ESAB Powercut 875 Plasma Arc Cutting Package Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

Ce manuel fournit des instructions concernant l'installation et le fonctionnement des unités de coupage Powercut
875 comportant les numéros de série (PxxJ434xxx).
Powercut 875
Unité de coupage à l'arc au plasma
Manuel d'instruction (FR)
0558004972
Unité P/N 0558004942 - 230 V, CE 7.6m (25')
Unité P/N 0558004940 - 400 V, CE 7.6m (25')
Unité P/N 0558005167 - 230 V, CE 15.2m (50')
Unité P/N 0558005168 - 400 V, CE 15.2m (50')
Unité P/N 0558007823 - 400 V, 7.6m (25')

126
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes
d’accompagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu
et réparé selon les instructions fournies. Vous devez faire une vérication périodique de
l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est pas bien
entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées
immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est
recommandé par le fabricant de faire une demande de conseil de service écrite ou par téléphone
chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par
le fabricant. L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant
d’une utilisation incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une
modication par une personne autre que le fabricant ou un centre de service désigné par le
fabricant.
ASSUREZVOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L'OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement. Si
vous n’avez pas une connaissance approfondie des principes de fonctionnement et des
règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous vous
suggérons de lire notre brochure « Precautions and Safe Practices for Arc Welding, Cut-
ting and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes non qualiées
d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez PAS d’installer
ou d’opérer cet équipement avant de lire et de bien comprendre ces instructions. Si vous
ne comprenez pas bien les instructions, communiquez avec votre fournisseur pour plus
de renseignements. Assurez-vous de lire les Règles de Sécurité avant d’installer ou
d’opérer cet équipement.
ATTENTION
RESPONSABILITÉS DE L'UTILISATEUR
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !

127
SECTION TITRE PAGE
PARAGRAPHE
SECTION 1 SÉCURITÉ .................................................................................................................................................. 129
SECTION 2 DESCRIPTION .......................................................................................................................................... 131
2.1 Informations générales ........................................................................................................................ 131
2.2 Objectif ....................................................................................................................................................... 131
2.3 Unités disponibles .................................................................................................................................. 131
2.4 Spécications ........................................................................................................................................... 132
2.5 Accessoires optionnels ......................................................................................................................... 134
SECTION 3 INSTALLATION........................................................................................................................................ 135
3.1 Informations générales ........................................................................................................................ 135
3.2 Équipement requis ................................................................................................................................. 135
3.3 Emplacement ........................................................................................................................................... 135
3.4 Inspection .................................................................................................................................................. 135
3.5 Connexions d'entrée électrique primaire ...................................................................................... 135
3.6 Connexions de sortie secondaire ..................................................................................................... 136
SECTION 4 FONCTIONNEMENT ............................................................................................................................. 139
4.1 Fonctionnement ..................................................................................................................................... 139
4.2 Commandes du Powercut 875 .......................................................................................................... 139
4.3 Le coupage avec la torche PT-32EH ................................................................................................. 140
4.4 Problèmes de coupage courants ...................................................................................................... 143
TABLE DES MATIÈRES
La page est en cours de chargement...

