La page est en cours de chargement...

FRANÇAIS
-- 15 --
TOCf
1 DIRECTIVES 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SÉCURITÉ 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INTRODUCTION 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Équipement 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 CARACTÉRISTIQUES TECHNIQUES 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALLATION 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Placement 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Installation électrique 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Polarité du voltage de soudage 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Alimentation secteur 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 MISE EN MARCHE 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Appareils de contrôle et connexion 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Mise en marche du groupe et protection contre la surchauffe 22. . . . . . . . . . . . . . . . . . . .
6.3 Opération 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Remplacement du fil 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Pression de dévidage 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Guide de réglage pour procédé MIG 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 MAINTENANCE 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Inspection et nettoyage 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 RECHERCHE DE PANNE 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 COMMANDE DE PIÈCES DE RECHANGE 26. . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHÉMA 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACCESSOIRES 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

-- 16 --
MMP280f
1 DIRECTIVES
CERTIFICAT DE CONFORMITÉ
ESAB AB, Welding Equipment, SE--695 81 Laxå Suède, certifie que la source de courant de soudage
Migmasterr 280 Pro à partir du numéro de série 016, 018 est conforme à la norme IEC/EN 60974--1
selon les cinditions de la directive (73/23/CEE) avec additif (93/68/CEE) et à la norme IEC/EN
60974--10 selon les conditions de la directive (89/336/CEE) avec additif (93/68/CEE).
--------------------------------------------------------------------------------------------------------------------------------------
Kent Eimbrodt
Global Director Equipment and Automation
ESAB AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2010--04--01
2 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

-- 17 --
MMP280f
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
ATTENTION!
Lire attentivement le mode d’emploi avant
d’installer la machine et de l’utiliser.
Ne pas utiliser le générateur pour dégeler des canalisations.
ATTENTION!
Ce produit est uniquement destiné au soudage à l’arc.
FR

-- 18 --
MMP280f
Ne pas jeter les appareils électriques avec les déchets ordinaires !
Conformément à la Directive Européenne 2002/96/EC relative aux déchets d’équipements
électriques ou électroniques (DEEE), et à sa transposition dans la législation nationale,
les appareils électriques doivent être collectés à part et être soumis à un recyclage
respectueux de l’environnement. En tant que propriétaire de l’équipement, vous devriez
vous informer sur les systèmes de collecte approuvés auprès nos représentants locaux.
Appliquer cette Directive Européenne améliorera l’environnement et la santé !
3 INTRODUCTION
Migmasterr 280 Pro sont des sources de courant de soudage de formes compactes avec
commutateur pas a pas, destinées au soudage avec fil solide en acier, en acier inoxydable et en
aluminium ainsi qu’au soudage avec fils tibulaires avec ou sans gaz de protection.
Les machines MM203 / 253 sont conçues avec la facilité de brancher un pistolet de soudage a bobine
(spool--on gun, type : MT--250SG, ST23A+Adapter KIT ST--23A).
Voir les accessoires ESAB en page 46.
3.1 Équipement
La source d’énergie est fournie avec :
S Câble de retour 3m avec la bride de retour
S Support porte bouteille
S Manuel d’instruction
4 CARACTÉRISTIQUES TECHNIQUES
Migmasterr
rr
r 280 Pro Migmasterr
rr
r 280 Pro
Tension 208V/230V, 1∼ 50/60Hz 208/230/460/575V, 1∼
50/60Hz
Charge autorisée
100% intermittence 194A 194A
60 % intermittence 250A 250A
Plage de réglage (CC) 40A/16.0V--300A/29.0V 40A/16.0V--300A/29.0V
Tension à vide 16,8--57,0V 16,8--57,0V
Puissance à vide 450W 450W
Facteur de puissance 0.84 0.84
Tension de commande 42V, 50/60Hz 42V, 50/60Hz
Vitesse de dévidage 55--750ipm (1.4--19m/min) 55--750ipm (1.4--19m/min)
Burn--back 0.03--0.5s 0.03--0.5s
Soudage à l’arc par points 0.5--3.5s 0.5--3.5s
Démarrage progressif OFF / ON (85%) OFF / ON (85%)
Connexion pistolet de soudage EURO EURO
FR

