
Valid for serial no. 3100349 301 064 060324
ESABMig C240
ESABMig C240s
Manuel d’instructions

FRANÇAIS
− 2 −
TOCf
1 DIRECTIVES 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SÉCURITÉ 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INTRODUCTION 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Équipement 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 CARACTÉRISTIQUES TECHNIQUES 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALLATION 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Placement 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Assemblage des composants 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Installation électrique 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Alimentation secteur 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 MISE EN MARCHE 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Appareils de contrôle et connexion 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Explication des fonctions 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 ESABMig C240 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 ESABMig C240s 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 MAINTENANCE 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Inspection et nettoyage 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 RECHERCHE DE PANNE 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 COMMANDE DE PIÈCES DE RECHANGE 13. . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHÉMA 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACCESSOIRES 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

− 3 −
C240f
1 DIRECTIVES
CERTIFICAT DE CONFORMITÉ
ESAB Welding Equipment AB, S−695 81 Laxå Suède, certifie que la source de courant de soudage
ESABMig C240 / ESABMig C240s à partir du numéro de série 310 est conforme à la norme IEC/EN
60974−1 selon les cinditions de la directive (73/23/CEE) avec additif (93/68/CEE) et à la norme EN
60974−10 selon les conditions de la directive (89/336/CEE) avec additif (93/68/CEE).
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
Henry Selenius
Vice President
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 03.12.2003
2 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

− 4 −
C240f
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE − Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ − Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC − Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT − Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT − Faire appel à un technicien qualifié.
PROTÉGEZ−VOUS ET PROTÉGEZ LES AUTRES!
ATTENTION!
Lire attentivement le mode d’emploi avant
d’installer la machine et de l’utiliser.
Ne pas utiliser le générateur pour dégeler des canalisations.
ATTENTION!
Ce produit est uniquement destiné au soudage à l’arc.
FR

− 5 −
C240f
3 INTRODUCTION
ESABMig C240 & ESABMig C240s sont des sources de courant de soudage de formes compactes avec
commutateur pas à pas, destinées au soudage avec fil solide en acier, en acier inoxydable et en aluminium ainsi
qu’au soudage avec fils tubulaires avec ou sans gaz de protection.
Il est possible, en changeant les bornes + et − sur la plaque de commutation au dessus du dispositif
d’alimentation, de passer du soudage avec fil homogène/gaz de protection au soudage avec fil tubulaire sans gaz
et vice−versa.
Voir les accessoires ESAB en page 19.
3.1 Équipement
La source d’énergie est fournie avec :
S Pistolet de soudage PSF 250 − 3m
S Câble de retour 3,5m avec la bride de retour
S Support porte bouteille
S Manuel d’instruction
4 CARACTÉRISTIQUES TECHNIQUES
ESABMig C240 ESABMig C240s
Tension 230/400−415V, 3∼ 50/60Hz 230/400−415V, 3∼ 50/60Hz
Charge autorisée
100% intermittence 130A 130A
60 % intermittence 170A 170A
30 % intermittence 240A 240A
Plage de réglage (CC) 20A /15V−240A / 23,0V 20A /15V−240A / 23,0V
Tension à vide 14 − 32V 14 − 32V
Puissance à vide 190W 190W
Rendement 76% 76%
Facteur de puissance 0.95 0.95
Tension de commande 42 V, 50/60Hz 42 V, 50/60Hz
Vitesse de dévidage 1,9 − 19m/min 1,9 − 19m/min
Burn−back 0 − 0,25s 0 − 0,25s
Soudage à l’arc par points 0,2 − 2,5s 0,2 − 2,5s
Démarrage progressif − + (auto)
2/4 temps − +
Connexion pistolet de soudage EURO EURO
Section du fil 0,6 − 1,0mm 0,6 − 1,0mm
Diamètre max. de la bobine de fil 300mm 300mm
Dimensions Lxlxh 840x425x830 840x425x830
Poids 94 kg 97 kg
Température de service −10 ÷ +40
o
C −10 ÷ +40
o
C
Classe de gainage IP 23 IP 23
Classe d’utilisation
FR