129
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
1.0 Précautions de sécurité
Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer que
toute personne qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité pertinentes.
Les précautions de sécurité doivent répondre aux exigences applicables à ce type de matériel de soudage ou
de coupage plasma. Les recommandations suivantes doivent être observées en plus des règles standard qui
s'appliquent au lieu de travail.
Tous les travaux doivent être eectués par un personnel qualié possédant de bonnes connaissances par rapport
au fonctionnement du matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel
peut produire des situations dangereuses qui peuvent causer des blessures à l'opérateur ou des dommages au
matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement;
- l'emplacement des interrupteurs d'arrêt d'urgence;
- sa fonction;
- les précautions de sécurité pertinentes;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise en marche
de l'équipement;
- toutes les personnes dans l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- aménagé convenablement pour acquérir le matériel en toute sécurité;
- libre de courants d'air.
4. Équipement de sécurité personnelle
- Vous devez toujours utiliser un équipement de sécurité convenable tels que les lunettes de protection, les
vêtement ininammables et des gants de protection.
- Vous ne devez jamais porter de vêtements amples, tels que foulards, bracelets, bagues, etc., qui pourraient se prendre
dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- La réparation d'un équipement de haute tension doit être eectuée par un électricien qualié seulement.
- Un équipement d'extinction d'incendie approprié doit être à proximité de l'appareil et l'emplacement doit être
clairement indiqué.
- Vous ne devez jamais procéder à la lubrication ou l'entretien du matériel lorsque l'appareil est en marche.
Les appareils de classe A (400 V CE) ne sont pas prévus pour
une utilisation sur des lieux résidentiels où l’alimentation
électrique provient du réseau d’alimentation public basse
tension. La compatibilité électromagnétique des appareils de
classe A dans ces lieux est potentiellement perturbée en raison
des perturbations rayonnées et conduites.
MISE EN GARDE
-- 4 --
EMCea
WARNING
Read and understand the instruction manual before installing or operating.
Arc welding and cutting can be injurious to yourself and others. Take precausions when welding.
Ask for your employer’s safety practices which should be based on manufacturers’ hazard data.
ELECTRIC SHOCK - Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES - Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS - Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE - Excessive noise can damage hearing
S Protect your ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION - Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
WARNING!
Read and understand the instruction manual before installing
or operating.
CAUTION!
Class A equipment is not intended for use in residential locations where
the electrical power is provided by the public low--voltage supply
system. There may be potential difficulties in ensuring electromagnic
compatibility of class A equipment in those locations, due to conducted
as well as radiated disturbances.
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with national law, electrical equipment
that has reached the end of its life must be collected separately and returned to an
environmentally compatible recycling facility. As the owner of the equipment, you should
get information on approved collection systems from our local representative.
By applying this European Directive you will improve the environment and human
health!
GB
-- 4 --
EMCea
WARNING
Read and understand the instruction manual before installing or operating.
Arc welding and cutting can be injurious to yourself and others. Take precausions when welding.
Ask for your employer’s safety practices which should be based on manufacturers’ hazard data.
ELECTRIC SHOCK - Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES - Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS - Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE - Excessive noise can damage hearing
S Protect your ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION - Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
WARNING!
Read and understand the instruction manual before installing
or operating.
CAUTION!
Class A equipment is not intended for use in residential locations where
the electrical power is provided by the public low--voltage supply
system. There may be potential difficulties in ensuring electromagnic
compatibility of class A equipment in those locations, due to conducted
as well as radiated disturbances.
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with national law, electrical equipment
that has reached the end of its life must be collected separately and returned to an
environmentally compatible recycling facility. As the owner of the equipment, you should
get information on approved collection systems from our local representative.
By applying this European Directive you will improve the environment and human
health!
GB

130
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne touchez pas aux pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sécure.
VAPEURS ET GAZ - peuvent être danereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
zone respiratoire.
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma convenable équipé de
lentilles teintées et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
convenable.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
FONCTIONNEMENT DÉFECTUEUX - Dans le cas d'un fonctionnement défectueux demandez l'aide d'une
personne qualiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER DES
BLESSURES À L'OPÉRATEUR OU LES AUTRES PERSONNES SE
TROUVANT DANS L'AIRE DE TRAVAIL. ASSUREZ-VOUS DE
PRENDRE TOUTES LES PRÉCAUTIONS NÉCESSAIRES LORS
D'UNE OPÉRATION DE SOUDAGE OU DE COUPAGE. DEMANDEZ
À VOTRE EMPLOYEUR UNE COPIE DES MESURES DE SÉCURITÉ
QUI DOIVENT ÊTRE ÉLABORÉES À PARTIR DES DONNÉES DES
RISQUE DU FABRICANT.

131
SECTION 2 DESCRIPTION
2.1 INFORMATIONS GÉNÉRALES
Le Powercut est un système de coupage au plasma compact et entièrement
autonome. Tel qu'expédié, le système est complètement assemblé et prêt pour
une opération de coupage suivant la connexion à une source d'alimentation
d'entrée et une source d'air comprimé; 6.2-10.3bar (90-150 psi). L'unité Power-
cut 875 utilise la torche robuste PT-32EH pour fournir une puissance de coupe
pour couper les matériaux jusqu'à une épaisseur de 31.8mm (1-1/4"). Référez-
vous aux paragraphes suivants pour les descriptions des unités Powercut 875
disponibles en plus des spécications concernant la performance.
2.2 OBJECTIF
L'objectif de ce manuel est de fournir à l'opérateur toute l'information requise
pour installer et opérer l'unité de coupage à l'arc au plasma Powercut 875. Une
documentation de référence technique est également fournie pour assister lors
d'une recherche de panne de l'unité de coupage.
2.3 UNITÉS DISPONIBLES
2.3.1 Unités de coupage manuel
Les unités Powercut 875 indiquées sur la page couverture et ci-dessous incluent
les composants suivants :
Torche PT-32EH, tête 75
o
, 7.6m (25') ....................................0558003548
Torche PT-32EH, tête 75
o
, 15.2m (50') ................................0558003549
Écran thermique long PT-32EH 230V/400V
Trousse de pièces de rechange - unités "CE" seulement .....................
..........................................................................................................0558004949
Note :
Les torches et l'ensemble du corps de la torche n'incluent pas les
électrodes, les buses, les écrans thermiques ou les goupilles de sou-
pape. Vous devez commander les pièces consommables individuel-
lement tel qu'indiqué dans les trousses de pièces de rechange.
Chaque unité inclut la console/source d'alimentation Powercut 875 appro-
priée suivante qui est compatible avec votre choix d'alimentation d'entrée :
230V, 50Hz, 3-phase CE ...................................................P/N 0558004941
400V, 50Hz, 3-phase CE ...................................................P/N 0558004939
Unités de coupage manuel - Powercut 875 :
Unité 230V, 50Hz, 3-phase CE, 7.6m (25') ................ P/N 0558004942
Unité 400V, 50Hz, 3-phase CE, 7.6m (25') ................ P/N 0558004940
Unité 230V, 50Hz, 3-phase CE, 15.2m (50') ............... P/N 0558005167
Unité 400V, 50Hz, 3-phase CE, 15.2m (50') ..............P/N 0558005168
Unité 400V, 50Hz, 3-phase, 7.6m (25') ......................P/N 0558007823
Utilisez seulement la torche Plasmarc
PT-32EH de ESAB avec cette console.
L'utilisation d'une torche non conçue
pour cette console peut créer un RISQUE
DE CHOC ÉLECTRIQUE.
AVERTISSEMENT

