ESAB Tig 1500i, Tig 2200i, Caddy® Tig 1500i, Caddy® Tig 2200i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

FR
Valid for serial no. 803--xxx--xxxx0460 443 001 FR 080129
Tig 1500i/2200i
Caddy t
Manuel d’instructions

-- 2 --
TOCf
Sous réserve de modifications sans avis préalable.
1 DIRECTIVE 3........................................................
2 SÉCURITÉ 3.........................................................
3 INTRODUCTION 5...................................................
3.1 Équipement 5...............................................................
3.2 Panneaux de commande 5...................................................
4 CARACTÉRISTIQUES TECHNIQUES 5.................................
5 INSTALLATION 7....................................................
5.1 Emplacement 7.............................................................
5.2 Alimentation secteur 7.......................................................
6 UTILISATION 8......................................................
6.1 Appareils de contrôle et connexion 8...........................................
6.2 Symboles 8................................................................
6.3 Raccordement pour eau 8....................................................
6.4 Soudage TIG 9.............................................................
6.5 Soudage MMA 9............................................................
6.6 Sécurité thermique 9........................................................
6.7 Connexion au groupe de refroidissement
(uniquement pour Caddyt Tig 2200i) 9.........................................
6.8 Mise sous tension 9.........................................................
7 ENTRETIEN 10.......................................................
7.1 Inspection et nettoyage 10.....................................................
8 DÉPISTAGE DES PANNES 10..........................................
9 COMMANDE DE PIÈCES DE RECHANGE 11............................
10 DÉMONTAGE ET MISE AU REBUT 11..................................
SCHÉMA 12.............................................................
NUMÉRO DE RÉFÉRENCE 18............................................
ACCESSOIRES 19.......................................................

-- 3 --
bt34d1fa
1DIRECTIVE
CERTIFICAT DE CONFORMITÉ
ESAB AB, Welding Equipment, SE--695 81 Laxå Suède, certifie que la source de courant de soudage
T ig 1500i, 2200i, 2200iw à partir du numéro de série 803 est construite et testée, conformément à la
norme EN 60974--1 /--3 et EN 60974--10 (Class A) selon les conditions de la directive (2006/95/CEE)
et (2004/108/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director
Equipment and Automation
Laxå 2008--01--25
2 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur , soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

-- 4 --
bt34d1fa
AVERTISSEMENT
Lire attentivement le mode d’emploi avant d’installer la machine et de l’utiliser .
Le soudage et le coupage a l’arc peuvent être dangereux pour vous comme pour autrui.
Soyez donc treès prudent en utilisant la machnie à souder. Observez les règles de sécurité de
votre employeur, qui doivent être basées sur les textes d’avertissement du fabricant
DÉCHARGE ÉLECTRIQUE - Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC - Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de s oudage.
BRUIT - Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT - Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
ESAB fournit tous les accessoires et équipements de p rotection nécessaires
pour le soudage.
AVERTISSEMENT!
Ne pas utiliser le générateur pour dégeler des canalisations.
PRUDENCE!
Lire attentivement le mode d’emploi avant d’installer
la machine et de l’utiliser.
PRUDENCE!
Ce produit est uniquement destiné au soudage à l’arc.
FR

-- 5 --
bt34d1fa
PRUDENCE!
Les équipements de “Class A” ne sont pas conçus pour un usage
résidentiel alimenté par de la basse tension. Dans ce cas, des
problèmes de compatibilité électromagnétique des équipements de
“Class A” peuvent se produire en raison de perturbations liées à la
conduction et au rayonnement.
3 INTRODUCTION
Tig 1500i/2200i est une machine de soudage TIG qui permet également le soudage
MMA. Le génér ateur peut être utilisé en courant continu (DC).
Voir les accessoires ESAB en page 19.
3.1 Équipement
Le générateur est fourni avec un câble de soudage de 3 mètres complet, avec
torche TIG, un câble de retour de 3 m, un cordon d’alimentation de 3 m, le m ode
d’emploi du générateur et un panneau de commande – voir les informations de
commande en page 18.
3.2 Panneaux de commande
S TA33 S TA34
Pour une description détaillée des panneaux de commande, voir le mode d’emploi
correspondant.
4 CARACTÉRISTIQUES TECHNIQUES
Tig 1500i Tig 2200i/2000iw
Tension d’alimentation
230V, ±10%, 1∼ 50/60 Hz 230V, ±10%, 1∼ 50/60 Hz
Courant primaire
I
max
TIG
I
max
MMA
13,8 A
21,3 A
24,1 A
24,9 A
Alimentation électrique Z
max
0,35 ohm Z
max
0,30 ohm
Tension de circuit ouvert 30 W 30 W
Sélection
TIG
MMA
3 -- 150 A
4 -- 150 A
3 -- 220 A
4 -- 170 A
FR