− 6 −
C240f
Facteur de marche
Le facteur d’intermittence est le temps, exprimé en pourcentage d’une période de 10 minutes, pen-
dant lequel il est possible de souder à une charge déterminée.
Classe de protection
Le code IP indique la classe de protection, c’est−à−dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
5 INSTALLATION
L’installation doit être assurée par un technicien qualifié.
ATTENTION!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce produit
peut provoquer des interférences parasitaires. C’est la responsabilité de l’utilisateur de prendre
les précautions adéquates.
5.1 Placement
Placez le générateur de soudage de telle manière que les tuyères d’entrée et de
sortie de l’air de refroidissement ne soient pas obstruées.
5.2 Assemblage des composants
FR

− 7 −
C240f
Lors du transport, les roues arrieres du poste se trouvent dans la position en avant.
Avant l’utilisation, placez les roues arrieres du poste en position en arriere.
ATTENTION!
5.3 Installation électrique
FR

− 8 −
C240f
5.4 Alimentation secteur
Vérifiez que la tension d’alimentation est correcte et que l’installation est protégée
par un fusible de calibre approprié. L’installation doit être reliée à la terre,
conformément aux réglementations en vigueur.
Plaque signalétique avec informations de connexion
ESABMig C240/C240s 3∼ 50/60 Hz 3∼ 50/60 Hz
Tension d’alimentation 230 400/415
Courant primaire A
100% facteur de marche 8.6 5.3
60% facteur de marche 12.4 7.6
30% facteur de marche 21 12
Section des câbles d’ali-
mentation mm
2
4 x 2.5 4 x 1.5
Fusible régularisateur A 20 16
Remarque : La section des câbles d’alimentation et les calibres de fusibles mentionnés ci−dessus
sont conformes aux normes suédoises. Il est possible que ces normes ne s’appliquent pas dans
d’autres pays. Assurez−vous que l’installation est conforme aux normes en vigueur dans votre pays.
6 MISE EN MARCHE
Les prescriptions générales de sécurité pour l’utilisation de l’équipement figu-
rent en page 3. En prendre connaissance avant d’utiliser l’équipement.
ATTENTION!
Pièces rotatives − risque d’accident.
ATTENTION − RISQUE DE BASCULEMENT!
Si au cour du travail ou lors du transport, l’appareil s’incline de plus que de 10
o
, il risque
de tomber, il est donc indispensable d’y assurer une protection appropriée!
FR

− 9 −
C240f
6.1 Appareils de contrôle et connexion
ESABMig C240
1 Interrupteur principal 7 Connexion pour câble de retour (–),
haute inductance
2 Commutateur de réglage de tension gros-
sier
8 Connexion pour câble de retour (–),
basse inductance
3 Commutateur de réglage de tension fin 9 Bouton de réglage de la vitesse du dévidoir
4 Témoin lumineux blanc – alimentation ON 10 Commutateur du soudage a l’arc par
points ON/OFF et réglage du temps
5 Témoin lmunineux orange, surchauffe 11 Écran (affichage numérique) disponible
comme accessoire, voir page 19
6 Connexion pour pistolet de soudage 12 Bouton de réglage du temps de burn−back
ESABMig C240s
1 Interrupteur principal 11 Afficheur numérique des parametres de
soudage
2 Commutateur de réglage de tension gros-
sier
12 Commutateur de l’afficheur V et A
3 Commutateur de réglage de tension fin 13 Commutateur de l’afficheur m/min ou mm
4 Témoin lumineux blanc – alimentation ON 14 Diode qui indique la commande synergique
5 Témoin lmunineux orange, surchauffe 15 Diode qui indique la sortie de courant re-
commandée (−) −
Inductance maximale/minimale
6 Connexion pour pistolet de soudage 16 Commutateur ’Synergy’ − ON/OFF et du
choix de matériel/gaz
7 Connexion pour câble de retour (–),
haute inductance
17 Potentiometre du choix de diametre du fil−
électrode
8 Connexion pour câble de retour (–),
basse inductance
18 Bouton de réglage du temps de burn−back
9 Bouton de réglage de la vitesse du dévidoir 19
Interrupteur 2 temps / / 4 temps
10 Commutateur du soudage a l’arc par
points ON/OFF et réglage du temps
FR