132
Entrée primaire nominale 230 V ca, 50/60 Hz, 3-ph 24 A/phase
@
7.2 kW Max. de puissance de sortie 400 Vca, 50/60 Hz, 13 A/phase
60 A @ 120 V cc 3-phase
Facteur de puissance @ sortie de 60 Ampères 74% (208/230 V, 1-phase)
90% (208/230 V, 3-phase)
92% (400 V & 460 V, 3-phase)
Ecacité @ sortie de 60 Ampères 90% Typique
Capacité du courant PT-32EH 90 A DCSP
Exigences d'air PT-32EH 320 cfh @ 75 psi
(151 l/min @ 5.2 bars)
Dimensions Longueur 30.3” (770 mm)
Hauteur 16.5” (419 mm)
Largeur sans rangement optionnel 12,5” (318 mm)
Avec rangement optionnel pour
la torche 15,5” (394 mm)”
Poids du système Powercut 875 87 lbs (39.5 kg)
Poids à l'expédition 112 lbs (51 kg)
SECTION 2 DESCRIPTION
2.4 SPÉCIFICATIONS
Tableau 2-1. Spécications de la Powercut 875
*Le facteur d’utilisation est basé sur une période de 10 minutes ; donc, un facteur d’utilisation de 60% signie que
la source d’alimentation peut opérer pendant 6 minutes avec une période de refroidissement de 4 minutes et un
facteur d’utilisation de 100% signie que la source d’alimentation peut opérer continuellement.
Courant de sortie
nominal Facteur de marche 60%* 60 A @ 100 V cc
Facteur de marche 100%* 50 A @ 104 V cc
Plage de courant de sortie 20 to 60 Ampères
Tension de circuit ouvert 275 V cc
Alimentation électrique secteur 400V CE
S
sc min
2.6MVA
Z
max
0.061Ω
Alimentation électrique secteur 400V CE, S
sc min
Puissance minimum de court-circuit du réseau selon la CEI61000-3-12.
Alimentation électrique secteur 400V CE, Z
max
Ligne maximale permise sur l’impédance du réseau selon la CEI61000-3-11.

133
SECTION 2 DESCRIPTION
Tableau 2-2. Spécications de la torche PT-32EH
1.16"
(27mm)
75°
3.031"
(77mm)
Figure 2-1. PT-32EH Dimensions
Capacité du courant (facteur100%)
Longueur des conduites de
branchement
Poids
7.6m (25')
15.2m (50')
90 A DCSP
7.6m (25') ou 15.2m (50')
5.2 lbs (2.4kg)
9.6 lbs (4.4kg)
PT-32EH VITESSES DE COUPAGE
AIR @ 4,8 Bar (70 PSI) et COURANT DE SORTIE à 40AMPÈRES
Épaisseur Vitesse de coupage
Matérial mm (in.) mm/min. (po./min.)
Acier au carbone 1.6mm (1/16") 5080mm (200")
3.2mm (1/8") 2489mm (98")
6.4mm (1/4") 914mm (36")
9.5mm (3/8") 457mm (18")
12.7mm (1/2") 279mm (11")
Acier inoxydable 1.6mm (1/16") 3505mm (138")
3.2mm (1/8") 1473mm (58")
6.4mm (1/4") 457mm (18")
9.5mm (3/8") 254mm (10")
12.7mm (1/2") 152mm (6")
Aluminium 1.6mm (1/16") 5080mm (200")
3.2mm (1/8") 2794mm (110")
6.4mm (1/4") 1219mm (48")
9.5mm (3/8") 432mm (17")
12.7mm (1/2") 356mm (14")
Figure 2-2. PT-32EH / Performance de coupage de la Powercut 875
PT-32EH VITESSE DE COUPAGE -- Acier au carbone
3048mm (120")
2540mm (100")
2032mm (80")
1524mm (60")
1016mm (40")
508mm (20")
0
Vitesse de coupage
Épaisseur du matériel
6.4mm
(0.25")
12.7mm
(0.50")
19.1mm
(0.75")
25.4mm
(1.00")
31.8mm
(1.25")
Les vitesses indiquées produisent
des coupes dirigées d'excellente
qualité
Les vitesses maximum sont environ
20% plus élevées.