-- 6 --
bt34d1fa
Tig 2200i/2000iwTig 1500i
Intensité maximale (TIG) au
facteur de marche 20 %
facteur de marche 25 %
facteur de marche 60 %
facteur de marche 100 %
150 A / 16,0 V
120 A / 14,8 V
110A/14,4V
220 A / 18,8 V
150 A / 16,0 V
110A/14,4V
Intensité maximale MMA au
facteur de marche 30 %
facteur de marche 60 %
facteur de marche 100 %
150 A / 26,0 V
100 A / 24,0 V
90 A / 23,6 V
170 A / 26,8 V
130 A / 25,2 V
110A/24,4V
Facteur de puissance au courant
maximum
TIG
MMA
0.99
0.99
0.99
0.99
Rendement au courant maximum
TIG
MMA
76 %
80 %
78 %
81 %
Tension de circuit ouvert MMA 72 V 72 V
Température de service de --10 à +40˚C de --10 à +40˚C
Température de transport de --20 à +55˚C de --20 à +55˚C
Pression acoustique constante en
circuit ouvert
<70dB(A) <70dB(A)
Dimensions (L x l x h) 418 x 188 x 208 mm 418 x 188 x 208 mm
y compris le groupe de refroidissement -- 418 x 188 x 345 mm
Poid s
groupe de refroidissement avec/sans
eau de refroidissement
9,2 kg
--
9,4 kg
6,7 / 4,5 kg
Gaz de protection
pression max.
Tous les modèles sont
conçus pour le soudage TIG
5 bars
Tous les modèles sont
conçus pour le soudage TIG
5 bars
Classe d’isolation transformateur H H
Classe d’étanchéité IP 23 IP 23
Classe d’application
Facteur de marche
Le facteur d’intermittence est le temps, exprimé en pourcentage d’une période de 10 minutes, pen-
dant lequel il est possible de souder à une charge déterminée.
Le facteur de marche est valable à une température ambiante de 40˚C.
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
Alimentation secteur, Z
max
Impédance de ligne maximale admissible sur le réseau conformément à IEC 61000--3--11.
FR

-- 7 --
bt34d1fa
5 INSTALLATION
L’installation do it être assu rée par un techn icien qualifié.
Remarque!
Alimentation électrique requise
Les équipements à grande puissance, vu l’importance du courant primaire requis, peuvent
influencer la qualité de la grille de puissance. C’est pourquoi, pour certains types d’équipements
(voir les caractéristiques techniques), des restrictions ou exigences relatives à l’impédance
maximale admissible ou à la puissance d’alimentation minimale requise peuvent être appliquées
au point d’interface avec le réseau public. Dans ce cas, il incombe à l’installateur ou à l’utilisateur
de vérifier auprès du gestionnaire de réseau de distribution si l’équipement peut être connecté.
5.1 Emplacement
Placer le générateur de soudage de telle manière que les tuyères d’entrée et de
sortie de l’air de refroidissement ne soient pas obstruées.
5.2 Alimentation secteur
Vérifier que la tension d’alimentation est correcte
et que l’installation est protégée par un fusible de
calibre approprié.
L’installation doit être r eliée à la terre, conformément
aux réglementations en vigueur.
Plaque signalétique avec informations de connexion
Calibre d es fusib les et section minimale des câbles
Tig 1500i Tig 2200i/2200iw
TIG MMA TIG MMA
Tension d’alimenta-
tion
230 V ¦10 %,
1μ
230 V ¦10 %,
1μ
230 V ¦10 %,
1μ
230 V ¦10 %,
1μ
Fréquence de réseau 50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Section câbles
d’alimentation, mm
2
3G2.5 3G2.5 3G2.5 3G2.5
Phase courant I
1eff
9,1 A 11,5 A 11,5 A 13,4 A
Fusible
Normal
type C MCB
16 A
13 A
16 A
13 A
16 A
16 A
16 A
16 A
REMARQUE! la section des câbles d’alimentation et les calibres de fusibles mentionnés ci--dessus
sont conformes aux normes suédoises. Veiller à respecter les normes locales en vigueur.
FR

