assurer que toutes les
pièces conductrices soient isolées.
Porter des vêtements protecteurs
convenables et prendre ses
précautions contre les chutes.
Ne jamais essayer d’utiliser cet
équipement aux réglages de courant
ni aux facteurs d’utilisation plus haut
que ceux indiqués sur les étiquettes
de l’équipement.
!
DANGER
Ne jamais utiliser un soudeur à l’arc
électrique pour dégeler les tuyaux
congelés.
Les étincelles volantes et le
métal chaud peuvent causer
des blessures. La scorie peut
s’échapper quand les soudures se
refroidissent. Prenez toutes
précautions indiquées dans ce manuel
pour réduire la possibilité de blessure
par les étincelles volantes et le métal
chaud.
Porter un masque de soudure ou des
lunettes de sécurité avec écrans
protecteurs approuvés par ANSI
pendant le burinage ou l’ébarbage
des pièces en métal.
Utiliser des protège-tympans pour le
soudage aérien afin d’éviter que la
scorie ou la bavure tombe dans vos
oreilles.
Le soudage à l’arc électrique
produit une lumière intense, la
chaleur et les rayons
ultraviolets (UV). Cette lumière intense
et ces rayons UV peuvent causer des
blessures aux yeux et à la peaux. Prenez
toutes précautions indiquées dans ce
manuel afin de réduire la possibilité des
blessures aux yeux et à la peau.
Toutes personnes qui utilisent cet
équipement ou qui soient dans
l’endroit pendant l’utilisation de
l’équipement doivent porter des
vêtements de soudage protecteurs y
compris: un masque ou un casque de
soudeur ou un écran avec un filtre
numéro 10 (au moins), des
vêtements incombustibles, des gants
de soudeur en cuir, et la protection
complète pour les pieds.
\ Ne jamais
observer
le soudage à l’arc sans la protectioon
pour les yeux telle qu’indiquée ci-
dessus. Ne jamais utiliser une lentille
filtrante qui est fendue, cassée ou
classifiée moins que le numéro 10.
Avertir les autres personnes dans
l’endroit de ne pas observer l’arc.
Le soudage à l’arc électrique
produit des étincelles et
chauffe le métal aux
températures qui peuvent causer des
brûlures graves! Utiliser des gants et
des vêtements protecteurs pendant
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
MANUAL
Figura 1 - Componentes y Controles de la Soldadora
3
1
6
4
8
9
5
2
7

28 Fr
Garantie Limitée
Garantie Limitée 5-3-1
1. Durée: Le fabriquant garantie la réparation, sans frais pour les pièces et main-d’oeuvre, le Soudeur, le Pistolet Soudeur,
Câbles, qui se sont révèlés défectueux en matière ou fabrication, pendant les durées suivantes après la date d’achat initial:
Pour 5 Ans: Le Transformateur de Soudeur et Redresseur
Pour 3 Ans: Le Soudeur En Entier (à l’exclusion des colliers, pistolet, câbles, ou accessoires emballés avec le soudeur)
Pour 1 An: Colliers De Mise À La Terre, Pistolet MIG, Porte-électrodes, Accessoires, et Câbles de Soudage (si applicable)
2. Garantie Accordée Par (Garant):
Campbell Hausfeld/ A Scott Fetzer Company
100 Production Drive
Harrison, OH 45030
Telephone: (513)-367-4811
3. Bénéficiaire De Cette Garantie (Acheteur): L’acheteur initial du produit Campbell Hausfeld .
4. Couverture De La Présente Garantie: Défauts de matière et de fabrication qui se révèlent pendant la période de validité
de la garantie. Cette garantie comprend le Soudeur, le Transformateur du Soudeur et Redresseur, Pistolet du Soudeur ou le
Porte-Électrode, et câbles seulement.
5. La Présente Garantie Ne Couvre Pas:
A. Les garanties implicites, y compris celles de commercialisabilité et D’ADAPTION À UNE FONCTION PARTICULIÈRE SONT
LIMITÉES EN DURÉE À CETTE GARANTIE. Après cette durée, tout risques de perte, quoi que ce soit, devient la
responsabilité de l’acheteur. Certaines Provinces n’autorisant pas de limitations de durée pour les garanties implicites. Les
limitations précédentes peuvent donc ne pas s’appliquer.
B. TOUT DOMMAGE, PERTE OU DÉPENSE FORTUIT OU INDIRECT POUVANT RÉSULTER DE TOUT DÉFAUT, PANNE OU
MAUVAIS FONCTIONNEMENT DU PRODUIT CAMPBELL HAUSFELD. Certaines Provinces n’autorisent pas l’exclusion ni la
limitation des dommages fortuits ou indirects. La limitation ou exclusion précédente peut donc ne pas s’appliquer.
C. Les accessoires qui sont compris avec le produit et qui sont soumis à l’usure par l’usage normal; la réparation ou le
remplacement de ces objets sont la responsabilité de l’acheteur. Ces pièces MIG comprennent, mais ne sont pas limités à;
Pointes De Contact, Buses, Doublures de Pistolet, Rouleaux D’Entraînement, Nettoyant pour Fil en Feutre.
Additionnellement, cette garantie ne comprend pas le dommage causé par le remplacement ou entretien prématuré des
pièces USABLES précédentes.
D. Toute panne résultant d’un accident, d’une utilisation abusive, de la négligence ou d’une utilisation ne respectant pas les
instructions données dans le(s) manuel(s) accompagnant le produit.
E. Service avant livraison, i.e. montage et ajustement.
7. Responsabilités Du Garant Aux Termes De Cette Garantie: Réparation ou remplacement, au choix du Garant, des
produits ou pièces qui se sont révélés défectueux pendant la durée de validité de la garantie.
8. Responsibilités De L’Acheteur Aux Termes De Cette Garantie:
A. Livraison ou expédition du produit ou pièce Campbell Hausfeld à Campbell Hausfeld. Taux de frais , si applicable, sont la
responsabilité de l’acheteur.
B. Utilisation et entretien du produit avec un soin raisonable, ainsi que le décri(vent)t le(s) mnuel(s) d’utilisation.
9. Réparation ou Remplacement Effectué Par Le Garant Aux Termes De La Présente Garantie: La réparation ou le
remplacement sera prévu et exécuté en fonction de la charge de travail dans le centre d’entretien et dépendra de la
disponibilité des pièces de rechange.
Cette garantie limitée confère des droits précis. L’acheteur peut également jouir d’autres droits qui varient d’une Province à
l’autre.
Soudeur à l’Arc Alimenté en Fil
Modèles WG2060 et WG2064
Généralités sur la
Sécurité (Suite)
n’importe quel travail de métal. Prenez
toutes précautions indiquées dans ce
manuel afin de réduire la possibilité de
brûlures de peau ou de vêtements.
S’assurer qui toutes personnes dans
l’endroit de soudage soient protégées
contre la chaleur, les étincelles et les
rayons ultraviolets. Utiliser des écrans
de visage additionnels et des écrans
coupe-feu si nécessaire.
Ne jamais toucher les objets de travail
avant qu’ils soient complètement
refroidis.