134
SECTION 2 DESCRIPTION
Figure 2-3. Hauteur d'attente vs. Puissance de sortie
IMPORTANT!!!
Maintenez une hauteur
d'attente appropriée
4.8mm à 6.4mm
(3/16" à 1/4")
La puissance de sortie augmente avec la hauteur d'attente!
2.5 ACCESSOIRES OPTIONELS
1. Support pour la torche / Support pour la trousse des pièces de rechange, P/N 0558003013
L'unité peut être montée sur n'importe quel côté de la machine sur une des deux positions de montage supérieures
des poignées situées aux extrémités.
2. Chariot, P/N 0558003014
Ce chariot, d'une hauteur de 98.4mm (3-7/8"), est muni de roulettes pivotantes en avant et en arrière pour rendre le
déplacement de la Powercut 875 plus facile.
Tableau 2-3. PT-32EH Trousse de pièces de rechange CE, P/N 0558004949, Contenu
Description Pièce numéro Quantité
Buse 50-70 Ampères 0558002618 4
Buse à retardement 40A 0558002908 1
Électrode 0558001969 3
Écran thermique long 0558003110 2
Goupille de la soupape 0558001959 1
Écran thermique pour coupage à retardement (résistant) 0558004206 1
Clé 0558000808 (19129) 1

135
SECTION 3 INSTALLATION
3.1 INFORMATIONS GÉNÉRALES
Une installation correcte est importante pour un fonctionnement satisfaisant et
sans problème de l'unité de coupage Powercut 875. Chaque étape dans cette
section doit être étudiée soigneusement et suivie le plus près possible.
3.2 ÉQUIPEMENT REQUIS
Une source d'air propre et sec qui fournit 170l/m à 5.2 bar (360 cfh à 75 psi) est
requise pour l'opération de coupage. L'alimentation d'air ne doit pas dépasser
10.3 bar (150 psi) - pression nominale d'entrée maximum du ltre-régulateur d'air
inclus avec l'unité. Un coude en laiton 45
°
6.4mm (1/4") NPT femelle x 6.4mm
(1/4") NPT mâle est recommandé pour brancher le tuyau à air au régulateur. Ce
coude produira plus d'espace libre autour de la poignée.
3.3 EMPLACEMENT
Une ventilation adéquate est nécessaire pour fournir un refroidissement ecace
de l'unité Powercut 875. L’environnement autour de l’unité doit être dans une
large mesure exempt de poussières, de vapeurs et de chaleur excessive. Il doit
avoir au moins un pied d’espace entre le bloc d’alimentation du Powercut 875 et
le mur ou toute autre obstruction pour permettre à l’air de se déplacer librement
à travers le bloc d’alimentation.
3.4 INSPECTION
A. Retirez l'unité de la caisse d'expédition et enlevez tout le matériel d'emballage.
Faites une inspection pour toute preuve de dommage non apparente au
moment de la réception de l'unité Powercut 875. Avisez immédiatement
le transporteur de tout défaut ou dommage.
B. Faites une vérication de la caisse d’expédition pour toute pièce
détachée avant de débarrasser les matériaux d’emballage.
C. Faites une vérication des diuseurs d’air et toute autre ouverture pour
assurer qu’il n’y a pas d’obstruction.
3.5 CONNEXIONS D'ENTRÉE ÉLECTRIQUE PRIMAIRE
FIGURE 31
Les consoles Powercut 875 sont dotées d'un câble d'alimentation d'entrée à 4
conducteurs d'environ 3.0m (10'), pour une connexion triphasée. Si une con-
nexion monophasée est désirée, repliez le l rouge sur le câble d'alimentation
d'entrée et securisez-le à l'aide d'un ruban isolant.
L'installation de tout genre de dispositif de
ltrage pourrait restreindre le volume d'air
entrant, entraînant un surchauffement des
composants internes du bloc d'alimentation.
L'utilisation de tout genre de dispositif de ltrage
annule la garantie.
LE CHOC ÉLECTRIQUE PEUT ÊTRE MORTEL ! Des
mesures de sécurité doivent être prises pour une
protection maximale contre le choc électrique.
Assurez-vous que toute alimentation est mise
hors tension en ouvrant le sectionneur mural et
débranchez le cordon d'alimentation de l'unité
lors des connexions électriques principales dans
le bloc d'alimentation.
Assurez-vous que le bloc d'alimentation est con-
guré selon votre alimentation d'entrée. Vous
NE DEVEZ PAS brancher un bloc d'alimentation
configuré pour 230 V à une alimentation
d'entrée de 400 V. Ceci risque d'endommager
la machine.
ATTENTION
ATTENTION
AVERTISSEMENT