-- 8 --
bt34d1fa
6 UTILISATION
Les prescriptions générales de sécurité pour l’utilisation de l’équipement figu-
rent en page 3. En prendre connaissance avant d’utiliser l’équipement.
6.1 Appareils de contrôle et connexion
1 Connexion (+) pour câble de retour TIG.
MMA: pour câble de retour ou câble de
soudage.
7 Interrupteur principal
2 Raccordement pour l’unité de commande
à distance
8 Câble d’alimentation
3 Panneau de commande (voir mode
d’emploi correspondant).
9 Connexion du gaz de protection
4 Connexion pour torche TIG 10 Raccordement BLEU, avec ELP* pour
l’eau de refroidissement provenant du
groupe de refroidissement
5 Raccordement gaz vers la torche TIG 11 Raccordement ROUGE pour l’eau de
refroidissement vers le groupe de
refroidissement
6 Connexion (--) pour torche TIG
MMA: câble de retour ou câble de
soudage
12 Appoint d’eau de refroidissement
* ESAB Logic Pump, voir point 6.3
6.2 Symboles
MMA TIG
6.3 Raccordement pour eau
Le groupe de refroidissem ent est muni d’un système de détection ELP (ESAB Logic
Pump) qui vérifie si les tuyaux d’eau sont connectés. Le refroidissement se met en
service lorsqu’une torche TIG refroidie à l’eau est connectée.
FR

-- 9 --
bt34d1fa
6.4 Soudage TIG
Avant d’utiliser l’Arc 1500i/2200i pour le soudage TIG, il doit être équipé de:
S une torche TIG
S une bonbonne de gaz de soudage approprié
S un régulateur de gaz de soudage adapté
S des électrodes tungstène
S un métal d’apport adapté, si nécessaire
6.5 Soudage MMA
Connexion pour câble de soudage et de retour
Le générateur de soudage possède deux bornes, « + » et « -- », pour connecter le câble
de soudage et de retour. Connecter le câble de soudage sur le pôle indiqué sur l’embal-
lage de l’électrode à utiliser.
Connecter le câble de retour sur l’autre borne. Fixer sur la tôle la pince de mise à la terre
du câble de r etour, en veillant à garantir un bon contact entre la tôle et la borne du câble
de retour du générateur.
6.6 Sécurité thermique
Le générateur est pourvu de deux limiteurs de surcharge qui se déclenchent quand
la température interne est trop élevée. Un code d’erreur s’affiche sur le panneau de
commande. Ils reprennent leur état initial lorsque la température a baissé.
6.7 Connexion au groupe de refroidissement
(uniquement pour Caddyt T ig 2200i)
Seul du personnel possédant de bonnes
connaissances en électricit é (autorisé) est habilité à
retirer les plaques de protection pour effectuer les
connexions, les mesures de maintenance et
d’entretien et les réparations sur un équipement de
soudage.
Voir les instructions d’installation dans le mode
d’emploi du groupe de refroidissement.
6.8 Mise sous tension
Pour mettre la machine sous tension, tourner le démarreur en position « 1 ».
Pourmettrel’unitéhorstension,mettreledémarreurenposition«0».
Que l’unité ait été arrêtée normalement ou par une interruption de courant, elle
conserve les par am ètr e s de soudage pour une utilisation ultérieure.
FR