La chaleur et les étincelles qui
sont produites pendant le
soudage à l’arc électrique et
autres travaux de métal peuvent
allumer les matériaux inflammables et
explosifs! Prenez toutes les précautions
indiquées dans ce manuel afin de
réduire la possibilité de flammes et
d’explosions.
Enlever tous les matériaux
inflammables à moins de 35 pieds
(10,7 m) de l’arc de soudage. Si
l’enlevage n’est pas possible, bien
couvrir les matériaux inflammables
avec des couvertures incombustibles.
Ne pas utiliser un soudeur à l’arc
électrique dans les endroits qui
contiennent des vapeurs
inflammables ou explosifs.
Prenez précaution pour assurer que
les étincelles volantes et la chaleur
ne produisent pas de flammes dans
des endroits cachés, fentes, etc.
Risque
d’incen-
die! Ne pas souder les récipients ni les
tuyaux qui contiennenet ou qui ont
contenus des matériaux inflammables
ou combustibles gaseux ou liquides.
Le soudage à l’arc des
bouteilles ou des récipients
fermés tels que les réservoirs
ou bidons, peuvent causer une
explosion s’ils ne sont pas bien
ventilés! Vérifier qu’il y a un trou de
ventilation suffisant dans n’importe
quel bouteille ou récipient afin de
permettre la ventilation des gaz
pendant l’expansion.
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
font partie du procédé de soudage, il est
nécessaire de les respecter.
Protéger les bouteilles de gaz
comprimé contre la chaleur excessive,
les chocs mécaniques et les arcs.
Installer et fixer les bouteilles dans
une position verticale en utilisant une
chaîne sur un support stationnaire ou
un support de bouteille afin d’éviter
le renversement ou le basculage.
Garder les bouteilles à l’écart du
soudage ou autres circuits électriques.
Ne jamais permettre que l’électrode
de soudage touche une bouteille.
Utiliser seulement les bouteilles
de gaz correctes; régulateurs,
tuyaux et raccords conçus pour
votre application et les tenir en
bon état de marche.
Tourner le visage à l’écart de la
soupape d’échappement en ouvrant
la soupape de la boutille.
Garder le capuchon protecteur en
place sur la soupape sauf si la
bouteille est soi en service ou
brancher pour le service.
Lire et suivre les instructions pour les
bouteilles de gaz et autre
équipement, ainsi que la publication
CGA, P-1 indiquée dans les Normes
de Sécurité.
Ne jamais
utiliser
les gaz inflammables avec les soudeurs
MIG. Seuls les gaz inertes ou
ininflammables tels que le bioxyde de
carbone, l’argon, le helium ou un
mélange d’un ou plus de ces gaz sont
convenables pour le soudage MIG.
Ne jamais
soulever
les bouteilles par leurs soupapes,
capuchons ni avec les chaînes ou élingues.
NORMES DE SÉCURITÉ ADDITIONNELLES
Normes ANSI Standard Z49.1 de la Société
American Welding Society, 550 N.W. Le June
Rd. Miami, FL 33126
Normes de Sécurité et de Santé
OSHA 29 CFR 1910, du Superintendent of
Documents, U.S. Government Printing Office,
Washington, D.C. 20402
Code Électrique National
Norme NFPA 70, de l’Association National Fire
Protection Association, Batterymarch Park,
Quincy, MA 02269
Manipulation Sûr des Bouteilles de Gaz
Comprimé
Brochure CGA P-1, de l’Association
Compressed Gas Association, 1235 Jefferson
Davis Highway, Suite 501, Arlington, VA 22202
Code pour la Sécurité concernant le
Soudage et le Coupage
Norme CSA W117.2, de l’Association Canadian
Standards Association, Standards Sales, 178
Rexdale Boulevard, Rexdale, Ontario, Canada
M9W 1R3
!
AVERTISSEMENT
!
DANGER
17 Fr
Ne pas inspirer les vapeurs
qui sont produites par le
soudage à l’arc. Ces vapeurs
sont dangereuses. Utiliser un
respirateur fourni d’air si l’endroit de
soudage n’est pas bien ventilé.
Garder la tête et le visage hors des
vapeurs de soudage.
Des vapeurs extrêmement toxiques
sont produites pendant le chauffage
des métaux galvanisés, plaqués de
cadmium, ou des métaux qui
contiennent le zinc, le mercure, ou le
beryllium. Compléter les précautions
suivantes avant d’exécuter le soudage
à l’arc électrique sur ces métaux:
a. Enlever l’enduit du métal commun.
b. S’assurer que l’endroit de soudage
soit bien ventilé.
c. Utiliser un respirateur fourni d’air.
Le champ électromagnétique
qui est produit pendant le
soudage à l’arc peut causer de
l’interférence avec le fonctionnement de
plusieurs appareils électriques tels que
les pacemakers cardiaques. Toutes
personnes utilisant ces appareils doivent
consulter leur médecin avant d’exécuter
le soudage à l’arc électrique.
Router le pistolet à fil et les câbles
ensembles et les fixer avec du ruban
adhésif si possible.
Ne jamais envelopper les câbles de
soudage à l’arc autour du corps.
Toujours situer le pistolet à fil et les
conducteurs de service sur le même
côté du corps.
L’exposition aux champs
électromagnétiques peut avoir
autres réactions inconnues
concernant la santé.
Avant de
laisser
l’endroit, s’assurer que l’endroit de
soudage est en état sûr et sans risques
(étincelles, flammes, métal chauffé au
rouge, ou scorie). S’assurer que
l’équipement soit hors circuit et que
l’excès de fil soit taillé. S’assurer que
les câbles soient roulés (sans serrer) et
hors du chemin. S’assurer que tout
métal et scorie soient refroidis.
Les bouteilles peuvent
exploser si endommagées. Les
bouteilles de gaz contiennenet
du gaz sous haute pression. Si
endommagée, une bouteille peut
exploser. Puisque les bouteilles de gaz
!
DANGER
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
Modèles WG2060 et WG2064

27 Fr
CA ou Courant Alternatif - courant
électrique qui change de direction
périodiquement. Le courant à soixante
cycles voyage dans les deux directions
soixante fois par seconde.
Longueur de L’Arc - La distance du
bout de l’électrode jusqu’au point où
l’arc contacte la surface de travail.
Métal Commun -le matériel qui doit
être soudé.
Joint en Bout - un joint entre deux
pièces qui sont alignées
approximativement dans le même plan.
Cratère - une flaque ou poche qui est
produite quand l’arc contacte le métal
commun.
CC ou Courant Continu - courant
électrique d’une direction seulement. La
polarité (+ ou -) détermine la direction
du courant.
CC Polarité Inversée - quand le porte-
électrode est branché au pôle positif du
soudeur. La Polarité Inversée dirige plus
de chaleur dans l’électrode plutôt que
sur l’objet de travail pour l’utilisation sur
les matériaux plus minces.
CC Polarité Ordinaire - quand le
porte-électrode est branché au pôle
négatif du soudeur. Plus de chaleur est
dirigé vers l’objet de travail pour
meilleur pénétration des matériaux
épais.
Électrode -un fil en métal enrobé ayant
approximativement la même
composition du matériel qui doit être
soudé.
