ESAB Aristo® YardFeed 200 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

FR
Valid for serial no. 548--xxx--xxxx0459 936 001 FR 051201
Aristo YardFeed 200
Manuel d’instructions

-- 2 --
TOCf
Sous réserve de modifications sans avis préalable.
1 DIRECTIVE 3........................................................
2 SÉCURITÉ 3.........................................................
3 INTRODUCTION 5...................................................
3.1 Équipement 5...............................................................
3.2 Panneau de commande MA6 5...............................................
4 CARACTÉRISTIQUES TECHNIQUES 5.................................
5 INSTALLATION 6....................................................
5.1 Instructions de levage 6......................................................
6 UTILISATION 7......................................................
6.1 Appareils de contrôle et connexion 7...........................................
6.2 Explication des fonctions 8...................................................
6.3 Pression de dévidage 9......................................................
6.4 Remplacement du fil 9.......................................................
6.5 Remplacement des galets 9..................................................
7 ENTRETIEN 10.......................................................
7.1 Inspection et nettoyage 10.....................................................
8 COMMANDE DE PIÈCES DE RECHANGE 10............................
SCHÉMA 12.............................................................
NUMÉRO DE RÉFÉRENCE 15............................................
PIÈCES D’USURE 16...................................................
ACCESSOIRES 18.......................................................

-- 3 --
bm46d1fa
1DIRECTIVE
ZULASSUNGSNACHWEIS
ESAB AB, Welding Equipment, SE--695 81 Laxå Schweden, bestätigt hiermit in Eigenverantwortun,
daß die Drahtvorschubeinheit Aristo YardFeed 200 ab Seriennummer 548 dem Standard IEC/EN
60974--5 gemäß den Bedingungen der Direktive (73/23/EEG) mit Zusatz (93/68/EEG) und dem Stan-
dard IEC/EN 60974--10 gemäß den Bedingungen der Direktive (89/336/EEG) mit Zusatz (93/68/EEG)
entspricht.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Denis Sharp
Technical Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
L
axå 2005--11--29
2SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

-- 4 --
bm46d1fa
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER L A MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux e t brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
ESAB fournit t o u s les accessoires et équipements de protection nécessaires
pour le soudage.
ATTENTION!
Lire attentivement le mode d’emploi avant d’installer la
machine et de l’utiliser.
Ce produit est uniquement destiné au soudage à l’arc.
Ne pas jeter les appareils électriques avec les déchets ordinaires !
Conformément à la Directive Européenne 2002/96/EC relative aux déchets d’équipements
électriques ou électroniques (DEEE), et à sa transposition dans la législation nationale,
les appareils électriques doivent être collectés à part et être soumis à un recyclage
respectueux de l’environnement. En tant que propriétaire de l’équipement, vous devriez
vous informer sur les systèmes de collecte approuvés auprès nos représentants locaux.
Appliquer cette Directive Européenne améliorera l’environnement et la santé !
FR

-- 5 --
bm46d1fa
3 INTRODUCTION
Le dévidoir Aristo YardFeed 200 à panneau de commande MA6 est conçu pour le
soudage MIG/MAG réalisé par générateurs Aristo.
Plusieurs versions sont disponibles, voir 15.
Le dévidoir contient un mécanisme d’alimentation à quatre galets motorisés ainsi
que l’électronique de commande.
Voir les accessoires ESAB en pag e 18.
3.1 Équipement
Le dévidoir est fourni avec :
S Son mode d’emploi.
S Le mode d’emploi du panneau de commande.
S Un autocollant indiquant les pièces d’usure recommandées
S Débitmètre
3.2 Panneau de commande MA6
Boutons de réglage de la tension et de la vitesse de dévidage /
intensité du courant de soudage. Les autres paramètres sont
contrôlés par des boutons--poussoirs et du texte affiché à l’écran.
Pour une description détaillée du panneau de commande MA6, voir le mode
d’emploi correspondant.
4 CARACTÉRISTIQUES TECHNIQUES
Aristo YardFeed 200
Tension d’alimentation 42 V, 50--60 Hz
Puissance requise 180 VA
Courant du moteur I
max
3,5 A
Vitesse de dévidage 0,8 --25,0 m/min
Raccordement pistolet EURO
Diamètre max. de la bobine de fil 200 mm
Sectiondufil
Fe
Ss
Al
Fil fourré
0,6 -- 1,2 mm
0,6 -- 1,2 mm
1,0–1,2mm
0,8 -- 1,2 mm
Poid s 11,3 kg
Dimensions (L x l x h) 593 x 210 x 302 mm
Gaz de protection
pression max.
Tous les modèles sont conçus pour le soudage MIG/MAG
5 bars
FR