-- 1 0 --
bt34d1fa
7 ENTRETIEN
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
Seul du personnel possédant de bonnes connaissances en électricité (autorisé) est
habilité à r etirer les plaques de protection pour effectuer les connexions, les
mesures de maintenance et d’entretien et les réparations sur un équipement de
soudage.
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de garantie pour répar er quelque panne que ce soit.
7.1 Inspection et nettoyage
Générateur
Vérifier régulièrement si le générateur n’est pas encrassé.
La fréquence et la méthode de nettoyage dépendent du type de soudage, du
nombre d’arc générés, de l’emplacement et de l’environnement. En général, il suffit
de nettoyer le générateur à l’air comprimé sec (à pression réduite) une fois par an.
Des grilles de ventilation colmatées entraînent une surchauffe de l’équipement.
Torche de soudage
Pour éviter tout problème, nettoyer et remplacer régulièrement les pièces d’usure de
la torche de soudage.
8 DÉPISTAGE DES PANNES
Avant de faire appel à un technicien spécialisé, vérifier les quelques points suivants:
Type de panne Remède
Pas d’arc. S Vérifier que l’interrupteur ON/OFF est sur ON.
S Vérifier la connexion des câbles de courant de soudage et de
retour.
S Vérifier si la tension sélectionnée est correcte.
S Vérifier l’alimentation électrique.
Le courant de soudage
s’interrompt pendant le travail.
S Vérifier si les fusibles n’ont pas grillé.
S Vérifier les fusibles du tableau électrique.
La sécurité thermique se
déclenche fréquemment.
S Vérifier que la puissance nominale du générateur n’est pas
dépassée et qu’il n’y a pas de surcharge de l’unité.
S Vérifier que le générateur est propre.
Soudage médiocre. S Vérifier la connexion des câbles de courant de soudage et de
retour.
S Vérifier si la tension sélectionnée est correcte.
S Vérifier que les électrodes utilisées sont correctes.
S Contrôler le débit de gaz.
FR

-- 1 1 --
bt34d1fa
9 COMMANDEDEPIÈCESDERECHANGE
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de r echange et pièces d’usur e ESAB d’origine.
Tig 1500i, 2200i, 2200iw est conçue et éprouvée conformément à la norme internationa-
le et européenne IEC/EN 60974--1, IEC/EN 60974--3 et IEC/EN 60974--10. Il incombe à
l’entreprise chargée de tout travail de maintenance ou de réparation de s’assurer que
le produit demeure conforme à la norme susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
10 DÉMONTAGE ET MISE AU REBUT
L’équipement de soudage se compose essentiellement d’acier, de plastique et de mé-
taux non ferreux, qui doivent être traités conformément aux normes environnementales
en vigueur.
Le liquide de refroidissement doit, lui aussi, être traité conformément aux normes envi -
ronnementales en vigueur.
Ne pas jeter les appareils électriques avec les déchets ordinaires !
Conformément à la Directive Européenne 2002/96/EC relative aux déchets
d’équipements électriques ou électroniques (DEEE), et à sa transposition dans la
législation nationale, les appareils électriques doivent être collectés à part et être
soumis à un recyclage respectueux de l’environnement. En tant que propriétaire de
l’équipement, vous devriez vous informer sur les systèmes de collecte approuvés
auprès nos représentants locaux.
Appliquer cette Directive Européenne améliorera l’environnement et la santé !
FR

Edition 080129
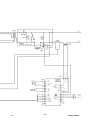
Schéma
-- 1 2 --
bt34e
T ig 1500i TA34