Soudure en Cordon - dimension
approx. d’un triangle, profil en travers,
qui uni les deux surfaces à angles droits
en soudure à recouvrement, en T ou en
coin.
Flux - un enduit qui produit un gaz
protecteur autour de l’endroit de
soudage. Ce gaz protège les métaux
contre les polluants dans l’air.
Soudure À L’Arc Fourré de Flux
(FCAW) - ou Sans-gaz est une méthode
de soudage utilisée avec un soudeur à
alimentation en fil. Le fil de soudage est
Lexique de Termes de Soudage
tubulaire avec du flux à l’intérieur pour
protection.
Soudure À L’arc À Gaz (GMAW) - ou
MIG est une méthode utilisée avec un
soudeur à alimentation en fil. Le fil est
solide et un gaz inerte est utilisé pour
protection.
Soudure À L’Arc À Gaz Tungstène
(GTAW) - ou TIG est une méthode de
soudage utilisée avec de l’équipement
de soudage qui a une génératrice à
haute fréquence. L’arc est crée entre un
électrode tungstène non-usable et
l’objet de travail. Un métal bouche-
pores peut être utilisé.
Soudure à Recouvrement - un joint
entre deux pièces en chevauchement.
Tension au Repos -la tension entre
l’électrode et le collier de mise à la terre
quand il n’y a pas de flux de courant
(pas de soudage). Ceci détermine la
vitesse auquelle l’arc est amorçé.
Chevauchement - se produit quand le
réglage d’ampérage est trops bas. En ce
cas, le métal fondu tombe de l’électrode
sans se fondre dans le métal commun.
Porosité - des soufflures, ou creux
formés pendant la solidification de la
soudure qui affaiblissent la soudure.
Pénétration -la profondeur que la
chaleur affecte l’objet pendant la
soudure. Une soudure de haute qualité
est celle qui atteint 100% de
pénétration. C’est à dire que l’objet de
travail en entier a été chauffé et
solidifié à nouveau. Les endroits affectés
par la chaleur devraient être visibles sur
l’inverse de la soudure.
Soudure À L’Arc Au Métal Enrobé
(SMAW) - est une méthode de soudage
qui utilise une électrode usable pour
soutenir un arc. L’enduit de flux fondu
sur l’électrode fournit la protection.
Scorie - une couche d’encrassement de
flux qui protège la soudure des oxydes
et autres polluants pendant le
refroidissement de la soudure. Enlever
la scorie après que la soudure s’est
refroidie.
Bavure - particules métalliques volantes
qui se refroidissent sur la surface de
travail. La bavure peut être diminuée si
vous utilisez un agent vaporisateur qui
résiste la bavure sur l’objet de travail
avant de souder.
Point de Soudure - une soudure
utilisée pour tenir les pièces en
alignement jusqu’à ce que les soudures
actuelles soient complétées.
L’Angle de Déplacement -l’angle de
l’électrode dans la ligne de soudure.Ceci
varie entre 5º et 45º selon les
conditions.
Joint en T - placer le bord d’un
morceau de métal sur l’autre à un angle
de 90º.
Caniveau - une condition résultant
d’un ampérage trop haut qui produit
une rainure dans le métal commun le
long des deux côtés du cordon de
soudure et sert à affaiblir la soudure.
Flaque de Soudure - un volume de
métal fondu dans une soudure avant sa
soldification.
Cordon de Soudage - une ou plusieurs
couche(s) étroite de métal placé sur le
métal commun pendant que l’électrode
fond. La largeur du cordon de soudage
est typiquement deux fois le diamètre de
l’électrode.
Angle de Travail -l’angle de l’électrode
de l’horizontal, mésuré à angle droit de
la ligne de soudure.
Soudeur à l’Arc Alimenté en Fil
Modèles WG2060 et WG2064
Montage
ASSEMBLAGE DU DISPOSITIF DE
RETENUE DE LA BOUTEILLE
Fixer le dispositif de retenue de la
bouteille au soudeur tel qu'illustré (fig.2).
INSTALLATION DE FILS
REMARQUE: Avant d’installer le fin à
soudage, s’assurer que:
a. Le diamètre du fil de soudure
s'agence à la rainure du rouleau
entraîneur sur le mécanisme
d'alimentation du fil (voir figure
3). Le rouleau entraîneur est
marqué en tailles métriques : 0,6
mm, 0,8 mm - 0,9 mm.
b. Le fil s'agence à la pointe de
contact sur l'extrémité du pistolet
(voir figure 4).
Des articles qui ne se correspondent pas
peuvent causer le patinage et le
coinçage du fil.
REMARQUE : Toujours maintenir le
contrôle de l'extrémité libre du fil de
Soudeur à l’Arc Alimenté en Fil
Généralités sur la
Sécurité (Suite)
Procédés de Coupage et Soudage
Norme NFPA 51B, le l’Association National
Fire Protection Association, Batterymarch
Park, Quincy, MA 02269
Règlements Professionnels et
d’Éducation de Sécurité pour la
Protection des Yeux et du Visage
Norme ANSI Z87.1, de l’Institut American
National Standards Institute, 1430 Broadway,
New York, NY 10018
Se référer aux Données de Sécurité
(Material Safety Data Sheets) et les
instructions des fabricants pour les
métaux, les fils, les enduits et les
produits pour le nettoyage.
Installation
ENDROIT
La sélection de l’endroit correct peut
amélioré de façon spectaculaire, le
rendement, la fiabilité, et la durée du
soudeur à l’arc.
Pour un meilleur résultat, situer le
soudeur dans un endroit propre et
sec. La poussière et la sâleté dans le
soudeur conservent l’humidité et
augmentent l’usure des pièces
mobiles.
Placer le soudeur dans un endroit
avec au moins douze pouces (305
mm) d’espace pour la ventilation en
avant et en arrière du modèle.
Garder cet espace libre
d’obstructions.
Ranger le fil de soudage dans un
endroit propre et sec à faible
humidité pour éviter l'oxydation.
Utiliser une prise de courant mise à
la terre correctement pour le
soudeur, et s’assurer que le soudeur
soit le seul appareil de charge sur le
circuit d’alimentation. Se référer au
tableau sur la page 1 pour la
capacité correcte du circuit.
L’utilisation d’un cordon prolongateur
n’est pas recommandé pour les
soudeurs à l’arc électriques. Une perte
de tension dans le cordon
prolongateur peut diminuer de façon
spectaculaire, le rendement du
soudeur.
soudure pour éviter le débobinage
1. Vérifier que le modèle soit hors
circuit (OFF) et ouvrir le panneau sur
le soudeur afin d’exposer le
mécanisme d’alimentation de fil
2. Enlever la serrure rapide de la bobine
en appuyant et tournant 1/4 de tour
au sens inverse des aiguilles d’une
montre. Ensuite enlever le bouton,
ressort et l’entretoise de bobine.
3. Rabattre la vis de tensionnement sur
le mécanisme d'entraînement. Ceci
permet l’acheminement initial du fil
dans la doublure du pistolet à la
main.