-- 6 --
bm46d1fa
Aristo YardFeed 200
Type de refroidissement
pression max.
60% eau / 40% éthylène glycol
5 bars
Intensité maximale au
facteur de marche 60%
365 A
Classe d’étanchéité IP23
Facteur de marche
Le facteur d’intermittence est le temps, exprimé en pourcentage d’une période de 10 minutes, pen-
dant lequel il est possible de souder à une charge déterminée.
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
5 INSTALLATION
L’installation doit être assurée par un technicien qualifié.
ATTENTION!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce produit
peut provoquer des interférences parasitaires. C’est la responsabilité de l’utilisateur de prendre
les précautions adéquates.
ATTENTION!
Pour les travaux de soudage en milieux à risques électriques élevés, seuls des générateurs adap-
tés à l’environnement doivent être utilisés. Ces générateurs sont identifiés par le symbole .
5.1 Instructions de levage
FR

-- 7 --
bm46d1fa
6 UTILISATION
Les prescriptions générales d e sécurité pour l’utilisation de l’équipement figu-
rent en page 3. En prendre connaissance avant d’utiliser l’équipement.
ATTENTION!
Veiller ce que les panneaux latéraux restent fermés pendant l’opération.
Pour éviter que la bobine ne glisse du moyeu--frein, le verrouiller à
l’aide de la poignée rouge (voir les instructions à proximité du
moyeu--frein).
ATTENTION!
ATTENTION!
Pièces rotatives -- risque d’accident.
6.1 Appareils de contrôle et connexion
1 Raccordement pour le courant de soudage
venant du générateur (OKC)
7 Raccordement BLEU, avec ELP* pour le
liquide de refroidissement du pistolet de
soudage
2 Raccordement du gaz protecteur 8 Raccordement pour l’unité de commande
à distance
3 Raccordement pour câble de contrôle
venant du générateur
9 Contacteur de sécurité
4 Connexion ROUGE pour liquide de
refroidissement vers le générateur (unité
de refroidissement)
10 Connexion pour pistolet de soudage
5 Connexion BLEUE pour fuide de
refroidissement au départ du générateur
(unité de refroidissement)
11 Panneau de commande
– voir mode d’emploi correspondant.
6 Connexion ROUGE pour liquide de refroidissement venant du pistolet de soudage
Attention ! Les raccordements de refroidissement ne sont disponibles que sur certains modèles.
* ELP = ESAB Logic Pump, voir point 6.2.
AH 0744
FR

-- 8 --
bm46d1fa
6.2 Explication des fonctions
Raccordement pour eau
Les dévidoirs munis d’un raccord pour l’eau possèdent un système de détectionELP
(ESAB Logic Pump) qui vérifie si les tuyaux d’eau sont connectés. La pompe à eau
se met en service lorsqu’un pistolet refroidi à l’eau est connecté.
Le système de détection de l’eau ne fonctionne qu’avec les générateurs équipés de
l’ELP.
Réducteur de tension
Accrocher le réducteur de tension entre le crochet situé à l’arrière du dévidoir et le
câble de connexion.
Contacteur de sécurité
0 Soudage à l’ARRÊT
1 Soudage en MARCHE
Chauffage en MARCHE (accessoire) et
soudage à l’ARRÊT
La zone autour de la bobine est chauffée pour
que le fil de soudage ne soit pas humide lors
du soudage.
Le code s’affiche sur le panneau de commande lorsque le commutateur de
sécurité est sur 0 ou , ce qui indique que le soudage n’est pas possible. Lorsque le
commutateur est sur 1, le soudage est à nouveau possible. Pour supprimer ce code,
appuyer sur une touche de fonction.
Réglage du débit de gaz
A = Réglage du débit de gaz.
B = Débitmètre
FR