-- 19 --
MMP280f
Section du fil
Fe
Al
FCW
CuSi
.030--.047” (0.8--1.2mm)
.040--.047” (1.0--1.2mm)
.030--.047” (0.8--1.2mm)
.030--.039” (0.8--1.0mm)
.030--.047” (0.8--1.2mm)
.040--.047” (1.0--1.2mm)
.030--.047” (0.8--1.2mm)
.030--.039” (0.8--1.0mm)
Diamètre max. de la bobine de fil 12” (300mm)/33lb (15kg) 12” (300mm)/33lb (15kg)
Dimensions Lxlxh 32x21.7x34.3”
(812x552x870mm)
32x21.7x34.3”
(812x552x870mm)
Poids 341lb (155kg) 350lb (159kg)
Température de service 14÷104F (--10 ÷ +40
o
C) 14÷104F (--10 ÷ +40
o
C)
Classe de gainage IP 23 IP 23
Classe d’utilisation
Facteur de marche
Le facteur d’intermittence est le temps, exprimé en pourcentage d’une période de 10 minutes, pen-
dant lequel il est possible de souder à une charge déterminée.
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
5 INSTALLATION
L’installation doit être assurée par un technicien qualifié.
ATTENTION!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce produit
peut provoquer des interférences parasitaires. C’est la responsabilité de l’utilisateur de prendre
les précautions adéquates.
5.1 Placement
Placez le générateur de soudage de telle manière que les tuyères d’entrée et de
sortie de l’air de refroidissement ne soient pas obstruées.
FR

-- 20 --
MMP280f
5.2 Installation électrique
Voltage primaire
Les machines sont préréglées a l’usine a une tension assignée plus élevée et elles sont dotées d’une
bande de marquage appropriée sur le câble primaire.
Sélection voltage primaire
Les machine Migmasterr 280 Pro se caractérisent par une capacité de courant de:
S 208/230V et
S 208/230/460/575V
5.3 Polarité du voltage de soudage
La polarité du voltage de soudage peut etre changée tel que décrit ci--dessous.
5.4 Alimentation secteur
Vérifiez que la tension d’alimentation est correcte et que l’installation est protégée par un fusible de
calibre approprié. L’installation doit être reliée à la terre, conformément aux réglementations en
vigueur.
FR

-- 21 --
MMP280f
Plaque signalétique avec informations de connexion
Migmasterr
rr
r 280 Pro Migmasterr
rr
r 280 Pro
Tension d’alimentation 208/230V, 1∼ 50/60Hz 208/230/460/575V, 1∼ 50/60Hz
Courant primaire A
100% facteur de marche
40/36 40/36/24/15
60% facteur de marche 57/51 57/51/30/21
Section des câbles d’a-
limentation AWG
3x6 3x6
Fusible régularisateur A 50 50
6 MISE EN MARCHE
Les prescriptions générales de sécurité pour l’utilisation de l’équipement figu-
rent en page 16. En prendre connaissance avant d’utiliser l’équipement.
ATTENTION!
Pièces rotatives -- risque d’accident.
ATTENTION -- RISQUE DE BASCULEMENT!
Si au cour du travail ou lors du transport, l’appareil s’incline de plus que de 10
o
, il risque
de tomber, il est donc indispensable d’y assurer une protection appropriée!
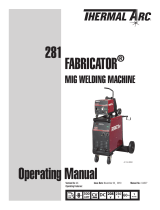
6.1 Appareils de contrôle et connexion
1 Interrupteur principal (avec témoin lumineux) 5b Connecteur [--] (pour pistolet de soudage ou
câble de retour -- transpositionnement de polari-
té de soudage (basse inductance)
2 Témoin lmunineux orange, surchauffe 6 Commutateur du soudage a l’arc par points ON/
OFF et réglage du temps
2a Témoin lumineux blanc – alimentation ON 7 Bouton de réglage de la vitesse du dévidoir
3 Commutateur de réglage de tension, fin 8 Écran (affichage) numérique V/A
3a Commutateur de réglage de tension, grossier 9 Connecteur pour pistolet de soudage a bobine
(contrôle de fil)
4 EURO connexion pour pistolet de soudage 10 Bouton de réglage de temps de burn--back (si-
tué dans la partie de dispositif d’alimentation du
fil)
FR