4. Installer la bobine sur la broche afin
que le fil puisse sortir de la bobine au
bout le plus près du tube de guidage
d’alimentation. Ne pas couper le fil
tout de suite. Installer l’entretoise
de bobine, le ressort et le bouton de
serrage rapide en appuyant et
tournant le bouton 1/4 de tour au
sens des aiguilles d’une montre.
5. Tenir le fil et couper le fil du bout de
la bobine. Ne pas permettre que le
fil se démêle. S’assurer que le bout
du fil soit droit et sans ébarbures.
6. Acheminer le fil par le tube guide
d’alimentation de fil, sur la rainure
dans le rouleau d’entraînement et dans
la doublure du pistolet. Relever la vis
de tensionnement et ajuster la tension
en tournant le bouton de la vis de
tensionnement. Ne pas trop resserrer.
7. Enlever la buse en la tournant au sens
contraire des aiguilles d’une montre.
Ensuite desserrer la pointe de contact
18 Fr
Figure 2 - Assemblage du dispositif de
retenue de la bouteille
Broche
Fil de soudure
Bague de tension
Ressort de Tension
Dispositif de retenue
Bouton tendeur
Tube guide
Bras tendeur
Tablier
d’entraînement
Support
de
rouleau
Rouleau
entraîneur
Figure 3 - Acheminement du fil de soudure

6. Réinstaller le couvercle de polarité
et la vis du couvercle.
7. S'assurer que la flèche sur le
couvercle de polarité pointe au
réglage voulu.
Préparation Pour Le Gaz
Protecteur
La
manipu-
lation et l’entretien incorrect des
bouteilles de gaz comprimé et des
régulateurs peuvent résulter en
blessures graves ou perte de vie!
Toujours fixer les bouteilles de gaz au
nécessaire de support du réservoir, à un
mur ou autre support stationnaire afin
d’éviter le basculage. Lire, comprendre
et suivre toutes les avertissements et
dans les instructions de sécurité pour le
gaz comprimé et l’équipement.
REMARQUE: Le gaz n’est pas nécessaire
si le fil fourré de flux est utilisé.
TYPES DE GAZ
Il y a trois types de gaz populaires pour
le soudage à l’arc avec gaz; 100% argon,
un mélange de 75% argon et 25% gaz
carbonnique (C25) ou 100% gaz
carbonnique.
Utiliser
SEULEMENT le type de gaz recommandé
pour votre soudeur. Utiliser SEULEMENT
un gaz inerte, ininflammable. Le non-
respect de ces indications mènera à une
situation très dangereuse.
!
DANGER
!
DANGER
Pour changer la polarité (voir la figure
4b)
REMARQUE : La flèche sur le couvercle
de polarité pointe vers le réglage de
polarité actuel.
OUTILS NÉCESSAIRES : Tournevis
Phillips et clé à douilles de 10 mm.
1. Débrancher le cordon
d'alimentation de la prise.
2. Retirer la vis du couvercle et le
couvercle de polarité.
3. Retirer quatre écrous des goujons
de polarité.
4. Retirer la barre-omnibus de polarité
et tourner de 90°. Réinsérer en
alignant la rainure avec la bonne
nervure sur la boîte de polarité. La
nervure droite supérieure marque
la position MIG tandis que la
nervure droite inférieure marque la
position de flux. (Voir la figure 4c.)
5. Réinstaller quatre écrous et bien
resserrer.
26 Fr
Soudeur à l’Arc Alimenté en Fil
Modèles WG2060 et WG2064
1 Assemblage du chalumeau et
tuyau (MIG, 2,44 m, WG2060) WC403660AV 1
Assemblage du chalumeau et
tuyau (MIG, 3,05 m, WG2064) WC404100AV 1
2 Pointe de contact - 0,035 po (0,9 mm) WT501400AV 1
Pointe de contact optionnelle -
0,024 po (0,6 mm) paquet de 4 WT501200AJ †
Pointe de contact optionnelle -
0,030 po (0,8 mm) paquet de 4 WT501300AJ †
Pointe de contact optionnelle -
0,035 po (0,9 mm) paquet de 4 WT501400AJ †
3 Buse WT502100AV 1
4 Rouleau entraîneur WC500805AV 1
5 Assemblage du tablier d'entraînement WC500800AJ 1
6 Broche et grille WC707018AV 1
7 Dispositif de retenue de bobine WC707024AV 1
8 Ressort de retenue de bobine WC707026AV 1
9 Anneau de retenue de bobine WC707023AV 1
10 Fil de soudure fourré - 0,030 po (0,8 mm)
2 lb (0,9 kg) Rouleau (E71T-GS) WE200001AV †
Fil de soudure fourré - 0,030 po (0,8 mm)
10 lb (4,5 kg) Rouleau (E71T-GS) WE201000AV †
Fil de soudure fourré - 0,035 po (0,9 mm)
2 lb (0,9 kg) Rouleau (E71T-GS) WE200501AV †
Fil de soudure fourré - 0,035 po (0,9 mm)
10 lb (4,5 kg) Rouleau (E71T-GS) WE201500AV †
Fil de soudure MIG - 0,024 po (0,6 mm)
2 lb (0,9 kg) Rouleau (ER70S6) WE300001AV †
Fil de soudure MIG - 0,024 po (0,6 mm)
11 lb (5 kg) Rouleau (ER70S6) WE301500AV †
No de
Réf. Description No De Pièce Qté
Fil de soudure MIG - 0,030 po (0,8 mm)
2 lb (0,9 kg) Rouleau (ER70S6) WE300501AV †
Fil de soudure MIG - 0,030 po (0,8 mm)
11 lb (5 kg) Rouleau (ER70S6) WE302000AV †
Fil de soudure MIG - 0,035 po (0,9 mm)
2 lb (0,9 kg) Rouleau (ER70S6) WE301001AV †
Fil de soudure MIG - 0,035 po (0,9 mm)
11 lb (5 kg) Rouleau (ER70S6) WE302500AV †
Fil de soudure MIG - 0,030 po (0,8 mm)
1 lb (0,45 kg) Aluminium (ER5356) WE303001AV †
11 Dispositif de retenue de la bouteille
avec 4 vis WC302600AJ 1
12 Raccord de tuyau barbelé (Externe) WC403900AV 1
Raccord rapide (Interne) WC403901AV 1
13 Tuyau de gaz - 22 po (55,9 cm) WC403902AV 1
14 Collier de serrage de tuyau WC403903AV 2
15 Régulateur (WG2060) WC803500AV 1
Régulateur (WG2064) WC803600AV 1
16 Masque de soudage à main
(Lentille non incluse) WC801700AV 1
17 Lentille ombragée
(pour masque de soudage à main) WC801100AV 1
18 Marteau/brosse de piquage WC803400AV 1
19 Décalque de sécurité DK688509AV 1
20 Trousse de barre-omnibus de polarité WC403128AV 1
21 Bride de mise à la terre (WG2060) WC100300AV 1
Bride de mise à la terre (WG2064) WC100600AV 1
22 Gants de soudure
(WG2064 seulement) WT200501AV
1
Pas Indiquée
† Accessoire optionnel
No de
Réf. Description No De Pièce Qté
3
4
1
8
9
2
11
10
7
12
6
5
Figure 14 - Pièces de rechange
Pour Pièces de Rechange ou
assistance technique, appeler
1-800-746-5641
Adresser toute correspondance à :
Campbell Hausfeld
Attn: Customer Service
100 Mundy Memorial Drive
Mt. Juliet, TN 37122 U.S.A.