-- 9 --
bm46d1fa
6.3 Pression de dévidage
Commencer par contrôler que le fil passe facilement à travers le guide--fil. Régler
ensuite la pression des galets de pression du mécanisme d’alimentation. Il est
important que la pression ne soit pas trop importante.
Figure .1 Figure .2
Pour contrôler que le réglage de la pression d’alimentation est correct, le fil doit
être alimenté vers un objet isolé, par exemple un morceau de bois.
Lorsque l’on tient la torche à environ 5 mm du morceau de bois (figure 1), les
galets d’alimentation doivent déraper.
Si l’on tient la torche à environ 50 mm du morceau de bois, le fil doit être alimenté
et se plier (figure 2).
6.4 Remplacement du fil
S Ouvrir le panneau latéral.
S Déconnecter le capteur de pression en le relevant vers l’arrière ; les galets de
pression glissent vers le haut.
S Dégager le nouveau fil sur 10 à 20 cm. Ébarber et limer l’extrémité du fil avant
de l’introduire dans le dévidoir.
S Veiller à ce que le fil soit correctement engagé dans la rainure du galet et dans la
tuyère d’échappement ou dans le guide--fil.
S Attacher le capteur de pression.
S Fermer le panneau latéral.
6.5 Remplacement des galets
S Ouvrir le panneau latéral.
S Déconnecter le capteur de pression (1) en le
relevant vers l’arrière ; les galets de pression
glissent vers le haut.
S Pour déconnecter les galets de pression (2), retirer
l’axe (3) en lui donnant de tour vers la droite.
Les galets se déconnectent.
S Pour déconnecter les galets du dévidoir (4), les
retirer en enlevant les vis (5).
Pour le remontage, répéter les opérations dans l’ordre inverse.
Choixdelarainuredanslesgalets
Faire tourner le galet manuellement jusqu’à ce que la rainure
appropriée soit face à vous.
FR

-- 1 0 --
bm46d1fa
7 ENTRETIEN
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de gar antie pour réparer quelque panne que ce soit.
7.1 Inspection et nettoyage
Dévidoir
Vérifier régulièrement si le dévidoir n’est pas colmaté.
S Le nettoyage et le remplacement des pièces usées du mécanisme de dévidage
doivent s’effectuer à intervalles réguliers pour que le soudage soit efficace.
Attention : une prétension trop forte peut provoquer une usure anormale des
galets de pression, du dévidoir et du guide--fil.
Moyeu de frein
Le moyeu est ajusté à la livraison. Pour les réglages ultérieurs,
suivre les instructions ci--dessous. Régler le moyeu pour
que le fil ne soit pas tendu lorsque le dévidage s’arrête.
S Réglage du couple de freinage :
S Mettre le bouton rouge en position
de blocage.
S Insérer une clé Allen dans les vis du moyen.
Tourner vers la droite pour augmenter le couple de freinage
et vers la gauche pour le réduire. ATTENTION ! Les deux vis doivent être
réglées de manière identique.
Pistolet de soudage
S Pour un dévidage sans problèmes, le nettoyage et le remplacement des pièces
d’usure du pistolet de soudage doivent être effectués à intervalles réguliers.
Nettoyer régulièrement la tuyère de contact et le guide--fil (à l’air comprimé).
8 COMMANDEDEPIÈCESDERECHANGE
Aristo YardFeed 200 est conçue et éprouvée conformément à la norme internationale
et européenne IEC/EN60974--5 et EN 60974--10. Il incombe à l’entreprise chargée de
tout travail de maintenance ou de réparation de s’assurer que le produit demeure con-
forme à la norme susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
FR

-- 1 1 --
p

Edition 051201
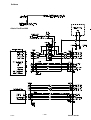
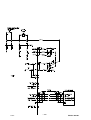
Schéma
-- 1 2 --
bm46e
Aristo YardFeed 200

Edition 051201
-- 1 3 --
bm46e

-- 1 4 --
p

Aristo YardF eed 200
Edition 051201
Numéro de référence
-- 1 5 --
bm46o
Ordering no. Denomination Type
0459 906 886 Wire feed unit Aristo YardFeed 200 with control panel MA6
0459 906 896 Wire feed unit Aristo YardFeed 200 with control panel MA6 and water
cooling
0459 839 005 Spare parts list Aristo YardFeed 200
0458 854 Instruction manual Control panel MA6
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.