Edition 080129
-- 1 3 --
bt34e

Edition 080129
-- 1 4 --
bt34e
T ig 1500i TA33

Edition 080129
-- 1 5 --
bt34e

Edition 080129
-- 1 6 --
bt34e
T ig 2200i TA33/TA34

Edition 080129
-- 1 7 --
bt34e

Tig 1500i, 2200i, 2200iw
Edition 080129
Numéro de référence
-- 1 8 --
bt34o
Ordering no. Denomination Type
0460 450 880 Welding power source Caddyt Tig 1500i, TA33 incl. 3 m MMA cable kit complete
and Tig torch TXH 150, 4 m
0460 450 881 Welding power source Caddyt Tig 2200i, TA33 incl. 3 MM cable kit complete and
T ig torch TXH 200, 4 m
0460 450 882 Welding power source Caddyt Tig 1500i, TA34 incl. 3 m MMA cable kit complete
and Tig torch TXH 150, 4 m
0460 450 883 Welding power source Caddyt Tig 2200i, TA34 incl. 3 m MMA cable kit complete
and Tig torch TXH 200, 4 m
0460 450 884 Welding power source Caddyt Tig 2200iw, TA33 incl. water cooler, 3 m MMA cable
kit complete and T ig torch TXH 250w, 4 m
0460 450 885 Welding power source Caddyt Tig 2200iw, TA34 incl. 3 m MMA cable kit complete
and Tig torch TXH 250w, 4 m
0460 447 074 Instruction manual Control panel, Caddyt TA33, TA34
0459 839 025 Spare parts list Welding power source, Tig 1500i, Tig 2200i, Tig 2200iw
0459 839 028 Spare parts list Control panel, Caddyt TA33
0459 839 028 Spare parts list Control panel, Caddyt TA34
Instruction manuals and the spare parts list are available on the Internet at www.esab.com

R0460 443 /E080129/P25
Tig 1500i, 2200i, 2200iw
Accessoires
-- 1 9 --
bt34a11a
Strap ................................... 0460 265 001
Cable holder ............................ 0460 265 002
Shoulder strap .......................... 0460 265 003
Trolley
for5--10litregasbottle ....................
0459 366 885
Trolley
for20--50litregasbottle ...................
0459 366 886
Trolley
for20--50litregasbottle ..................
0460 330 880

R0460 443 /E080129/P25
Tig 1500i, 2200i, 2200iw
-- 2 0 --
bt34a11a
Tig torch
TXH150 4m............................
TXH150 8m............................
TXH200 4m............................
TXH200 8m............................
TXH 250w 4 m ...........................
TXH 250w 8 m ...........................
0460 011 842
0460 011 882
0460 012 840
0460 012 880
0460 013 840
0460 013 880
Tig torch
TXH 150r 4 m ...........................
TXH 150r 8 m ...........................
TXH 200r 4 m ...........................
TXH 200r 8 m ...........................
TXH 250wr 4 m ..........................
TXH 250wr 8 m ..........................
0462 011 842
0462 011 882
0462 012 840
0462 012 880
0462 013 840
0462 013 880
Remote control adapter RA12 12pole ....
For analogue remote controls to CAN based
equipment.
0459 491 910
RemotecontrolunitMTA1CAN ..........
MIG/MAG: wire feed speed and voltage
MMA: current and arc force
TIG: current, pulse and background current
0459 491 880
RemotecontrolunitM110ProgCAN......
Choice of on of 10 programs
MIG/MAG: voltage deviation
TIG and MMA: current deviation
0459 491 882
RemotecontrolunitAT1CAN ............
MMA and TIG: current
0459 491 883
RemotecontrolunitAT1CFCAN .........
MMA and TIG: rough and fine setting of
current.
0459 491 884
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Tig 1500i, Tig 2200i, Caddy® Tig 1500i, Caddy® Tig 2200i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB Tig 2200i Manuel utilisateur
-
ESAB Caddy™ Tig 1500i Tig 2200i Manuel utilisateur
-
ESAB Tig 4300i AC/DC Manuel utilisateur
-
ESAB CoolMini Manuel utilisateur
-
ESAB Tig 2200i AC/DC - Caddy® Tig 2200i AC/DC Manuel utilisateur
-
-
-
-
ESAB Caddy® Tig 2200i AC/DC Manuel utilisateur
-