S’il vous plaît fournir l’information suivante:
- Numéro de modèle
- Numéro de série (si applicable)
- Numéro et description de la pièce
Liste de pièces de rechange -
Modèles WG2060 et WG2064
19 Fr
Montage (Suite)
du bout du chalumeau de soudeur
(Voir Figure 4). Brancher le
soudeur dans une prise de courant
convenable.
8. Mettre le soudeur en marche et régler
la vitesse du fil à 10. Activer la
gâchette du pistolet jusqu'à ce que le
fil dépasse l'extrémité du chalumeau.
Mettre le soudeur hors circuit.
9. Glisser avec soin la pointe de contact
sur le vil et visser la pointe sur
l'extrémité du chalumeau. Installer la
buse en tournant dans le sens des
aiguilles d'une montre (voir figure 4).
Couper le fil à environ 1/4 po (0,635
cm) de l'extrémité de la buse.
FACTEUR D’UTILISATION/PROTECTION
THERMOSTATIQUE
Le facteur d’utilisation de soudage est
le pourcentage du temps de soudage
actuel qui peut se faire dans un interval
de dix minutes. Par exemple, à un cycle
de service de 20 %, la soudure réelle se
fait pendant deux minutes, puis le
soudeur doit refroidir pendant huit
minutes.
Les pièces détachées internes de ce soudeur
sont protégées contre le surchauffage avec
un interrupteur automatique thermique.
Une lampe jaune sur le panneau
d’avant est allumée si vous dépassez
le facteur d’utilisation. Continuer avec le
soudage quand la lampe n’est pas allumée.
POLARITÉ
Le fil de soudure MIG exige une
polarité électrique d'électrode positive.
Le fil de soudure fourré exige une
polarité électrique d'électrode
négative. Le soudeur est réglé en usine
pour un fil de soudure fourré.
Figure 4 - Buse du
chalumeau
Pointe de contact
Buse
Chalumeau diffuseur
Marques De Pointe De Contact
Marque Taille de fil
0,6 mm 0,024 po
0,8 mm 0,030 po
0,9 mm 0,035 po
Modèles WG2060 et WG2064
Figure 4b
Boîte de
polarité
Nervure
de flux
Barre-omnibus
de polarité
Écrous
Vis du
couvercle
Couvercle
de
polarité
Rainure
Goujons de polarité
Nervure MIG
Figure 4c
Position MIG
Position flux
Position droite
supérieure-nervure
MIG
Position droite
inférieure-nervure flux

Montage (Suite)
REMARQUE : Le dioxyde de carbone à
100 % n'est pas recommandé à cause de
boudin de soudure insatisfaisant.
Pour le soudage d'acier générale, un
mélange 75/25 est recommandé Pour le
soudage d’aluminium, utiliser 100%
argon. Tous types de bouteilles sont
disponibles chez votre fournisseur de
matériaux de soudage. Fixer la bouteille
en place sur votre soudeur ou sur un
autre support pour éviter le basculage
de la bouteille.
Obtenir le type exact de gaz. Le gaz
utilisé dans toute application de soudure
pour votre appareil doit être d'un TYPE
INERTE, ININFLAMMABLE. Vous pouvez
obtenir le type de gaz nécessaire de tout
distributeur local de gaz de soudure
(souvent dans les pages jaunes sous
“Soudeurs” ou “équipement de
soudure”).
REGULATOR
Un régulateur réglable sans jauge est
fourni avec le WG2060. Le régulateur
fourni avec le modèle WG2064 inclut
deux jauges. Le régulateur fournit une
pression et un débit constant de gaz
pendant le soudage. Chaque régulateur est
conçu pour l’utilisation avec un type ou
mélange de gaz particulier. L’argon et les
mélanges d’argon utilisent le même type
de filets. 100% gaz carbonnique utilise un
différent type de filets. Un adaptateur est
disponible chez votre fournisseur de gaz de
soudeur pour pouvoir utiliser les deux
types.
PROCÉDURE DE RACCORDEMENT DE
TUYAU ET DE RÉGULATEUR
Les bouteilles de gaz sont sous haute
pression. Diriger l’orifice
d’échappement à l’écart de soi-même
ou d’autres personnes avant de
l’ouvrir.
1. Avec la bouteille bien installée, se
tenir au bord opposé de l’orifice
d’échappement, enlever le capuchon
de la bouteille et ouvrir la soupape un
peu en tournant au sens contraire des
aiguilles d’une montre. Quand le gaz
sort de la bouteille, fermer la soupape
en tournant au sens des aiguilles
d’une montre. Ceci sert à purger la
poussière qui peut s’accumuler autour
du siège de la soupape.
2. Installer le régulateur sur le robinet de
la bouteille. Bien resserrer l'écrou de la
tige sur la soupape de gaz.
!
AVERTISSEMENT
25 Fr
Modèles WG2060 et WG2064
Guide de Dépannage - Soudures
Symptôme Cause(s) Possible(s) Mesure Corrective
Cordon de soudure trop
mince par intervalles
Cordon de soudre trop
épais par intervalles
Enfoncements en lambeaux
au bord de la soudure
Le cordon de soudure ne
pénètre pas le métal
commun
Le fil crache et se colle
1. Vitesse de déplacement rapide
et/ou irrégulière
2. Réglage de chaleur de sortie
trop bas
1. Vitesse de déplacement lente
et/ou irrégulière
2. Réglage de chaleur de sortie
trop élevé
1. Vitesse de déplacement trop
rapide
2. Vitesse de fil trop rapide
3. Réglage de chaleur de sortie
trop élevé
1. Vitesse de déplacement
irrégulière
2. Réglage de chaleur de sortie
trop bas
3. Manque de/niveau bas de gaz
protecteur
4. Type de gaz incorrect
(Aluminium)
5. Cordon prolongateur trop long
6. Accumulation possible d’oxydes
sur la surface (Aluminium)
1. Fil humide
2. Vitesse de fil trop rapide
3. Type de fil incorrect
4. Manque de/niveau bas de gaz
protecteur
1. Diminuer et maintenir une vitesse de déplacement
constante
2. Augmenter le réglage de chaleur de sortie
1. Augmenter et maintenir une vitesse de déplacement
constante
2. Diminuer le réglage de chaleur de sortie
1. Diminuer la vitesse de déplacement
2. Diminuer la vitesse de fil
3. Diminuer le réglage de chaleur de sortie
1. Diminuer et maintenir une vitesse de déplacement
constante
2. Augmenter le réglage de chaleur de sortie
3. Utiliser le gaz pour la méthode MIG ou remplir la
bouteille
4. Utiliser le gaz Argon 100% seulement
5. N’utilisez pas un cordon prolongateur plus que 20 pi de
long
6. Bien nettoyer la surface avec une brosse métallique
seulement
1. Utiliser un fil sec et l’entreposer dans un endroit sec
2. Diminuer la vitesse de fil
3. Utilisez le fil fourré de flux si vous n’utilisez pas de gaz
4. Utiliser le gaz pour la méthode MIG ou remplir la
bouteille
3. Installer un bout du tuyau de gaz au
raccord situé sur le dessus du soudeur et
l’autre bout du tuyau au raccord du
régulateur en utilisant des colliers de
serrage sur chaque raccordement.