Aristo YardF eed 200
Edition 051201
Pièces d’u su re
-- 1 6 --
bm46w
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle (S)
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle (S)
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6--1.2 mm
Ø 2.0 mm plastic for 0.8--1.2 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 0.9/1.0 mm V
0459 052 003 Feed/pressure rollers (S) Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V
0.6 S2 &0.8S2
0.8 S2 & 1.0 S2
0.9/1.0 S2 &1.2S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V--Knurled 1.0 R2 &1.2R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 &1.0A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 &1.2A2
0458 824 003 Feed/pressure rollers Al Ø1.2mm U 1.2 A2
Use only pressure and feed rollers marked A2, R2 or S2.
Therollersaremarkedwithwiredimensioninmm,somearealsomarkedwithinch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle
HI 14 0458 999 001 Shaft
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

Aristo YardF eed 200
Edition 051201
-- 1 7 --
bm46w

Aristo YardF eed 200
Edition 051201
Accessoires
-- 1 8 --
bm46a
OKC angle connection ..................
1 male and 2 female connection
0365 557 001
Control panel protection ................. 0459 961 880
Gas flow meter ......................... 0368 952 001
Heating kit ............................. 0459 941 880
Strain relief for welding gun ............. 0457 341 880
Water kit ................................ 0459 600 880

Aristo YardF eed 200
Edition 051201
-- 1 9 --
bm46a
RemotecontrolunitMTA1CAN ..........
MIG/MAG: wire feed speed and voltage
MMA: current and arc force
TIG: current, pulse and background current
0459 491 880
RemotecontrolunitM110ProgCAN......
Choice of on of 10 programs
MIG/MAG: voltage deviation
TIG and MMA: current deviation
0459 491 882
Remote cable
5m.....................................
0459 960 880
Connection set
10m....................................
15m....................................
25m....................................
35m....................................
50m....................................
Connection set water
10m....................................
15m....................................
25m....................................
35m....................................
50m....................................
0459 528 582
0459 528 583
0459 528 584
0459 528 585
0459 528 586
0459 528 592
0459 528 593
0459 528 594
0459 528 595
0459 528 596

Aristo YardF eed 200
Edition 051201
-- 2 0 --
bm46a
Welding torch
Ordering no. Max welding current
W
i
Type
Hose length Shielding gas
Wire
d
i
m
e
n
s
i
o
n
s
y
p
3m 4.5 m CO
2
Mix Ar
d
i
m
e
n
s
i
o
n
s
PSF 250 0368 100 882 0368 100 883 250A 60% 225A 60% 0.6 -- 1.0
PSF 250 C 0468 410 882 0468 410 883 250A 60% 225A 60% 0.6 -- 1.0
PSF 305 0458 401 880 0458 401 881 315A 60% 285A 60% 0.8 -- 1.2
PSF 315 CLD 0468 410 885 0468 410 886 315A 60% 285A 60% 0.8 -- 1.2
PSF 405 0458 401 882 0458 401 883 380A 60% 325A 60% 0.8 -- 1.6
PSF 405 C 0458 499 882 0458 499 883 380A 60% 325A 60% 1.0 -- 1.6
PSF 405 RS3 0458 401 892 0458 401 893 380A 60% 325A 60% 0.8 -- 1.6
PSF 405 C RS3 -- 0458 499 889 380A 60% 325A 60% 1.0 -- 1.6
PSF 410 CW 0458 450 880 0458 450 881 380A 100% 325A 100% 0.8 -- 1.6
PSF 410 W 0458 400 882 0458 400 883 400A 100% 350A 100% 0.8 -- 1.6
PSF 410 CW RS3 0458 450 884 0458 450 885 380A 100% 325A 100% 0.8 -- 1.6
PSF 410 W RS3 0458 400 898 0458 400 899 400A 100% 350A 100% 0.8 -- 1.6
= Self cooled
C = Smoke exhausters, Centrovac
LD = Smaller, Light duty
W = Water cooled
RS3 = 3--step program switch for selecting preset programs.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Aristo® YardFeed 200 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB ESAB YardFeed 200 Manuel utilisateur
-
ESAB YardFeed 2000 Manuel utilisateur
-
-
ESAB MEK 20C Manuel utilisateur
-
ESAB ESABMig C300i Manuel utilisateur
-
ESAB AristoMig C300 Manuel utilisateur
-
ESAB Mig L3000i Origo™ Mig L3000i, Aristo® Mig L3000i Manuel utilisateur
-
-
-
ESAB AristoMig 300 Manuel utilisateur