-- 22 --
MMP280f
5 Connecteur [+] (pour “électrode“ ou câble de
retour -- transpositionnement de polarité de
soudage
11 Fil d’électrode avec prise (branché au connec-
teur du pistolet pour le transpositionnement de
la polarité de soudage
5a Connecteur [--] (pour pistolet de soudage ou
câble de retour -- transpositionnement de po-
larité de soudage (haute inductance)
12 Interrupteur pour démarrage progressif (situé
dans la partie de dispositif d’alimentation du fil)
6.2 Mise en marche du groupe et protection contre la surchauffe
Lorsque la machine est mise en circuit avec le bouton--poussoir lumineux (1), la lampe témoin luit. Si l’ap-
pareil n’est pas surchauffé, (lampe (2) est éteinte) il est pret a travailler. Si la température interne est trop
élevée, le processus de soudage est interrompu et le témoin orange sur le devant de l’unité s’allume et
luit d ’une maniere continue. L’appareil seremet automatiquement a zéro lorsque la température abaissé.
6.3 Opération
L’opérateur peut sélectionner manuellement et programmer les parametres de soudage comme suit:
S avec le bouton de réglage [3], [3a], la tension de soudage requise (dont, courant de soudage)
S avec le bouton de réglage [7], la vitesse appropriée du dévidoir
S temps de ”burn--back” avec potentiometre [10] situé dans le compartiment du dévidoir
S soudage par points, activé en tournant le bouton de réglage dans le sens des aiguilles d’une
horloge [6]; le temps du soudage par points augmentera en tournant le bouton de réglage [6] en
sens des aiguilles d’une horloge; tourné le bouton de réglage [6] en position vers la gauche afin
de permettre le retour de soudage continu.
Si le pistolet de soudage est utilisé, le procédé de soudage débute lorsque la gâchette est enfoncée et
la vitesse du dévidoir est contrôlée par le potentiometre [7] de l’avant panneau. Si le pistolet a bobine est
utilisé, le procédé de soudage débute quand la gâchette est enfoncée, le moteur du pistolet a bobine dé-
marre et la vitesse du fil est contrôlée par le potentiometre dans la crosse du pistolet a bobine.
Note: Pour la connexion du câble de courant du pistolet a bobine, il est nécessaire d’utiliser l’adapteur
OKC T (voir Accessoires a la page 46).
Sur standard, on peut ajuster un instrument numérique V/A [8] sur les machines (avec fonction de garde,
i.e. sauvegarde des dernieres valeurs de tension de soudage ainsi que le courant, voir Accessoires a la
page 46).
FR

-- 23 --
MMP280f
6.4 Remplacement du fil
S Ouvrir le panneau latéral.
S Placer la bobine sur le moyeu et protéger par le verrou.
S Déconnecter le capteur de pression en le relevant vers l’arrière ; les galets de pression glissent
vers le haut.
S Dégager le nouveau fil sur 10 à 20 cm. Ébarber et limer l’extrémité du fil avant de l’introduire
dans le dévidoir.
S Veiller à ce que le fil soit correctement engagé dans la rainure du galet, la tuyère d’échappement
et le guide--fil.
S Attacher le capteur de pression.
S Fermer le panneau latéral.
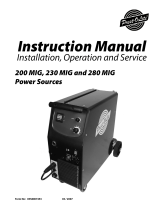
6.5 Pression de dévidage
Commencer par contrôler que le fil passe facilement à travers le guide--fil. Régler
ensuite la pression des galets de pression du mécanisme d’alimentation. Il est
important que la pression ne soit pas trop importante.
Figure
. 1
Figure
. 2
Pour contrôler que le réglage de la pression d’alimentation est correct, le fil doit
être alimenté vers un objet isolé, par exemple un morceau de bois.
Lorsque l’on tient la torche à environ 5 mm du morceau de bois (figure 1), les
galets d’alimentation doivent déraper.
Si l’on tient la torche à environ 50 mm du morceau de bois, le fil doit être alimenté
et se plier (figure 2).
6.6 Guide de réglage pour procédé MIG
Dans les tableaux suivants, tout dépendant du type de joint, de l’épaisseur de la piece a souder et le dia-
metre du fil d’apport.
Montage de l’appareil:
S trouver l’épaisseur de la plaque (T) et le type de joint
S trouver le diametre (d) du fil d’apport
S dans la colonne correspondant au matériel approprié et le gaz de protection, trouver la tension
d’arc suggérée et la vitesse de dévidage; dans le cas du soudage a points, trouver les
parametres de temps recommandés
S ajusté le sélecteur de la tension d’arc [3], [3a], et le potentiometre du fil [7].
FR