S’assurer que le tuyau ne soit pas tortillé.
4. Se positionner encore au bord
opposé de l’orifice de sortie de la
bouteille et ouvrir la soupape
lentement. Inspecter pour des fuites
dans l’endroit des raccordements.
5. Tirer la gâchette du pistolet pour
laisser le gaz couler. Ajuster le
régulateur de gaz au débit maximum
en tournant dans le sens des aiguilles
d'une montre. Dégager la gâchette.
6. N’oubliez pas de fermer la soupape
de gaz lorsque vous avez fini de
souder.
Montage du Masque a Main
1. Éloigner la poignée amovible du
masque. Tailler le surplus de plastique
pour retirer les bords tranchants - voir
la figure 6.
2. Pour fixer le manche, placer le
masque à main sur une surface
nivelée et appuyer sur le manche
jusqu’à ce qu’il soit en place. – voir
Figure 6.
3. Insérer la lentille du filtre
exactement tel qu’indiqué sous la
figure 7.
20 Fr
Soudeur à l’Arc Alimenté en Fil
REMARQUE: Si vous n’avez jamais
utilisé un soudeur ou si vous avez peu
d’expérience, il est recommandé que
vous utilisez un masque qui couvre
complètement votre visage. Les deux
mains sont nécessaires pour stabiliser
et contrôler l’angle et la longeur de
l’arc de l’électrode.
Fonctionnement
1. Lire, comprendre et suivre
toutes les précautions dans
la section Généralités Sur
La Sécurité. Lire la section
entière de Directives De
Soudage avant d’utiliser l’équipement.
2. Mettre le soudeur hors circuit.
3. Vérifier que les surfaces du métal
soient libres de saleté, rouille,
peinture, huile, écailles ou autres
polluants avant de les souder
ensemble. Ces polluants rendent la
soudure difficile et peuvent causer de
mauvaises soudures.
Toutes
personnes
utilisant cet équipement ou qui sont
dans l’endroit pendant l’utilisation de
l’équipement doivent porter des
vêtements de soudage protecteurs y
compris: protection oculaire avec lentille
correcte, vêtements incombustibles,
gants de soudeur en cuir, et protection
complète pour les pieds.
Pour le chauffage, soudage
ou coupage des matériaux
galvanisés, plaqué en zinc,
plomb, ou en cadmium, se référer à la
section Généralités Sur La Sécurité
pour plus d’instructions. Des vapeurs
extrèmement toxiques sont produites
pendant le chauffage de ces métaux.
4. Raccorder la pince de soudeur à
l’objet de travail ou à l’établi (si en
métal). S’assurer que le contact soit
sûr et non-pollué par la peinture, le
vernis, la corrosion, ou autres
!
AVERTISSEMENT
!
AVERTISSEMENT
Figure 6
Figure 7
Figure 5 - Raccordement de tuyau et de
régulateur
MANUAL

24 Fr
Soudeur à l’Arc Alimenté en Fil
Guide de Dépannage - Soudeur
Symptôme Cause(s) Possible(s) Mesure Corrective
Pour des informations concernant ce produit,
composer 1-800-746-5641
1. Facteur d’utilisation dépassé
2. Raccord au collier de mise à la
terre insuffisant
3. Interrupteur défectueux
4. Disjoncteur ou fusible sauté
1. Bout du pistolet de taille
incorrecte
2. Chemise du pistolet obstruée
ou endommagée
3. Bout du pistolet obstrué ou
endommagé
4. Rouleau d’entraînement usé
5. Tension insuffisante
1. Scorie dans la buse du pistolet
2. Anneau d'isolant fondu/expiré
1. Raccordement insuffisant
2. Utilisation d’un cordon
prolongateur trop long
1. Permettre que le soudeur se refroidisse jusqu'à ce que la
lampe s'éteigne
2. S’assurer que tous les raccordements soient sûrs et que la
surface d’attache soit propre
3. Remplacer l’interrupteur
4. Réduire la charge sur le circuit, rajuster le disjoncteur ou
remplacer le fusible
1. Utiliser un bout de taille correcte
2. Nettoyer ou remplacer la chemise du pistolet
3. Nettoyer ou remplacer le bout du pistolet
4. Remplacer
5. Serrer la vis de tension
1. Nettoyer la scorie de la buse du pistolet
2. Remplacer la buse
1. S’assurer que tous les raccordements soient sûrs et que la
surface d’attache soit propre
2. N’utilisez pas un cordon prolongateur plus que 20 pi de
longueur
Manque de puissance
Le fil s’emmêle au rouleau
d’entraînement
La buse du pistolet arc à la
surface de travail
Collier de mise à la terre
et/ou le câble deviennent
chauds
1. Fil étranglé
2. Plus de fil
3. Tension insuffisante
4. Chemise de fil usée
5. Fil débranché à l’intérieur
6. Pointe de contact obstruée
1. Vitesse de fil trop lente
2. Vitesse de déplacement trop
lente ou chaleur trop élevée
1. Réglage de vitesse du fil
2. Taille de pointe de contact
trop large
3. Polarité réglée incorrectement
4. Rouleau entraîneur glisse
5. Bouteille à gaz vide
1. Recharger le fil
2. Remplacer la bobine de fil
3. Serrer la vis de tension si le fil patine
4. Remplacer la chemise
5. Appeler 1-800-746-5641 pour l’assistance
6. Remplacer la pointe de contact
1. Vitesse de fonctionnement entre 7 - 10
2. Augmenter la vitesse de déplacement ou diminuer le
réglage de chaleur
1. Mettre au point au bon réglage (1-5 acier doux; 5-10
aluminium)
2. Remplacer la pointe de contact
3. Inverser la polarité
4. Augmenter la tension
5. Remplacer la bouteille à gaz
Le fil ne s’avance pas
Le fil (Aluminium) brûle
dans la pointe ou le métal
(Aluminium) produit des
bulles ou brûle à travers
Soudure crache et colle
21 Fr
Fonctionnement
(Suite)
matériaux non-métalliques.
5. Tourner le contrôle de vitesse de fil
jusqu’au numéro 5 pour commencer,
puis ajuster au besoin après le test.
6. Brancher le cordon d’alimentation
dans une prise de courant à la bonne
tension et à la bonne capacité de
circuit (voir les exigences de circuit à la
page avant).
7. Allumer le soudeur au réglage de
chaleur voulu selon le décalque à
l’intérieur du compartiment
d'alimentation du fil.
REMARQUE: Ces réglages sont établis
comme guides généraux. Les réglages de
chaleur sont variables selon les conditions
de soudage et le matériel utilisé.
8. Vérifier que le fil sort de 0,635 cm
(1/4 po) de la pointe de contact. Sinon,
presser la gâchette pour ajouter du
fil, dégager la gâchette, éteindre le
soudeur et couper le fil à la longueur
appropriée. Remettre l’appareil en
marche au réglage de chaleur voulu.