136
SECTION 3 INSTALLATION
Tableau 3-1. Tailles recommandées pour les conduc-
teurs d'entrée et fusibles de ligne
Exigences d'entrée Conducteur de Capacité des
Volts Phases Ampères masse/entrée fusibles
CU/AWG Ampères
230 3 24A/Ph. 6 50
400 3 13A/Ph. 10 25
Un interrupteur de sectionnement (mural) avec des fusibles ou
des disjoncteurs doit être installé au panneau électrique principal
(voir Fig. 3-1 et Tableau 3-1 pour les tailles des fusibles). Le câble
d'alimentation d'entrée de la console peut être branché directement
au sectionneur ou vous pouvez vous procurer une che appropriée
et un prolongateur chez votre détaillant en électricité local. Si vous
utilisez la combinaison che/prolongateur, référez-vous au tableau
3-1 pour les conducteurs d'entrée recommandés pour la connexion
du prolongateur au sectionneur.
Le châssis doit être connecté à une masse approuvée.
Le défaut d'observer cette directive peut entraîner
un risque de choc électrique, des brûlures graves
ou des blessures mortelles.
Avant d'eectuer des connexions aux bornes de
sortie du bloc d'alimentation, assurez-vous que
toute alimentation d'entrée primaire est mise hors
tension (o) au sectionneur principal et que le câble
d'alimentation d'entrée est débranché.
3.6 CONNEXIONS SECONDAIRES SORTIE
VOIR FIG. 31
1. Pour la sécurité de l'opérateur, les connexions de la torche sont
situées sur la plaque à bornes de sortie derrière la partie inférieure
du panneau avant. Retirez le couvercle d'accès du compartiment
de la borne de sortie situé sur la partie inférieure de la source
d'alimentation.
2. Passez le câble d'alimentation, le câble de l'arc pilote et le câble de
l'interrupteur de la PT-32EH dans la bague ouverte du couvercle.
Branchez le câble d'alimentation au raccordement de la torche (lets
inversés); xez le câble de l'arc pilote à l'adaptateur de cloison de
l'arc pilote; et branchez le câble de l'interrupteur dans la prise de
l'interrupteur de la torche sur la borne de sortie. Assurez-vous de
sécuriser les connexions d'alimentation et du câble de l'arc pilote à
l'aide d'une clé. Assurez-vous que la che du câble de l'interrupteur
est bien en place.
3. Réinstallez le couvercle d'accès sur la source d'alimentation.
4. Branchez l'alimentation d'air sur la connexion d'entrée du ltre-
régulateur.
5. À l'aide d'un serre bride, xez le câble de masse à la pièce à traiter.
Assurez-vous que la pièce à traiter est branchée à une mise à la
terre approuvée par un câble de masse approprié.
AVERTISSEMENT
AVERTISSEMENT
REMARQUE !!
Exigences de l’alimentation électrique 400V CE :
Les équipements de puissance élevée peuvent, en raison du courant primaire puisé à partir du secteur
d’alimentation électrique, inuencer la qualité du réseau. Ainsi des restrictions de connexion ou des
exigences en matières d’impédance maximale permise ou encore de capacité d’alimentation minimale
au niveau du point d’interface du réseau public peuvent s’appliquer à certains type d’équipements (voir
les donnés techniques). Dans ce cas, l’installateur ou l’utilisateur de l’équipement est tenu responsable de
vérier auprès de l’exploitant du réseau de distribution si besoin, que l’appareil peut bien être branché.

137
SECTION 3 INSTALLATION
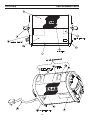
Figure 3-1. Schéma d'interconnexion de l'unité Powercut 875
PIÈCE À TRAITER
MISE À LA TERRE
DE SÉCURITÉ
PT-32EH
Permettez un espace d'au moins 10 pi. (3m)
entre la pièce à traiter et la source d'alimentation
ACCÈS AUX CONNEXIONS D'INTERFACE CNC
(Voir détail “A”)
COUVERCLE D'ACCÈS POUR LA
CONNEXION DE LA TORCHE
ALIMENTATION D'AIR préltrée (fournie
par le client)
6.2 à 10.3 bar
(90 à 150 psi max)
INTERRUPTEUR DE SECTIONNEMENT DE
LIGNE AVEC FUSIBLES FOURNI PAR LE CLI-
ENT (Voir tableau 2.1 et l'AVERTISSEMENT
concernant le châssis de mise à la terre
dans la section 3.5.)
CÂBLE D'ALIMENTATION
D'ENTRÉE (Voir tableau 3.1)
Utilisez un coude NPT femelle en cuivre de 45
°
6.4mm (1/4") et un coude NPT mâle 6.4mm (1/4")
pour plus d'espace autour de la poignée.
La page est en cours de chargement...