-- 24 --
MMP280f
Note: Les recommandations suggérées ne peuvent servir qu’a titre de guide pour l’opérateur, les monta-
ges optimaux peuvent différer de ceux indiqués dans les tableaux. Essentiellement, tout dépend de la
déviation de la tension d’alimentation, la précision du réglage de la vitesse de dévidage, les techniques
de soudage appliquées, la position de soudage, etc. Au besoin, des corrections au niveau de la tension
d’arc ainsi que de la vitesse de dévidage, peuvent etre misent en essai pour obtenir des résultats satisfai-
sants.
FR

-- 25 --
MMP280f
7 MAINTENANCE
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de garantie pour réparer quelque panne que ce soit.
7.1 Inspection et nettoyage
Vérifiez régulièrement l’état de propreté du générateur.
Nettoyez--le régulièrement à l’air comprimé, à pression modérée. Augmentez la
fréquence de nettoyage dans les environnements sales
pour éviter les risques de surchauffe due au colmatage des orifices d’aération.
Pistolet de soudage
S Pour un dévidage sans problèmes, le nettoyage et le remplacement des pièces
d’usure du pistolet de soudage doivent être effectués à intervalles réguliers.
Nettoyer régulièrement la tuyère de contact et le guide--fil (à l’air comprimé).
Moyeu de frein
Le moyeu est livré réglé. Si un réajustage s’avère
nécessaire, suivez les instructions ci--dessous.
Réglez le moyeu pour que le fil ne soit pas tendu
lorsque le dévidage s’arrête.
S Réglage du couple de freinage :
S Tournez la poignée rouge dans la position verrouillée.
S Introduisez un tournevis dans les ressorts du moyeu.
Pour réduire le couple de freinage, tournez dans le sens des aiguilles.
Pour augmenter le couple de freinage, tournez dans le sens inverse des
aiguilles. NB: Les deux ressorts doivent être réglés de manière identique.
FR

-- 26 --
MMP280f
8 RECHERCHE DE PANNE
Avant de faire appel à un technicien spécialisé, vérifiez les quelques points suivants :
Type de panne Solution
Pas d’arc. S Vérifiez que l’interrupteur ON/OFF est sur ON.
S Vérifiez la connexion des câbles de courant de soudage et
de retour.
S Vérifiez que la tension sélectionnée est correcte.
Le courant de soudage s’inter-
rompt pendant le travail.
S Vérifiez si le limiteur de surcharge s’est déclenché (le témoin
lumineux orange s’allume sur le panneau de commande).
S Vérifiez les fusibles.
Les protections contre les surc-
harges thermiques se déclenc-
hent fréquemment.
S Vérifiez si les ouvertures d’entrée et de sortie de l’air ne sont
pas bloquées.
S Vérifiez que vous ne dépassez pas la puissance nominale du
générateur et qu’il n’y a pas de surcharge de l’unité.
Soudage médiocre. S Vérifiez la connexion des câbles de courant de soudage et
de retour.
S Vérifiez que la tension sélectionnée est correcte.
S Vérifiez que les fils de soudage utilisés sont appropriés.
S Vérifiez les fusibles.
S Vérifiez les galets employés dans le mécanisme
d’alimentation du fils et la pression sélectionnée des galets.
9 COMMANDE DE PIÈCES DE RECHANGE
Migmasterr
rr
r 280 Pro est conçue et éprouvée conformément à la norme internationale et
européenne IEC/EN60974--1 et EN 60974--10. Il incombe à l’entreprise chargée de tout
travail de maintenance ou de réparation de s’assurer que le produit demeure conforme
à la norme susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
FR
/