9. Placer le pistolet d’alimentation du fil
près du travail, abaisser le casque de
soudure en hochant la tête ou placer
le masque de soudage à main et
presser la gâchette. Ajuster le réglage
de chaleur et la vitesse du fil au
besoin.
10. À la fin de la soudure, éteindre le
soudeur et ranger correctement.
Entretien
Débran-
cher et
mettre la machine hors circuit avant de
vérifier ou de procéder à l’entretien de
n’importe quelle pièce détachée.
Toujours garder le couvercle du
compartiment de fil fermé sauf
pendant le changement du fil.
AVANT CHAQUE USAGE:
1. Vérifier la condition des câbles de
soudage et réparer ou remplacer
immédiatement, les câbles dont
l’isolation est endommagé.
2. Vérifier la condition du cordon
d’alimentation et le réparer ou le
remplacer immédiatement si
endommagé.
3. Inspecter la condition du bout du
pistolet et de la buse. Enlever la
scorie, si présente. Remplacer le bout
du pistolet ou la buse si endommagés.
!
AVERTISSEMENT
Modèles WG2060 et WG2064
Ne pas
utiliser
ce soudeur si l’isolation sur les câbles
de soudage, le pistolet, ou le cordon
d’alimentation est fendu ou manquant.
CHAQUE TROIS MOIS:
1. Remplacer toutes étiquettes de
sécurité sur le soudeur qui ne sont
pas lisables.
2. Utiliser de l’air comprimé pour
souffler toute la poussière des
ouvertures de ventilation.
3. Nettoyer l’encoche de fil sur le
rouleau d’entraînement. Enlever le fil
du dispositif d’alimentation, enlever
les vis du carter du rouleau
d’entraînement. Utiliser une petite
brosse métallique pour nettoyer le
rouleau d’entraînement. Remplacer si
usé ou endommagé.
Pièces Consommables Et Qu
Peuvent S’User
Les pièces suivantes exigent de
l’entretien ordinaire:
• Rouleau d’entraînement
d’alimentation de fil
• Chemise du pistolet remplacer si usée
• Buse/bouts de contact
• Fil - Ce soudeur acceptera les bobines
de diamètre 4 po ou 8 po (10,16 ou
20,32 cm). Le fil de soudure est
sensible à l’humidité et s’oxyde après
quelques temps. Il est important de
choisir une taille de bobine qui sera
utilisée dans une période de 6 mois.
Pour l’acier doux, il est recommandé
d’utiliser le fil solide AWS ER70S6 ou
le fil fourré de flux AWS E71T-GS.
CHANGEMENT DE TAILLE DE FILS
Ce soudeur est réglé pour le fil .035
(.9mm). Si une différente taille de fil est
utilisée, le rouleau d’entraînement et la
buse de contact auront peut-être besoin
d’être changés. Il y a deux rainures dans
le rouleau d’entraînement. La petite
rainure est pour le fil d’ .024 (.6 mm) et
l’autre est pour le fil de .030-.035 (.8-.9
mm). Enlever le couvercle du rouleau et
tourner le rouleau d’entraînement afin
de choisir la rainure correcte (Voir la
description de pièces). La buse de
contacte devrait correspondre au
diamètre du fil utilisé. Le diamètre de la
buse est indiqué sur la buse de contacte
en pouces ou en milimètres.
!
AVERTISSEMENT
Remplacement du câble
d’alimentation
1. Verifier que le soudeur soit hors
circuit (OFF) et le cordon
d’alimentation soit débranché.
2. Retirer le panneau du côté
soudure pour exposer les
interrupteurs.
3. Débrancher le fil du cordon noir
branché à l’interrupteur et le fil
du cordon blanc aux
enroulements du transformateur.
4. Débrancher le fil du cordon vert
branché à la base du soudeur.
5. Desserrer la(les) vis du réducteur
de tension du cordon et sortir le
cordon du réducteur et de borne
à fil.
6. Installer un nouveau cordon selon
l’ordre inverse.

Soudeur à l’Arc Alimenté en Fil
22 Fr
Directives De Soudage
Généralités
Cet appareil de soudure peut utiliser le
procédé connu sous le nom de soudage
à arc avec fil fourré (Flux-Cored Arc
Welding FCAW) ou le procédé à
soudage à l’arc sous gaz avec fil plein
(Gas Metal Arc Welding GMAW). La
soudure doit être protégée (enrobée)
des contaminants dans l’air tandis qu'elle
est en fusion. Le procédé FCAW utilise
un fil tubulaire avec un enrobage à
l’intérieur. L’enrobage crée un gaz de
protection lorsqu'il est fondu. Le
procédé GMAW utilise un gaz inerte
pour protéger la soudure en fusion.
Quand le courant est produit par un
transformateur (machine à souder) et
passe à travers du circuit à un fil de
soudage, un arc est produit entre le bout
du fil à soudage et l’objet de travail. Cet
arc fond le fil et l’objet. Le métal fondu
du fil à soudage s’écoule dans le cratère
fondu et produit un adhérance avec
l’objet de travail indiqué ci-dessous
(Figure 8).
Principes Du Soudage à L’Arc
Les cinq techniques qui ont un effet sur
la qualité de la soudure sont: la sélection
du fil, le réglage de chaleur, l’angle de
soudure, la vitesse du fil et la vitesse de
déplacement. La compréhension de ces
méthodes est nécessaire afin d’atteindre
une soudure efficace.
RÉGLAGE DE CHALEUR
La chaleur correcte nécessite un
ajustement du soudeur au réglage exigé.
La chaleur ou la tension est réglée par un
interrupteur sur le soudeur. Le réglage
de la chaleur utilisé dépend sur la taille
(diamètre) et du type de fil, la position
de la soudure et l’épaisseur de l’objet.
Se référer aux spécifications indiquées
sur le soudeur. Il est recommandé que
le soudeur se pratique sur des
morceaux de métal afin d’ajuster les
réglages, et comparer les soudures
avec la Figure 10.
TYPE ET TAILLE DE FILS
Le choix correct du fil comprend une
variété de facteurs telles que la
position de soudage, le matériel de
l’objet de travail, l’épaisseur et la
condition de la surface. L’American
Welding Society, AWS, a organisé
certaines exigences pour chaque type
de fil.
FIL FOURRÉ DE FLUX
E - 7 0 T - GS
AWS E71T-GS ou E71T-11 sont
recommandés pour ce soudeur.
FIL SOLIDE
ER - 70 S - 6
ER-70S6 est recommandé pour ce
soudeur.
ANGLE DE SOUDURE
L’angle de soudure est l’angle de la
buse pendant le soudage. L’utilisation
de l’angle correct assure la pénétration
et la formation du cordon de soudure
exigé. L’angle de soudure est très
important pour les positions de soudure
différentes afin de produire une bonne
soudure. L’angle de soudure comprend
deux positions - l’angle de déplacement
et l’angle de travail. L’angle de
déplacement est l’angle situé dans la
ligne de la soudure et peut varier entre
5º et 45º du vertical selon les
conditions de soudage.