139
SECTION 4 FONCTIONNEMENT
4.1 FONCTIONNEMENT
4.2 COMMANDES de l'unité Powercut 875 (FIGURE 4-1)
A. Interrupteur d'alimentation (sur le panneau arrière). Lorsque
l'interrupteur d'alimentation est placé dans la position de marche (ON),
un voyant blanc s'allumera pour indiquer que le circuit de commandes
est alimenté. Le ventilateur de refroidissement sera en marche.
B. Commande du courant de sortie. Ajustable de 20 à 60 ampères.
C. Interrupteur d'essai pour l'air/régulateur d'air. Lorsque l'interrupteur
est placé dans la position d'essai, le ltre-régulateur à air peut être ajusté à
la pression désirée 4.5 - 5.2 bar (65-75 psig) avant l'opération de coupage.
Permettez à l'air de circuler pendant quelques minutes. Ceci permet
d'enlever la condensation accumulée pendant la période d'inactivité.
Assurez-vous de mettre l'interrupteur dans la position OPÉRER (OPERATE)
avant de débuter une opération de coupage.
D. Interrupteur de blocage à déclenchement. Lorsque l'interrupteur est
placé dans la position verrouillée (LOCK), le bouton de l'interrupteur de
la torche peut être relâché suivant le lancement de l'arc de coupage. Pour
éteindre l’arc à la n de la coupe, appuyez et relâchez le bouton interrupteur
de la torche ou retirez la torche de la pièce à traiter. Lorsque l’interrupteur
est placé dans la position non verrouillée (UNLOCK), l’interrupteur de la
torche doit être tenu fermé par l’opérateur pendant l’opération entière
de coupage et relâché à la n de la coupe.
E. Voyant de défaut. Ce voyant, de couleur ambre, s'allumera sous les
conditions suivantes et il y aura un arrêt complet des opérations.
Défaut du débit: Le voyant de défaut s'allumera mais s'éteindra pendant
environ 1/10ième de seconde à toute les secondes. Ceci indique que le
débit d'air est bas ou qu'il n'y a pas de pression de retour.
Température élevée: Le voyant de défaut sera éteint mais clignotera pen-
dant environ 1/10ième de seconde à toute les secondes. Ceci indique que
le facteur de marche à été dépassé. Permettez à la source d'alimentation
de se refroidir avant de poursuivre l'opération.
Tension de ligne - haut/bas: Le voyant de défaut clignotera rapidement
(cinq fois par seconde). Ceci indique que la tension d'entrée se situe à
l'intérieur de la plage de “+ or -” 15%.
Courant élevé: Le voyant de défaut sera allumé continuellement.Ceci
indique que le courant d'entrée a été dépassé.
Tous les signaux de défauts resteront allumés pendant un minimum
de 10 secondes. Si le problème disparaît, l’unité se remettra en marche
automatiquement sauf dans le cas de surintensité. Pour une remise
en marche dans le cas de surintensité, l’alimentation doit être mise
hors tension (o) pendant 5 secondes et remise en marche (on).
F. Indicateur de la pression d'air: La pression d'air recommandée devrait
être réglée à 4.8 bar (70 psi).
LE CHOC ÉLECTRIQUE peut être mortel.
• N'opérezPASl'unitésilecouvercleestenlevé.
• N'appliquez pas d'alimentation à l'unité
pendant que vous tenez ou que vous portez
l'unité.
• Netouchezpasauxpiècessituéesàl'extrémité
de la poignée de la torche (buse, écran
thermique, électrode, etc.) si l'interrupteur
d'alimentation est dans la position de marche
(on).
LES RAYONS DE L'ARC peuvent brûler les yeux
et la peau;
Le BRUIT peut endommager la faculté auditive.
• Portezuncasquedesoudageavecdeslentilles
de teinte no. 6 ou 7.
• Portezuneprotectionpourlesyeux,lesoreilles
et le corps.
Placez l'unité Powercut 875 à un minimum de 10
pieds (3 mètres) de l'aire de coupage. Les étince-
lles et le laitier chaud provenant de l'opération de
coupage peuvent endommager l'unité.
AVERTISSEMENT
AVERTISSEMENT
ATTENTION