− 10 −
C240f
6.2 Explication des fonctions
6.2.1 Mise en marche du groupe et protection contre la surchauffe
Lorsque le groupe est mis en marche au moyen de l’interrupteur principal [1], le témoin
lumineux [4] est actif; si le groupe n’est pas surchauffé (le témoin [5] est inactif) − et le
groupe est prêt à travailler.
Lorsque la température interne est trop élevée, le courant de soudage est interrompu
et le témoin lumineux orange [5], situé sur la partie devant de l’unité, commence à luire
de lumière continue. Le soudage se remet après que la température a baissé.
6.2.2 Inductance
Une inductance élevée produit un soudage plus fluide avec moins de projections. Un
niveau d’inductance bas produit un bruit plus aigu, mais l’arc qui en résulte est stable
et concentré.
6.3 ESABMig C240
Les appareils ESABMig C240 sont équipés des systemes de commande standards.
L’opérateur peut choisir et régler manuellement tous les parametres de soudage :
S Vitesse d’alimentation du fil (1,9 − 19m/min)
S Soudage à l’arc par points
S Temps de la sortie libre du fil−électrode
Les machines peuvent etre équipées d’un amperemetre voltmetre digital. Elle
dispose d’une fonction rémanence et peut etre calibré.
FR

− 11 −
C240f
6.4 ESABMig C240s
Le systeme de commande des appareils ESABMig C240s prévoit deux modes de
commande du processus de soudage :
S commande standard (L’opérateur peut choisir et régler manuellement tous les
parametres de soudage)
S commande synergique (parametres de soudage partiellement programmés au
préalable).
Le mode de commande est choisi a l’aide du commutateur ’SYNERGIE’ [16] :
position ’OFF’ correspond a la commande standard, le choix de matériel/gaz
déclenche la commande synergique.
Le mode de commande (2−temps/4−temps) ou l’alimentation du fil momentanée (le
moteur du mécanisme d’alimentation du fil est en marche) sont choisis a l’aide du
commutateur [19]. Le temps de la sortie libre du fil−électrode est réglé a l’aide du
bouton de réglage [18].
Il est possible de choisir le soudage a l’arc par points a l’aide du bouton de réglage
qui sert a l’activation de cette fonction et au réglage du temps.
6.4.1 Mode de commande standard
Quand la commande standard est choisie, les diodes [14], [15] sont éteintes, la
partie inférieure de l’afficheur numérique [11] indique la vitesse réglée d’alimentation
du fil (commutateur [13] devrait se trouver en position ’m/min’).
L’opérateur choisi le voltage nécessaire [2], [3] et peut régler la vitesse
d’alimentation du fil dans toute la gamme (1,4 − 19 m/min), a l’aide du bouton de
réglage [9].
Pendant le processus de soudage, la partie supérieure de l’afficheur indique les
valeurs réelles du courant et de la tension du soudage, en fonction de la position du
commutateur [12]. Les valeurs affichées sont retenues lorsque le processus de
soudage est terminé (fonction HOLD, l’afficheur est assombri).
6.4.2 Mode de commande synergique
Dans le mode de commande synergique, l’opérateur choisit d’abord, a l’aide du
commutateur [16], le matériel/gaz, et le diametre du fil d’apport [17].
Pendant le réglage de la tension, les parametres du soudage sont indiqués sur
l’afficheur numérique [11] et les diodes [14], [15] sur la face avant du poste.
La diode signalant la synergie [14] brille en vert (uniquement dans le mode
synergique) si les parametres choisis du soudage sont corrects, ou bien en rouge, si
FR