ANGLE DE DÉPLACEMENT
ANGLE DE SOUDURE
5º - 45º
5º - 45º
Figure 9 - Angle de soudure
Chaleur,
vitesse de fil
et vitesse de
déplacement
ordinaires
Chaleur trop basse
Chaleur trop élevée
Vitesse de fil
trop rapide
Vitesse de fil trop lente
Vitesse de
déplacement trop
lente
Vitesse de
déplace-
ment trop
rapide
Métal
Commun
Figure 10 - Apparence de la soudure
Rigidité de la soudure x
10,000 livres par pouce
carrés.
Positions de soudure (0
pour plate ou
horizontale, 1 pour les
autres positions)
Fil fourré en flux tubulaire
Type de flux
Rigidité de la
soudure x 1,000 PSI
Fil Solide
Composition du fil
Scorie
Fil
Flux (sans
gaz
seulement)
Objet de
travail
Gaz
Protecteur
Pointe de
contact
Cratère
Buse
Figure 8 - Parties de soudage
Soudure
SOUDURE D'ALUMINIUM
Toute la surface d'aluminium à souder
doit être bien nettoyée avec une brosse
en acier inoxydable pour éliminer toute
oxydation sur la surface de soudure et de
mise à la terre. Pour souder l'aluminium,
il faut utiliser de l'argon à 100 %. Si
vous n'utilisez pas d'argon, la
pénétration du métal est peu probable.
Pour la soudure d’aluminium, une
doublure de fil de Teflon
®
, un rouleau
entraîneur et des pointes de contact
d’aluminium sont recommandées.
Campbell Hausfeld offre ces pièces dans
sa trousse WT2531. Appeler le
800-746-5641 pour commander.
TECHNIQUE POUSSER VS TIRER
Le type et l’épaisseur de la pièce de
travail agissent sur la direction de la buse
du pistolet. Pour des matériaux minces,
(calibre 18 et plus) et tout aluminium, la
buse devrait être dirigée en avant de la
flaque de soudure et devrait pousser
la flaque à travers de l’objet de travail.
Pour de l’acier épais, la buse devrait
être dirigée dans la flaque de soudure
pour augmenter la pénétration de la
soudure. Ceci est la technique main-
arrière ou tirer (Voir Figure 13).
(Standard ANSI Z87.1) et des vêtements
protecteurs pendant l’enlevage de la
scorie. Le débris chaud et volant peut
causer des blessures aux personnes
dans l’endroit.
Après avoir complété la soudure,
attendre que les sections de soudage se
refroidissent. Une couche protectrice
appelée scorie couvre le cordon de
soudure et empêche la réaction du métal
fondu avec les polluants dans l’air. La
scorie peut être enlevée une fois que la
soudure s’est refroidie et n’est plus rouge.
Enlever la scorie avec un marteau à
buriner. Frapper la scorie légèrement
avec le marteau et la dégager du cordon
de soudure. Finir avec une brosse
métallique. Enlever la scorie avant
chacune des passes multiples.
POSITIONS DE SOUDAGE
Il y a quatre positions générales de
soudage; plate, horizontale, verticale et
aérienne. Le soudage dans une position
plate est la plus facile. La vitesse peut être
augmentée, le métal fondu coule moins,
une meilleure pénétration est possible et
le travail est moins fatiguant. Le soudage
est effectué avec le fil à un angle de
déplacement de 45º et un angle de travail
de 45º. Autres positions exigent autres
techniques telles que le tissage, passe
circulaire et le jogging. Un niveau de plus
grande compétance est exigé pour ces
soudures.
La soudure aérienne est la position plus
difficile et dangereuse. Le réglage de la
chaleur et la sélection du fil varient selon
la position.
Tout le travail devrait être effectué dans
la position plate si possible. Pour les
applications spécifiques, consulter un
manuel technique de soudage.
PASSES DE SOUDAGE
Quelques fois il est nécessaire d’utiliser
plus d’une passe pour remplir le joint. La
première passe est la passe de base, suivie
par la passe de remplissage et la passe de
finition. Si les pièces sont épaisses, il peut
être nécessaire de bisauter les bords qui
sont unis à un angle de 60º. Se rappeler
d'enlever la scorie avant chaque passe
pour le procédé FCAW.
23 Fr
Modèles WG2060 et WG2064
Figure 11 - Passes de soudures
Enduit
Matière de
remplissage
Base
POUSSER
TIRER
Figure 13
L’angle de travail est l’angle horizontal,
mesuré aux angles droits à la ligne de
soudage. Pour la plupart des
applications, un angle de déplacement
de 45º et un angle de travail de 45º
sont suffisants. Pour les usages
spécifiques, consulter un manuel de
soudage à l’arc.
VITESSE DE FIL
La vitesse de fil est réglée par le bouton
sur le paneau supérieur. La vitesse doit
être “réglée” selon le taux auquel le fil
est fondu dans l’arc. Le réglage est une
des fonctions critiques du soudage
alimenté en fil. Le réglage devrait être
effectué sur un morceau de métal
d’essai qui est de même type et
d’épaisseur que celui qui doit être
soudé. Procéder avec la soudure avec
une main en “trainant” la buse du
pistolet à travers de la pièce d’essai en
réglant la vitesse avec l’autre main. Une
vitesse trop lente causera un
crachement et le fil se brûlera dans la
pointe de contacte. Une vitesse trop
rapide peut aussi causer un bruit de
crachement et le fil s’enfoncera dans la
plaque avant de se fondre. Un bruit
constant de bourdonnement indique
que la vitesse de fil est réglée
correctement. Répéter le procédé de
réglage chaque fois qu’il y ait un
changement de réglage de chaleur,
diamètre ou type de fil, type de matériel
ou épaisseur de l’objet de travail. Pour
l'aluminium, la vitesse du fil est
normalement réglée plus haute (gamme
de vitesses 7-9).
VITESSE DE DÉPLACEMENT
La vitesse de déplacement est la vitesse
auquelle le chalumeau est dirigé le
long de la surface de soudage. Le
diamètre et le type de fil à soudage,
l’ampérage, la position et l’épaisseur
de l’objet de travail ont tous un effet
sur la vitesse de déplacement et
peuvent avoir un effet sur la qualité de
la soudure (Voir Figure 10). Lorsque la
vitesse est trop rapide, le cordon est
étroit et les ondulations du cordon sont
pointus comme indiqué. Lorsque la
vitesse est trop lente, la soudure se
tasse et le cordon est haut et large.
Pour l'aluminium, la vitesse du fil est
normalement réglée plus haute.
ENLEVAGE DE SCORIE
(FIL FOURRÉ DE FLUX SEULEMENT)
Porter
des
lunettes protectrices approvées ANSI
!
AVERTISSEMENT
Directives De Soudage (suite)
Figure 12 - Passes multiples
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22






















Campbell Hausfeld WG2060 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
Documents connexes
-
Campbell Hausfeld WG2160 Manuel utilisateur
-
-
-
-
-
-
-
Campbell Hausfeld eBook Reader WF2057 Manuel utilisateur
-
-