140
SECTION 4 FONCTIONNEMENT
Figure 4-1. Commandes du Powercut 875
VUE ARRIÈRE
BOUTON DU
RÉGULATEUR
D'AIR
VOYANT DE DÉFAUT
(AMBRE)
VOYANT D'ALIMENTATION
(BLANC)
INDICATEUR DE
LA PRESSION
D'AIR
INTERRUPTEUR
D'ESSAI POUR
L'AIR
INTERRUPTEUR
DE BLOCAGE À
DÉCLENCHEMENT
BOUTON COMMNADE
DU COURANT
FUSIBLE (3A)
4.3 COUPAGE AVEC LA TORCHE PT32EH
Utilisez les procédures suivantes pour eectuer des coupes avec la torche PT-32EH (Figure 4-4).
A. Tenez la buse de la torche environ 3.2mm à 4.8mm (1/8" à 3/16") au dessus de la pièce à traiter et penchez la torche
à environ 15 - 30°. Ceci réduira le risque de projection de soudure dans la buse. Si vous utilisez l'outil pour la hau-
teur d'attente de la PT-32EH (P/N 0558002393), la distance entre l'électrode et la pièce à traiter sera environ 4.8mm
(3/16").
B. Appuyez sur l'interrupteur de la torche. L'air devrait s'écouler de la buse de la torche.
C. Deux secondes après avoir appuyé sur l’interrupteur de la torche, l’arc pilote devrait démarrer. L’arc principal devrait
suivre immédiatement permettant le début des opérations de coupage. (Si vous utilisez le mode verrouillé (LOCK) par
déclenchement, l’interrupteur de la torche peut être relâché après l’établissement de l’arc de coupage.)
D. Suivant le début de la coupe, la torche devrait être maintenue à un angle supérieure de 5-15° (Fig 4-2). Cet angle est
très utile pour la création d'une coupe "tombante". Si vous n’utilisez pas le guide des hauteurs d’attente, la buse doit
être tenue environ 6.4mm (1/4 ") au dessus de la pièce à traiter.
E. À la n d’une coupe, l’interrupteur de la torche doit être relâché (enfoncé et relâché si vous utilisez le mode verrouillé
(LOCK) par déclenchement) et la torche soulevée de la pièce à traiter avant la n de la coupe. Ceci empêche la haute
fréquence de relancer l’arc de coupage après l’avoir éteint et prévient tout dommage à la buse (amorçage double).
INTERRUPTEUR D'ALIMENTATION
MARCHE/ARRÊT (I-O)

141
F. Pour une remise en marche rapide comme, par exemple, pour
des coupes de grilles ou des grillages lourds, ne relâchez pas
l’interrupteur de la torche. En mode post-débit, l’arc peut redémar-
rer immédiatement en appuyant sur l’interrupteur de la torche.
Dans ce cas, la procédure pré-débit de 2 secondes du cycle de
coupage n’est pas nécessaire.
Figure 4-3. Limite de l'usage de l'électrode
4.3.1. Coupage à retardement avec la torche PT-32EH / Unité
Powercut 875
Si un coupage à retardement est désiré, xez le guide de la hauteur
d'attente de ESAB (P/N 0558002393). Par la suite, suivez les étapes
dans la Section 4.3. Si un coupage à retardement est désiré pour un
matériel mince, moins de 9.5mm (3/8"), retirez la buse de 70 ampères
de la tête de la torche et insérez la buse de 40 ampères de ESAB (P/N
0558002908). Diminuez le niveau de courant à 40 ampères ou moins,
(voir échelle pour les coupes à retardement automatique sur le panneau
avant). Par la suite, suivez les étapes dans la Section 4.3. Référez-vous
aussi au manuel d'instruction PT-32EH, 0558003746.
REMPLACEZ L'ÉLECTRODE AVANT
QUE LA CAVITÉ ATTEIGNE UNE
PROFONDEUR DE PLUS DE 1.6 MM
(0.06")
Remplacez l'électrode
lorsqu'elle est érodée à un e
profondeur de plus de 1.6mm
(0.06").
NEUVE
USÉE
DIRECTION
DE LA COUPE
Figure 4-2. Angle recommandé de la torche 5° à 15°
SECTION 4 FONCTIONNEMENT
NOTE : Lorsque vous remplacez la buse, toujours faire une
vérication de l'électrode pour des signes d'usure. Si
l'électrode au hafnium est érodée de plus de .06", rem-
placez l'électrode. Si l'électrode est usée au-delà de cette
limite d’usage, l’utilisation peut entraîner un risque de
dommage à la torche et le bloc d’alimentation. La durée
de vie de la buse peut aussi être réduite si vous utilisez
une électrode usée. Référez-vous à la Figure 4-3.
ATTENTION