− 12 −
C240f
les parametres choisis de soudage sont incorrects ou interdits (le processus de
soudage ne peut pas etre commencé!).
ATTENTION: la diode [14] brille en rouge (dans les deux modes de commande):
S si au cours du soudage (la gâchette de torche pressée), l’opérateur manouvre
les commutateurs de la tension [2], [3], le processus de soudage est interrompu
jusqu’a la libération de la gâchette!
S si la gâchette de torche est pressée lorsque l’appareil est mis en circuit a l’aide
du commutateur [1].
La diode [15] indique la sortie de courant recommandée [−] a l’inductance
convenable [7,8].
Le genre des parametres affichés [11] dépend de la position des commutateurs et du
mode de travail de l’appareil.
Avant le début du soudage, la partie supérieure de l’afficheur indique la valeur
demandée du courant [A] ou de la tension [V], tandis que la partie inférieure de
l’afficheur indique la vitesse demandée de l’alimentation du fil [m/min] ou l’épaisseur
[mm] maximale suggérée du matériel soudé.
Au cour du processus de soudage, la partie supérieure de l’afficheur indique les
valeurs réelles du courant ou de la tension, tandis que la partie inférieure de
l’afficheur indique la vitesse demandée de l’alimentation du fil [m/min] ou
l’épaisseur [mm] maximale suggérée du matériel soudé.
Apres le soudage, la partie supérieure de l’afficheur indique les dernieres valeurs du
courant et de la tension (fonction HOLD, l’afficheur est assombri).
La vitesse de l’alimentation du fil est sélectionnée a l’aide du programme (se
trouvant dans un microprocesseur, et mettez la gâchette [9] dans la position
moyenne ’ 0 ’. En cas de nécessité, l’opérateur peut corriger la vitesse de
l’alimentation du fil sélectionnée a l’aide de la gâchette [9] de +/− 20% de la valeur
sélectionnée.
7 MAINTENANCE
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de garantie pour réparer quelque panne que ce soit.
7.1 Inspection et nettoyage
Vérifiez régulièrement l’état de propreté du générateur.
Nettoyez−le régulièrement à l’air comprimé, à pression modérée. Augmentez la
fréquence de nettoyage dans les environnements sales
pour éviter les risques de surchauffe due au colmatage des orifices d’aération. Si
nécessaire, utilisez un filtre à air. Le filtre à air est disponible comme accessoire.
Référence, voir page 19.
Pistolet de soudage
S Pour un dévidage sans problèmes, le nettoyage et le remplacement des pièces
d’usure du pistolet de soudage doivent être effectués à intervalles réguliers.
Nettoyer régulièrement la tuyère de contact et le guide−fil (à l’air comprimé).
FR