142
LES MATÉRIAUX MINCES PEUVENT ÊTRE
COUPÉS AVEC UNE DISTANCE DE 1.6 mm
(1/16") ENTRE LA TORCHE ET LA PIÈCE
À TRAITER. AJUSTEZ À 4.8 mm (3/16")
POUR LES MATÉRIAUX D'UNE ÉPAISSEUR
DE PLUS DE 6.4mm (1/4").
AJUSTEZ LE GUIDE EN
TOURNANT DANS LE SENS
DES AIGUILLES D’UNE
MONTRE SEULEMENT. CECI
PRÉVIENDRA UN
DESSERRAGE ACCIDENTEL
DE L’ÉCRAN..
PROTECTEUR EN
ACIER GUIDE DES
HAUTEURS
D’ATTENTE
P/N 0558002393
SI LE GUIDE EST
TROP SERRÉ SUR
L’ÉCRAN, OUVREZ-LE
PAR LA FENTE AVEC
UN TOURNEVIS.
SI LE GUIDE EST TROP
DESSERRÉ, FERMEZ-LE
PAR LA FENTE AVEC
UN ÉTAU OU DES
GRANDES PINCES.
1.6mm (1/16") À
6.4mm (1/4")
ENTRE LA TORCHE ET LA
PIÈCE À TRAITER
GUIDE POUR COUPE
DROITE OU À MAIN
LIBRE
Figure 4-4. Installation et fonctionnement des protecteurs d'écran thermique en acier
Le coupage à retardement, même à un niveau de courant bas peut réduire considérablement la vie utile des
consommables de la torche. Une tentative de coupage à retardement à un niveau très élevé (70 ampères)
peut causer des dommages catastrophiques immédiats aux consommables.
AVIS
SECTION 4 FONCTIONNEMENT

143
SECTION 4 FONCTIONNEMENT
Figure 4-5. Technique de perçage utilisant la torche PT-32EH
A. Pénétration insusante.
1. Courant trop bas.
2. Vitesse de coupage trop rapide.
3. Buse de coupage endommagée.
4. Pression d'air incorrecte.
5. Alimentation d'air trop basse.
B. L'arc principal s'éteint.
1. Vitesse de coupage trop lent.
2. Électrode usée.
C. Formation de Scories. (Pour certains matériaux et épaisseurs,
il peut être impossible d’obtenir des coupes complètement
exempte de scories.)
1. Courant trop bas.
2. Vitesse de coupage trop rapide ou trop lent.
3. Pression d’air incorrecte.
4. Défaut dans la buse ou l’électrode.
5. Alimentation d’air trop basse.
D. Amorçage double (L'orice de la buse est endommagé.)
1. Pression d’air est basse.
2. Buse de coupage endommagée.
3. Buse de coupage desserrée.
4. Accumulation des projections de soudure sur la buse.
LORSQUE LA TORCHE
BRISE LA PIÉCE, RAMENEZ
LA TORCHE À UNE
POSITION VERTICALE ET
PROCÉDEZ AVEC LA
COUPE.
POUR DÉBUTER UN PERÇAGE,
PENCHEZ LA TORCHE POUR
PRÉVENIR AU MATÉRIEL EN
FUSION DE REMONTER ET
D’ENDOMMAGER LA TORCHE.
1
2
E. Arc inégal.
1. Buse de coupage endommagée ou élec-
trode usée.
F. Conditions de Coupage Instables.
1. Vitesse de coupage incorrecte.
2. Connexions des câbles ou conduites desser-
rées.
3. Électrode et/ou buse de coupage en mauvaise
condition.
G. L’Arc Principal ne Démarre pas.
1. Électrode usée.
2. Connexions desserrées.
3. Câble de masse n’est pas branché.
H. Durée de Vie Médiocre des Consommables.
1. Pression du gaz incorrecte.
2. Alimentation d’air contaminée.
3. Alimentation d’air trop basse.
4.4 PROBLÈMES DE COUPAGE COURANTS
Voici une liste des problèmes de coupage courants et les causes probables. Si un problème est occasionné par le powerCut
1500, référez-vous à la section entretien de ce manuel. Si le problème n’est pas corrigé suivant une lecture de la section
entretien, communiquez avec votre représentant ESAB.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

216
SECTION 6 REPLACEMENT PARTS

217
SECTION 6 REPLACEMENT PARTS

218
SECTION 6 REPLACEMENT PARTS
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228




































































































































































































































ESAB Powercut 875 Plasma Arc Cutting Package Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
dans d''autres langues
- italiano: ESAB Powercut 875 Plasma Arc Cutting Package Manuale utente
- English: ESAB Powercut 875 Plasma Arc Cutting Package User manual
- Deutsch: ESAB Powercut 875 Plasma Arc Cutting Package Benutzerhandbuch
- Nederlands: ESAB Powercut 875 Plasma Arc Cutting Package Handleiding
- dansk: ESAB Powercut 875 Plasma Arc Cutting Package Brugermanual
- čeština: ESAB Powercut 875 Plasma Arc Cutting Package Uživatelský manuál
- eesti: ESAB Powercut 875 Plasma Arc Cutting Package Kasutusjuhend
- suomi: ESAB Powercut 875 Plasma Arc Cutting Package Ohjekirja
Documents connexes
-
ESAB Powercut 875 Manuel utilisateur
-
ESAB PowerCut 1500 Manuel utilisateur
-
ESAB PT 32EH Manuel utilisateur
-
-
-
-
ESAB Powercut 650 Portable Plasma Cutting System Manuel utilisateur
-
-
-