− 13 −
C240f
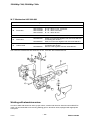
Moyeu de frein
Le moyeu est livré réglé. Si un réajustage s’avère
nécessaire, suivez les instructions ci−dessous.
Réglez le moyeu pour que le fil ne soit pas tendu
lorsque le dévidage s’arrête.
S Réglage du couple de freinage :
S Tournez la poignée rouge dans la position verrouillée.
S Introduisez un tournevis dans les ressorts du moyeu.
Pour réduire le couple de freinage, tournez dans le sens des aiguilles.
Pour augmenter le couple de freinage, tournez dans le sens inverse des
aiguilles. NB: Les deux ressorts doivent être réglés de manière identique.
8 RECHERCHE DE PANNE
Avant de faire appel à un technicien spécialisé, vérifiez les quelques points suivants :
Type de panne Solution
Pas d’arc. S Vérifiez que l’interrupteur ON/OFF est sur ON.
S Vérifiez la connexion des câbles de courant de soudage et
de retour.
S Vérifiez que la tension sélectionnée est correcte.
Le courant de soudage s’inter-
rompt pendant le travail.
S Vérifiez si le limiteur de surcharge s’est déclenché (le témoin
lumineux orange s’allume sur le panneau de commande).
S Vérifiez les fusibles.
Les protections contre les surc-
harges thermiques se déclenc-
hent fréquemment.
S Vérifiez si les filtres à air ne sont pas colmatés.
S Vérifiez que vous ne dépassez pas la puissance nominale du
générateur et qu’il n’y a pas de surcharge de l’unité.
Soudage médiocre. S Vérifiez la connexion des câbles de courant de soudage et
de retour.
S Vérifiez que la tension sélectionnée est correcte.
S Vérifiez que les fils de soudage utilisés sont appropriés.
S Vérifiez les fusibles.
S Vérifiez les galets employés dans le mécanisme
d’alimentation du fils et la pression sélectionnée des galets.
9 COMMANDE DE PIÈCES DE RECHANGE
ESABMig C240, ESABMig C240s est conçue et éprouvée conformément à la norme in-
ternationale et européenne IEC/EN60974−1 et EN 60974−10. Il incombe à l’entreprise
chargée de tout travail de maintenance ou de réparation de s’assurer que le produit
demeure conforme à la norme susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
FR

Schéma
− 14 −
dC240
ESABMig C240, 230/400−415V

− 15 −
dC240
ESABMig C240s, 230V

− 16 −
dC240
ESABMig C240s, 400−415V

ESABMig C240, ESABMig C240s
Edition 060324
− 17 −
oC240
Valid for serial no. 310−XXX−XXXX
Ordering numbers
0349 304 657 ESABMig C240 400−415V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 658 ESABMig C240 230V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 659 ESABMig C240s 400−415V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 660 ESABMig C240s 230V 3~50/60Hz (welding gun PSF 250, 3m)
0349 305 983 ESABMig C240 400−415V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 984 ESABMig C240 230V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 985 ESABMig C240s 400−415V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 986 ESABMig C240s 230V 3~50/60Hz (welding gun PSF 250, 4,5m)

ESABMig C240, ESABMig C240s
Edition 060324
− 18 −
wC240
W. F. Mechanism 0455 890 882
Item Denomination Ordering no. Notes
A Pressure roller 0455 907 001
B Feed roller
0367 556 001
0367 556 002
0367 556 006
0367 556 004
Ø 0.6−0.8mm Fe, Ss, cored wire.
Ø 0.8−1.0mm Fe, Ss, cored wire.
Ø 1.0−1.2mm cored wire.
Ø 1.0−1.2mm Al wire.
C Inlet nozzle 0466 074 001
D Insert tube
0455 894 001
0455 889 001
Plastic, must be used together with item 0455 885 001,
for welding with Al wire.
Steel, must be used together with item 0455 886 001.
E Outlet nozzle
0455 885 001
0455 886 001
Must be used together with item 0455 894 001,
for welding with Al wire.
Must be used together with item 0455 889 001.
The rollers are marked with wire dimension in mm, some are also marked with inch.
Welding with aluminium wires.
In order to weld with aluminium wires, proper rollers, nozzles and liners for aluminium wires MUST be
used. It is recommended to use 3m long welding gun for aluminium wires, equipped with appropriate
wear parts.

ESABMig C240, ESABMig C240s
Edition 060324
Accessoires
− 19 −
aC240
Digital meter . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 598
Transformer kit for CO
2
heater . . . . . . . . . . . 0349 302 250
Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 599
Cable holder . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 303 362

ESAB AB
SE−695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna−Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen−Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem−MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki−Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA−CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB ESABMig C240s Manuel utilisateur
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB Mig C420 Manuel utilisateur
-
-
ESAB MIG 325 Manuel utilisateur
-
-
ESAB ESABMig 400t Manuel utilisateur
-
-
-
-
ESAB ESABMig C340 Manuel utilisateur
-
ESAB Mig 630tw Magma Manuel utilisateur